Éxito del corte por láser: 12 factores críticos revelados
¿Alguna vez se ha preguntado cómo el láser puede cortar acero con una precisión milimétrica? En este artículo desvelamos los secretos del corte por láser. Desde los modos láser hasta los ajustes de la boquilla, descubra cómo influye cada factor en el proceso de corte. Prepárese para explorar la intrincada danza de tecnología y técnica que hace del corte por láser una maravilla de la ingeniería moderna.
Los siguientes factores desempeñan un papel fundamental en el proceso de corte por láser:
Modo láser: Onda continua (CW) o pulsada, que afecta a la entrada de calor y a la calidad del corte.
Potencia del láser: Determina la densidad de energía y la capacidad de corte para distintos materiales y grosores.
Posición del foco: Óptima colocación del punto focal respecto a la superficie del material para obtener la máxima eficacia de corte.
Altura de la boquilla: Distancia entre la punta de la boquilla y la pieza, que influye en la dinámica del flujo de gas y en la calidad del corte.
Diámetro de la boquilla: Afecta a las características del flujo de gas y a la anchura de la sangría, crucial para un corte de precisión.
Tipo de gas de asistencia: Selección de oxígeno, nitrógeno o aire comprimido en función del material y de las propiedades de corte deseadas.
Pureza del gas de asistencia: los gases de mayor pureza reducen la oxidación y mejoran la calidad del filo de corte.
Caudal de gas de asistencia: Controla la eliminación de material, la disipación del calor y la protección de la óptica.
Presión del gas de asistencia: Influye en la expulsión de la masa fundida, la anchura de la sangría y la calidad del borde de corte.
Velocidad de corte: equilibra la productividad con la calidad de corte, en función de las propiedades del material y los parámetros del láser.
Material de la pieza: La composición, el grosor y las propiedades térmicas afectan a la absorción del láser y al comportamiento de corte.
Estado de la superficie: La presencia de óxidos, revestimientos o contaminantes afecta a la absorción del láser y al inicio del corte.
Calidad del haz: Afecta al tamaño del punto de enfoque y a la distribución de la energía, cruciales para la precisión y la eficacia.
Estado de la óptica: Unas ópticas limpias y correctamente alineadas garantizan una distribución óptima del haz y la uniformidad del corte.
Lentes térmicas: Compensación del desplazamiento del enfoque debido al calentamiento de la óptica durante un funcionamiento prolongado.
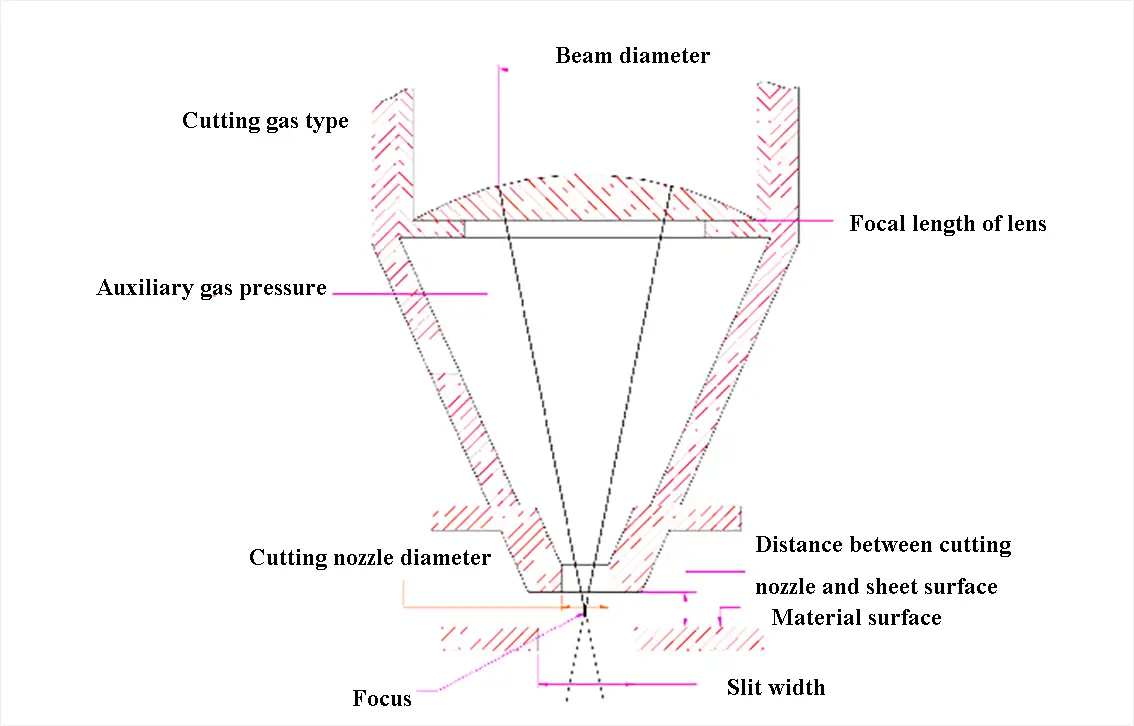
Los parámetros del proceso asociados a corte por láser se muestran en la siguiente figura.
