Dominio de la fundición gris: Guía experta de tratamiento térmico
¿Alguna vez se ha preguntado cómo hacer que la fundición gris sea más duradera y mecanizable? Este artículo explora los intrincados procesos de tratamiento térmico de la fundición gris, incluidos el recocido, la normalización y el temple. Conocerá las temperaturas y técnicas específicas que mejoran la resistencia y estabilidad del material. Tanto si se dedica a la fabricación como si simplemente siente curiosidad, esta guía le ofrece información valiosa para optimizar las propiedades de la fundición gris. Sumérjase y descubra cómo estos métodos pueden mejorar sus proyectos y productos.
Para eliminar tensión residual en la pieza fundida, estabilizar su tamaño geométrico y reducir o eliminar la distorsión tras el corte, es necesario realizar un recocido de alivio de tensiones en la pieza fundida.
La composición de la fundición debe tenerse en cuenta a la hora de determinar el proceso de recocido de distensión.
Cuando la temperatura de la fundición gris supera los 550 ℃, puede producirse la grafitización y granulación de parte de la cementita, lo que provoca una reducción del resistencia y dureza.
La presencia de elementos de aleación puede aumentar la temperatura a la que la cementita comienza a descomponerse hasta alrededor de 650 ℃.
Normalmente, la temperatura de recocido de alivio de tensiones para la fundición gris es de 550 ℃, mientras que la fundición gris de baja aleación se recuece a 600 ℃, y la fundición gris de alta aleación puede recocerse a 650 ℃. La velocidad de calentamiento suele ser de 60 a 120 ℃ por hora.
El tiempo de mantenimiento viene determinado por factores como la temperatura de recocido, el tamaño y la complejidad de la pieza fundida y los requisitos de alivio de tensiones.
La siguiente figura ilustra la relación entre el tiempo de mantenimiento y tensión residual a diferentes temperaturas de recocido.
Fig. 2 Relación entre temperatura y tiempo de recocido y residuo tensión interna
a) Composición (fracción másica) (%): C 3,18, Si 2,13, Mn 0,70, S 0,125, P 0,73, Ni 1,03, Cr 2,33, Mo 0,65;
b) Composición (fracción másica) (%): C 3,12, Si 1,76, Mn 0,78, S 0,097, P 0,075, Ni 1,02, Cr 0,41, Mo 0,58;
c) Composición (fracción másica) (%): C 2,78, Si 1,77, Mn 0,55, S 0,135, P 0,069, Ni 0,36, Cr 0,10, Mo 0,33, Cu 0,46, V 0,04.
La velocidad de enfriamiento durante el recocido de alivio de tensiones de las piezas fundidas debe ser lenta para evitar el desarrollo de tensiones secundarias. La velocidad de enfriamiento suele controlarse a un ritmo de 20 a 40 ℃ por hora, y la temperatura debe enfriarse por debajo de 150 a 200 ℃ antes de permitir el enfriamiento por aire.
La siguiente tabla muestra las especificaciones de recocido de alivio de tensión para algunos grises fundiciones de hierro:
Tabla 3 especificación de recocido de alivio de tensión para fundición gris fundiciones de hierro
Tipo de fundición
Masa de colada / kg
Espesor de la pared de fundición / mm
Temperatura de carga / ° C
Tasa de aumento de temperatura / (C / h)
Temperatura de calentamiento / C
Tiempo de mantenimiento / h/
Velocidad de enfriamiento lento (C / h)
Temperatura de descarga / C
Fundición ordinaria
Fundición de baja aleación
Reparto general
<200
≤200
≤100
500~550
550-570
4-6
30
≤200
200-2500
≤200
≤80
500~550
550~570
6-8
30
≤200
>2500
≤200
≤60
500-550
550-570
8
30
≤200
Fundición de precisión
<200
≤200
≤100
500-550
550-570
4-6
20
≤200
200~3500
≤200
≤80
500-550
550-570
6-8
20
≤200
Piezas de fundición simples o cilíndricas, piezas de fundición de precisión en general
<300
10-40
100-300
100-150
500~600
2-3
40-50
<200
100-1000
15-60
100-200
<75
500
8-10
40
<200
Estructura compleja y fundición de alta precisión
1500
<40
<150
<60
420~450
5~6
30~40
<200
1500
40-70
<200
<70
500-550
9-10
20-30
<200
1500
>70
<200
<75
500-550
1.5
30-40
150
Maquinaria textil máquina herramienta de fundición pequeña máquina herramienta de fundición grande
<50
<15
<150
50-70
500-550
3~5
20~301
50-200
<1000
<60
≤200
<100
500-550
3-5
20-30
150-200
>2000
20-80
<150
30-60
500-550
8-10
30-40
150-200
2. Recocido de grafitización
El objetivo del recocido de grafitización de las piezas fundidas de hierro gris es reducir su dureza, mejorar su maquinabilidad y aumentar su plasticidad y tenacidad. Si la fundición no contiene cementita eutéctica o sólo tiene una pequeña cantidad, se puede realizar el recocido de grafitización a baja temperatura. Sin embargo, si la cantidad de cementita eutéctica es considerable, es necesario realizar un recocido de grafitización a alta temperatura.
