Defectos comunes del acero laminado en caliente que no debe ignorar
¿Alguna vez se ha preguntado por qué algunos productos de acero presentan imperfecciones superficiales? Este artículo desvela defectos comunes del acero laminado en caliente, como la cascarilla de óxido prensada y las ampollas. Si conoce sus causas y cómo prevenirlos, podrá mejorar la calidad del acero y la eficacia de la producción. Sumérjase para obtener más información.
El laminado de acero es un proceso crítico de conformado de metales que altera la forma y las dimensiones de lingotes o tochos de acero aplicando fuerzas de compresión a través de rodillos giratorios. Este proceso se clasifica en dos tipos principales: laminado en caliente y laminado en frío, cada uno con características y aplicaciones distintas.
El laminado en caliente se realiza a temperaturas elevadas, normalmente entre 1100°C y 1250°C (2012°F y 2282°F). A estas temperaturas, el acero muestra una mayor ductilidad y una menor resistencia a la deformación, lo que permite cambios de forma significativos con un aporte de energía relativamente menor. Este proceso es especialmente eficaz para la deformación a gran escala y la producción de productos semiacabados como placas, chapas y formas estructurales.
Los flejes de acero laminados en caliente representan una aplicación por excelencia del proceso de laminación en caliente. La producción de estos flejes implica una serie de pasadas de laminado controladas con precisión, a menudo en una configuración de laminador continuo o semicontinuo. Este proceso no sólo da forma al acero, sino que también refina su estructura de grano, lo que contribuye a mejorar sus propiedades mecánicas.
En la fabricación moderna de acero, la producción de bandas laminadas en caliente ha alcanzado un alto nivel de sofisticación tecnológica. Los avanzados sistemas de control, junto con los instrumentos y sensores más modernos, permiten gestionar con precisión parámetros de laminación como la temperatura, la separación entre rodillos, la velocidad de laminación y los índices de enfriamiento. Este nivel de control se traduce en una calidad constante del producto y una alta eficiencia de la línea de producción, con índices de funcionamiento que a menudo superan los 90%.
A pesar de estos avances, la complejidad inherente al proceso de laminación en caliente plantea retos constantes. La interacción entre los distintos parámetros del proceso, las condiciones de los equipos y las propiedades de los materiales puede provocar problemas de calidad en el producto final. Entre los defectos más comunes se encuentran las variaciones de grosor, las imperfecciones superficiales, los defectos de forma (por ejemplo, ondas en los bordes o pliegues en el centro) y las incoherencias en las propiedades mecánicas a lo largo o ancho de la banda.
Para mitigar estos retos, las modernas plantas de laminación en caliente emplean estrategias avanzadas de control de procesos, como el control predictivo basado en modelos, los sistemas adaptativos y la supervisión de la calidad en tiempo real. Además, la investigación en curso se centra en el desarrollo de diseños de aleación más robustos, la optimización de los programas de paso de rodillos y la implementación de algoritmos de aprendizaje automático para la predicción y prevención de defectos.
Defectos comunes del acero laminado en caliente
I. Escama de óxido prensada
Características de los defectos
La cascarilla de óxido prensada es un defecto superficial formado por la compresión de la cascarilla de óxido en la superficie de la banda de acero durante el laminado en caliente. Dependiendo de su causa, puede dividirse en cascarilla de óxido generada en el horno (primaria), cascarilla de óxido generada en el laminado (secundaria) o cascarilla de óxido de la superficie del laminado que se desprende y se comprime en la banda de acero (secundaria).
Causas
①Fisuras longitudinales graves en la superficie del tocho de acero;
②Proceso de calentamiento inadecuado u operación de calentamiento del tocho de acero, lo que dificulta la eliminación de la cascarilla primaria;
③Poca presión en el agua de desincrustación a alta presión u obstrucción de la boquilla durante el proceso de laminación, lo que provoca la producción de cascarilla de óxido que se comprime en la superficie de la banda de acero;
④Paso de laminación demasiado rápido o enfriamiento deficiente de los rodillos, lo que provoca que la película de óxido de la superficie del rodillo se desprenda y se comprima en la superficie de la banda de acero.
Peligros
Afecta a la calidad de la superficie de la banda de acero y al efecto del revestimiento.
