Una inmersión profunda en el tratamiento térmico del acero inoxidable austenítico
¿Qué hace que el acero inoxidable austenítico sea tan resistente y versátil? El secreto está en su proceso de tratamiento térmico. Este artículo explica los intrincados pasos y los principios científicos que hay detrás de la mejora de sus propiedades. Al leerlo, descubrirá cómo las diferentes temperaturas y tratamientos afectan a la estructura del acero, mejorando su resistencia a la corrosión y su solidez. Sumérjase para comprender cómo una gestión precisa del calor puede optimizar el rendimiento de este material crucial en diversas aplicaciones.
Con el avance de la tecnología metalúrgica, surgen continuamente diversos aceros inoxidables de alta calidad. A pesar de la capacidad de la industria metalúrgica para desarrollar constantemente calidades de acero superiores, es necesario un tratamiento térmico adecuado para optimizar la funcionalidad del acero inoxidable.
Durante los procesos de calentamiento y enfriamiento de los distintos grados de acero, varía la transformación de la estructura de la matriz, así como la generación y transición de carburos, nitruros y compuestos intermetálicos, todo lo cual influye de forma diferente en el rendimiento del acero inoxidable.
Por lo tanto, el proceso de tratamiento térmico adecuado debe seleccionarse en función del tipo de acero y aplicación prevista durante el tratamiento térmico del acero inoxidable.
Tratamiento térmico del acero inoxidable austenítico
1. Finalidad del tratamiento térmico del acero inoxidable austenítico
El acero inoxidable austenítico tiene un austenita estructura matricial. Durante el proceso de calentamiento y enfriamiento, no se produce ninguna transformación de fase martensítica, por lo que no hay templabilidad.
La finalidad del tratamiento térmico austenítico es mejorar la resistencia a la corrosión, mitigar los efectos adversos provocados por la fase secundaria, aliviar las tensiones o ablandar el material que ya ha sufrido un endurecimiento por deformación.
2. Teorías fundamentales
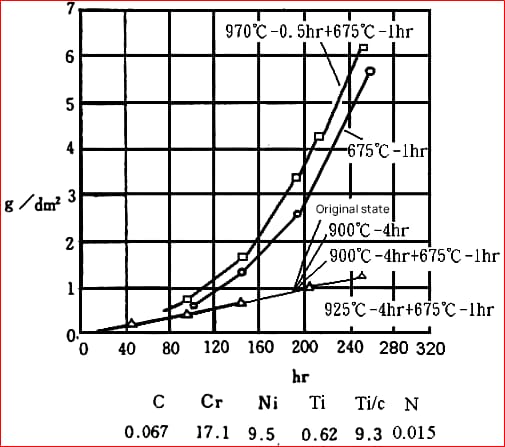
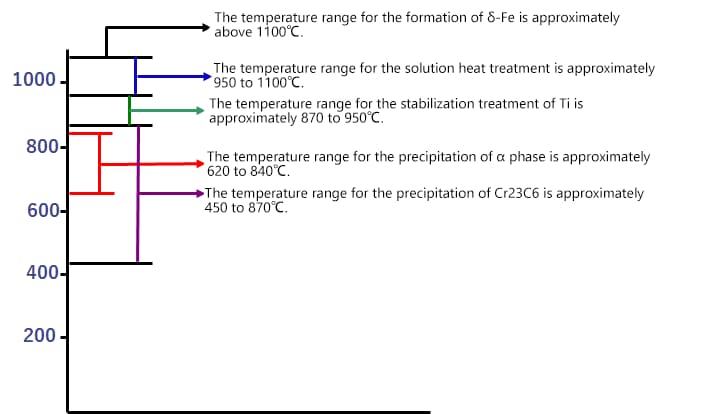
(1) Temperatura de generación de precipitado
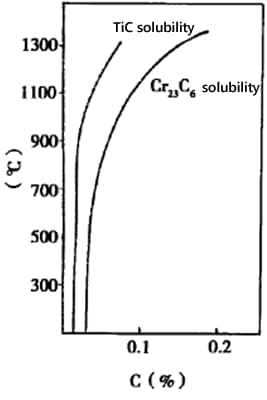
(2) Precipitación y disolución de carburos de aleación
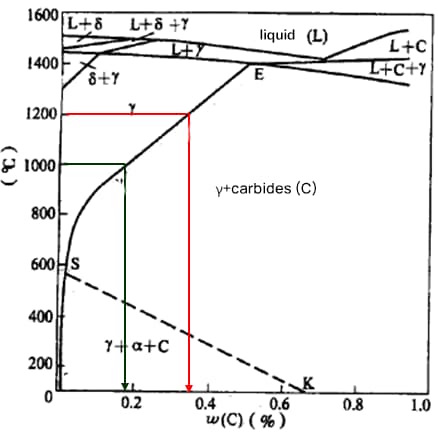
1) Solubilidad del carbono
Para el acero 304 (18Cr-8Ni), la solubilidad del carbono a 1200℃ es de 0,34%, a 1000℃ es de 0,18%, y a 600℃ es de 0,03%.
