Potencia de la cortadora láser: ¿Cómo seleccionar la potencia del láser?
¿Alguna vez se ha preguntado cómo las cortadoras láser pueden cortar el metal como si fuera mantequilla? Este artículo explora el fascinante mundo de la potencia de las cortadoras láser y su impacto en la velocidad de corte y la compatibilidad de materiales. Descubra cómo elegir el nivel de potencia adecuado para sus proyectos y maximizar la eficiencia. Prepárese para descubrir los secretos de la tecnología de corte por láser.
Las cortadoras láser son una tecnología versátil y precisa que se utiliza tanto para cortar como para grabar una amplia gama de materiales. Estas sofisticadas máquinas integran componentes de hardware avanzados con software especializado para lograr resultados de alta precisión. Un factor crítico del rendimiento de una cortadora láser es su potencia de salida, medida normalmente en vatios.
Vatios de la cortadora láser
La potencia de la cortadora láser, expresada en vatios (W), cuantifica la capacidad de la máquina para cortar materiales de distintos grosores y densidades. Los requisitos de potencia varían significativamente en función de la aplicación específica, las propiedades del material y la velocidad de corte deseada. Por ejemplo:
Cortar papel o plásticos finos puede requerir tan sólo 10-40W
Para grabar o cortar láminas acrílicas suelen necesitarse entre 40 y 100 W.
El procesamiento de madera o tableros de fibra de densidad media (MDF) suele requerir entre 100 y 150 W.
El corte de metales finos como el acero inoxidable (hasta 1 mm) puede necesitar entre 150 y 500 W.
El corte de metales más gruesos o el procesamiento a alta velocidad pueden exigir más de 1.000 W, con sistemas industriales de corte de metales que alcanzan los 6.000 W o más.
Es importante tener en cuenta que, aunque una mayor potencia generalmente permite cortar materiales más gruesos o velocidades de procesamiento más rápidas, otros factores como la calidad del haz, el diámetro del foco y el gas de asistencia también desempeñan un papel crucial a la hora de determinar el rendimiento y la calidad del corte en general.
II. Papel de la potencia en el corte por láser
La potencia de corte láser es un parámetro crítico que influye significativamente en la eficacia, la capacidad y el rendimiento general del proceso de corte. Influye directamente en la velocidad de corte, la compatibilidad del material y la idoneidad del proyecto. Esta sección examina la intrincada relación entre la potencia y la velocidad de corte, analiza los niveles óptimos de potencia para diversos materiales y proporciona información sobre las consideraciones de potencia para aplicaciones específicas.
Impacto de la potencia en la velocidad de corte
La potencia de una cortadora láser es un factor determinante de su velocidad de corte. Los niveles de potencia más altos permiten velocidades de corte más rápidas al suministrar más energía a la pieza de trabajo por unidad de tiempo. Esta mayor densidad de energía permite una vaporización o fusión más rápida del material, lo que acelera la progresión del corte.
Por ejemplo, un láser de fibra de 4 kW puede cortar acero dulce de 1 mm a velocidades de hasta 20 m/min, mientras que un sistema de 10 kW puede alcanzar velocidades de hasta 50 m/min para el mismo material. Sin embargo, es fundamental tener en cuenta que la relación entre potencia y velocidad no siempre es lineal y puede verse influida por factores como las propiedades del material, la presión del gas de asistencia y la posición del punto focal.
Por el contrario, los niveles de potencia más bajos pueden requerir velocidades de corte reducidas o múltiples pasadas para conseguir la calidad de corte deseada. Este equilibrio entre potencia y velocidad subraya la importancia de seleccionar un nivel de potencia adecuado para optimizar la productividad y la eficacia de las operaciones de corte por láser.
Niveles de potencia para distintos materiales
La potencia de una cortadora láser es un factor clave para determinar su capacidad de procesamiento de materiales, incluidos los tipos de materiales que puede cortar y sus grosores máximos. Las siguientes directrices proporcionan una visión más completa de los requisitos de potencia para diversos materiales:
30-100 vatios: Adecuado para materiales no metálicos como papel, cartón, plásticos finos (hasta 3 mm), tejidos ligeros y chapas finas de madera. Ideal para aplicaciones de grabado en diversas superficies.