Fig. 1 Parámetros del proceso de corte
I. Modo láser
El modo láser influye enormemente en el proceso de corte y produce mejores resultados cuando acero de corte placas. Esto está estrechamente relacionado con el modo láser y la calidad de la lente óptica externa.
La distribución de la intensidad luminosa a través de la sección transversal del haz láser se denomina modo transversal del láser. El modo transversal suele considerarse el modo láser.
Los distintos modos transversales se representan mediante el símbolo TEMmn, donde TEM significa onda electromagnética transversal y M y N son números enteros positivos que representan los números ordinales de los puntos con intensidad luminosa nula en las direcciones de los ejes X e Y, respectivamente, conocidos como ordinales de modo.
La siguiente figura muestra los focos de varios modos transversales diferentes del rayo láser. El modo TEM00, también conocido como modo básico, no tiene puntos con intensidad luminosa cero. El modo TEM10 tiene un punto de intensidad cero en la dirección X, y el modo TEM01 tiene un punto de intensidad cero en la dirección Y. Cuanto mayores sean los ordinales de modo M y N, mayor será el número de puntos con intensidad luminosa cero en el foco.
Los haces láser con varios modos transversales se denominan multimodo.
Fig. 2 Modo Spot
En la figura anterior, el modo TEM00 se denomina modo fundamental.
El modo TEM*01 es un modo de anillo único y también se conoce como modo cuasifundamental. Se añade un asterisco * para distinguirlo del TEM01.
En realidad, el modo TEM01 y el modo TEM10 pueden considerarse el mismo modo, ya que los ejes X e Y están divididos artificialmente. A continuación se representan los estereogramas de varios modos.
Figura 3: Estereograma del modo TEM00
Figura 4: Estereograma del modo TEM20
Figura 5: Estereograma del modo TEM23
Figura 6: Estereograma del multimodo.
II. Posición focal
La posición de enfoque es un parámetro crucial y debe ajustarse correctamente.
1. La relación entre la posición del foco y la superficie de corte
Posición focal
Diagrama esquemático
Características
Distancia focal cero:
La atención se centra en la superficie de la pieza.
Es adecuado para acero al carbono fino inferior a 5 mm.
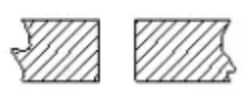
(sección cortada)
Cuando el foco está en la superficie superior de la pieza, el resultado del corte es liso en la superficie superior, pero la superficie inferior no es lisa.
