Tratamiento térmico del aluminio: Su guía completa
¿Alguna vez se ha preguntado cómo se transforma el aluminio de metal en bruto en el material resistente y versátil del que dependemos a diario? Este artículo desvela los fascinantes procesos de tratamiento térmico del aluminio y sus aleaciones. Aprenderá cómo distintos métodos, como el recocido, el templado y el envejecimiento, mejoran las propiedades del aluminio, haciéndolo esencial para innumerables aplicaciones. Sumérjase y descubra la ciencia y el arte que convierten al aluminio en un material poderoso.
1. Proceso de tratamiento térmico del aluminio y sus aleaciones
1.1 Finalidad del tratamiento térmico del aluminio y sus aleaciones
El objetivo es calentar el aluminio y los materiales de aleación de aluminio a una temperatura determinada y mantenerlos a esa temperatura durante un periodo de tiempo determinado para obtener la estructura y las propiedades deseadas del producto.
1.2 Principales métodos de tratamiento térmico del aluminio y las aleaciones de aluminio y sus principios básicos
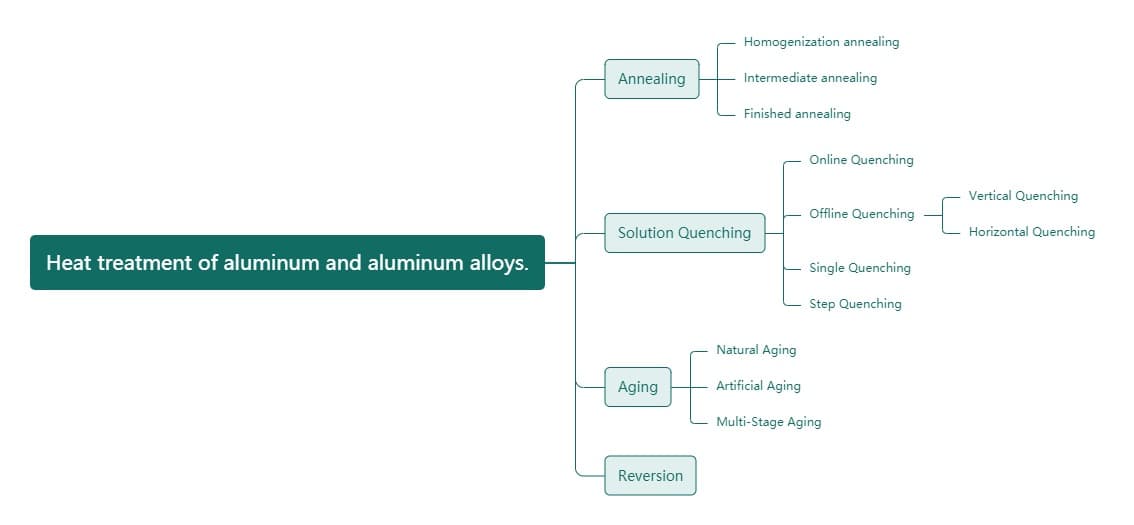
1.2.1 Clasificación del tratamiento térmico del aluminio y las aleaciones de aluminio (véase la figura 1)
Figura 1: Clasificación del tratamiento térmico del aluminio y las aleaciones de aluminio
1.2.2 Principios básicos del tratamiento térmico del aluminio y sus aleaciones
(1) Recocido: El producto se calienta a una temperatura determinada, se mantiene a esa temperatura durante un periodo de tiempo determinado y, a continuación, se enfría hasta alcanzar la temperatura ambiente a una velocidad de enfriamiento determinada. Mediante la difusión y migración atómica, la estructura se vuelve más uniforme y estable, se alivian las tensiones internas y puede mejorarse en gran medida la ductilidad del material, aunque disminuirá la resistencia.