100-300 vatios: Eficaz para cortar materiales no metálicos más gruesos, como acrílico (hasta 10 mm), tableros de fibra de densidad media (MDF) de hasta 6 mm, madera contrachapada de hasta 8 mm y cuero. También puede marcar y grabar en algunos metales.
300-500 vatios: Capaz de cortar madera gruesa (hasta 15 mm), plásticos (hasta 15 mm) y metales finos como aluminio (hasta 1,5 mm) y acero dulce (hasta 3 mm). Adecuada para aplicaciones de corte no metálicas más exigentes.
500-1000 vatios: Maneja una amplia gama de materiales, incluidos plásticos más gruesos (hasta 25 mm), madera (hasta 25 mm) y metales como acero inoxidable (hasta 6 mm) y acero dulce (hasta 10 mm).
1000-6000 vatios: Ideal para el corte de metales pesados, incluidos el acero inoxidable de hasta 25 mm, el acero dulce de hasta 30 mm y el aluminio de hasta 15 mm. Estos sistemas se utilizan habitualmente en entornos de fabricación industrial.
6000+ vatios: Sistemas de potencia ultraelevada capaces de cortar chapas metálicas gruesas (30 mm+ para acero) a altas velocidades. Se utilizan en aplicaciones industriales especializadas y fabricación pesada.
A la hora de seleccionar la potencia de una cortadora láser, es fundamental tener en cuenta no sólo el tipo y el grosor del material, sino también factores como la calidad de corte deseada, el volumen de producción y las posibles necesidades futuras. Una potencia insuficiente puede provocar cortes incompletos, mala calidad de los bordes o un exceso de zonas afectadas por el calor, mientras que una potencia excesiva puede dañar el material, reducir la precisión o consumir energía innecesariamente.
III. ¿Cómo seleccionar la potencia del láser?
Los materiales cortados por la máquina de corte láser de fibra son metales, principalmente acero inoxidable, acero al carbono, aluminio, latón, etc.
El grosor de corte que se puede conseguir aumenta a mayor potencia del láser.
La potencia de una máquina de corte láser de fibra depende principalmente de la fuente láser. En el mercado, 2000W y más se denominan generalmente de alta potencia, la potencia entre 1000w-2000w es de potencia media, y la potencia por debajo de 1000W se denomina de baja potencia.
En cuanto a la demanda actual, el mercado tiene una gran demanda de máquinas de corte por láser de fibra de 2000W, que pueden satisfacer la mayoría de las necesidades de corte. La velocidad de corte por encima de 2000W puede ser más rápida, pero el precio también es más alto. La potencia del láser es uno de los principales factores que afectan directamente el precio de las máquinas de corte láser.
Para placas finas de acero inoxidable y acero al carbono, se puede utilizar una máquina de corte por láser de fibra de baja potencia para cortar bien y, al mismo tiempo, garantizar una alta velocidad de corte, lo que no sólo garantiza la eficiencia del trabajo, sino que también ahorra costes.
Por lo tanto, al comprar una máquina de corte por láser, debemos elegir razonablemente de acuerdo a nuestros propios materiales metálicos y el espesor del material y no perseguir ciegamente una alta potencia.
Por supuesto, si va a cortar tanto placas gruesas como chapas finas, y hay una gran demanda de capacidad de producción, una máquina de corte por láser de alta potencia dentro del rango de precios asequibles es también una mejor opción.
Ajustando adecuadamente la velocidad de corte y cambiando el gas auxiliar, la máquina de corte láser de alta potencia también puede controlar bien la calidad del corte.
Existen productos diversificados para satisfacer las diferentes necesidades de los usuarios de máquinas de corte por láser de fibra.
Pequeño láser de fibra óptica Las máquinas de corte son adecuadas principalmente para clientes de los sectores de ferretería, cocina y baño.
Las máquinas de corte por láser de fibra de potencia media son generalmente elegidas por los clientes en la publicidad, chapa metálicay chasis.
Alta potencia máquinas de corte por láser de fibra son necesarios para clientes de los sectores aeronáutico, aeroespacial, ferroviario, automovilístico y otros.