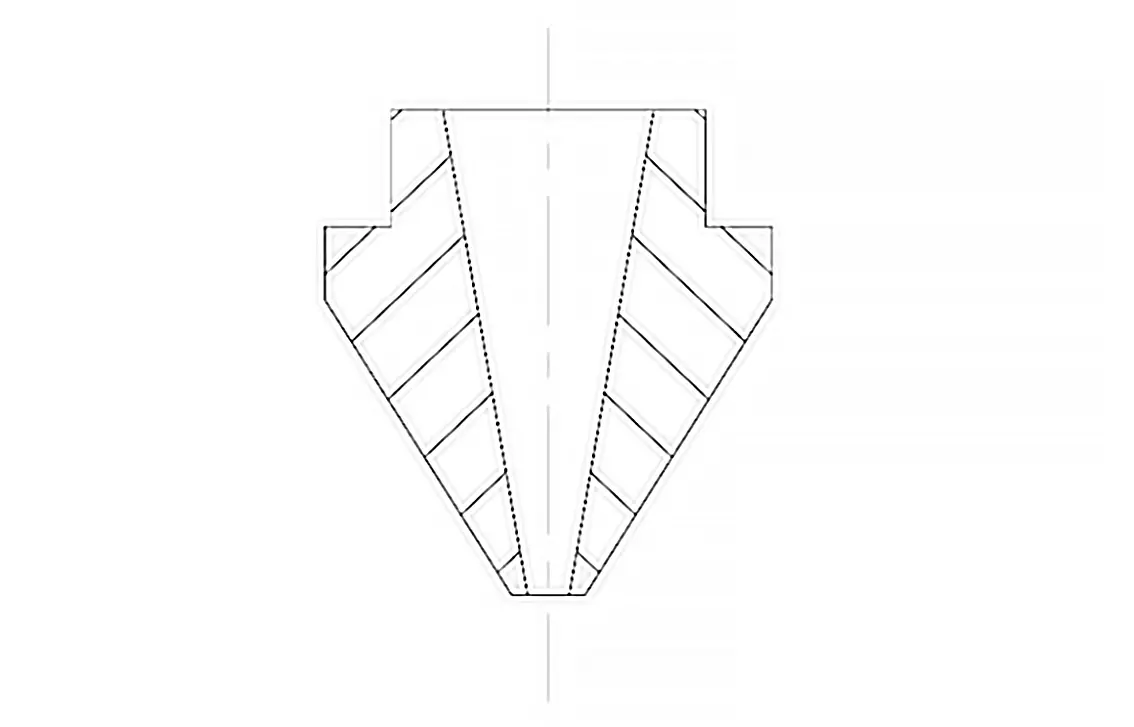
Distancia focal negativa:
El foco se encuentra bajo la superficie de la pieza.
El aluminio, el acero inoxidable y otras piezas de trabajo adoptan este método.
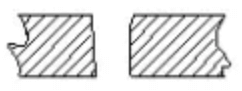
(sección cortada)
El foco está situado en el centro y en la parte inferior, lo que da lugar a una mayor área de superficie lisa. Los resultados indican que la anchura de corte es mayor y el flujo de gas de corte es mayor con un foco en esta ubicación, en comparación con un foco a distancia focal cero. Además, el tiempo de perforación es mayor en esta posición del foco.
Distancia focal positiva:
La atención se centra en la superficie de la pieza
En corte de acero grueso placas, se utiliza oxígeno. La oxidación del oxígeno utilizado para el corte debe producirse de arriba abajo. Para adaptarse al grosor de la chapa, es necesario un ancho de corte mayor, que puede conseguirse ajustando la configuración. La sección de corte se parece a la de corte con gas, con soplado de oxígeno y produciendo una sección rugosa.
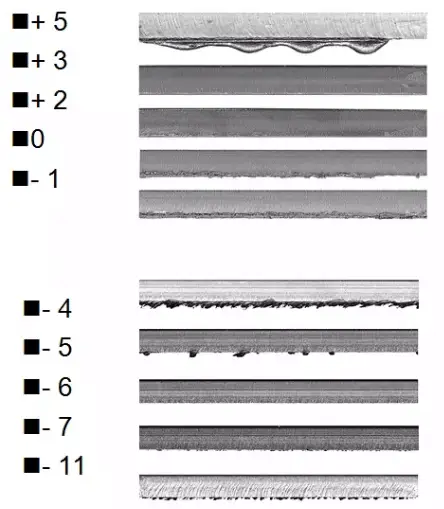
2. Influencia de la posición del foco en la sección de corte
1,5 mm por encima de la superficie
0,5 mm por encima de la superficie
2,5 mm por encima de la superficie
3. Enfoque buscar
El concepto básico consiste en utilizar pegamento de enmascarar para bloquear la boquilla y ajustar la distancia de enfoque. A continuación, se comprueba el tamaño de los orificios perforados. La posición con el agujero más pequeño es el foco. Por último, se determina el mejor foco para el corte basándose en el proceso de corte una vez encontrado el foco.
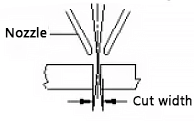
III. Boquilla
La forma de la boquilla, el diámetro de la boquilla y la altura de la boquilla (la distancia entre la salida de la boquilla y la superficie de la pieza) influirán en el resultado del corte.
Fig. 7 Boquilla
1. Función de la boquilla
Ayuda a evitar que impurezas como residuos de fusión reboten hacia arriba, atraviesen la boquilla y contaminen la lente de enfoque.