En contenido en carbono en acero 304 no supera 0,08%. Por encima de 1000℃, el carbono se disuelve en austenita. Dado el pequeño radio de los átomos de carbono, al disminuir la temperatura, el carbono precipita a lo largo de los límites de grano.
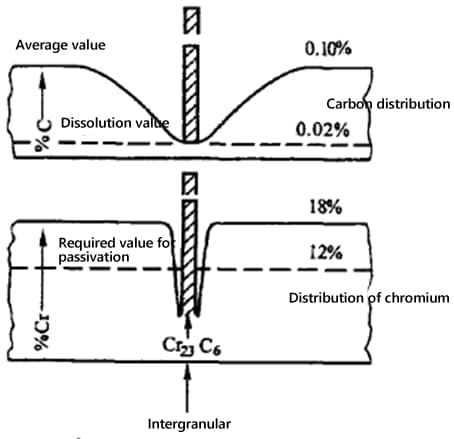
2) Agotamiento intergranular del cromo
Solubilidad del carbono: A medida que baja la temperatura, disminuye la solubilidad.
Radio atómico del carbono: Un radio atómico más pequeño significa menor solubilidad, lo que conduce a la precipitación a lo largo de los límites de grano.
Estabilidad: Los átomos de carbono precipitados son inestables y forman compuestos estables con el cromo y el hierro, como Cr23C6 o (FeCr)23C6.
Velocidad de difusión atómica: Cuanto menor es el radio de los átomos de carbono, mayor es la velocidad de difusión. Por el contrario, el radio más grande de los átomos de cromo da lugar a una velocidad de difusión menor.
(3) Fase Sigma
1) Condiciones de formación:
- Calentamiento prolongado a temperaturas de 620~840℃.
- La adición de elementos formadores de ferrita, como Titanio (Ti), Neodimio (Nd), etc.
- El uso de varillas de soldadura con un alto contenido de elementos formadores de ferrita en el costura de soldadura.
- En austenita con Manganeso (Mn), Nitrógeno (N) en sustitución del Níquel (Ni).
2) Efectos adversos:
- Reducción de la plasticidad, especialmente de la tenacidad al impacto.
- La fase sigma es un compuesto intermetálico rico, su formación puede dar lugar fácilmente a corrosión intergranulary picaduras en medios con cloruro (Cl-).
(4) Ferrita Delta
1) Condiciones de formación:
En los aceros inoxidables austeníticos al cromo-níquel fundidos, la composición química del estado fundido es desigual, lo que da lugar a regiones ricas en elementos formadores de ferrita.
En la estructura de soldadura de algunos aceros inoxidables austeníticos.
2) Efectos beneficiosos:
La ferrita delta 5-20% puede reducir la corrosión intergranular.
En condiciones de baja tensión, puede disminuir la susceptibilidad a la corrosión bajo tensión.
Durante la soldadura, reduce la probabilidad de agrietamiento térmico.
3) Efectos adversos:
Durante el procesamiento a presión, es fácil que se produzcan grietas debido a las diferentes capacidades de deformación de las dos estructuras.
3. Proceso de tratamiento térmico
(1) Tratamiento de soluciones
1) Temperatura de tratamiento de la solución: 950-1150℃
2) Tiempo de aislamiento: 20-30% más largo que el general acero aleado.
3) Enfriamiento: Se requiere un enfriamiento rápido en el rango de temperatura de formación del carburo (450-850℃).
