38 Preguntas Frecuentes Esenciales para el Funcionamiento de una Cortadora Láser de Fibra Óptica
Imagine cortar metal sin esfuerzo con precisión y velocidad. Este artículo sobre el funcionamiento de las cortadoras láser de fibra cubre las preguntas más frecuentes, desde las medidas de seguridad hasta las funciones de los componentes, garantizando un rendimiento y una seguridad óptimos. Al final, comprenderá cómo utilizar y solucionar problemas de estas máquinas de alta tecnología, haciendo que sus tareas de trabajo del metal sean eficientes y eficaces. ¿Listo para dominar las complejidades del corte por láser de fibra? Empecemos.
¿Qué peligros entraña el uso de distintos gases? ¿Qué debo hacer en caso de emergencia?
Evite tener materiales inflamables y explosivos cerca de cualquier cilindro.
Manténgase alejado de llamas abiertas y no trabaje con gas a temperaturas superiores a 60 grados Celsius. Queda terminantemente prohibido utilizar gas procedente de fuentes no homologadas.
El depósito Dewar no debe inclinarse más de 45 grados para evitar congelaciones. Deben utilizarse gafas y guantes de protección durante el funcionamiento. Queda terminantemente prohibida la ventilación con altas concentraciones de gas. Si el depósito Dewar se cae al suelo, debe levantarse en un plazo de dos minutos.
Máquina de corte por láser: Se utiliza para el mecanizado de control numérico por ordenador (CNC).
Enfriador: Sistema de refrigeración para el rayo láser, la lente reflectora y el cabezal de corte.
Compresor de aire: Suministra aire para el corte por láser máquina y gases auxiliares de mecanizado.
Secador: Filtra el agua, el aceite y otros contaminantes del aire para mantener las condiciones de aire seco.
Colector de polvo: Elimina el polvo y los gases residuales.
Regulador: Mantiene estable la tensión de funcionamiento del dispositivo.
Significado del siguiente código
G00:
Posicionamiento rápido
M00:
Suspensión incondicional
G01:
Interpolación lineal
M36:
Desactivar seguidores
G02:
Interpolación circular en el sentido de las agujas del reloj
M31:
Elija aire
G03:
Interpolación circular en sentido contrario a las agujas del reloj
M35:
Activar seguidores
G04:
Pausa
M10:
Persiana mecánica abierta
G10:
Pila vacía
M30:
El programa finaliza y vuelve a la cabecera del programa
G50:
Escala por
M11:
Persiana mecánica cerrada
G09:
Programa de lectura anticipada
M06:
Apagar el obturador electrónico
G51:
Rotación de la pieza
M07:
Activar el obturador electrónico
G71:
Programación métrica
M14:
Apagar el gas auxiliar
G91:
Programación incremental
G90:
Coordenadas absolutas
¿Por qué recalibrar cuando se cambian diferentes materiales de corte y diferentes tipos de boquillas? ¿Qué debe usted ¿qué hacer si la calibración automática no se realiza correctamente?
La altura se controla mediante un sensor capacitivo, en el que influyen el material, la superficie en contacto y la distancia entre el sensor y el material.
Las diferentes boquillas tienen diferentes áreas de contacto, por lo que cambiar de tipo de boquilla requiere una recalibración.
Si falla la calibración automática, realice la calibración manual ejecutando el comando M70 en modo de entrada manual de datos (MDI), o cambie a calibración manual.
Trayectoria luminosa externa y método de ajuste coaxial del eje Z
El eje X se ajusta girando los tornillos de ajuste superior e inferior izquierdo y derecho del soporte del láser. El eje Y y el eje Z se ajustan mediante tres tuercas de ajuste en el soporte de la lente.
Normalmente, los ajustes aproximados se realizan con una luz roja, seguidos de ajustes finos con una horquilla de luz cruzada, para garantizar que los puntos delantero y trasero estén centrados.
Método y precauciones para encontrar el foco
Para preparar el tablero plano, colóquelo en el extremo de la máquina de corte por láser en un ángulo de 30-45 grados.
A continuación, retire la boquilla y ajuste la escala a -5. Ajuste el retardo de perforación (P199) a 0 y desplace el cabezal de corte al punto más alto del tablero.
