Fundición por gravedad frente a fundición a presión: ¿Cuál es mejor?
Elegir entre fundición por gravedad y fundición a presión puede parecer una decisión desalentadora para los fabricantes. ¿Debe optar por la sencillez y rentabilidad de la fundición por gravedad o por la precisión y eficacia de la fundición a presión? Este artículo explora las principales diferencias, ventajas y limitaciones de ambos métodos, ayudándole a comprender qué técnica se adapta mejor a las necesidades de su producto. Al final, tendrá una idea clara de qué método de fundición se ajusta a los requisitos de su proyecto, garantizando un rendimiento y una rentabilidad óptimos.
La fundición por gravedad es el proceso de inyectar metal fundido en un molde bajo la fuerza de la gravedad, también conocido simplemente como fundición.
La definición más amplia de fundición por gravedad engloba varios métodos, como la fundición en molde de arena, la fundición en molde de metal, la fundición en molde de bulto, la fundición en molde de desaparición y la fundición en molde de arcilla.
Sin embargo, en un sentido más estricto, la fundición por gravedad se refiere específicamente a la fundición de moldes metálicos.
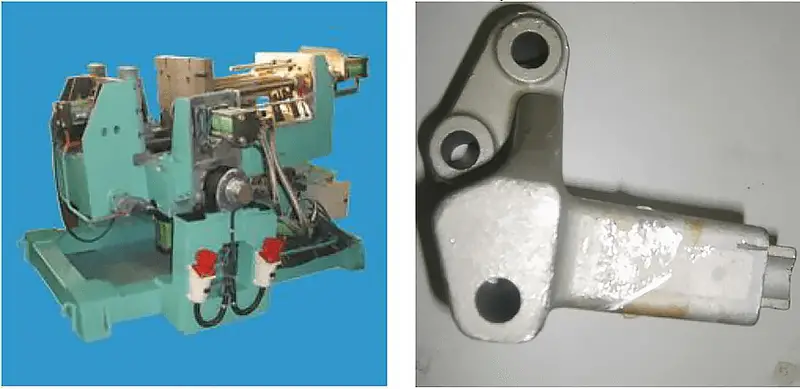
La fundición de moldes metálicos es una técnica moderna que utiliza acero aleado para crear moldes.
El metal líquido suele verterse en la compuerta manualmente, y el producto final se fabrica llenando la cavidad del molde, ventilando, enfriando y abriendo el molde por la fuerza del peso del metal líquido.
El proceso incluye los siguientes pasos: fundición, vertido del material en el molde, ventilación, enfriamiento, apertura del molde, tratamiento térmico y postprocesado.
Las características de la fundición por gravedad son las siguientes:
La fundición tiene pocos poros, lo que permite el tratamiento térmico. El resultado es una mejora significativa de la resistencia, que supera la de los productos de fundición a presión.
El producto tiene baja densidad. Debido a su moldeado autopesado, la densidad es inferior a la de fundición a presiónEl resultado es una resistencia ligeramente inferior pero un alargamiento superior.
El acabado superficial del producto no es óptimo. El enfriamiento y la contracción pueden provocar la formación de cráteres similares a los producidos por el granallado.
El proceso de llenado es lento y la eficiencia de la producción es baja. Con una eficiencia de solo 1/4 de la fundición a alta presión, el coste del producto es menor.
El troquel tiene una vida útil más larga y un coste inferior en comparación con la fundición a presión.
El proceso es sencillo.
La fundición por gravedad no es adecuada para fabricar piezas con paredes finas.
Introducción a la fundición a alta presión
La fundición a presión se divide en dos categorías: fundición a alta presión y fundición a baja presión.