① Homogeneización recocido de lingotes: El lingote se mantiene a alta temperatura durante un largo periodo de tiempo y luego se enfría a una velocidad determinada (alta, media, baja o lenta) para homogeneizar su composición química, estructura y propiedades. Esto puede aumentar la ductilidad del material en unos 20%, reducir la presión de extrusión en unos 20%, aumentar la velocidad de extrusión en unos 15%, y mejorar la calidad de tratamiento superficial.
② Recocido intermedio: También conocido como recocido local o recocido proceso a proceso, se realiza para mejorar la ductilidad del material y eliminar tensión interna del procesado. Consiste en mantener el material a una temperatura más baja durante un periodo de tiempo más corto, con el fin de facilitar su posterior transformación o lograr una combinación específica de propiedades.
③ Recocido completo: También conocido como recocido final, consiste en calentar el material a una temperatura relativamente alta, mantenerlo a esa temperatura durante cierto tiempo y obtener una estructura reblandecida en un estado totalmente recristalizado con la mejor ductilidad y menor resistencia.
(2) Tratamiento térmico por disolución y temple:
Este método consiste en calentar materiales de aleación de aluminio que pueden reforzarse mediante tratamiento térmico a una temperatura relativamente alta y mantenerlos así durante un cierto tiempo. Esto permite que la segunda fase u otros componentes solubles del material se disuelvan completamente en la matriz de aluminio, formando una solución sólida sobresaturada. A continuación, el material se enfría rápidamente a temperatura ambiente mediante un método de enfriamiento rápido. Esto crea un estado inestable porque los átomos de soluto se encuentran en un estado de mayor energía y pueden precipitar en cualquier momento. Sin embargo, el material en esta fase tiene mayor ductilidad y puede someterse a procesos de trabajo en frío o de enderezado.
① Temple en línea: En el caso de algunas aleaciones que no son muy sensibles al temple, puede realizarse un tratamiento en solución durante la extrusión a alta temperatura, seguido de un enfriamiento con aire (T5) o un temple con agua nebulizada (T6) para conseguir determinadas estructuras y propiedades.
② Temple fuera de línea: En el caso de los materiales de aleación muy sensibles al temple, deben recalentarse a una temperatura elevada y mantenerse a esa temperatura durante cierto tiempo en un horno especial de tratamiento térmico. A continuación, se templan en agua o aceite con un tiempo de transferencia no superior a 15 segundos para obtener determinadas estructuras y propiedades. Dependiendo del equipo utilizado, esto puede hacerse mediante enfriamiento en baño de salenfriamiento al aire, enfriamiento vertical o enfriamiento horizontal.
(3) Envejecimiento: Tras el tratamiento térmico de la solución y el enfriamiento, el material se mantiene a temperatura ambiente o a una temperatura superior durante un cierto período de tiempo. La solución sólida sobresaturada inestable se descompondrá y las partículas de segunda fase precipitarán (o se asentarán) de la solución sólida sobresaturada y se distribuirán alrededor de los granos de aluminio alfa (AL), lo que producirá un efecto de refuerzo denominado refuerzo por precipitación (o asentamiento).
Envejecimiento natural: Algunas aleaciones (como la 2024) pueden producir un reforzamiento por precipitación a temperatura ambiente, lo que se denomina envejecimiento natural.
Envejecimiento artificial: Algunas aleaciones (como la 7075) no muestran un refuerzo evidente por precipitación a temperatura ambiente, pero sí muestran un refuerzo significativo por precipitación a temperaturas más altas, lo que se denomina envejecimiento artificial.
El envejecimiento artificial puede dividirse en subenvejecimiento y sobreenvejecimiento:
① Envejecimiento insuficiente: Se trata de controlar que la temperatura de envejecimiento sea más baja y el tiempo de mantenimiento más corto para obtener determinadas propiedades.
② Sobreenvejecimiento: Consiste en envejecer a mayor temperatura o durante más tiempo para obtener propiedades especiales o mejores propiedades integrales.
③ Envejecimiento multietapa: Consiste en dividir el proceso de envejecimiento en varias etapas para obtener determinadas propiedades especiales y buenas propiedades integrales. Puede dividirse en envejecimiento en dos y tres etapas.