Abra el programa para enfocar el láser, encienda manualmente el aire y ejecute el programa. Busque el punto en el que las marcas de quemaduras en el tablero sean más finas e instale la boquilla. Mueva el cabezal de corte manualmente por encima de este punto más delgado.
A continuación, desenrosque la escala hasta que la boquilla se encuentre a 0,5 mm de la superficie de la placa. Registre el valor de la escala en este punto, que se denomina "escala de enfoque cero".
Precauciones:
Antes de ejecutar el programa, es importante verificar que la dirección de movimiento del ajuste de enfoque en el programa coincide con la orientación de la placa para evitar cualquier colisión inversa.
También es esencial encender manualmente el aire antes y después de ejecutar el programa para evitar que el humo afecte al objetivo.
Una vez finalizado el programa, es fundamental no mover el eje Z hasta que se haya restablecido el enfoque, y no se debe golpear ni zarandear la placa.
Escribe un programa coaxial y di el significado de cada frase
Grado de contaminación de los polarizadores circulares y del reflector
4) Condiciones externas:
Pureza del gas
Calidad de las hojas
Qué tipos de gases que se necesita para que funcione el láser? ¿Cuál es la pureza de cada uno? ¿Cuál es la presión mínima externa?
ROFIN:
Nitrógeno de alta pureza 99,999% 5bar
Gas mixto (dióxido de carbono, helio, nitrógeno, monóxido de carbono, oxígeno, helio), proveedor designado
RPC
Nitrógeno de alta pureza 99,999% 5bar
Dióxido de carbono de alta pureza 99,999% 5bar Helio de alta pureza 99,999% 5bar
Nitrógeno puro 99,995% 5bar
TK
Nitrógeno de alta pureza 99,999% 5bar
Dióxido de carbono de alta pureza 99,999% 5bar Helio de alta pureza 99,999% 5bar
Nota: El gas soplado por el láser TK es desviado por nitrógeno de alta pureza en el interior del láser.
¿Precauciones antes de ejecutar el programa? ¿Y a qué hay que prestar atención durante la ejecución?
Antes de iniciar el proceso de mecanizado, es importante verificar que el procedimiento de selección es correcto, los parámetros del proceso se han nombrado correctamente, el gas auxiliar externo está disponible y la posición de la placa es precisa.
Para evitar la deformación de la chapa durante el mecanizado, que podría provocar colisiones, es fundamental evitar cualquier perturbación. Cuando la máquina está en funcionamiento, el operario debe permanecer atento y no abandonar la máquina, garantizando su seguridad personal en todo momento.
¿Cuáles son los distintos tipos de lentes que se utilizan en la máquina?
Espejo de enfoque, polarizador circular, espejo reflector redondo.
Escoria colgante de acero inoxidable, ¿por qué no se puede cortar y cómo solucionarlo?
Hay dos tipos de escoria que pueden aparecer en la superficie inferior del material cortado:
Escoria dura colgante: Suele solucionarse bajando el foco o aumentando la presión del aire.
Escoria blanda colgante: Normalmente se puede solucionar aumentando la velocidad de corte, reduciendo la potencia y elevando la posición del foco.
Si el material es no cortar a través, la solución suele ser reducir la velocidad, aumentar la potencia y ajustar la posición de enfoque.
¿Cuál es la relación entre el diámetro del orificio de corte y el grosor de la chapa? Si está fuera de rango, ¿qué debe hacerse?
Para acero al carbono: El diámetro del agujero no debe ser inferior al espesor de la chapa si es inferior a 8mm. Si el diámetro del agujero es superior a 10 mm, no debe ser inferior a 1,2 veces el espesor de la chapa.
Para acero inoxidable: El diámetro del agujero no debe ser inferior al espesor de la placa si es inferior a 4mm. Si el diámetro del orificio es superior a 5 mm, no debe ser inferior a 1,5 veces el grosor de la placa.
Si los orificios superan estos requisitos, pueden taladrarse utilizando posicionamiento de marcado o pulso corte lento técnicas.