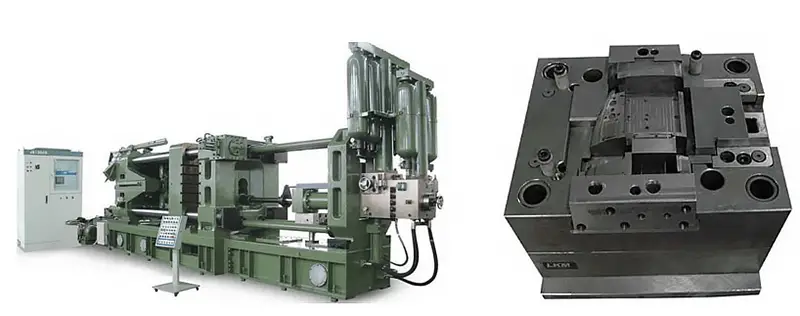
La fundición a alta presión es una técnica de fundición en la que la aleación fundida se vierte rápidamente en la cavidad de un molde de acero dentro de una cámara de presión, solidificándose a alta presión.
(1) El líquido metálico se introduce en la cavidad bajo presión y se solidifica por cristalización, normalmente con un rango de presión de 15-100 MPa.
(2) El líquido metálico se introduce en la cavidad a gran velocidad, con velocidades que oscilan entre 10 y 50 m/s y, en algunos casos, incluso superan los 80 m/s, que se introduce a través de la compuerta interna. Esto da lugar a un tiempo de llenado del líquido metálico muy corto, normalmente de sólo 0,01-0,2 segundos, dependiendo del tamaño de la pieza fundida.
Las características de la fundición a alta presión incluyen:
Llenado rápido y producción eficiente.
El moldeo por alta presión da como resultado un producto de alta densidad, resistencia y dureza superficial, pero de baja elongación.
Un excelente acabado superficial, normalmente hasta Ra6,3 y en algunos casos hasta Ra1,6.
La capacidad de producir piezas con espesores de pared finos, ya que la fundición a presión de aluminio puede alcanzar un espesor de pared de 0,5 mm.
El llenado rápido elimina la participación de gas interno, lo que da como resultado un producto con baja porosidad.
La fundición a alta presión no requiere tratamiento térmico, ya que el gas interno se expandirá durante el tratamiento térmico provocando defectos como abombamientos o grietas.
Es necesario un pequeño margen de mecanizado (idealmente inferior a 0,25 mm), ya que un mecanizado excesivo puede dañar la densa capa superficial y revelar poros internos, reduciendo la resistencia del producto.
Sin embargo, la fundición a alta presión tiene unos costes de molde elevados y una vida útil reducida.
Introducción de la fundición a baja presión
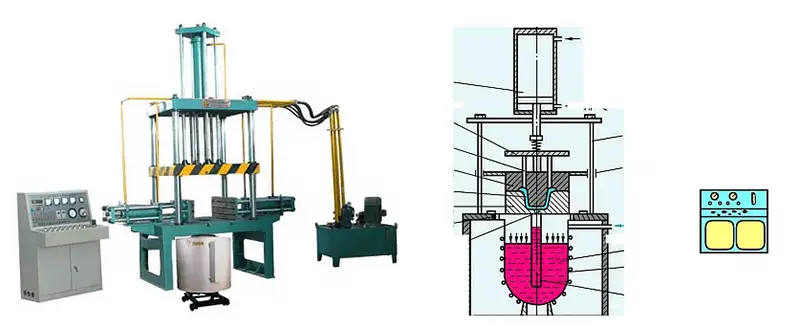
El proceso de la tecnología de fundición a baja presión es el siguiente: Se introduce aire comprimido seco en el crisol o tanque sellado. Bajo la influencia de la presión del gas, el metal líquido asciende a lo largo del elevador y hacia el bebedero, entrando suavemente en la cavidad del molde. La presión del gas se mantiene sobre el nivel del líquido en el crisol hasta que la colada se solidifica por completo.
Tras la solidificación, se libera la presión del gas en la superficie del líquido, haciendo que el metal líquido del tubo ascendente fluya de nuevo hacia el crisol.
Por último, se abre el molde y se extrae la pieza fundida.
La fundición a baja presión difiere significativamente de la fundición a alta presión en términos de equipamiento, proceso y rendimiento del producto.
La presión aplicada en la fundición a baja presión es relativamente baja, normalmente entre 20 y 60 kPa, y la fuente de presión es el gas.