La elección de la máquina de corte por láser de fibra de alta potencia depende de las necesidades de corte personales de los clientes.
Ejemplo
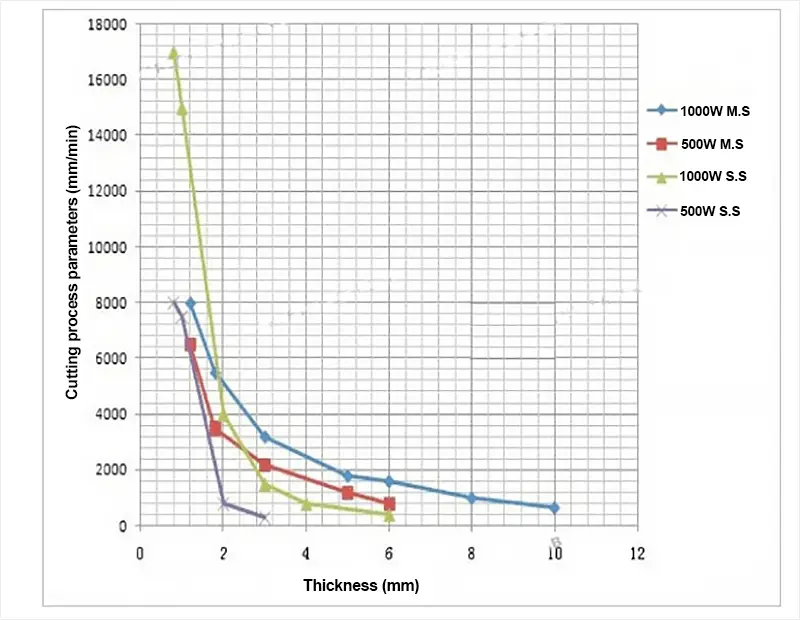
Tomemos como ejemplo de análisis el común de 500W-1000W:
Comparación de los parámetros del proceso de corte: Máquinas de corte por láser de fibra de 500W vs 1000W
Acero al carbono
La diferencia de rendimiento entre las máquinas de corte por láser de fibra de 500W y 1000W es evidente al procesar acero al carbono.
Para chapas finas de acero al carbono (≤2mm), una máquina de 500W alcanza una velocidad máxima de corte de aproximadamente 6,6m/min, mientras que una máquina de 1000W la eleva a unos 8m/min, ofreciendo un aumento de productividad de 21%.
La disparidad se acentúa con los materiales más gruesos. Para acero al carbono de 6 mm, una máquina de 500 W funciona a una velocidad de corte máxima de 0,8 m/min, mientras que una máquina de 1.000 W duplica este rendimiento, alcanzando 1,6 m/min. Este aumento de la velocidad de la 100% repercute significativamente en el rendimiento de la producción de componentes de acero al carbono más gruesos.
Acero inoxidable
La diferencia de rendimiento aumenta aún más al cortar acero inoxidable, un material conocido por su mayor conductividad térmica y reflectividad en comparación con el acero al carbono.
Para chapas finas de acero inoxidable (≤2 mm), una máquina de 500 W alcanza una velocidad de corte máxima de 8 m/min. En cambio, una máquina de 1000 W duplica con creces este rendimiento, alcanzando la impresionante cifra de 17 m/min, lo que supone un aumento de 112,5% en la velocidad de corte.
La diferencia es aún más notable en el caso del acero inoxidable de grosor medio (unos 3 mm). Una máquina de 500 W funciona a una velocidad máxima de 0,4 m/min, mientras que una de 1.000 W alcanza 1,4 m/min, lo que supone un notable aumento de 250% en la velocidad de corte.
Estas comparaciones demuestran claramente que una máquina de corte por láser de fibra de 1000 W ofrece ventajas sustanciales en términos de velocidad de corte y productividad en diversos grosores y tipos de material. La mayor potencia no sólo aumenta la velocidad de corte, sino que también permite un procesamiento más eficaz de materiales reflectantes como el acero inoxidable. Para las operaciones de fabricación que priorizan el alto rendimiento y la versatilidad en el procesamiento de materiales, la máquina de corte por láser de fibra de 1000W presenta una solución significativamente más capaz y eficiente.