Apagón repentino durante el procesamiento, ¿cómo debemos continuar? láser ¿Procesamiento?
Si la máquina se apaga durante el proceso de mecanizado, se deben seguir los siguientes pasos después de reiniciar la máquina:
Devuelve la máquina al punto de referencia para restablecer el sistema de coordenadas de la máquina.
Abra el programa NC que se estaba ejecutando antes de desconectar la alimentación y compruebe si se ha llamado a la subrutina Q999997 (que llama a la memoria del sistema de coordenadas de la pieza). Si no se llama, el punto cero de la pieza sólo puede localizarse manualmente.
Si se ha llamado a la subrutina Q999997, seleccione el sistema de coordenadas de la pieza mediante G54.
Muévase a X0Y0 para encontrar el punto cero de la pieza utilizando G00X0Y0.
Compruebe los valores de los parámetros P8 (el número de línea del programa que se estaba ejecutando antes de desconectar la alimentación) y P12 (el último número de línea del posicionamiento rápido G00 antes de desconectar la alimentación) en el parámetro de bucle. Utilice FASTPLOT para comprobar el programa y verificar que el número de programa es correcto.
Modificar el programa NC añadiendo una pausa incondicional (M00) después del comando G09 (lectura anticipada, función pre-etapa) e incrementando el comando de salto (GO**** con un valor para la memoria P12). Después de la línea de comando de memoria G00 en P12, añadir la subrutina de proceso de capa de corte, como Q990051 (primera capa parámetro de corte llamada).
Ejecute el programa, encienda la función auxiliar y la potencia del láser, y reanude el corte con posicionamiento automático.
¿Cuáles son las razones específicas de la contaminación de las lentes de enfoque?
El aire o los gases auxiliares como el oxígeno y el nitrógeno no son puros y contienen contaminantes como humedad, partículas, hollín y aceite.
La trayectoria de la luz exterior tampoco está limpia y puede contaminarse con escoria durante los procesos de corte y perforación.
¿Cuántos métodos de perforación existen? ¿En qué circunstancias se utiliza cada método? ¿Cuál es la causa de agujeros reventados cuando utilizando perforatmétodo iónico? ¿Cómo afrontarlo?
Existen tres métodos de perforación:
Perforación convencional
Perforación progresiva
Agujero de ruptura
Normalmente, la perforación convencional se utiliza en placas de acero al carbono de 10 mm o menos de grosor, mientras que la perforación progresiva se utiliza en placas de acero al carbono de 10 mm o más de grosor. El uso de agujeros de rotura no es habitual.
Tenga en cuenta que aleaciones de aluminio no debe perforarse mediante perforación progresiva, sino que debe perforarse en el punto focal.
Entre las razones para utilizar un orificio de ruptura se incluyen:
Tiempo de perforación insuficiente
Presión de perforación excesiva
Alto foco de perforación.
¿A qué se debe la falta de uniformidad de las caras de corte?
Desalineación coaxial
Trayectoria luminosa incorrecta
Sin boquilla
Placa de mala calidad
Contaminación del espejo de enfoque
La superficie de corte inicial no es buena
Retardo de apertura de luces
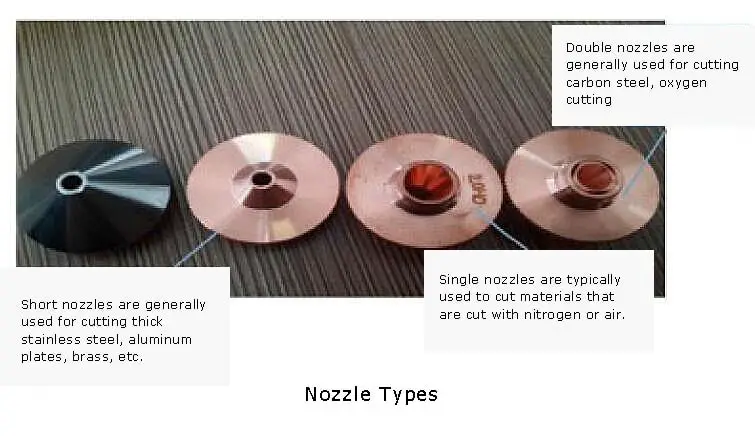
¿Cuáles son los tipos y tamaños de boquillas? Cómo deben seleccionarse las boquillas para los distintos grosores de los materiales?
