¿Alguna vez se ha preguntado cómo formar arcos precisos en chapa metálica? En este artículo se describe el proceso, tanto si trabaja con radios pequeños como grandes. Conocerá las herramientas, técnicas y pasos necesarios para lograr resultados de alta calidad. Al final, tendrá una idea clara de cómo crear arcos perfectos, lo que mejorará sus habilidades y eficacia en el trabajo del metal. Sumérjase y descubra los métodos clave y las mejores prácticas para la creación de arcos de chapa metálica.
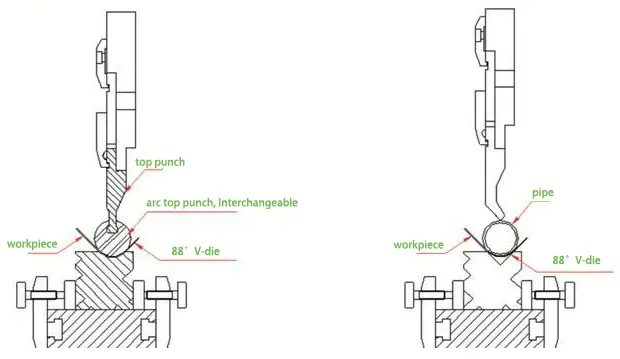
Si el radio de curvatura de las piezas de arco es inferior a R30, por lo general se pueden doblar directamente utilizando un molde de doblado de placas circulares (como se muestra en la figura 1).
Figura 1
Cuando se fija el molde superior, se recomienda utilizar el método de fijación del molde superior que se muestra en la figura, ya que hace que el desmontaje sea más cómodo. Este método también puede ayudar a reducir costes al añadir nuevos moldes.
Los productos fabricados mediante este proceso tienen una gran precisión y un tamaño exacto, lo que los hace adecuados para la fabricación de productos de precisión a gran escala. chapa metálica partes.
Para piezas de arco con un radio inferior a R30 y sin requisitos estrictos de tolerancia de tamaño, se puede colocar directamente en la superficie de la chapa un tubo redondo con un diámetro igual al arco de la pieza de chapa. El sitio troquel inferior puede utilizar una ranura en V con una anchura mayor que el diámetro del arco, como se muestra en la figura 2.
Utilizando una punta de matriz superior de plegado común para presionar el tubo redondo sobre la chapa, se puede conseguir la conformación deseada.
Radio > R30
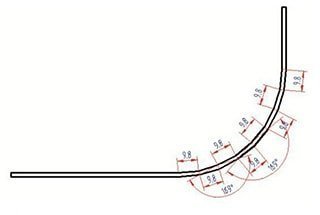
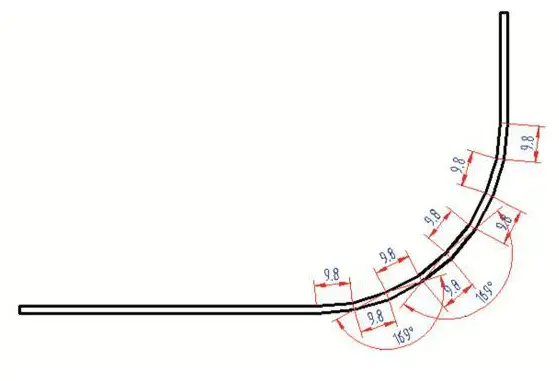
En el caso de las chapas de arco con un radio superior a R30, el arco del segmento puede desplegarse, y el número de tiempos de plegado necesarios puede calcularse en función del tamaño para conseguir la forma deseada. Esto permite calcular el tamaño de posicionamiento para cada pliegue.
A continuación, se puede calcular el ángulo de cada curva basándose en la relación entre el ángulo total del arco y el número total de curvas.
Al fabricar piezas de chapa mediante este proceso, un mayor número de dobleces para el mismo tamaño de arco permite obtener mejores resultados y una superficie más lisa.
Al curvar este tipo de productos, se puede ajustar el punto de inicio de la carrera del pistón de la curvadora para aumentar la velocidad de curvado.
La pieza terminada se muestra en la siguiente figura:
Figura 2
Para saber más sobre cómo conseguir grandes radios en piezas de chapa metálica, puede leer un artículo sobre flexión de protuberancias.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado por el arte y la ciencia que hay detrás de dar forma compleja a las chapas metálicas? En esta cautivadora entrada del blog, nos adentramos en el fascinante mundo de la chapa...
¿Alguna vez se ha preguntado por qué sus proyectos de chapa metálica a veces se doblan con dificultad o se agrietan? Este artículo desmitifica el papel crucial de los orificios de fabricación en el plegado de chapa metálica. Aprenderá cómo estos orificios...
Imagine doblar chapa metálica sin dejar ni una sola marca o arañazo. En este artículo, exploramos técnicas innovadoras para el plegado de chapa metálica sin marcas, abordando retos como la fricción, la dureza del material y...
¿Alguna vez pensó que doblar chapa metálica podía ser tan intrincado? El plegado cerrado, una técnica fundamental en el procesado de chapa metálica, utiliza métodos especializados para lograr plegados precisos y duraderos sin necesidad de...
Imagine conseguir plegados de chapa perfectos, sin marcas ni imperfecciones. Este artículo se sumerge en técnicas avanzadas que garantizan una calidad de superficie prístina en los procesos de plegado de metal. Aprenderá sobre innovadoras...
¿Alguna vez se ha preguntado cómo las enormes estructuras de acero de las locomotoras consiguen sus precisas curvas? En este artículo, desvelamos los secretos que se esconden tras la creación de grandes radios de curvatura en piezas de chapa metálica....
¿Alguna vez se ha preguntado por qué sus proyectos de chapa metálica no siempre encajan a la perfección? La clave está en conocer el margen de plegado. Este concepto garantiza un plegado preciso y reduce el desperdicio de material. En este...
¿Alguna vez se ha preguntado cómo garantizan los diseñadores de chapa metálica la precisión de sus diseños? En esta entrada del blog, nos sumergiremos en el fascinante mundo del diseño de chapa metálica y exploraremos...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...