Manual de funcionamiento de la cizalla de guillotina hidráulica
¿Alguna vez se ha preguntado cómo se cortan con precisión grandes planchas de metal con el mínimo esfuerzo? En este artículo exploramos el fascinante mundo de las cizallas de guillotina hidráulicas. Conocerá sus características de seguridad, sus pautas de funcionamiento y la tecnología que hay detrás de sus precisos cortes. Prepárese para descubrir los secretos de estas potentes máquinas y mejorar su comprensión de sus increíbles capacidades.
Al utilizar la cizalla de guillotina hidráulica, es primordial seguir los protocolos de seguridad fundamentales para mitigar los riesgos de incendio, descarga eléctrica y lesiones personales. Antes de utilizar la máquina, los operarios deben revisar y comprender todas las instrucciones y conservarlas para futuras consultas.
Los operadores deben poseer un conocimiento exhaustivo de la construcción, las características y los parámetros operativos de la máquina, tal y como se detalla en el Manual de funcionamiento. En situaciones con varios operadores, un supervisor designado debe supervisar la producción para garantizar un funcionamiento cohesionado y seguro.
Está terminantemente prohibido utilizar la máquina con cualquier parte del cuerpo, incluidas las manos, dentro de la zona de funcionamiento de la máquina. Se debe tener especial cuidado para evitar que las manos entren en el espacio entre las matrices superior e inferior, ya que esto supone un grave riesgo de lesiones.
La lubricación debe aplicarse de acuerdo con el diagrama de lubricación suministrado, garantizando el mantenimiento adecuado y la longevidad de la máquina.
Mantenga un espacio de trabajo limpio y organizado, incluyendo la zona circundante y las líneas de aislamiento eléctrico. Debe prestarse especial atención a mantener la zona de la mesa de trabajo libre de obstáculos para evitar accidentes y garantizar un flujo de trabajo óptimo.
Realice inspecciones periódicas y exhaustivas de todos los componentes de la máquina para identificar y abordar posibles peligros antes de que se agraven.
La presión máxima de trabajo de la máquina viene ajustada de fábrica a 23 MPa. Puede ajustarse para satisfacer requisitos operativos específicos, pero sólo por personal cualificado que siga los procedimientos adecuados.
El acceso al armario eléctrico está restringido únicamente al personal autorizado. Antes de abrir la puerta del armario, compruebe que el interruptor de alimentación está en la posición OFF para evitar riesgos eléctricos.
Esta señal de advertencia y el Manual de instrucciones forman parte integrante de la seguridad de la máquina. No los retire, desfigure ni cambie de lugar bajo ninguna circunstancia.
INTRODUCCIÓN
Recomendamos encarecidamente a todos los usuarios y operadores que revisen detenidamente este Manual de funcionamiento antes de utilizar la máquina. Esta completa guía está diseñada para personal especializado y cualificado, y proporciona diagramas y documentación esenciales para garantizar un manejo seguro, una instalación adecuada, un funcionamiento eficiente y un mantenimiento eficaz de la cizalla hidráulica de chapa.
La información presentada en este manual es correcta en la fecha de su publicación. No obstante, nuestra empresa se reserva el derecho de introducir modificaciones y mejoras sin previo aviso, como parte de nuestro compromiso de mejora continua del producto.
La instalación correcta de la máquina, como se detalla en este manual, es crucial para un rendimiento óptimo. Las inspecciones periódicas y los servicios de mantenimiento diligentes son igualmente importantes para mantener la eficacia, precisión y longevidad de la máquina. El cumplimiento de estas directrices prolongará considerablemente la vida útil de la máquina y garantizará un rendimiento constante y de alta calidad.
Es imprescindible tener en cuenta que el manejo incorrecto o irresponsable de la cizalla hidráulica de chapa puede provocar daños irreparables en el equipo y, lo que es más grave, comprometer la seguridad del operario y del personal circundante. Los protocolos de seguridad descritos en este manual deben seguirse estrictamente en todo momento.
Nuestra empresa declina toda responsabilidad por daños o lesiones derivados de un mantenimiento inadecuado, modificaciones no autorizadas o conexiones realizadas por personal no cualificado. Para mantener la garantía de la máquina y garantizar su funcionamiento seguro, todo el mantenimiento y las modificaciones deben ser realizados por técnicos autorizados que utilicen piezas y procedimientos homologados.
