Función del orificio de fabricación de chapa
Los orificios para la fabricación de chapa metálica, también conocidos como cortes en relieve o muescas, desempeñan un papel fundamental a la hora de evitar la deformación del material y garantizar la precisión de las operaciones de plegado. Estas aberturas estratégicamente situadas son esenciales para mantener la integridad estructural y conseguir productos acabados de alta calidad en los procesos de fabricación de chapa metálica.
Cuando una línea de plegado se cruza en un único punto o se aproxima al borde de la chapa a una distancia inferior al doble del grosor del material, se hacen necesarios los orificios de fabricación. Estos orificios alivian la concentración de tensiones y evitan el estiramiento o el desgarro no deseados del material durante la operación de plegado. Al incorporar orificios de fabricación del tamaño y la posición adecuados, los fabricantes pueden conseguir doblados limpios y precisos sin comprometer la integridad del material.
Los orificios de fabricación son especialmente cruciales en las piezas de chapa metálica que requieren recubrimiento de bordes y operaciones de plegado complejas. Permiten controlar el flujo de material y la distribución de tensiones, lo que garantiza un plegado uniforme y evita el adelgazamiento o la fractura localizados. En los diseños más sencillos, en los que no es necesario el rebordeado ni el plegado complejo, pueden omitirse los orificios de fabricación, lo que agiliza el proceso de fabricación.
Desventajas de omitir los orificios de fabricación:
- Adelgazamiento del material: Sin orificios de fabricación, los bordes y las esquinas del material curvado pueden experimentar un adelgazamiento significativo, debilitando potencialmente la estructura.
- Problemas de soldadura: Los bordes adelgazados suelen requerir material de relleno durante la soldadura, lo que aumenta el tiempo y el coste de producción.
- Riesgo de deformación: La ausencia de puntos de alivio de tensiones puede dar lugar a una distribución desigual del material, lo que provoca deformaciones en la soldadura y compromete la precisión dimensional.
- Reducción de la calidad del plegado: Las esquinas y bordes afilados pueden agrietarse o partirse sin un alivio de tensión adecuado, lo que provoca el rechazo de piezas y el aumento de las tasas de desecho.
Ventajas de incorporar orificios de fabricación:
- Calidad de doblado mejorada: Los orificios de fabricación garantizan curvaturas suaves y uniformes en los bordes envueltos sin estiramiento ni distorsión del material.
- Mejora de la integridad estructural: Al evitar la concentración de tensiones localizadas, los orificios de fabricación mantienen la resistencia general del componente doblado.
- Mayor eficacia de producción: Los orificios de fabricación correctamente diseñados reducen la necesidad de operaciones secundarias y repeticiones, lo que agiliza el proceso de fabricación.
- Mejor calidad de soldadura: Al mantener el espesor del material en los bordes, los orificios de fabricación facilitan soldaduras más fuertes y fiables con un mínimo de material de relleno.
- Flexibilidad de diseño: El uso estratégico de orificios de fabricación permite geometrías de plegado más complejas y tolerancias más ajustadas en los diseños de chapa metálica.
Técnicas de apertura de orificios en los procesos de plegado de chapas metálicas
Determinación del tamaño óptimo de los orificios de fabricación:
Las dimensiones de los orificios de fabricación en chapa metálica dependen en gran medida de su ubicación y de las propiedades del material. Para los orificios situados en la intersección de dos líneas de plegado, el diámetro suele ser de 2 a 2,5 veces el grosor del material. De este modo se garantiza una holgura suficiente para evitar el desgarro del material o una concentración excesiva de tensiones durante la operación de doblado. El diámetro mínimo de los orificios no debe ser inferior a 1,5 veces el espesor de la chapa para mantener la integridad estructural.
En el caso de materiales de mayor espesor, es necesario aumentar el tamaño del orificio de fabricación para adaptarse al radio de curvatura más amplio y evitar la deformación del material. Una regla general es añadir entre 0,5 y 1 veces el grosor del material al diámetro del orificio por cada 3 mm de aumento del grosor de la chapa por encima de 6 mm.
Consideraciones y mejoras para los orificios de fabricación:
Aunque los orificios de fabricación son esenciales para muchos diseños de chapa metálica, pueden plantear problemas, sobre todo en aplicaciones de chapa gruesa:
- Pérdida de material: Se produce un desplazamiento significativo de material en el ángulo de doblado, lo que puede comprometer el aspecto estético y la integridad estructural de la pieza.