(1) Recocido de grafitización a baja temperatura.
El proceso de grafitización y granulación de la cementita eutectoide en la fundición gris se producirá cuando el material se recueza a bajas temperaturas. Este proceso provocará una reducción de la dureza y un aumento de la plasticidad.
El recocido de grafitización a baja temperatura de la fundición gris consiste en calentar la fundición a una temperatura ligeramente inferior al límite inferior de AC1A continuación, se mantiene a esta temperatura durante un tiempo determinado para romper la cementita eutectoide y se enfría en el horno.
La curva del proceso es la siguiente:
Fig. 4 Curva del proceso de recocido de grafitización a baja temperatura de la fundición gris
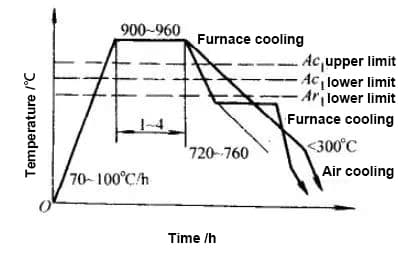
(2) Recocido de grafitización a alta temperatura.
El proceso de recocido de grafitización a alta temperatura de la fundición gris consiste en calentar el material a una temperatura superior al límite superior de AC1. Este proceso descompone la cementita libre del hierro fundido en austenita y grafito. A continuación, el material se mantiene a esta temperatura durante un período de tiempo determinado y se enfría de una forma específica, en función de la estructura de matriz deseada.
Si se desea una matriz de ferrita con alta plasticidad y tenacidad, la especificación del proceso y el método de enfriamiento son los siguientes:
Fig. 5 proceso de recocido de grafitización a alta temperatura de la matriz de ferrita
Si se desea una estructura de matriz de perlita con alta resistencia y buena resistencia al desgaste, la especificación del proceso y el método de enfriamiento pueden realizarse según la figura 6, como se indica a continuación:
Fig. 6 proceso de recocido de grafitización a alta temperatura de la matriz de perlita
2. Normalización
El objetivo del normalizado de la fundición gris es mejorar su resistencia, dureza y resistencia al desgaste, o servir como tratamiento térmico preliminar para el temple superficial y mejorar la estructura de la matriz.
El pliego de condiciones del proceso de normalización de fundición gris se muestra en la figura siguiente:
Normalmente, la colada se calienta hasta el límite superior de AC1que se sitúa entre 30°C y 50°C. Esto hace que la estructura original se transforme en austenita.
Después de mantenerla durante un tiempo, la pieza fundida se enfría con aire (véase la figura a).
En el caso de piezas fundidas complejas o con formas importantes, es necesario el recocido después del normalizado para eliminar cualquier tensión interna.
Si la estructura original de la fundición presenta un exceso de cementita libre, deberá calentarse hasta el límite superior de AC1que está entre 50°C y 100°C, para eliminar la cementita libre mediante grafitización a alta temperatura (véase la figura b).
La figura siguiente ilustra el impacto de la temperatura de calentamiento en la dureza de la fundición tras la normalización.
Dentro de la gama de temperaturas de normalización, la dureza de la fundición aumenta con el incremento de la temperatura.
De este modo, para conseguir una alta dureza y resistencia al desgaste en la fundición normalizada, se puede seleccionar una temperatura de calentamiento más alta dentro del intervalo de temperaturas de normalización.
Fig. 8 Efecto de la temperatura de normalización en la dureza de la fundición gris
Nota: El contenido de los elementos de la figura se expresa en fracción de masa (%).
La velocidad de enfriamiento tras la normalización afecta a la cantidad de ferrita precipitada y, por tanto, a la dureza.
Cuanto mayor es la velocidad de enfriamiento, menor es la cantidad de ferrita precipitada, lo que se traduce en una mayor dureza.
De este modo, la velocidad de enfriamiento puede controlarse (por ejemplo, mediante enfriamiento por aire, enfriamiento por agua o enfriamiento por niebla) para lograr el ajuste deseado de la dureza de la fundición.