(4) Tratamiento de reversión: Consiste en calentar el producto templado y envejecido a una temperatura elevada durante un breve periodo de tiempo para mejorar su ductilidad y facilitar el curvado en frío o corregir las tolerancias de forma. Esto devuelve al producto a un nuevo estado templado.
2. Notación del estado de los productos de aluminio y aleaciones de aluminio
2.1 Códigos básicos de estado del producto, como se muestra en la Tabla 1:
Cuadro 1: Códigos básicos de estado de los productos
Código
Nombre
Explicación y aplicación
F
Estado de tramitación gratuita
Se aplica a productos sin requisitos especiales de endurecimiento por deformación y condiciones de tratamiento térmico durante el proceso de conformado, y no se especifican las propiedades mecánicas de los productos en este estado.
O
Estado de recocido
Adecuado para productos procesados que han sido sometidos a un recocido completo para conseguir la menor resistencia
H
Estado de endurecimiento del trabajo
Se aplica a los productos cuya resistencia se mejora mediante el endurecimiento por deformación. El producto puede someterse (o no) a un tratamiento térmico adicional tras el endurecimiento por deformación para reducir la resistencia. El código H debe ir seguido de dos o tres números arábigos
W
Estado de tratamiento térmico de la solución sólida
Estado inestable que sólo se aplica a las aleaciones sometidas a tratamiento térmico de disolución y envejecimiento natural a temperatura ambiente. Este código de estado sólo indica que el producto se encuentra en la fase de envejecimiento natural
T
Estado de tratamiento térmico (diferente del estado F, O, H)
Se aplica al código T de los productos que han sido (o no han sido) endurecidos por deformación hasta alcanzar un estado estable después del tratamiento térmico y debe ir seguido de uno o varios números arábigos
2.2 Subdivisión del estado H (endurecimiento por deformación)
H1- Estado de endurecimiento por deformación simple. Aplicable a productos que no han sido sometidos a un tratamiento térmico adicional y han obtenido la resistencia requerida únicamente mediante el endurecimiento por deformación.
H2- Estado de endurecimiento por deformación y recocido incompleto. Aplicable a los productos en los que el grado de endurecimiento por deformación supera los requisitos especificados para los productos acabados y la resistencia se reduce al objetivo especificado mediante un recocido incompleto. Para las aleaciones que se reblandecen de forma natural a temperatura ambiente, H2 tiene el mismo valor mínimo de resistencia a la rotura por tracción que la correspondiente H3; para otras aleaciones, H2 tiene el mismo valor mínimo de resistencia a la rotura por tracción que la correspondiente H1, pero con un alargamiento ligeramente superior al de H1.
H3- Estado de tratamiento de endurecimiento por deformación y estabilización. Aplicable a productos cuyas propiedades mecánicas se han estabilizado tras un tratamiento térmico a baja temperatura o debido al calentamiento durante el procesamiento tras el endurecimiento por deformación. El estado H3 se aplica únicamente a las aleaciones que envejecen gradualmente ablandándose a temperatura ambiente (a menos que estén estabilizadas).
H4- Estado de endurecimiento por deformación y tratamiento de pintura. Aplicable a productos sometidos a temple por deformación y recocidos incompletos debido al tratamiento de pintura.
El segundo dígito después de H representa el grado de endurecimiento por deformación del producto. El número 8 representa un estado duro.
Tratamiento de estabilización: Para evitar el fenómeno de reblandecimiento que se produce tras el almacenamiento a largo plazo de la aleación después del trabajo en frío, el producto se somete a un recocido a baja temperatura (calentamiento a 150℃ durante 3 horas) después de la deformación en frío. Esto puede estabilizar las propiedades mecánicas de la aleación almacenada a temperatura ambiente.