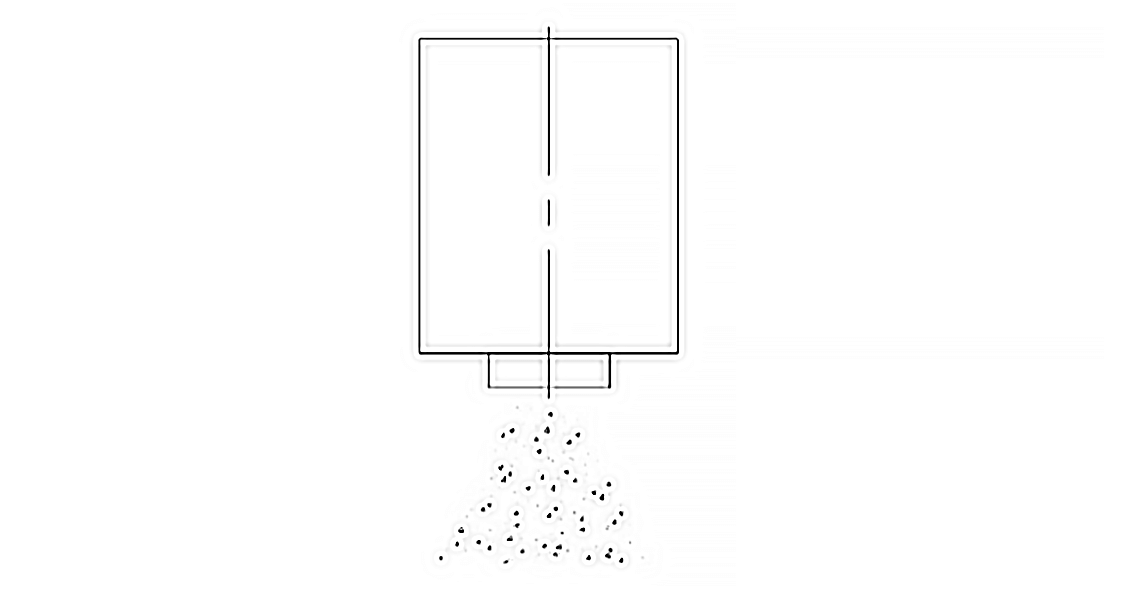
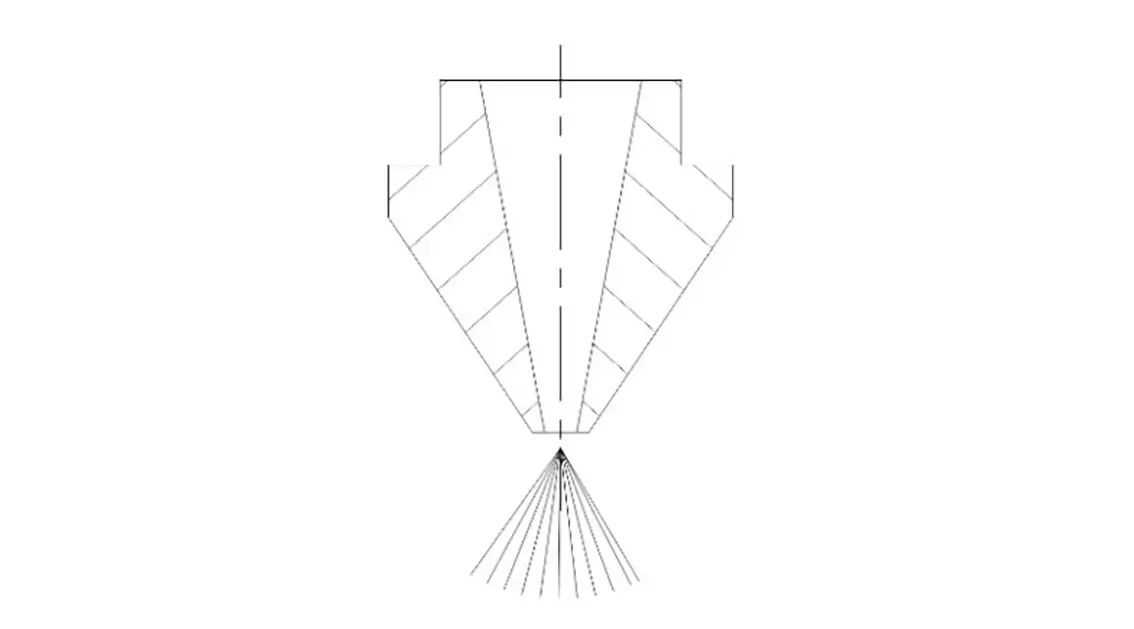
Regula el área y el tamaño de la difusión de gas para controlar la calidad del corte.