Debido a la baja presión, el llenado del producto es más lento y la eficacia de la producción es menor; sin embargo, se mejora la porosidad del producto, lo que permite someterlo a tratamiento térmico.
En general, la fundición a baja presión es un equilibrio entre las ventajas de la fundición a alta presión y la fundición por gravedad.
Comparación de ventajas e inconvenientes
Técnicas
Coste del moho
Morir
Porosidad
Tratamiento térmico
Prestación por mecanizado
Acabado superficial
Productos adecuados
Eficacia de la producción
Fundición a alta presión
complejo
alta
corto
mal
no
pequeño
alta
Piezas de paredes finas
alta
Fundición a baja presión
simple
bajo
largo
bien
sí
gran
alta
Partes de la pared central
medio
Fundición por gravedad
simple
bajo
largo
bien
sí
gran
bajo
Piezas de pared gruesa
bajo
La fuerza de aleaciones de aluminio pueden variar mucho debido a las diferencias en las materias primas. Los productos de fundición a presión, en cambio, tienen una alta densidad y resistencia debido a que se moldean a alta presión. Por ejemplo, los productos de fundición a presión del A380 tienen una resistencia de 360MPa y un alargamiento de sólo 3,7%.
Los productos de fundición por gravedad suelen tener una resistencia inferior a la de los productos de fundición a presión. Por ejemplo, el ZL101A tiene una resistencia de 310MPa después del tratamiento térmico, pero con un alargamiento de 5-6%. También hay materiales, como ZL201a y ZL204a, con una resistencia superior a 380MPa.
A la hora de elegir un proceso de producción, el grosor de la pared del producto es la principal consideración. La fundición a alta presión es un proceso muy eficaz y debería ser la primera opción siempre que el proceso de producción y el rendimiento del producto cumplan los requisitos. Sin embargo, si el grosor de la pared del producto es superior a 8 mm, es posible que la fundición a alta presión no cumpla los requisitos de resistencia deseados debido a los poros internos, en cuyo caso puede considerarse la fundición por gravedad o la fundición a baja presión.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez cómo se fabrican las intrincadas piezas de su coche? Este artículo desvela el fascinante mundo de la fundición de automóviles, detallando las avanzadas tecnologías y métodos que dan forma...
Este artículo se sumerge en el fascinante mundo de la producción de piezas de fundición, revelando el proceso paso a paso que convierte las materias primas en componentes esenciales. Conozca las técnicas, los materiales y los controles de calidad implicados,...
¿Alguna vez se ha preguntado por el fascinante mundo de la fundición? Este antiguo proceso de fabricación, en constante evolución, da forma a nuestra vida cotidiana de innumerables maneras. En esta entrada del blog, exploraremos la...
¿Alguna vez se ha preguntado cómo se fabrican piezas metálicas complejas con tanta precisión? Entre en el mundo de la fundición a presión, donde el metal fundido a alta presión se inyecta en moldes duraderos...
¿Y si la elección entre zinc y aluminio pudiera revolucionar su proceso de fabricación? En el mundo de la fundición a presión, es fundamental conocer los puntos fuertes y débiles de cada material. Este...
¿Por qué algunas piezas de fundición fallan y otras sobresalen? La respuesta está en las propiedades de las aleaciones de fundición. Este artículo analiza cómo influyen factores como la fluidez, la contracción, la oxidabilidad y la absorción de gases....
¿Cuál es la diferencia real entre el aluminio fundido y el aluminio moldeado a presión? Este artículo profundiza en los distintos procesos de fabricación y las propiedades que diferencian a estos dos tipos de aluminio. Desde el...
¿Alguna vez se ha preguntado qué hace que las piezas del motor de su coche sean tan duraderas y eficientes? Este artículo desvela los secretos de la fundición de aleaciones de aluminio, los campeones anónimos de la ingeniería automovilística. Aprenda...
¿Se ha planteado alguna vez lo vital que es el aire limpio en los entornos industriales? Este artículo explora la mecánica y las ventajas de los colectores de polvo, con las opiniones de ingenieros mecánicos experimentados. Descubra cómo...