Hacemos especial hincapié en la importancia de comprender completamente este manual antes de intentar utilizar la cizalla hidráulica para chapa metálica. La comprensión adecuada de las capacidades, limitaciones y características de seguridad de la máquina es esencial para maximizar la productividad mientras se mantiene un entorno de trabajo seguro.
Siguiendo las directrices presentadas en este manual, los operadores pueden garantizar la longevidad de la máquina, mantener una precisión de corte óptima y mantener los más altos estándares de seguridad en el lugar de trabajo en las operaciones de fabricación de chapa metálica.
características estándar de la cizalla de guillotina
Esta máquina es famosa por su fiabilidad demostrada y su capacidad de alto rendimiento en operaciones de corte de precisión de metales.
El robusto bastidor, fabricado con materiales de alta resistencia, garantiza la integridad estructural a largo plazo y una precisión de corte constante durante largos periodos de funcionamiento.
El innovador sistema hidráulico monobloque reduce significativamente las tuberías hidráulicas, minimizando los posibles puntos de fuga y mejorando la fiabilidad general del sistema y la eficacia del mantenimiento.
El sistema hidráulico de doble bomba ofrece una acción de corte rápida e independiente a la vez que permite una presión de retención variable, optimizando el rendimiento de corte en diversos grosores y tipos de material.
La protección contra sobrecargas hidráulicas integrada protege los componentes críticos contra fuerzas excesivas, lo que aumenta la longevidad de la máquina y la seguridad de funcionamiento.
La iluminación LED de alta intensidad está estratégicamente situada para proporcionar una visibilidad óptima de la zona de corte, mejorando la precisión de corte y la seguridad del operario.
El ajuste de precisión de la holgura de la hoja se facilita mediante un sistema indicador de fácil uso calibrado en función del grosor del material, lo que garantiza una calidad de corte uniforme en distintas dimensiones de material.
El sistema hidroeléctrico de ajuste del ángulo de rastrillo permite ajustar con precisión el ángulo de la hoja, minimizando la distorsión del material y maximizando la capacidad de corte efectiva de la máquina para placas más gruesas.
Las cuchillas de corte están fabricadas con acero para herramientas D2 de primera calidad, con un alto contenido de cromo y carbono para una mayor dureza, resistencia al desgaste y rendimiento de corte. Estas cuchillas se fabrican exclusivamente en el Reino Unido siguiendo estrictas normas de calidad.
Un tope trasero motorizado con una carrera de 750 mm está equipado con lectura digital y volante de ajuste fino, lo que facilita el posicionamiento preciso del material y las operaciones de corte repetitivas.
El sistema eléctrico incorpora componentes de calidad industrial con protección integrada contra sobrecargas del motor, lo que garantiza un rendimiento fiable y protege contra fallos eléctricos.
Un brazo escuadrador de 1.000 mm con escala integrada y tope retráctil mejora la manipulación del material y la precisión de corte en grandes operaciones de chapa metálica.
La máquina se entrega con un sistema hidráulico totalmente cebado, lo que permite su funcionamiento inmediato tras la instalación.
Se incluye un completo conjunto de herramientas de mantenimiento que facilitan el mantenimiento rutinario y pequeños ajustes para mantener un rendimiento óptimo.
Cizalla de guillotina hidráulica INSTALACIÓN
Embalaje y envío de cizallas de guillotina
Todas las máquinas se preparan meticulosamente para el envío, con el brazo escuadrador y el pedal de pie firmemente sujetos al guardamanos para evitar que se muevan durante el transporte. Un completo juego de herramientas de trabajo y un detallado manual de funcionamiento se guardan de forma segura dentro del cuadro eléctrico para facilitar el acceso a su llegada.
Todas las superficies metálicas expuestas están protegidas con un compuesto resistente a la corrosión, fácilmente eliminable con disolventes adecuados o queroseno.