Los siguientes principios son aplicables a los métodos de refrigeración:
Para contenidos en cromo superiores a 22%, y con alto contenido en níquel;
Para un contenido en carbono superior a 0,08%;
Para el acero inoxidable con un contenido de carbono no superior a 0,08% pero con un tamaño efectivo superior a 3 mm, se selecciona la refrigeración por agua;
Para el acero inoxidable con un contenido de carbono no superior a 0,08% y un tamaño efectivo inferior a 3 mm, se selecciona la refrigeración por aire;
Para piezas finas con un tamaño efectivo inferior a 0,5 mm, puede utilizarse el enfriamiento natural.
JIS
Temperatura de maduración en grados Celsius.
Método de trabajo en frío
SUS 403
1010-1150
Enfriamiento rápido
SUs 304H
Por encima de 950
Enfriamiento rápido
SUS 304L
1010-1150
Enfriamiento rápido
SUS 321
920-1150
Enfriamiento rápido
SUS 321H
El trabajo en frío requiere una dureza superior a 1095.
Enfriamiento rápido
El trabajo en caliente requiere una dureza superior a 1050.
El tratamiento estabilizador es un método de tratamiento térmico utilizado para los aceros inoxidables austeníticos que contienen Nd o Ti.
1) Temperatura de tratamiento estabilizador: Superior a la temperatura de disolución de los carburos de cromo (450-870℃) pero inferior o ligeramente superior a las temperaturas de disolución del TiC y el NbC (750-1120 ℃). La recomendación general es de 870-950 ℃.
2) Tiempo de remojo: de 2 a 4 horas (según la forma de la pieza), elementos de aleaciónetc.). El tiempo de remojo para los que tienen un grosor o diámetro de 25 mm es de 2 horas, y se añade una hora más para tamaños mayores.
3) Enfriamiento: Velocidades de enfriamiento lentas, como enfriamiento por aire o enfriamiento en horno.
1) El proceso de recocido de eliminación de tensiones para el acero inoxidable austenítico debe seleccionarse en función de las propiedades del material, el entorno de trabajo, la finalidad de la eliminación de tensiones y el tamaño y la forma de la pieza.
2) Los objetivos del recocido de distensión son:
Para eliminar tensión residualreduciendo el agrietamiento por corrosión bajo tensión;
Para garantizar la estabilidad dimensional final de la pieza.
3) Agrietamiento por corrosión bajo tensión
Grado de acero
Tratamiento térmico
Tensión residual en kgf/mm2
Tiempo al que se produce la ruptura en MgCl2 42% en ebullición (a 154 grados Celsius).
Dirección circunferencial
Dirección longitudinal
304
Estado de enfriamiento(Resistencia a la tracción 115,9 kg/mm2)
32.4
48.3
7.5
Fractura
Estado semiduro (resistencia a la tracción 93,2 g/mm2)
–
–
6
Fractura
540℃
24 horas
Refrigeración por aire
–
–
7.5
Fractura
650
0.5
Refrigeración por aire
–
–
22
Fractura
650
8
Refrigeración por aire
–
–
14.5
Fractura
745
0.5
Refrigeración por aire
1.3
5.9
245
Fractura menor
745
0.5
Falsa refrigeración
–
–
292
Una ruptura
870
0.5
Refrigeración por aire
–
–
>292
Sin fractura
870
0.5
Falsa refrigeración
–
–
>292
Sin fractura
870
24
Refrigeración por aire
–
–
>292
Sin fractura
316
1/4H Condición de enfriamiento (Resistencia a la tracción 80,4 kg/mm2)
36.7
14.7
7.5
Fractura
Tratamiento térmico y corrección por enfriamiento in situ(Resistencia a la tracción 64,3 kg/mm2)
11.9
–
7.5
Fractura
540℃
24h
–
31.5
–
7.5
Fractura
650
0.5
–
27.3
–
7.5
Fractura
650
8
–
–
–
14.5
Fractura
745
0.5
–
18.7
–
22
Fractura
745
0.5
–
16.3
–
22
Fractura
745
8
–
–
–
22
Fractura
790
0.5
–
7.3
–
24
Fractura
840
0.5
–
2.5
–
>240
Sin fractura
870
0.5
Refrigeración por aire
2.5
5.8
>292
Sin fractura
870
0.5
Falsa refrigeración
–
–
>292
Sin fractura
870
24
Refrigeración por aire
–
–
>292
Sin fractura
Tubos soldados y de refrigeración de 0,9 mm de espesor y 15 mm de diámetro exterior.
4) Método de recocido de alivio de tensión
Tipos de materiales Método Condiciones de uso y finalidad del alivio de tensiones.