3. Temple y revenido
1. Enfriamiento
El proceso de enfriamiento del hierro fundido consiste en calentar la fundición a una temperatura del límite superior AC1 más 30-50℃, normalmente entre 850℃-900℃, para transformar su estructura en austenita. A continuación, la fundición se mantiene a esta temperatura para aumentar la solubilidad del carbono en la austenita antes del enfriamiento rápido. Temple en aceite para este proceso.
Piezas moldeadas con formas complejas o de gran tamaño deben calentarse lentamente para evitar que se agrieten debido a un calentamiento desigual. Si es necesario, precalentarlos a 500-650℃ también puede ayudar a evitar que se agrieten.
La tabla 8.1 muestra el efecto de la temperatura de calentamiento del temple sobre la dureza de la fundición. La composición química de la fundición indicada en la tabla anterior puede consultarse en la tabla 8.2.
El aumento de la temperatura de austenización da lugar a una mayor dureza tras el enfriamiento. Sin embargo, las temperaturas de austenización más altas también aumentan el riesgo de deformación y agrietamiento de la fundición, además de producir más... austenita retenidaque reduce la dureza.
La figura 9 ilustra el efecto del tiempo de mantenimiento sobre la dureza.
Tabla 8.1 efecto de la temperatura de austenitización sobre la dureza de la fundición gris después del fuego (picadura de aceite)
Fundición gris
Como reparto
HBW
790°C
815C
845°C
870°C
A
217
159
269
450
477
B
255
207
450
514
601 529
C
223
311
477
486
D
241
355 208
469 487
486 520
460
E
235
512
F
235
370
477
480
465
Tabla 8.2 composición química (fracción másica) (%) de varias fundiciones
Fig. 9 Efecto de la estructura original de la matriz metálica de hierro fundido sobre la dureza después del temple a 840 ° C para diferentes tiempos de mantenimiento.
La composición química (fracción másica) de esta fundición gris es la siguiente: 3,34% C, 2,22% Si, 0,7% Mn, 0,11% P y 0,1% S.
En la templabilidad de la fundición gris influyen factores como el tamaño, la forma y la distribución del grafito, la composición química y el tamaño de grano de la austenita.
El grafito en la fundición disminuye su conductividad térmica, reduciendo así su templabilidad. Cuanto mayor sea la cantidad de grafito grueso presente, más pronunciado será este efecto.
2. Templado
El impacto de la temperatura de revenido en las propiedades mecánicas de la fundición puede observarse en la figura 10.
Para evitar la grafitización, la temperatura de revenido debe mantenerse generalmente por debajo de 550℃, y el tiempo de mantenimiento del revenido debe calcularse como t = [espesor de colada (mm) / 25] + 1 (h).
Fig. 10 efecto de la temperatura de revenido sobre dureza y resistencia de hierro fundido templado
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado por el fascinante mundo de la fundición? Este antiguo proceso de fabricación, en constante evolución, da forma a nuestra vida cotidiana de innumerables maneras. En esta entrada del blog, exploraremos la...
¿Se ha preguntado alguna vez cómo se fabrican las intrincadas piezas de su coche? Este artículo desvela el fascinante mundo de la fundición de automóviles, detallando las avanzadas tecnologías y métodos que dan forma...
¿Alguna vez se ha preguntado qué hace que las piezas del motor de su coche sean tan duraderas y eficientes? Este artículo desvela los secretos de la fundición de aleaciones de aluminio, los campeones anónimos de la ingeniería automovilística. Aprenda...
¿Se ha preguntado alguna vez por qué algunas piezas de fundición a presión de aluminio fallan prematuramente? En este artículo, exploraremos los defectos más comunes encontrados en la fundición a presión de aluminio y sus causas fundamentales. Basándonos en...
¿Alguna vez se ha preguntado por el fascinante mundo del hierro fundido? En esta entrada del blog, nos sumergiremos en los distintos tipos de hierro fundido y exploraremos sus propiedades únicas y...
En esta entrada del blog, exploraremos los distintos tipos de materiales utilizados en los procesos de fundición. Como ingeniero mecánico experimentado, compartiré mis ideas y conocimientos para ayudarle a entender...
¿En qué se diferencia el acero fundido del hierro fundido y por qué debería importarle? Comprender estos materiales es esencial para elegir el adecuado para su proyecto. Este artículo explora...
¿Se ha preguntado alguna vez por qué aparecen pequeños agujeros y grietas en las piezas de fundición de metal? Este artículo explora defectos de fundición comunes como estomas, contracción y agujeros de escoria, revelando sus causas y prevención....
¿Por qué algunas piezas de fundición de hierro destacan en la absorción de vibraciones mientras que otras tienen una mayor resistencia al desgaste? Las piezas de fundición de hierro, parte integrante de la maquinaria y los componentes...