2.3 Clasificación del código de estado de recocido (O)
2.3.1 O1- Recocido de homogeneización.
2.3.2 O2- Recocido incompleto (parcial) del producto.
2.3.3 O3- Recocido completo del producto.
3. Tabla de control de temperaturas para el proceso de horno de envejecimiento
Cámara de combustión:
Ajuste la temperatura en la tabla de control de temperatura: 200-215℃
Temperatura indicada en la tabla de control de temperatura: 190-210℃
Temperatura medida en el interior del horno: 200-210℃
Ventilador trasero derecho: Temperatura del ventilador: 160-180℃
Temperatura indicada en el medidor del ventilador: 200-210℃
Temperatura controlada dentro del horno: 200-210℃
Visualización: Temperatura visualizada en la tabla de control de temperatura: 190-205℃
Temperatura medida en el interior del horno: 200-210℃
Visualización: Temperatura visualizada en la tabla de control de temperatura: 195-210℃
Temperatura medida en el interior del horno: 200-210℃
4. Cálculo de la energía del horno de envejecimiento
Motor (pérdida de energía eléctrica)
Quemador (pérdida de combustible)
Consumo de energía para calefacción (horno de refrigeración, horno de calefacción)
Consumo de energía para aislamiento
Tiempo de aislamiento Fallo del horno de envejecimiento (afecta a la dureza del proceso)
Potencia del motor: 40/55W/h, corriente: 81/98A, tensión: 380V, velocidad: 740/1480r/min
Motor asíncrono trifásico de varias velocidades con el modelo YD2808-8/4.
Distribución de energía para el horno de envejecimiento
Pregunta: El proceso de envejecimiento del horno de envejecimiento sólo se clasificó según el estado de la aleación, pero no hay especificaciones claras para diferentes grosores de pared de la misma aleación. Cuál es la diferencia máxima de grosor de pared que se puede envejecer conjuntamente?
5. ¿Cómo ajustar el caudal de aire en la salida de extrusión?
Cuando el material en la salida de extrusión se curva hacia arriba, es necesario reducir adecuadamente la velocidad del aire hacia arriba o cerrar el ventilador superior; cuando el material en la salida de extrusión se curva hacia abajo, es necesario reducir adecuadamente la velocidad del aire hacia abajo o cerrar el ventilador inferior.
6. Directrices para la ejecución del proceso de envejecimiento (para el horno de envejecimiento nº 3 de la cuarta planta)
A partir de los datos recogidos durante una investigación del proceso de este horno, se realizarán ajustes en los parámetros de control de la temperatura durante el funcionamiento.
Proceso de envejecimiento
Reglamento del Ejecutivo
Estado de la aleación
Tiempo de espera ℃
Tiempo de aislamiento h
Tiempo de aislamiento (en función del grosor de la pared) h
Tiempo de mantenimiento de la temperatura
1,0 mm
1,0-4,0 mm
4,0-30 mm
Medidor de control de la temperatura del ventilador
Tabla de control de la temperatura del motor de combustión
T6
175±8
8
8
8
10
171
171
T5
200±8
2
2
2.5
3
197
197
T52
235±8
1.5
1.5
2
1
230
230
Nota:
Cuando al menos dos tablas de control de temperatura (ventilador y quemador) han alcanzado la temperatura ajustada, se empieza a calcular el tiempo de aislamiento.
La determinación del tiempo de aislamiento se basa en el espesor máximo de las paredes de los perfiles dentro del horno.
En el caso de perfiles con una mayor densidad de cestas, es necesario prolongar adecuadamente el tiempo de aislamiento.
El proceso de envejecimiento de los estados 6005-T5, 6005A-T5 y T6511 se realiza conforme al sistema T6.
Si es necesario realizar ajustes en el proceso de envejecimiento para variedades específicas, siga las instrucciones del departamento de proceso.
Cuando se utilizan moldes de doble cavidad para extrusión, debe prestarse atención al ajuste del caudal de cada orificio para garantizar la consistencia. Durante la extrusión, deben vigilarse los problemas de flujo de aluminio en los lingotes.
