Guía del experto para reparar sus herramientas de plegado
¿Se desgastan demasiado rápido las herramientas de su prensa plegadora? Este artículo profundiza en las técnicas de reparación esenciales para prolongar la vida útil de sus herramientas y garantizar un rendimiento óptimo en el procesamiento de chapa metálica. Desde la identificación de patrones de desgaste hasta métodos de rectificado precisos, aprenda a mantener eficazmente sus troqueles de plegadora. Siguiendo estos consejos, mejorará la calidad del producto y la eficacia de la máquina, ahorrando tiempo y costes a largo plazo.
La reparación y el reafilado de utillaje de plegadora es un proceso esencial para que las plantas de transformación de chapa puedan arreglar los moldes desgastados en las fases posteriores.
Ningún fabricante seguirá utilizando un juego de utillaje de plegadora sin repararlo y reafilarlo durante varios años, lo que es perjudicial tanto para la plegadora como para los moldes.
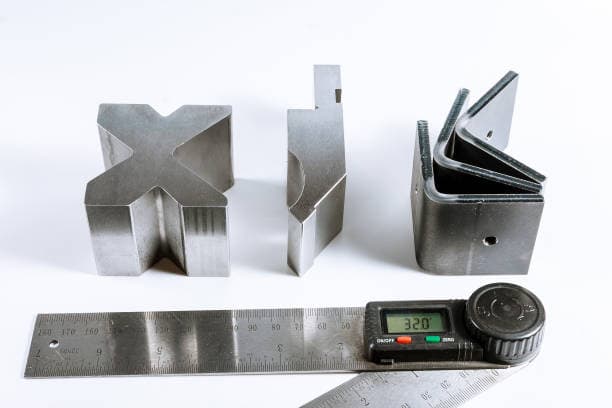
La principal causa de desgaste de la matriz de la plegadora se debe al proceso de transformación de la chapa. El plegado local provoca el desgaste de la matriz en el punto fijo debido a la presión de plegado durante un largo periodo de tiempo. Una presión excesiva también puede rayar la troquel inferior, lo que aumentará aún más el grado de desgaste de los troqueles superior e inferior.
La mejor solución para hacer frente al desgaste causado por el plegado localizado es procesar varias piezas al mismo tiempo, lo que puede distribuir la presión en la plegadora y evitar daños en la matriz causados por la concentración de presión.
¿En qué circunstancias debe pulirse la matriz de la plegadora?
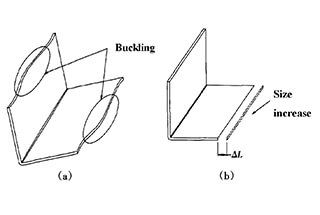
El pulido de matrices para máquinas curvadoras es esencial cuando la pieza curvada presenta una desviación angular significativa o una rugosidad superficial excesiva. Un mantenimiento oportuno de la matriz no solo corrige estos problemas, sino que también prolonga la vida útil de la herramienta.
Antes de iniciar cualquier operación de plegado, el operario de chapa debe inspeccionar meticulosamente las matrices superior e inferior. Si se detectan patrones de desgaste, arañazos o deformaciones visibles en las superficies de las matrices, es necesario realizar una reparación inmediata. Este enfoque proactivo garantiza una calidad de plegado constante y evita posibles defectos en las piezas.
Minimizar estratégicamente la frecuencia de rectificado de las matrices y optimizar el número de ciclos de plegado puede aumentar significativamente la longevidad de las matrices. Este enfoque ofrece múltiples ventajas: mejora de la calidad de la pieza, reducción de la tensión en la plegadora, aumento de los índices de cualificación del producto y, en última instancia, mejora de la eficacia operativa. La aplicación de un programa de mantenimiento de matrices bien planificado, basado en los tipos de material procesados y los volúmenes de producción, puede ayudar a lograr estos objetivos, equilibrando al mismo tiempo la productividad y la vida útil de las herramientas.
¿Cómo rectificar el molde de la plegadora?