Elevación de la cizalla de guillotina
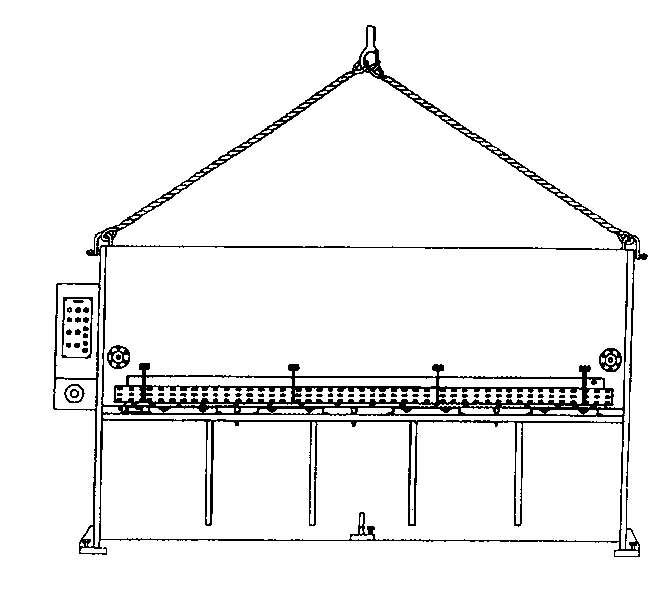
Para una elevación segura, utilice únicamente cables o cadenas certificados con la capacidad de carga adecuada. Sujételos a los dos puntos de elevación integrados en el bastidor de la máquina a ambos lados. Compruebe siempre que la capacidad nominal del equipo de elevación supera el peso de la máquina en un factor de seguridad adecuado.
Requisitos básicos
Aunque nuestras cizallas están diseñadas para funcionar de forma independiente, el rendimiento y la longevidad óptimos se consiguen con una cimentación de hormigón armado de alta calidad. Las especificaciones recomendadas incluyen:
Espesor mínimo: 150 mm
Resistencia del hormigón: Al menos 25 MPa (3600 psi)
Refuerzo: Malla de acero o barras de refuerzo según los códigos de construcción locales.
Planitud de la superficie: Dentro de ±5 mm en un tramo de 3 m
Procedimiento de instalación y nivelación
Una nivelación precisa es fundamental para garantizar una exactitud de corte óptima y minimizar el desgaste de los componentes. Siga estos pasos:
Coloque cinco placas de base (de dimensiones mínimas 150 x 150 x 9 mm) bajo los pies de la máquina para distribuir la carga y proteger el suelo.
Utilice un nivel de maquinista de precisión (precisión de al menos 0,02 mm/m) en la zona de sujeción de la placa.
Ajuste sistemáticamente los tornillos de nivelación, comprobando los ejes longitudinal y transversal.
Una vez nivelada, fíjela con una mezcla de lechada epoxídica de alta resistencia que no se contraiga. Deje transcurrir el tiempo de curado adecuado según las especificaciones del fabricante.
Instalación eléctrica
Antes de conectar la alimentación:
Compruebe que el suministro eléctrico local cumple los requisitos de tensión, frecuencia y fase de la máquina.
Asegúrese de que el cable de alimentación cumple los códigos eléctricos locales en cuanto a ampacidad y aislamiento.
Conecte el cable de alimentación al terminal R.S.T.E. situado en la parte inferior izquierda del cuadro eléctrico.
Para las máquinas que requieren un cable neutro (N), asegúrese de que esté correctamente conectado y puesto a tierra.
Instale una protección de sobreintensidad adecuada y, si lo exigen las normativas locales, un interruptor de desconexión con cerradura.
Consulte siempre a un electricista autorizado para las conexiones finales y las comprobaciones de seguridad.
EQUIPO DISPOSITIVO DE CONTROL ESTÁNDAR
Botón de inicio
Para poner en marcha el motor principal y el circuito de control
Botón Stop
Para detener la marcha del motor principal y el circuito de control
Modo Auto/Man
Seleccionar el modo de trabajo
Interruptor selector
En modo automático: -Función de ajuste del ángulo de inclinación -Función de retroceso motorizado capaz -Sólo puede comandar el corte mediante pedalEn modo Hombre: -El ajuste del ángulo de inclinación no funciona -El indicador trasero motorizado no funciona -Mando de subida y bajada del portacuchillas superior mediante pulsador '↑' o '↓'.
Pedal
Empuje para comandar la cuchilla de corte hacia abajo y suelte para que el portacuchillas superior se eleve en modo AUTO.
Luz de iluminación
Luz de trabajo para iluminar la zona de la cuchilla de corte, funcionando con alimentación monofásica a 220V, 50Hz.
Retire el brazo escuadrador y el pedal de la zona del guardamanos. Coloque el brazo escuadrador en el lado izquierdo (cerca del cuadro eléctrico) atornillándolo a la mesa de la cizalla y a dos orificios laterales.