Métodos de prevención y eliminación
①Reforzar la inspección de calidad del tocho de acero. Las palanquillas con grietas longitudinales graves en la superficie deben limpiarse y calificarse antes de su uso;
②Desarrollar un proceso de calentamiento razonable para el tocho de acero, y calentarlo de acuerdo con las especificaciones;
③Compruebe periódicamente el equipo del sistema de agua de descalcificación a alta presión para garantizar la presión del agua de descalcificación y evitar la obstrucción de las boquillas;
④Controlar razonablemente el ritmo de laminado, garantizar el efecto de enfriamiento de los rodillos y evitar que se desprenda la película de óxido de la superficie del rodillo.
II. Cicatriz
Características de los defectos
La cicatriz es un relieve de forma irregular chapa metálica fijados a la superficie de la banda de acero, con forma de hoja, de pluma, de barra, de escama de pez, de lengua, etc.
Hay dos tipos de cicatrices: una está unida al cuerpo del acero y se pliega sobre la superficie de la placa, no es fácil que se caiga; la otra no está unida al cuerpo del acero, sino que está adherida a la superficie de la placa y es fácil que se caiga, formando una fosa relativamente lisa después de caerse.
Causas
①La cicatriz original o el defecto de piel gruesa en la superficie del tocho no se limpiaron y permanecieron en la superficie de la banda de acero después del laminado;
②Residuos de la limpieza a la llama en la superficie del tocho, que fueron prensados en la superficie de la banda de acero durante el laminado.
Peligros
Puede provocar la descamación del metal o agujeros durante su posterior procesamiento y uso.
Métodos de prevención y eliminación
Reforzar la inspección de calidad de la palanquilla, y limpiar cualquier cicatriz o residuo de limpieza a la llama en la superficie de la palanquilla antes del laminado.
III. Ampollas
Características de los defectos
Las ampollas son protuberancias circulares o elípticas en la superficie de la banda de acero distribuidas de forma irregular. Su borde exterior es relativamente liso. Una vez aplastadas las ampollas, la superficie de la banda de acero puede presentar grietas o desconchones.
Algunas ampollas no sobresalen y tienen una superficie brillante tras ser aplastadas, y la superficie de corte muestra una estructura en capas.
Causas
①Se acumula demasiado gas en el interior del tocho debido a una mala desoxidación o a un soplado de nitrógeno inadecuado;
②El tocho lleva mucho tiempo en el horno, y las burbujas subcutáneas quedan al descubierto y se acumulan.
Peligros
Puede causar estratificación o soldadura deficiente durante su posterior procesamiento y uso.
Métodos de prevención y eliminación
①Reforzar la inspección de calidad del tocho y evitar el uso de tochos con defectos de burbuja expuestos;
②Siga estrictamente las especificaciones para calentar el tocho y evite mantenerlo demasiado tiempo en el horno.
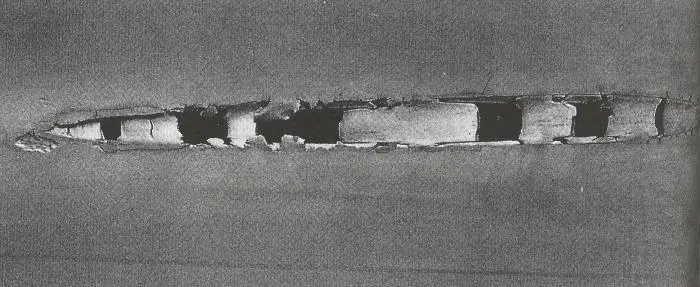
IV. Aplastamiento por rodadura
Características de los defectos
El fenómeno de superposición de varias capas o de laminación, perforación, desgarro, etc. en la superficie de la banda de acero se denomina aplastamiento por laminación.
Causas
①Ajuste inadecuado de la holgura del rodillo o mala adaptación entre la forma del rodillo y la forma del tocho entrante, lo que provoca una extensión desigual de la banda de acero;
②Temperatura de calentamiento local desigual del tocho o temperatura desigual de la pieza laminada;
③El ajuste del grado de apertura de la placa guía del lado de acabado no es razonable;
④El caudal durante el laminado de precisión está desajustado.
Peligros
En chapa de acero con defectos de aplastamiento por laminación no pueden utilizarse debido a la interrupción del proceso de laminación.