Existen dos tipos de boquillas: boquillas altas de doble capa y boquillas bajas de fondo recto de una capa. Las boquillas altas de doble capa están disponibles en los tamaños 1,4, 2, 2,5 y 3,0, mientras que las boquillas bajas de fondo recto de una capa están disponibles en los tamaños 1,5, 2,0, 2,5 y 3,0.
Normalmente, el acero al carbono utiliza boquillas altas de doble capa. Para espesores de 8 mm o menos, se utiliza una boquilla de 1,4; para espesores entre 10-12 mm, se utiliza una boquilla de 2,0; para espesores entre 14-18 mm, se utiliza una boquilla de 2,5; y para espesores entre 20-25 mm, se utiliza una boquilla de 3,0.
El acero inoxidable y las aleaciones de aluminio, por otra parte, suelen utilizar una boquilla baja de fondo recto de una sola capa.
Parámetros de procesamiento detallados del corte por oxígeno de acero al carbono de 10 mm-16 mm y del corte por nitrógeno de acero inoxidable de 8 mm
Tipo de generador láser
Hoja
Potencia
Velocidad
Enfoque
Boquilla Dia.
Altura de corte
Gas de corte
Presión atmosférica
Lente
mm
W
mm/min
mm
mm
mm
Bar
pulgada
TK2000
EM 10
1800
1000-1200
1
2
1.2
O2
0.8~1.0
7.5
PRC4000
EM 16
2450
800-1000
2
2.5
1.2
O2
0.6~0.7
7.5
ROFIN DC030
SUS 8
2950
800-1100
-8
2.5
0.65
O2
20
7.5
¿Cuáles son las ventajas de las lentes de 21,5 y 7,5 pulgadas al cortar hojas?
Objetivo de 5 pulgadas:
Esta lente es ideal para cortar placas finas, ya que ofrece una gran velocidad de corte y resultados de alta calidad.
Objetivo de 7,5 pulgadas:
Esta lente es adecuada para cortar chapas gruesas gracias a su pequeña conicidad y a sus resultados de corte de alta calidad. También es eficaz para proteger la lente de posibles daños.
¿Cuál es la diferencia entre el extremo lejano y el extremo cercano de la trayectoria óptica en el enfoque, por qué existe tal diferencia? ¿Cómo resolver el impacto de su corte?
El enfoque en el extremo distal de la trayectoria óptica es inferior en comparación con el enfoque en el extremo proximal debido al ángulo de divergencia de la luz láser, que no es perfectamente paralelo.
Para contrarrestar el efecto de un enfoque diferente durante el proceso de corte, la altura del panel de control puede ajustarse girando el mando de ajuste o ajustando la anulación de la velocidad de corte.
¿Qué debe usted ¿a qué hay que prestar atención cuando se corta no metal?
Es imperativo evitar el corte con oxígeno y utilizar en su lugar nitrógeno o aire.
Para evitar colisiones y la contaminación de la lente, debe aumentarse la distancia entre la boquilla y el material, y debe mantenerse una pequeña separación para evitar la acumulación de polvo.
¿Cómo evitar que la pieza se deforme y gire durante el proceso de corte? ¿Cuáles son las causas de la desviación dimensional de la pieza cortada?
Para evitar la deformación y el alabeo durante el corte, pueden emplearse técnicas como el corte desalineado, la microconexión y el desplazamiento del punto de corte.
Si el tamaño de la pieza se desvía demasiado debido al desplazamiento causado por la deformación, puede producirse una desviación significativa del tamaño deseado.
¿Por qué cortar un redondo pequeño cuando se corta acero inoxidable de más de 4 mm, o empezar con un corte lentoing?
Es importante asegurarse de que el flujo de aire auxiliar se dirige hacia abajo al inicio del proceso de corte para evitar eficazmente la inversión de la escoria.
¿Qué tipo de gas se utiliza para cortar carbón y qué efecto tiene la pureza del gas en el corte?