Tipo I (Carbono ultrabajo) 00Cr19Ni10 00Cr17Ni14Mo2
Clase II (Incluidos los elementos estables) 0Cr18Ni10Ti 0Cr18Ni11Nb
Tipo III (Otros) 0Cri8Ni10 0Cr17Ni12Mo2
Para entornos de corrosión de alta tensión.
A-B
B-A
①
Para entornos de corrosión de tensión media.
A-B-C
B-A-C
C①
Para entornos de corrosión de baja tensión.
A-B-C-D-E
B-A-C-D-E
C-E
Mitigar la concentración de tensiones localizadas.
E
E
E
Aplicable en entornos de corrosión intergranular.
A-C②
A-C-B②
C
Eliminar tensiones residuales sustanciales tras el procesamiento.
A-C
A.C
C
Aliviar las tensiones sufridas durante el proceso de mecanizado.
A-B-C
B-A-C
C③
En situaciones que impliquen tensiones residuales importantes derivadas del mecanizado y tensiones generadas durante el uso, así como en componentes soldados de gran tamaño y sección.
A-C-B
A-C-B
C
Garantizar la estabilidad dimensional de los componentes.
F
F
F
Nota: Los métodos de la tabla aparecen por orden de prioridad.
R: Calentar a 1010-1120℃, mantener, luego dejar enfriar lentamente.
B: Calentar a 850-900℃, mantener, luego dejar enfriar lentamente.
C: Calentar a 1010-1120℃, mantener, luego enfriar rápidamente.
D: Calentar a 480-650℃, mantener, luego dejar enfriar lentamente.
E: Calentar a 430-480℃, mantener, luego dejar enfriar lentamente.
F: Calentar a 200-480℃, mantener, luego dejar enfriar lentamente.
Tiempo de retención: Por cada 25 mm, mantener entre 1 y 4 horas. Se necesitan tiempos de retención más largos a temperaturas más bajas.
Notas:
Para trabajar en entornos de alta corrosión bajo tensión, es mejor utilizar el tratamiento Acero A de tipo I o el tratamiento Acero B de tipo II.
Debe aplicarse cuando la pieza se sensibiliza durante el proceso de fabricación.
Si la pieza se somete a un tratamiento C después del mecanizado final, en este punto se puede utilizar el tratamiento A o B.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Qué diferencia el acero inoxidable 201 del 202? Aunque pertenecen a la misma serie, existen sutiles diferencias que pueden afectar significativamente a sus aplicaciones. Este artículo explora las variaciones clave en...
¿Alguna vez se ha preguntado por el fascinante mundo de la dureza de los metales? En esta entrada del blog, nos adentraremos en los fascinantes conceptos y métodos de medición y mejora de la dureza de...
Imagine materiales capaces de revolucionar sectores enteros: más fuertes, más ligeros y más inteligentes. Este artículo explora 50 materiales innovadores que están llamados a transformar la tecnología y la fabricación. Desde la incomparable resistencia del grafeno...
¿Alguna vez se ha preguntado por qué a veces el acero falla de forma inesperada? En esta esclarecedora entrada del blog, nos adentraremos en el fascinante mundo de los defectos del acero. Como ingeniero mecánico experimentado,...
¿Está cansado de los crecientes costes del acero inoxidable para sus proyectos? Este artículo explora una alternativa rentable al acero inoxidable 304-SUS443. Descubra cómo el SUS443 ofrece una resistencia superior a la corrosión,...
¿Alguna vez se ha preguntado por los distintos tipos de acero inoxidable y sus aplicaciones? En esta entrada del blog, nos sumergiremos en el mundo de los grados de acero inoxidable, explorando sus...
¿Alguna vez se ha preguntado cuáles son las diferencias entre el acero inoxidable S30408 y el 304? En esta entrada del blog, nos sumergiremos en las distinciones clave entre estos dos materiales de uso común. Nuestro...
¿Alguna vez se ha preguntado por qué el acero inoxidable no se oxida como el acero normal? Esta entrada del blog explora el fascinante mundo del acero inoxidable, sus propiedades únicas y su papel fundamental...
¿Alguna vez se ha preguntado por qué el acero laminado en caliente tiene un aspecto diferente del acero laminado en frío? Esta entrada del blog se sumerge en las fascinantes diferencias entre estos dos materiales esenciales. Descubrirá cómo influye la temperatura...