Para dominar la norma GB-5237, es importante entender la torsión, las tolerancias y ser capaz de utilizar tablas de referencia. Además, es crucial dominar la identificación de burbujas al principio y al final de los perfiles planos de las matrices, y tener en cuenta que las matrices combinadas, especialmente para tubos, pueden tener menos problemas de burbujas.
7. Precauciones para la extrusión
7.1 Para las aleaciones de la serie 6xxx, las propiedades mecánicas no pueden garantizarse a temperaturas inferiores a 500℃ y la calidad superficial es mala por encima de 560℃.
7.2 Por lo general, la relación entre la velocidad de extrusión y la temperatura es la siguiente: alta velocidad a baja temperatura, baja velocidad a alta temperatura. La velocidad de extrusión debe aumentarse todo lo posible, con temperaturas fijadas en el límite inferior de la tabla, pero la temperatura de salida debe cumplir los requisitos especificados.
7.3 En los moldes con grandes parámetros de extrusión, especialmente los que tienen muchos orificios de rodadura, las temperaturas del molde y de la barra de aluminio deben ajustarse al límite superior. Sin embargo, la velocidad debe reducirse en las últimas fases de la extrusión.
7.4 Para moldes especiales de perfil disipador de calor, la temperatura del molde debe ser superior a 480℃ y la temperatura de la varilla de aluminio debe ser superior a 530℃.
7.5 Las normas de rendimiento mecánico varían según los países y están relacionadas con la sección transversal de los perfiles. Si el rendimiento mecánico no cumple los requisitos de la tabla, el personal técnico debe consultar las normas nacionales pertinentes o comunicarse con el cliente para determinar si está cualificado o debe liberarse. El rendimiento mecánico puede ejecutarse según acuerdos técnicos si existen requisitos específicos del usuario.
8. Materiales de pulido
Las varillas homogéneas 6463-T5 deben extruirse a baja temperatura y alta velocidad (460-480℃).
8.1 Los arañazos mecánicos superficiales causados por los moldes son un problema común.
8.2 A menudo se producen problemas como el corte y la segmentación de la transferencia que causan arañazos, abrasiones, líneas blancas, líneas brillantes, marcas de contracción, tirones de lana, aristas, ondas, torsiones, desviaciones dimensionales geométricas, falsos arañazos y piel de naranja.
9. Tratamiento mecánico superficial del aluminio
El efecto superficial tras el tratamiento puede dividirse en: a. Superficie brillante b. Superficie semimate c. Superficie mate
El principio del pulido consiste en eliminar las partes sobresalientes creando una deformación plástica en la superficie del material mediante esmerilado mecánico, obteniendo así una superficie lisa y pulida. Generalmente, se utilizan ruedas de tela, ruedas de lana, papel de lija, etc.
En proceso de pulido suele dividirse en tres pasos: pulido basto, pulido medio y pulido fino.
Pulido basto: Pulido de la superficie con un disco duro, que tiene un cierto efecto abrasivo sobre el sustrato pulido o sin pulir.
Pulido medio: Utilizando un disco de pulido más duro para el tratamiento posterior al pulido basto, puede eliminar los arañazos dejados por el pulido basto.
Pulido fino: El último paso del pulido, utilizando una rueda suave para obtener una superficie similar a un espejo con luz brillante, y tiene poco efecto sobre el esmerilado del sustrato.
10. Método de dibujo mecánico
10.1 El trazado de líneas rectas se refiere al método de procesar líneas rectas en la superficie de una placa de aluminio mediante fricción mecánica.
10.2 El trefilado aleatorio es un tipo de patrón de alambre mate que se obtiene moviendo la placa de aluminio de un lado a otro bajo un cepillo giratorio de alambre de cobre.
10.3 El pulido en espiral, también conocido como pulido giratorio, es un patrón de alambre que se obtiene al girar y pulir la superficie de un aluminio o aluminio placa de aleación con una rueda cilíndrica de fieltro o nylon corindón montada en un taladro y mezclada con grasa de pulir diluida con queroseno.