El oxígeno se utiliza habitualmente como gas de corte y su pureza suele ser del 99,5% o superior.
La calidad del corte mejora con una mayor pureza del oxígeno.
¿Qué tipo de gas se utiliza para cortar acero inoxidable y qué efecto tiene la pureza del gas en el corte?
Normalmente se utiliza nitrógeno como gas de corte y su pureza suele ser del 99,6% o superior. Si la pureza del nitrógeno es baja, el filo de corte puede parecer amarillo. Por otro lado, si la pureza del nitrógeno es alta, el filo de corte será más brillante.
Además, el uso de nitrógeno de gran pureza también puede reducir la acumulación de escoria en el borde inferior del corte.
Al cortar acero inoxidable con película, ¿hacia arriba o hacia abajo? ¿Por qué? ¿Qué debe usted prestar atención al corte de la película?
Cuando la lámina está orientada hacia abajo, dificulta la descarga de escoria, por lo que la lámina debe estar orientada hacia arriba.
Al cortar con una lámina, es importante tener cuidado de que la lámina no se despegue y pueda engancharse en el cabezal de corte. Una solución habitual es hacer primero una marca en la lámina y luego proceder con el proceso de corte.
¿Qué hay que tener en cuenta al instalar FASTCAM?
Una vez finalizada la instalación, sustituya los archivos de configuración incorrectos PA8000.com y SETUP.DAT del directorio de instalación de FASTCAM por los correctos.
¿Cuáles son los requisitos para la línea de entradapara el acero inoxidable/carbono acero con ¿diferentes grosores?
Para acero inoxidable de 3 mm o menos de grosor, se pueden utilizar cables rectos. En corte de acero inoxidable de 4 mm o más, se suele utilizar una combinación de líneas rectas y pequeños arcos.
Para el acero al carbono, se suele utilizar un arco circular.
¿Qué debe hacerse si se produce repentinamente un fenómeno negativo durante el procesamiento normal?
Si se produce un fenómeno indeseable, es importante hacer primero una pausa y luego analizar la causa antes de tomar las medidas adecuadas para solucionarlo.
¿Cuáles son las ventajas y los inconvenientes de utilizar gas embotellado, dewar depósitoy tanques de almacenamiento?
Utilice gas embotellado:
Aunque la presión está bien garantizada, el elevado coste y el corto tiempo de uso obligan a cambiar el gas con frecuencia.
Utilice el tanque Dewar:
Con una fácil ventilación, una larga vida útil y un bajo coste, los tanques Dewar son adecuados para el procesamiento a largo plazo. (Se recomienda utilizar tanques Dewar de alta presión, con un volumen de gas de gasificación generalmente no inferior a 80 metros cúbicos).
Utilizar tanque de almacenamiento:
Los tanques de almacenamiento ofrecen un importante ahorro de gas y un bajo coste, con un tiempo de uso prolongado. Normalmente, el nitrógeno líquido se carga una vez cada medio mes, por lo que se trata de una inversión única. Se recomienda su uso cuando hay dos máquinas en funcionamiento y se necesita una gran cantidad de nitrógeno como gas auxiliar de proceso.
¿Cuáles son los pasos de la programación en FASTCAM y FASTNEST?
Los pasos de programación de FASTCAM son los siguientes:
Importe el archivo DXF/DWG y realice la limpieza CAD y el procesamiento de compresión.
Genere el programa, especifique el origen y realice la verificación del programa.
Los pasos de programación de FASTNEST son los siguientes:
Establezca el tamaño de la placa y modifique los parámetros de la máquina, incluidos el tipo de archivo y FASTPATH.
Añada el patrón de piezas procesadas a la tabla de descarga y establezca el número de piezas.
Haga clic en anidamiento automático y realice ajustes finos, si es necesario, mediante el ajuste manual.
Verifique simultáneamente el programa de salida.
El significado de "CABEZAL DE CORTE BOQUILLA PERDIDA" ¿Cuál es la razón y la solución para esta alarma?
La boquilla del sensor del cabezal de corte pierde la alarma;
Compruebe si la boquilla está apagada;
Si el anillo cerámico está intacto;
Si la calibración es correcta.