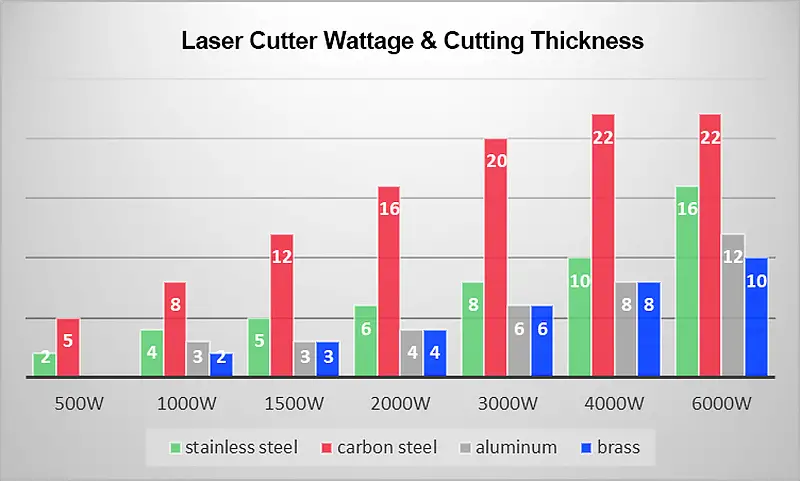
IV. Tabla de Vatios de la Cortadora Láser para Cortar Metal
La siguiente tabla de vataje de la cortadora láser de 1000W a 6000W será una buena referencia para que usted seleccione la potencia láser correcta.
Para obtener más información sobre la tabla de espesores y velocidades de corte por láser, consulte esta entrada.
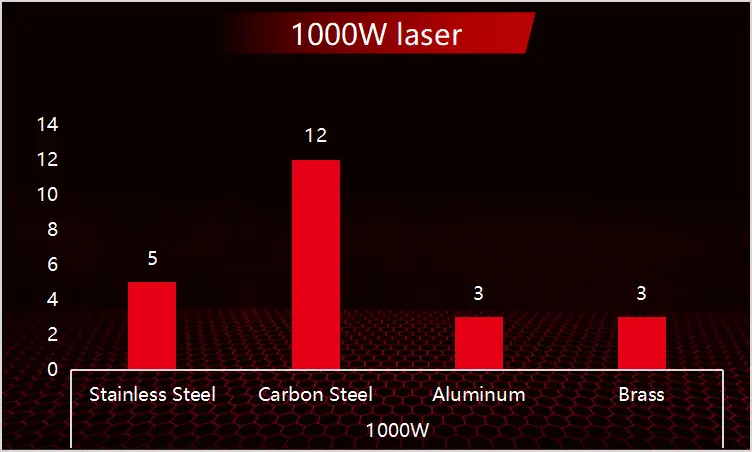
1000 W de potencia láser
1000W Espesor de corte (mm) y velocidad (m/min)
Metales
Acero inoxidable
Acero al carbono
Aluminio
Latón
Max Tks.
5
12
3
3
Velocidad
0.6
0.5-0.8
0.7-1.5
0.5-1.0
Gracias comunes.
3
6
2
2
Velocidad
1.8-2.5
1.4-1.6
2.8-3.6
2.8-3.6
Gracias.
1
1
1
1
Velocidad
18-25
8-10
6-10
6-10
1500 W de potencia láser
1500W Espesor de corte (mm) y velocidad (m/min)
Metales
Acero inoxidable
Acero al carbono
Aluminio
Latón
Max Tks.
8
14
5
4
Velocidad
0.3-0.7
0.5-0.7
0.4
0.8-1.0
Gracias comunes.
4
8
2
2
Velocidad
1.5-2.4
1-1.4
6-7
3.0-4.5
Gracias.
1
2
1
3
1
1
Velocidad
28-32
8-10
15-26
3.5-4.2
12-18
9-12
2000 W de potencia láser
2000W Espesor de corte (mm) y velocidad (m/min)
Metales
Acero inoxidable
Acero al carbono
Aluminio
Latón
Max Tks.