10.4 El trefilado se realiza a máquina.
11. Análisis de los problemas del material de pulido
11.1 ¿Por qué se producen fuertes arañazos mecánicos en la extrusión a baja temperatura y alta velocidad?
Esto puede deberse al raspado de la superficie del molde durante el llenado y la fase inicial de extrusión laminar, lo que provoca fuertes arañazos mecánicos durante la extrusión posterior.
11.2 ¿Por qué sigue habiendo defectos como arañazos mecánicos en la extrusión a alta temperatura y baja velocidad?
Esto puede deberse a una elevada temperatura de la barra, que provoca fuertes turbulencias durante la extrusión, lo que hace que un gran número de óxidos e impurezas de la superficie del lingote fluyan hacia el centro, haciendo que la superficie del perfil no sea buena.
12. Moho
12.1 Los moldes combinados se dividen en dos tipos según su estructura: moldes combinados tipo puente y moldes combinados tipo corredera. Los moldes combinados de tipo puente se conocen comúnmente como moldes en forma de lengüeta, mientras que los moldes combinados de tipo corredera se denominan simplemente moldes combinados.
12.2 Los moldes en forma de lengüeta requieren una menor fuerza de extrusión y son adecuados para extruir perfiles huecos de aleaciones que no se deforman fácilmente y tienen pequeños orificios interiores.
12.3 Los moldes combinados son adecuados para la extrusión de perfiles huecos grandes y medianos con formas complejas y mayores dimensiones de la cavidad interior fabricados con aleaciones que se deforman fácilmente.
12.4 Los perfiles huecos extruidos mediante moldes combinados presentan soldaduras evidentes en su macroestructura, y el número de soldaduras es igual al número de cordones metálicos en que se divide el lingote.
12.5 Para obtener soldaduras de alta calidad, debe aumentarse la presión dentro del molde y seleccionarse un coeficiente de extrusión ligeramente mayor. Es aconsejable utilizar una temperatura de extrusión más alta, y la velocidad de extrusión no debe ser demasiado rápida.
12.6 Al inspeccionar perfiles huecos, su calidad superficial, dimensiones geométricas, propiedades mecánicas y estructura interna son las mismas que las de los perfiles ordinarios. Sin embargo, en el caso de los perfiles huecos utilizados en piezas importantes, su calidad de la soldadura y la longitud de corte no debe ser inferior a 500-1000 mm.
13. Fundición de lingotes
13.1 Las estructuras cristalinas típicas de los lingotes de aleación de aluminio incluyen bandas cristalinas finas en la superficie, bandas cristalinas columnares y bandas cristalinas equiaxiales en el centro.
13.2 En los lingotes de aleación de aluminio, existen tres formas comunes de granos de solución sólida de aluminio:
a. Cristales equiaxiales de forma granular
b. Cristales columnares de forma alargada
c. Cristales plumosos en forma de lámina fina.
13.3 Con una composición de la aleación y otras condiciones constantes, la anchura de la región cristalina columnar aumenta con el incremento de la temperatura de colada. El tamaño de los granos equiaxiales disminuye al disminuir la temperatura de colada. Cuando la temperatura de colada es constante, la región de cristal columnar disminuye con el aumento de elemento de aleación contenido.
13.4 Tratamiento de refinado: Es un proceso para aumentar la dispersión de la estructura del metal o aleación y mejorar su organización con una pequeña cantidad de aditivos especiales (agentes refinadores). También se denomina tratamiento de refinado o tratamiento de incubación.