¿Cuál es el significado de la ALARMA DE TABLA DE INTERCAMBIO EX y cómo solucionar esta alarma?
Compruebe si el cabezal de corte está elevado al punto más alto en caso de avería en el banco de trabajo de intercambio.
¿Cuál es el significado y la solución de la ALARMA DE LÍMITE DE EJE Z MINUS?
Se ha detectado un fallo en el límite de hardware negativo del eje Z. Para resolver este problema, pulse el botón de parada de emergencia, desenrosque el cabezal de corte del final de carrera duro y, a continuación, vuelva a la posición cero.
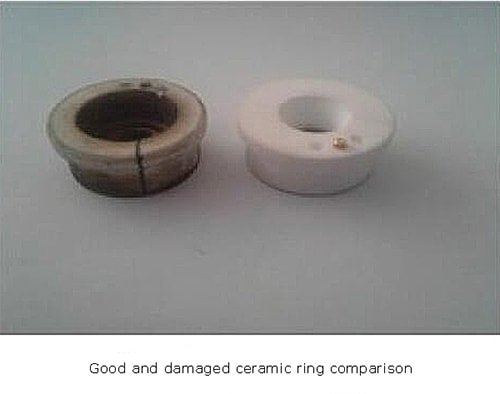
¿Cómo proteger el anillo cerámico de posibles daños?
Asegúrese de que el gas del anillo cerámico de refrigeración funciona correctamente. El operario no debe alejarse de la máquina mientras esté en funcionamiento y debe estar atento a la liberación repentina de la tensión de la placa y al volteo de la pieza de trabajo. Si es necesario, se debe actuar rápidamente después de detener la máquina para evitar daños en los anillos cerámicos y los cabezales de corte.
Queda terminantemente prohibido utilizar boquillas altas de doble capa al cortar acero inoxidable o aleaciones de aluminio con nitrógeno a alta presión.
¿A qué se debe la escoria en la superficie inferior de la chapa de acero al carbono?
Posición de enfoque incorrecta
Baja presión de aire
Contaminantes en la superficie de la chapa (como óxido, aceite y pegamento)
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Siente curiosidad por la tecnología de vanguardia que está revolucionando la fabricación? En esta entrada del blog, nos sumergiremos en el mundo de las máquinas de corte por láser, explorando sus ventajas y los principales fabricantes que dominan...
Imagine las catastróficas consecuencias de descuidar el mantenimiento de las máquinas de corte por láser. No permita que su empresa sea víctima de costosos tiempos de inactividad y reparaciones. En esta entrada de blog, nos sumergiremos en las...
El corte por láser revolucionó la fabricación, pero incluso las máquinas más avanzadas tienen problemas. En esta entrada del blog, nos sumergimos en los problemas comunes a los que se enfrentan las máquinas de corte por láser de placas y proporcionamos paso a paso...
¿Le interesa el arte del corte por láser? Esta entrada del blog profundiza en los parámetros críticos que determinan la calidad y la eficacia del corte. Descubra los consejos de expertos mecánicos...
¿Siente curiosidad por conocer las posibilidades del corte por láser? En esta completa guía, nos sumergiremos en el mundo de las velocidades y espesores de corte por láser para diversos metales. Nuestro ingeniero mecánico experto...
¿Por qué varía la calidad del corte por láser con el mismo equipo y los mismos parámetros? Este artículo profundiza en cómo la composición de las planchas de acero al carbono afecta a sus resultados de corte. Explorando la...
¿Alguna vez se ha preguntado cómo el láser puede cortar acero con una precisión milimétrica? En este artículo desvelamos los secretos del corte por láser. Desde los modos láser hasta los ajustes de la boquilla, descubra...
¿Por qué el corte por láser de chapas de acero galvanizado es un reto tan importante en la fabricación moderna? Este artículo explora las dificultades a las que se enfrenta el corte por láser de acero galvanizado y examina las soluciones que implican...
¿Alguna vez se ha preguntado cómo se consigue la precisión en el corte por láser? Este artículo explora los factores cruciales que influyen en la calidad del corte por láser, como el estado de la boquilla, la posición del foco y la presión del gas auxiliar. Por...