Métodos de prevención y eliminación
①Configure razonablemente las formas de los rodillos y preste atención al ajuste de la holgura de los rodillos;
②Reforzar el control de la temperatura de calentamiento de la palanquilla y garantizar una temperatura uniforme de la pieza laminada;
③Ajuste razonablemente el grado de apertura de la placa guía lateral de acabado;
④Mantener un caudal constante durante el laminado continuo.
V. Pasar lista
Características de los defectos
Las marcas de laminación son defectos cóncavo-convexos de forma irregular que se distribuyen periódicamente por la superficie de la banda de acero.
Causas
Los rodillos están agrietados, presentan desconchados localizados o tienen objetos extraños adheridos a su superficie, lo que da lugar a una superficie cóncavo-convexa en el rodillo, que se presiona contra la superficie de la banda de acero durante el laminado o el proceso de acabado, formando defectos cóncavo-convexos.
Peligros
Las marcas de rodillo convexas pueden causar defectos de plegado durante los procesos de laminado posteriores, mientras que las marcas de rodillo cóncavas pueden causar agujeros durante los procesos de laminado posteriores.
Métodos de prevención y eliminación
①Inspeccione periódicamente la calidad de la superficie de los rodillos, y trate a tiempo los rodillos con desconchones u objetos extraños;
②Durante el proceso de laminado, compruebe a tiempo la calidad de la superficie de los rodillos cuando se produzcan situaciones anormales como atascos de acero, lanzamiento de colas y aplastamiento de rodillos, y evite daños en la superficie de los rodillos o la adhesión de objetos extraños;
③Pare inmediatamente la máquina para comprobar la calidad de la superficie de los rodillos cuando encuentre marcas de rodillos.
VI. Aplanamiento
Características de los defectos
El fenómeno por el que las bobinas de acero adquieren forma ovalada se denomina aplanamiento.
Causas
①El bobina de acero se somete a un impacto excesivo durante su manipulación;
②La tensión de la bobina de acero durante el bobinado es demasiado baja, y las bobinas se apilan horizontalmente o con varias capas.
Peligros
Afecta al embalaje y la manipulación de las bobinas de acero, y las bobinas muy aplastadas no pueden utilizarse.
Métodos de prevención y eliminación
①Maneje con cuidado las bobinas de acero;
②Ajuste razonablemente la tensión de bobinado, controle el número de capas de apilado horizontal y utilice el apilado vertical si es necesario.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Tiene curiosidad por saber el peso de su proyecto de acero? No busque más. En esta entrada del blog, exploraremos el intrigante mundo del cálculo del peso del acero. Como ingeniero mecánico experimentado,...
¿Por qué destaca el acero inoxidable 022Cr19Ni10? Conocida por su bajo contenido en carbono y su alta resistencia a la corrosión, esta versátil aleación es crucial en diversas industrias. Este artículo profundiza...
¿Alguna vez se ha preguntado cómo calcular con precisión el peso del acero o del metal para sus proyectos? En esta entrada del blog, exploraremos el fascinante mundo del cálculo del peso del acero....
¿Alguna vez se ha preguntado por qué a veces el acero falla de forma inesperada? En esta esclarecedora entrada del blog, nos adentraremos en el fascinante mundo de los defectos del acero. Como ingeniero mecánico experimentado,...
¿Alguna vez se ha preguntado cuáles son las diferencias entre el acero inoxidable S30408 y el 304? En esta entrada del blog, nos sumergiremos en las distinciones clave entre estos dos materiales de uso común. Nuestro...
¿Alguna vez se ha preguntado por qué el acero inoxidable no se oxida como el acero normal? Esta entrada del blog explora el fascinante mundo del acero inoxidable, sus propiedades únicas y su papel fundamental...
¿Por qué los distintos tipos de acero tienen propiedades tan variadas y cómo se clasifican en China? Este artículo desglosa la clasificación y las normas del acero, explicando la sistemática...
¿Alguna vez se ha preguntado por qué el acero laminado en caliente tiene un aspecto diferente del acero laminado en frío? Esta entrada del blog se sumerge en las fascinantes diferencias entre estos dos materiales esenciales. Descubrirá cómo influye la temperatura...
Este artículo explora el fascinante mundo de los metales ferrosos y no ferrosos, revelando sus propiedades y clasificaciones únicas. Al final, comprenderá las diferencias esenciales y las aplicaciones de estos...