14. Espesor de pared Requisitos técnicos
14,1 Espesor de la pared de óxido
a. Oxidación con arena ácida: se requiere ±0,1 mm
b. Oxidación blanca plateada: se requiere ±0,1 mm
c. Oxidación pulida: se requiere ±0,1 mm
d. Oxidación por chorro de arena: -0,08 a +0,1 mm requerido
e. Oxidación del patrón de torsión: se requiere de -0,08 a +0,1 mm.
f. Oxidación por grabado alcalino: -0,05 a 0,15 mm requerido
14.2 Grosor de la pared electroforética
a. Electroforesis plana: se requiere ±0,1 mm
b. Electroforesis con chorro de arena: se requiere ±0,1 mm
c. Electroforesis de grabado alcalino coloreado: -0,05 a +0,1mm requerido
14,3 Espesor de la pared del recubrimiento por pulverización
a. Revestimiento general por pulverización: -0,15 a +0,05 mm requerido
b. Revestimiento por pulverización de arrugas: -0,15 a +0,05 mm requerido
c. Revestimiento de madera por pulverización: -0,15 a +0,05 mm requerido
d. Revestimiento por pulverización de fluorocarbono: -0,12 a +0,07 mm requerido
14,4 Espesor de la pared del sustrato de exportación
a. Se ejecuta la tolerancia de espesor de pared especificada en el dibujo.
b. Si no se especifica la tolerancia de espesor de pared, se ejecuta la tolerancia de espesor de pared estándar nacional columna 2.
c. Para los perfiles huecos completamente cerrados, se ejecuta la norma nacional de tolerancia de espesor de pared columna 3 (excepto para los tubos redondos de la serie SOMA).
Nota: La tolerancia de espesor de pared marcada en el plano y el plan de producción es la tolerancia del producto acabado. La tolerancia del espesor de pared del sustrato extruido debe ajustarse en función de los distintos métodos de tratamiento superficial.
15. Puntos clave para el esmerilado metalográfico
Para el aluminio, generalmente se empieza con papel de lija de grano 0 y luego se pasa a 400#, 600#, 800#, 1000#, 1200#. Durante el proceso de rectificado, se utiliza un tipo de lija en una dirección.
Al cambiar a la siguiente lija, la dirección de lijado debe ser perpendicular a la anterior, lo que es beneficioso para observar si hay arañazos profundos de la fase de lijado anterior.
Para evitar que las partículas duras o los trozos grandes de metal se desprendan durante el lijado, se puede aplicar una fina capa de cera al papel de lija. Esto suaviza el esmerilado y produce una mejor superficie metalográfica. Al esmerilar, siéntese correctamente y aplique una fuerza uniforme. La muestra debe quedar cuadrada y plana.
16. Pulido electrolítico
Se mezclan H2SO4, HNO3 y HF, y se utiliza un cátodo en forma de L hecho de acero inoxidable o placa de aluminio. Se selecciona un voltaje adecuado en función del tamaño de la muestra. El voltaje y el tiempo de pulido deben controlarse estrictamente durante pulido electrolíticogeneralmente unos diez segundos.
Después de pulir, enjuague con agua limpia, luego con etanol y, a continuación, utilice ácido nítrico diluido para eliminar los productos de corrosión de la superficie, seguido de enjuague con agua limpia y secado al aire.
17. Microscopio metalográfico electrónico de gran aumento
El aumento puede alcanzar 1000 veces. El mando de enfoque grueso está a la izquierda y el de enfoque fino a la derecha, en la parte superior del dispositivo de movimiento horizontal y del interruptor de encendido. Hay una regla en el ocular del lado derecho para posicionar con precisión el tejido y la fase. El seguidor de la derecha puede utilizarse directamente para fotografiar.
Al procesar las fotos, por lo general deben retirarse los restos. La vibración del banco de trabajo o del cuerpo durante la operación puede hacer que las fases observadas y fotografiadas aparezcan borrosas. Para el análisis de tejidos, generalmente hay muchas dendritas en cada grano, y en los límites de los granos hay diferentes cantidades de precipitación. Tras la corrosión de la muestra con una mezcla de ácido tricálcico, la matriz de aluminio aparece de color blanco, las fases precipitadas aparecen de color negro-grisáceo y los límites de grano aparecen como líneas grises en el campo de visión.