10
18
8
6
Velocidad
0.1-0.3
0.4-0.5
0.2-0.4
0.3-0.7
Gracias comunes.
5
10
4
4
Velocidad
1.8-2.5
1-1.1
1.5-2.0
1.2-2.0
Gracias.
1
3
1
3
1
2
1
2
Velocidad
28-38
4-5
28-38
3-4.2
15-25
7-10
12-18
4-8
3000 W de potencia láser
3000W Espesor de corte (mm) y velocidad (m/min)
Metales
Acero inoxidable
Acero al carbono
Aluminio
Latón
Max Tks.
12
22
12
8
Velocidad
0.2-0.4
0.4-0.6
0.1-0.2
0.3-0.5
Gracias comunes.
8
10
6
5
Velocidad
1.0-2.5
1.2-1.8
1.5-2.0
1.5-2.0
Gracias.
1
4
1
4
1
3
1
3
Velocidad
35-45
4-6
35-45
3.5-4.2
30-35
6.5-8
30-35
4-5
4000 W de potencia láser
4000W Espesor de corte (mm) y velocidad (m/min)
Metales
Acero inoxidable
Acero al carbono
Aluminio
Latón
Max Tks.
14
22
16
10
Velocidad
0.2-0.4
0.4-0.8
0.2-0.4
0.2-0.7
Gracias comunes.
10
12
8
6
Velocidad
0.8-1.2
1.2-1.8
0.9-1.6
1.4-2.0
Gracias.
1
5
1
6
1
4
1
3
Velocidad
35-45
3.5-5
35-45
2.5-3.4
30-35
4-6
25-35
5-8
6000 W de potencia láser
6000W Espesor de corte (mm) y velocidad (m/min)
Metales
Acero inoxidable
Acero al carbono
Aluminio
Latón
Max Tks.
25
25
25
12
Velocidad
0.2-0.4
0.3-0.5
0.1-0.2
0.3-0.5
Gracias comunes.
14
14
10
8
Velocidad
0.8-1.5
1.2-1.8
1.0-1.5
1.6-1.8
Gracias.
1
5
1
8
1
5
1
4
Velocidad
36-40
8-10
36-40
2-2.6
40-45
6-8
30-35
5-7
V. Precauciones para seleccionar la potencia adecuada de la máquina de corte por láser
Selección en función del material y el grosor de corte
Elija la potencia adecuada en función de los materiales específicos que vaya a procesar y el grosor de corte requerido. Esta determinación es crucial para seleccionar el modelo de equipo y el formato de procesamiento óptimos, sentando una base sólida para las posteriores decisiones de adquisición.
Las máquinas de corte por láser tienen aplicaciones en diversos sectores, como la fabricación de chapas metálicas, el procesamiento de metales, la publicidad, la tecnología, la fabricación de dispositivos médicos y otros. Cada aplicación puede requerir diferentes especificaciones de potencia para un rendimiento óptimo.
Selección según la calidad de la superficie de corte
La presencia de rebabas en las superficies cortadas por láser depende principalmente del grosor del corte y del tipo de gas de asistencia utilizado. Por lo general, cuando se cortan materiales de menos de 3 mm de grosor, las rebabas son mínimas o inexistentes.
En cuanto a los gases de asistencia, el nitrógeno ofrece los mejores resultados en términos de calidad del canto, seguido del oxígeno. El aire comprimido, aunque rentable, suele dar el acabado de cantos menos favorable.
Las máquinas de corte por láser de metales, en particular los láseres de fibra, son famosas por producir rebabas mínimas o inexistentes, superficies de corte excepcionalmente lisas, velocidades de corte relativamente altas y una deformación mínima del material. Estas características las hacen ideales para aplicaciones de corte de precisión.
Selección de componentes básicos para sistemas de corte por láser
La elección de la fuente láser y el cabezal de corte es crucial. Los láseres importados suelen utilizar fuentes IPG (IPG Photonics), mientras que las opciones nacionales suelen emplear láseres Raycus. Ambos tienen sus ventajas, ya que IPG suele ofrecer una mayor fiabilidad y Raycus una solución más rentable.