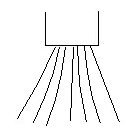
Fig. 8 Expulsión de gas sin tobera
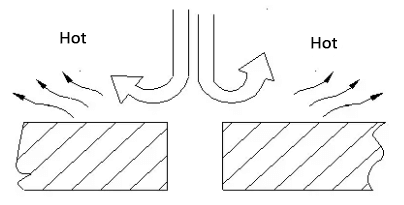
Fig. 9 Expulsión de gas con tobera
2. La relación entre la boquilla y la calidad de corte
La coaxialidad entre el centro del orificio de salida de la boquilla y el rayo láser es uno de los factores importantes que afectan a la calidad del corte. Cuanto más gruesa sea la pieza, mayor será la influencia. La coaxialidad se verá directamente afectada cuando la boquilla se deforme o haya una mancha de fusión.
Por lo tanto, la boquilla debe almacenarse con cuidado para evitar daños y deformaciones. La forma y el tamaño de la boquilla tienen una gran precisión de fabricación, por lo que debe prestarse atención al método de instalación correcto.
Si el estado de la boquilla es malo, puede ser necesario cambiar las condiciones de corte, y es mejor sustituirla por una nueva. Si la boquilla no está alineada con el eje del láser, afectará a la calidad del corte de la siguiente manera.
1) Influencia en la sección de corte
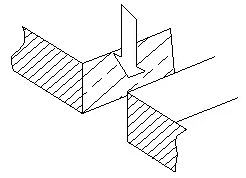
Como se muestra en la figura, cuando el gas auxiliar es expulsado de la boquilla, el volumen de gas se vuelve desigual, con mancha fundida en un lado pero no en el otro. El volumen de gas desigual tiene poco impacto en el corte de placas delgadas de menos de 3 mm, pero se vuelve más grave cuando se cortan placas más gruesas, a veces incluso impidiendo un corte exitoso.
Fig. 10 Influencia de la coaxialidad en la sección de corte
2) Impacto en esquinas afiladas
Si la pieza tiene ángulos agudos o pequeños, es propensa a fundirse en exceso, lo que puede impedir cortar planchas gruesas.
3) Impacto en la perforación
Puede producirse inestabilidad en la perforación, dificultades para controlar los tiempos, sobrefusión de placas gruesas y dificultad para dominar las condiciones de penetración. Sin embargo, estos problemas afectan poco al corte de chapas finas.
3. Ajuste de la coaxialidad entre el orificio de la boquilla y el rayo láser
Los pasos para ajustar la coaxialidad entre el orificio de la boquilla y el rayo láser son los siguientes:
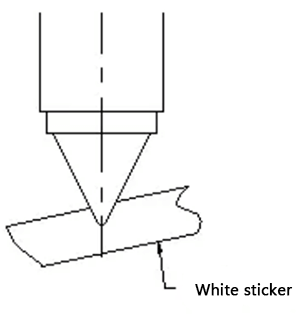
(1) Aplique tinta en la cara del extremo de salida de la boquilla (normalmente en rojo) y pegue cinta adhesiva en la cara del extremo de salida de la boquilla, como se muestra en la figura.
Fig. 11 Paso 1 del ajuste coaxial
(2) Utilizar una potencia de 10-20 vatios para el uso manual. perforación.
(3) Retire el papel autoadhesivo, teniendo cuidado de mantener su orientación para compararlo con la boquilla.
En condiciones normales, el láser quemará un punto negro en el papel autoadhesivo. Sin embargo, si el centro de la boquilla se desvía demasiado del centro del haz láser, el punto negro no será visible (ya que el haz láser chocará contra la pared de la boquilla).
Fig. 12 Desviación de la boquilla demasiado grande
(4) Si el punto central es demasiado grande o pequeño, compruebe que las condiciones son consistentes y que la lente de enfoque está bien sujeta.
Fig. 13 Espejo de enfoque suelto
(5) Observe la dirección del punto negro en relación con el centro de la boquilla y ajuste la posición de la boquilla en consecuencia.