18. Diagrama de flujo del proceso de fundición
Inspección de entrada → dosificación → precalentamiento del horno frío → carga del horno → fusión → desnatado → muestreo y pruebas del horno de fusión → refinado → muestreo y pruebas del horno de mantenimiento → desnatado de refinado → mantenimiento → colada → inspección de lingotes redondos → corte en barras de tamaño adecuado → secuenciación.
19. Norma de clasificación granulométrica
Grado 1, relación granulométrica 1:1, área granulométrica media 0,026mm2
Grado 2, relación granulométrica 1:1, área granulométrica media 0,40mm2
Grado 3, relación granulométrica 1:1, área granulométrica media 1,20mm2
Grado 4, relación granulométrica 1:1, área granulométrica media 2,60mm2
Grado 5, relación granulométrica 1:1, área granulométrica media 8,0mm2
Grado 6, relación granulométrica 1:1, área granulométrica media 16mm2
Grado 7, relación granulométrica 1:1, superficie granulométrica media 36mm2
Grado 8, relación granulométrica 1:1, superficie granulométrica media 80mm2
20. Apéndice al Sistema de Supervisión e Inspección de Procesos de la Fundición
Temperatura de drenaje: 735-770℃
Tiempo de mantenimiento: 30-40min
Temperatura de fundición: 715-745℃
Velocidad de colada: diámetro 80 mm, 200-220 mm/min
Velocidad de colada: diámetro 100 mm, 180-200 mm/min
Velocidad de colada: diámetro 120mm, 155-175mm/min
Velocidad de colada: diámetro 151mm, 120-140mm/min
Velocidad de colada: diámetro 174 mm, 95-115 mm/min
Velocidad de colada: diámetro 198mm, 80-100mm/min
Velocidad de colada: diámetro 275 mm, 60-80 mm/min
Velocidad de colada: diámetro 310mm, 60-75mm/min
Velocidad de colada: diámetro 370 mm, 50-65 mm/min
Velocidad de colada: diámetro 446 mm, 40-55 mm/min
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez quiénes son los principales actores del sector de los intercambiadores de calor? En esta entrada del blog, nos sumergiremos en el mundo de la fabricación de intercambiadores de calor y exploraremos...
¿Alguna vez se ha preguntado cómo elegir la aleación de aluminio adecuada para su proyecto? Con una amplia gama de opciones, cada una con propiedades únicas, puede ser una tarea desalentadora....
¿Qué hace que las aleaciones de aluminio sean esenciales en ingeniería? Su conductividad térmica y sus índices de dilatación desempeñan un papel fundamental en diversas aplicaciones, desde la electrónica hasta la aeroespacial. Este artículo explora las propiedades específicas...
¿Alguna vez se ha preguntado qué hace que las piezas del motor de su coche sean tan duraderas y eficientes? Este artículo desvela los secretos de la fundición de aleaciones de aluminio, los campeones anónimos de la ingeniería automovilística. Aprenda...
¿Cuál es la diferencia real entre el aluminio fundido y el aluminio moldeado a presión? Este artículo profundiza en los distintos procesos de fabricación y las propiedades que diferencian a estos dos tipos de aluminio. Desde el...
¿Alguna vez se ha preguntado si las barras colectoras de aluminio pueden igualar las prestaciones del cobre y costar menos? Este artículo analiza las principales diferencias entre las barras colectoras de aluminio y cobre,...
¿Se ha preguntado alguna vez por qué algunas piezas de fundición a presión de aluminio fallan prematuramente? En este artículo, exploraremos los defectos más comunes encontrados en la fundición a presión de aluminio y sus causas fundamentales. Basándonos en...
¿Alguna vez se ha preguntado cómo se consigue el elegante acabado de su smartphone o la brillante superficie de su portátil? Este artículo explora el fascinante mundo de las superficies de aleación de aluminio...
¡Atención a todos los ingenieros mecánicos y profesionales de la fabricación! ¿Tiene problemas con los molestos defectos de anodizado en sus productos de aluminio? ¡No busque más! En esta entrada del blog, profundizaremos en...