- Dificultades de soldadura: La pérdida de material puede crear huecos difíciles de soldar eficazmente, lo que puede dar lugar a uniones débiles o a mayores requisitos de postprocesado.
- Concentración de tensiones: Los orificios mal dimensionados pueden provocar una concentración de tensiones, lo que aumenta el riesgo de iniciación y propagación de grietas durante la flexión o bajo carga.
Para resolver estos problemas, considere las siguientes técnicas mejoradas:
- Geometría de orificios optimizada: En lugar de orificios circulares, utilice orificios alargados u ovalados orientados en paralelo a la línea de plegado. Esta forma acomoda mejor el flujo de material durante el plegado.
- Agujeros escalonados o cónicos: Para placas gruesas, utilice un diseño de orificio escalonado o cónico. El mayor diámetro de la superficie exterior se reduce gradualmente hacia la línea de doblado, lo que minimiza la pérdida de material y mantiene la holgura.
- Técnicas de refuerzo: En aplicaciones críticas, considere el refuerzo local alrededor de la zona del orificio mediante técnicas como la formación de hoyuelos o la adición de cartelas para mantener la resistencia y mejorar la soldabilidad.
- Métodos de corte avanzados: Utilice tecnologías de corte de precisión como el corte por láser o por chorro de agua para crear geometrías de orificios complejas que optimicen el flujo de material y minimicen la concentración de tensiones.
- Análisis de elementos finitos (FEA): Para componentes críticos o producción de gran volumen, emplee simulaciones de AEF para optimizar el tamaño y la geometría de los orificios en función de las propiedades específicas de los materiales y los parámetros de flexión.
Método de optimización del orificio de fabricación
El tamaño del agujero en fabricación de chapa metálica puede determinarse basándose en el borde de flexión y teniendo en cuenta el grosor de la chapa y el filete de flexión para evitar posibles problemas.
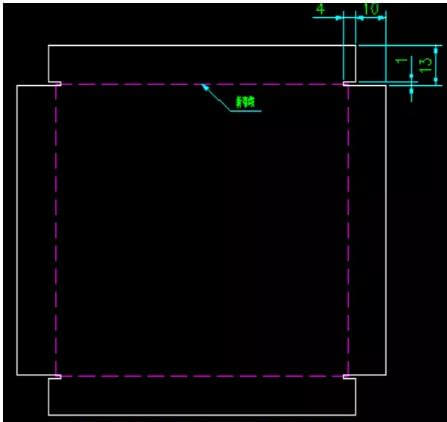
Para una representación visual, consulte la siguiente figura.
La figura anterior ilustra una caja cuadrada de chapa metálica con un grosor de 3 mm y una altura de flexión de 15 mm en los cuatro lados.
Esquema de mejora del orificio de fabricación
Mejora del método de supresión:
Existen dos métodos de hoja cierre metálicoEl troquelado y el corte por láser. El punzonado produce principalmente agujeros redondos, con una capacidad limitada para producir agujeros cuadrados o largos debido a las restricciones del molde. En el caso de la chapa de 3 mm que se muestra en la figura anterior, corte por láser se utiliza para el cegado.
Mejora de la forma del orificio de fabricación:
Para evitar problemas estéticos tras el doblado, se puede utilizar una forma de tira larga para los orificios de fabricación.
Determinación del tamaño del orificio de fabricación de tiras largas:
Normalmente se utiliza una anchura de 1 mm, ya que no afecta negativamente a la apariencia o la liberación de plegado de chapa deformaciones.
Método de cálculo de la dimensión de profundidad:
La dimensión de profundidad se calcula de la siguiente manera: 10 mm es igual a la altura de flexión menos 3 mm más un factor de 5, y 4 mm es igual al grosor del material de chapa más 1 mm.
Efecto de mejora del orificio de fabricación
Utilizando este método, la pieza de chapa metálica después del doblado tendrá una estrecha separación de sólo 1 mm. Consulte el renderizado tridimensional para obtener una representación visual.
Después de doblar el orificio de fabricación realizado con este método, el ángulo de doblado está bien controlado y, como resultado, se puede realizar la soldadura sin necesidad de material de relleno adicional.
¿Por qué hay que evitar doblar y dibujar?