Fig. 14 Ajuste de la posición del rayo láser coaxial
4. Diámetro de la boquilla
El tamaño de la abertura tiene un impacto crucial en la calidad del corte y la perforación. Si la apertura de la boquilla es demasiado grande, el material fundido puede salpicar durante el corte y pasar a través del orificio de la boquilla, dañando potencialmente la lente. Cuanto mayor sea la apertura, mayor será la probabilidad de que esto ocurra, lo que reducirá la protección de la lente de enfoque y su vida útil.
Comparación de la apertura de la boquilla
Apertura de la boquilla
Caudal de gas
Capacidad de fusión
Pequeño
Rápido
Gran
Gran
Lento
Pequeño
La diferencia entre φ1 y φ1.5 boquilla
Diámetro de la boquilla
Placa fina (menos de 3 mm)
Chapa gruesa (más de 3 mm)
Alto poder de corte, mayor tiempo de enfriamiento y tiempo de corte
φ1
La superficie de corte está bien.
El área de difusión del gas es pequeña e inestable, pero está básicamente disponible.
φ1.5
La superficie de corte será más gruesa, y la esquina es fácil tener solución manchas
El área de difusión del gas es grande, la velocidad del gas es lenta y el corte es estable.
5. Ajuste de la altura de la boquilla
La altura de la boquilla se refiere a la distancia entre la salida de la boquilla y la superficie de la pieza. El rango de ajuste de esta altura oscila entre 0,5 mm y 4,0 mm, con un ajuste típico de 0,7 mm-1,2 mm para el corte.
Si la altura se ajusta demasiado baja, la boquilla puede chocar con la superficie de la pieza. Por otro lado, si se ajusta demasiado alta, la presión y la concentración del gas auxiliar disminuirán, lo que provocará una disminución de la calidad del corte. Durante el taladrado, la altura debe ser ligeramente superior, alrededor de 3,5 mm-4 mm, para evitar que la lente de enfoque se contamine con las salpicaduras del taladrado.
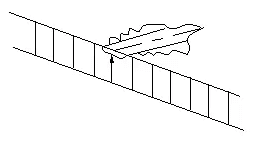
Fig. 15 Altura de la tobera
Caja de control con sensor capacitivo
Como se muestra en la figura se muestra el elemento de ajuste de la altura de la boquilla.
IV. Velocidad de corte
La velocidad de corte influye directamente en la anchura y la rugosidad de la incisión. Existe un valor óptimo para la velocidad de corte que varía con el grosor del material y la presión del gas de corte. Este valor suele estar en torno a 80% de la velocidad máxima de corte.
1. Velocidad demasiado rápida
Si la velocidad de corte es demasiado alta, puede provocar los siguientes problemas:
Cortes incompletos con chispas aleatorias.
Cortes inconsistentes con algunas zonas cortadas y otras no.
Una sección de corte grueso sin solución.
La sección cortada tendrá estrías inclinadas y manchas de solución en la parte inferior.
Fig. 18 Velocidad demasiado rápida
2. Velocidad demasiado lenta
(1) La fusión excesiva provoca una superficie de corte rugosa.
(2) La hendidura se ensancha y las esquinas afiladas se funden.
(3) Esto repercute en la eficacia del corte.
3. Determinar la velocidad de corte adecuada
Determinar si se debe aumentar o disminuir la velocidad de avance en función de las chispas de corte.
1) Las chispas se propagan de arriba abajo
Fig. 19 Velocidad de corte normal
2) Si la chispa está inclinada, la velocidad de corte es demasiado rápida.
Fig. 20 Velocidad de corte demasiado rápida
3) Si las chispas no son difusas y pocas, y se juntan, la velocidad es demasiado lenta.
Fig. 21 Velocidad de corte demasiado lenta
La velocidad de avance es adecuada.
Como se muestra en la figura, la superficie de corte presenta una línea relativamente lisa y no hay fusión en la mitad inferior.
Fig. 22 Velocidad de corte normal
V. Gas auxiliar de corte
Tenga en cuenta los siguientes factores a la hora de seleccionar el tipo y la presión del gas auxiliar de corte:
El oxígeno se utiliza normalmente para cortar acero al carbono ordinario con taladrado a baja presión y corte a baja presión.
Corte por aire se utiliza habitualmente para el corte de metales no metálicos.
La calidad del corte mejora con una mayor pureza del gas.