Además, tenga en cuenta otros componentes críticos que influyen en la precisión de corte y el rendimiento general de la máquina:
Sistema de movimiento: Preferiblemente servomotores importados para un control preciso
Guías lineales: Guías de alta calidad para un movimiento suave y preciso
Bancada de la máquina: Construcción rígida para minimizar las vibraciones y mantener la precisión.
Controlador CNC: Sistemas de control avanzados para una gestión óptima del proceso
El sistema de refrigeración es un componente crítico que a menudo se pasa por alto. Los refrigeradores industriales son muy recomendables frente a las unidades de aire acondicionado estándar, ya que proporcionan una refrigeración más estable y eficiente, crucial para mantener el rendimiento y la longevidad del láser.
Selección de la potencia del láser
Adapte la potencia del láser a sus requisitos de producción específicos. Por ejemplo, si la mayoría de las operaciones implican el corte de chapas metálicas de menos de 6 mm de grosor, una máquina de corte por láser de 1000 W puede ser suficiente, ya que ofrece un equilibrio entre rendimiento y rentabilidad.
Para la producción de grandes volúmenes, en lugar de optar por una única máquina de alta potencia, considere la posibilidad de invertir en varios sistemas de corte por láser de potencia media. Esta estrategia ofrece varias ventajas:
Mayor flexibilidad de producción
Reducción del riesgo de inactividad (si una máquina requiere mantenimiento)
Mejor control de costes y mejora potencial de los márgenes de beneficio
Capacidad para gestionar con mayor eficacia trabajos de distintos tamaños
Al tomar la decisión final, tenga en cuenta factores como:
Previsiones de crecimiento futuro
Variedad de materiales a procesar
Velocidad y calidad de corte requeridas
Coste total de propiedad, incluido el consumo de energía y el mantenimiento
Evaluando cuidadosamente estos factores, los fabricantes pueden seleccionar equipos de corte por láser que equilibren de forma óptima el rendimiento, la eficiencia y la rentabilidad para sus necesidades de producción específicas.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado por qué su máquina de corte por láser no corta el metal limpiamente? Este artículo explora las causas más comunes de este problema y ofrece soluciones prácticas para...
¿Qué pasaría si le dijera que el entorno de su cortadora láser puede hacer o deshacer su rendimiento? Este artículo cubre diez requisitos cruciales para optimizar el entorno de su...
¿Las cortadoras láser de alta potencia revolucionarán el futuro del corte de metales? A medida que las industrias demandan un procesamiento de materiales más rápido, preciso y grueso, las máquinas de corte por láser de alta potencia se...
Imagine cortar metal sin esfuerzo con precisión y velocidad. Este artículo sobre el funcionamiento de la cortadora láser de fibra cubre las preguntas más frecuentes, desde las medidas de seguridad hasta las funciones de los componentes, garantizando un rendimiento y una seguridad óptimos....
¿Alguna vez ha tenido problemas para elegir la boquilla de corte por láser adecuada para su proyecto? Seleccionar la boquilla óptima es crucial para lograr cortes limpios y precisos y maximizar la eficiencia. En este...
¿Se ha preguntado alguna vez cómo funciona una máquina de corte por láser? En esta entrada del blog, nos adentraremos en el funcionamiento interno de estas máquinas de alta precisión que han revolucionado...
¿Alguna vez se ha preguntado cómo un láser puede cortar el metal como un cuchillo caliente la mantequilla? En este fascinante artículo, exploraremos la ciencia que hay detrás de la tecnología de corte por láser de fibra....
¿Siente curiosidad por la tecnología de vanguardia que está revolucionando la fabricación? En esta entrada del blog, nos sumergiremos en el mundo de las máquinas de corte por láser, explorando sus ventajas y los principales fabricantes que dominan...
Imagine las catastróficas consecuencias de descuidar el mantenimiento de las máquinas de corte por láser. No permita que su empresa sea víctima de costosos tiempos de inactividad y reparaciones. En esta entrada de blog, nos sumergiremos en las...







.jpg)