Impacto de la flexión y la tracción:
(1) El tamaño de curvatura se ve afectado:
Durante el proceso de embutición, se requiere una cantidad significativa de fuerza para separar el espesor de la chapa. Esto puede hacer que la pieza se mueva y se produzcan desplazamientos dimensionales debido a la dirección impredecible de la fuerza aplicada.
(2) Matriz de plegado es Vulnerable a los Daños:
Como ya se ha indicado, en las esquinas afiladas se ejercen fuerzas elevadas que pueden superar la capacidad portante de la matriz y provocar su colapso y deterioro.
Norma de aplicación del orificio de fabricación del posicionamiento de flexión
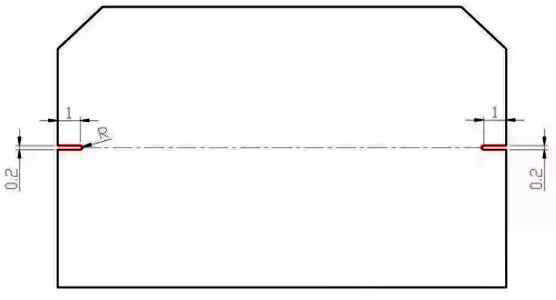
Tamaño y forma del orificio de fabricación:
- El tamaño de la abertura para el orificio de fabricación es de 1 mm x 0,2 mm con un radio de raíz de 0,1 mm. Este diseño es adecuado para espesores de chapa inferiores o iguales a 3 mm.
- El tamaño de la abertura para el orificio de fabricación es de 1 mm x 0,4 mm con un radio de raíz de 0,2 mm. Este diseño es adecuado para espesores de chapa de entre 3 mm y 6 mm.
Ámbito de aplicación:
- Tipo de ángulo:
El ángulo de flexión no es de 90 grados perfectos, y se perforan orificios de posicionamiento en todas las posiciones de flexión, incluso en los puntos de flexión solapados.
- Tipo de acoplamiento:
Para piezas de aspecto o piezas de unión a tope con requisitos de precisión estrictos, deben taladrarse orificios de posicionamiento en el posición de flexión.
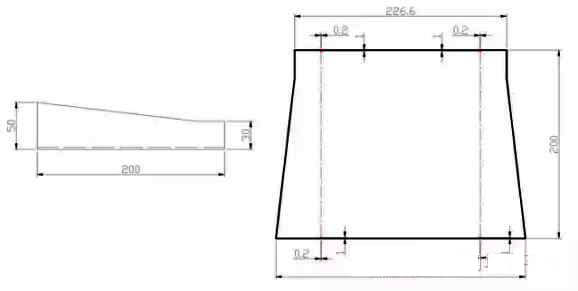
- Tipo de gran tamaño:
Cuando el tamaño del plegado supera los 200 mm, todos los orificios de posicionamiento deben taladrarse en la posición de plegado.
- Flexión continua de múltiples tipos complejos:
Para el plegado continuo de piezas complejas, deben añadirse orificios de posicionamiento a partir del tercer borde de plegado.
- Doblar tipo de orden:
Para las piezas que no pueden procesarse siguiendo la secuencia de plegado estándar, deben taladrarse orificios de posicionamiento en la posición de plegado.
- Repite el tipo de curva:
Debido a las limitaciones de los equipos de plegado, se deben taladrar orificios de posicionamiento en todas las posiciones de plegado para las piezas que requieren un plegado repetido.
- No se apoye en la regla de tope:
Deben perforarse orificios de posicionamiento en todas las posiciones de plegado para las piezas que no pueden colocarse a tope contra el tipo de regla de tope.
- Tipo de raíl guía:
Los orificios de posicionamiento deben taladrarse en la posición de plegado para las piezas del tipo carril guía.
- Orificio de posicionamiento circular:
Los orificios de posicionamiento se taladran en los puntos de inicio de los arcos en ambos extremos de la curva.
- Tipo de placa de tiro:
Los orificios de posicionamiento deben taladrarse en el lugar de doblado de los componentes de la placa de tracción.
- Tipo de solapamiento:
Los orificios de posicionamiento deben taladrarse en el lugar de solapamiento de los componentes solapados. El orificio de posicionamiento debe taladrarse en la dimensión especificada para el plegado continuo, basándose en el borde de solapamiento.