Para el corte de chapas de acero de bajo contenido en carbono, la pureza del gas debe ser como mínimo de 99,6%, y para el corte de chapas de acero al carbono de espesor superior a 12 mm, la pureza del oxígeno debe ser superior a 99,9%.
La pureza del nitrógeno para el corte de placas de acero inoxidable debe ser superior a 99,6%.
Una mayor pureza del nitrógeno se traduce en cortes de mejor calidad.
La escasa pureza del gas no sólo afecta a la calidad del corte, sino que también provoca la contaminación de la lente.
1. Influencia del gas auxiliar en la calidad del corte
(1) El gas contribuye a la disipación del calor y la combustión, elimina la solución y mejora la calidad de la superficie de corte.
(2) Los efectos de la baja presión del gas en el corte.
a. La superficie de corte se ha fundido.
b. No se puede aumentar la velocidad de corte, lo que afecta a la eficacia.
(3) Influencia de la alta presión del gas en la calidad del corte
a. Si el caudal de aire es demasiado alto, la superficie de corte será más gruesa y la costura más ancha.
b. Si el caudal de aire es excesivo, la pieza cortada se fundirá y no se podrá conseguir una buena calidad de corte.
2. El efecto del gas auxiliar en la perforación
(1) Cuando la presión del gas es demasiado baja, se dificulta la penetración y aumenta el tiempo.
(2) Cuando la presión del gas es demasiado alta, el punto de penetración se funde y se forma una gran zona de fusión.
En consecuencia, la presión de perforación de las placas finas es mayor que la de las gruesas.
3. Gas auxiliar para cortar plexiglás
El plexiglás es inflamable. Para conseguir una superficie de corte transparente y brillante, se elige nitrógeno o aire como retardante de llama. Si se selecciona oxígeno, la calidad del corte no será lo suficientemente buena. Por lo tanto, es necesario seleccionar la presión adecuada en función de la situación real al cortar.
Cuanto menor sea la presión del gas, mayor será el brillo de la luz de corte y más estrecha será la sección del pelo. Sin embargo, si la presión del gas es demasiado baja, se producirá una velocidad de corte lenta y una llama bajo la superficie de la plancha, lo que puede repercutir negativamente en la calidad de la superficie inferior.
VI. Potencia del láser
En potencia del láser necesaria para el corte por láser depende principalmente del tipo de corte y de las propiedades del material que se va a cortar. La mayor necesidad de potencia láser se da en el corte por vaporización, seguido del corte por fusión y el corte por oxígeno.
La potencia del láser influye considerablemente en el grosor del corte, la velocidad y la anchura de la incisión. A medida que aumenta la potencia del láser, aumenta el grosor del material que se puede cortar, se acelera la velocidad de corte y también aumenta la anchura de la incisión.
La potencia del láser desempeña un papel crucial a la hora de determinar el proceso de corte y la calidad.
1. La potencia es demasiado pequeña para cortar
Fig. 26 Potencia demasiado baja
2. Si la potencia es demasiado alta, se derretirá toda la superficie de corte.
Fig. 27 Potencia excesiva
3. La potencia es insuficiente, lo que provoca manchas fundidas después de cortar.
Fig. 28 Deficiencia de potencia
4. La potencia es adecuada, la superficie de corte es buena sin manchas fundidas.
Fig. 29 Potencia adecuada
Resumen de los parámetros de corte
Los principales parámetros del corte por láser
Velocidad de corte
Dada la densidad de potencia láser y el material, la velocidad de corte sigue una fórmula empírica. Siempre que esté por encima del umbral, la velocidad de corte del material es proporcional a la potencia del láser, lo que significa que el aumento de la densidad de potencia puede aumentar la velocidad de corte.
La velocidad de corte también es inversamente proporcional a la densidad y el grosor del material que se corta. Hay varias formas de mejorar la velocidad de corte:
(1) Aumentar la potencia (en el rango de 500-3000W);
(2) Cambie el modo de haz;
(3) Reduzca el tamaño del punto de enfoque (por ejemplo, utilizando un objetivo de distancia focal corta).
En el caso de los materiales metálicos, si las demás variables del proceso se mantienen sin cambios, el velocidad de corte láser puede ajustarse dentro de un margen manteniendo una calidad de corte satisfactoria. Este rango parece ser relativamente amplio cuando se cortan metales finos.