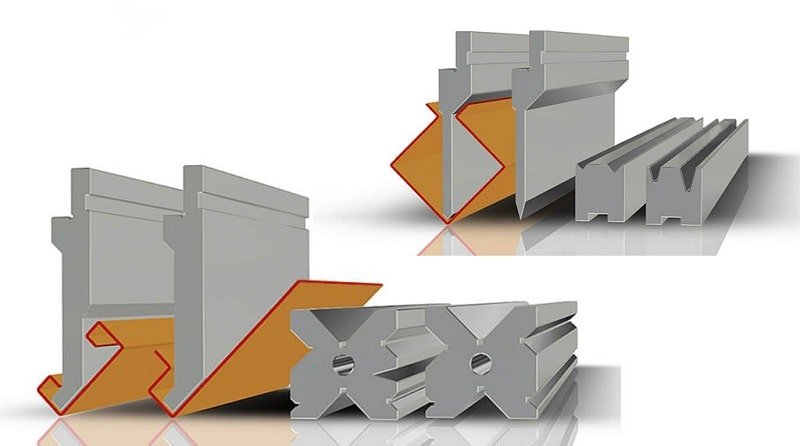
Existen varios métodos para rectificar moldes de máquinas curvadoras; el más común consiste en montar el molde en una fijación especializada y utilizar una rectificadora de superficies de precisión. Esta técnica es especialmente importante para los moldes de arco (tipo R) y las matrices de conformado, que requieren muelas abrasivas de alta precisión y herramientas especializadas de reparación de moldes.
Durante el proceso de rectificado, es esencial mantener una holgura constante de la herramienta de 0,03 mm a 0,05 mm para obtener resultados óptimos. Esta holgura precisa garantiza una eliminación uniforme del material y ayuda a conservar la geometría prevista del molde.
Es importante señalar que, por lo general, no se recomiendan las sesiones repetidas de esmerilado. Esta práctica no sólo no consigue un procesamiento completo del molde, sino que también puede provocar daños significativos en la superficie y la integridad del molde. En su lugar, un enfoque más eficaz consiste en realizar las correcciones adecuadas en la mayoría de las zonas rectificables en una sola sesión, seguida de una pasada final de rectificado fino.
Este método en dos pasos -corrección inicial seguida de rectificado fino- ofrece varias ventajas. Aumenta la precisión general de la matriz de la plegadora NC, mejora el acabado superficial y facilita la instalación y puesta en marcha. Además, este enfoque ayuda a mantener la longevidad del molde minimizando la eliminación innecesaria de material y reduciendo el riesgo de estrés térmico inducido por múltiples ciclos de rectificado.
Para optimizar aún más el proceso de trituración, tenga en cuenta factores como:
Selección adecuada del grano de la muela y del tipo de aglomerante en función del material del molde.
Flujo de refrigerante adecuado para evitar la acumulación de calor y la distorsión térmica
Rectificado regular de las muelas para mantener la eficacia del corte y la precisión geométrica
Utilización de técnicas de medición durante el proceso para garantizar la precisión dimensional
Siguiendo estas buenas prácticas y adoptando un enfoque estratégico de rectificado, los fabricantes pueden mejorar significativamente la calidad, el rendimiento y la vida útil de los moldes de sus plegadoras.
Molde R
Conclusión
En conclusión, un rectificado adecuado de prensa plegadora es un proceso importante para las empresas de fabricación de chapa metálica. Mejorar la precisión y la vida útil de las matrices es otra forma de aumentar los beneficios de la empresa.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado qué hace que una plegadora CNC funcione sin problemas? La respuesta está en el aceite hidráulico. Este fluido esencial garantiza un rendimiento óptimo y la longevidad de la máquina. Nuestro artículo...
Reparar correctamente el cilindro hidráulico de una prensa plegadora es crucial para mantener el rendimiento y la seguridad de la máquina. El cilindro hidráulico suele constar de un pistón, un manguito, un vástago y un tornillo.....
1. Introducción En la actualidad, la economía mundial está de capa caída y la industria manufacturera se ha visto gravemente afectada. Como parte de la industria manufacturera, la industria de la chapa...
¿Alguna vez se ha preguntado cómo mantener su plegadora CNC en perfecto estado? El mantenimiento de su máquina implica algo más que una limpieza ocasional; se trata de garantizar que cada pieza, desde el sistema hidráulico...
¿Tiene problemas con los doblados inconsistentes en su plegadora CNC? Este artículo desmitifica los ajustes críticos necesarios para una sincronización y precisión perfectas. Desde la puesta a punto del servosistema electrohidráulico...
¿Se ha preguntado alguna vez qué sostiene las farolas que nos guían hasta casa? En este blog exploraremos el fascinante mundo de los postes de la luz, desde sus materiales y...
¿Alguna vez se ha enfrentado a problemas de plegado de chapas metálicas que le han hecho rascarse la cabeza? En esta perspicaz entrada de blog, un experimentado ingeniero mecánico comparte su...