Posición de enfoque
Una vez enfocado el haz láser, el tamaño del punto es proporcional a la distancia focal de la lente. Una lente de distancia focal corta da como resultado un tamaño de punto pequeño y una alta densidad de potencia en el punto focal, lo que la hace ideal para el corte de materiales. Sin embargo, sus desventajas son una profundidad de foco muy corta y un margen de ajuste limitado, por lo que suele ser adecuada para el corte a alta velocidad de materiales finos.
Para piezas más gruesas, un teleobjetivo con mayor profundidad focal es más adecuado para el corte, siempre que tenga suficiente densidad de potencia.
En la mayoría de los casos, la mayor densidad de potencia se encuentra en el punto focal, que suele estar justo en la superficie o ligeramente por debajo de la superficie de la pieza durante el corte. Mantener una posición relativa constante entre el punto focal y la pieza es crucial para obtener una calidad de corte estable.
Es importante tener en cuenta que, durante el funcionamiento, el objetivo puede calentarse debido a una refrigeración deficiente, provocando un cambio en la distancia focal. En tales casos, es necesario ajustar oportunamente la posición focal.
Gas auxiliar
El gas auxiliar se pulveriza a lo largo del mismo eje que el rayo láser para proteger la lente de la contaminación y eliminar la escoria fundida del fondo de la zona de corte. Para materiales no metálicos y algunos materiales metálicosSe utiliza aire comprimido o un gas inerte para eliminar los materiales fundidos y evaporados y evitar una combustión excesiva en la zona de corte.
Presión de gas auxiliar
Más corte por láser de metales utiliza un gas reactivo (oxígeno) para crear una reacción exotérmica oxidativa con el metal caliente. Este calor adicional puede aumentar la velocidad de corte entre 1/3 y 1/2.
Al cortar chapas finas a altas velocidades, es necesaria una mayor presión de gas para evitar que la parte posterior del corte se adhiera a la escoria. Al cortar material más grueso o a velocidades más lentas, la presión del gas puede reducirse según convenga.
Potencia de salida del láser
La potencia del láser y la calidad del modo tendrán un impacto significativo en el corte. En el funcionamiento real, la potencia máxima suele ajustarse para conseguir una alta velocidad de corte o para cortar materiales gruesos.
Envuélvalo
En el párrafo anterior se describen la mayoría de los factores que pueden influir en los parámetros del efecto de corte. La tabla siguiente enumera los valores típicos de los parámetros de corte. Estos valores no son específicos para ningún caso en particular, pero pueden utilizarse como referencia para determinar los parámetros de inicio correctos.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez ha tenido problemas para elegir la boquilla de corte por láser adecuada para su proyecto? Seleccionar la boquilla óptima es crucial para lograr cortes limpios y precisos y maximizar la eficiencia. En este...
¿Se ha preguntado alguna vez cómo funciona una máquina de corte por láser? En esta entrada del blog, nos adentraremos en el funcionamiento interno de estas máquinas de alta precisión que han revolucionado...
¿Alguna vez se ha preguntado cómo un láser puede cortar el metal como un cuchillo caliente la mantequilla? En este fascinante artículo, exploraremos la ciencia que hay detrás de la tecnología de corte por láser de fibra....
¿Siente curiosidad por la tecnología de vanguardia que está revolucionando la fabricación? En esta entrada del blog, nos sumergiremos en el mundo de las máquinas de corte por láser, explorando sus ventajas y los principales fabricantes que dominan...
Imagine las catastróficas consecuencias de descuidar el mantenimiento de las máquinas de corte por láser. No permita que su empresa sea víctima de costosos tiempos de inactividad y reparaciones. En esta entrada de blog, nos sumergiremos en las...
El corte por láser revolucionó la fabricación, pero incluso las máquinas más avanzadas tienen problemas. En esta entrada del blog, nos sumergimos en los problemas comunes a los que se enfrentan las máquinas de corte por láser de placas y proporcionamos paso a paso...
¿Le interesa el arte del corte por láser? Esta entrada del blog profundiza en los parámetros críticos que determinan la calidad y la eficacia del corte. Descubra los consejos de expertos mecánicos...
¿Siente curiosidad por conocer las posibilidades del corte por láser? En esta completa guía, nos sumergiremos en el mundo de las velocidades y espesores de corte por láser para diversos metales. Nuestro ingeniero mecánico experto...
¿Por qué varía la calidad del corte por láser con el mismo equipo y los mismos parámetros? Este artículo profundiza en cómo la composición de las planchas de acero al carbono afecta a sus resultados de corte. Explorando la...