PUESTA EN MARCHA DE LA CIZALLA
Pulse el botón 'START' y suéltelo. La luz indicadora de 'encendido' del motor debe encenderse. A continuación, ajuste el selector de modo de la posición 'MAN' a 'AUTO'. El portacuchillas superior se elevará al cabo de unos segundos. Si no lo hace, esto indica que el motor está funcionando en la dirección equivocada. En este caso, desconecte la alimentación eléctrica, invierta uno de los dos cables de fase y vuelva a arrancar el motor. El portacuchillas superior subirá y se detendrá cuando alcance el final de carrera L/S 2.
AJUSTE DEL ÁNGULO DE INCLINACIÓN
Ponga el selector en modo "AUTO". El ajuste del ángulo de inclinación sólo está disponible en este modo.
Pulse el botón "ángulo +", el portacuchillas superior debe subir hasta 3 grados (deben encenderse tres luces) y detenerse cuando alcance el final de carrera L/S 7.
Pulse el botón "ángulo -", el portacuchillas superior debe bajar hasta 1 grado (se encenderá una luz) y se detendrá cuando alcance el interruptor de fin de carrera L/S 5.
Lo anterior confirma que el sistema de ajuste del ángulo de inclinación funciona correctamente.
AJUSTE DEL BRAZO ESCUADRADOR
Arranca el motor y mantenlo en modo AUTO.
Pulse el botón "ángulo -" hasta que el ángulo de inclinación se reduzca a 1 grado y se detenga pulsando el interruptor de fin de carrera L/S 5.
Ponga el selector en modo "MAN".
Pulse el botón '↓', la cuchilla superior bajará y se intersectará con la cuchilla inferior. Compruebe que el punto de intersección está a unos 300 mm a 400 mm del inicio del corte (LHS).
Utilice una escuadra triangular fiable para medir contra la hoja superior y ajustar la escuadra del brazo de escuadrado utilizando los dos pernos y tuercas laterales.
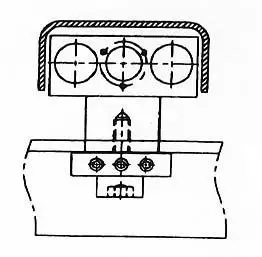
AJUSTE DE LA HOLGURA DE LAS CUCHILLAS
En la parte trasera de la cizalla, hay dos niveles de ajuste de la holgura de la cuchilla a ambos lados de la máquina, ambos con indicación del grosor de la chapa. La fábrica los ajusta en la posición más baja durante la entrega, que es adecuada para cortar chapas de acero dulce de 5 a 6 mm (1/4 de pulgada) de grosor. Para ajustarlos, tire del casquillo de bloqueo y levántelo hasta la posición de 1 mm. Será más pesado ajustarlo en la posición superior (1mm) que en la posición inferior (6mm) debido a la tensión del muelle. Ambos lados del ajuste de la holgura de la hoja vienen ajustados de fábrica y deben tener una tensión similar.
Ponga el selector en modo AUTO, el tope trasero motorizado sólo funciona en este modo. La fábrica ha ajustado con precisión la lectura del calibrador trasero motorizado y debe corresponder a la distancia de la barra del calibrador trasero al filo de corte. Al pulsar el botón '+', la barra del tope trasero se desplaza hacia atrás, la lectura aumenta, y se detiene al llegar al final de carrera máximo L/S 3. Al pulsar el botón '-', la barra del tope trasero se desplaza hacia delante, la lectura disminuye, y se detiene al llegar al final de carrera mínimo L/S 4. El paralelismo del tope trasero viene ajustado de fábrica, pero puede calibrarse si es necesario. Para quitar el revestimiento antioxidante antes de cortar, lleve la barra calibradora trasera hacia atrás.
HOLGURA DE LA HOJA
Tabla de holguras de las cuchillas
Ajuste rápido de la hoja
Clearance
Fo espesor del material
Blade
Clearance
Posición superior
1 a 2 mm
( 1/24'' a 1/12'' )
0,05 mm
(0.002")
2ª posición
3 a 4,5 mm
( 1/8" a 3/16'' )
0,3 mm
(0.012")
Posición más baja
5 a 6,5 mm
(5/24" a 13/48'' )
0,6 mm
(0.023")
Comprobación de la holgura máxima
Coloque la palanca de holgura de la cuchilla en la posición más baja.
Poner el ángulo de inclinación a 3 grados en modo 'AUTO'.
Ponga el selector en modo "MAN".
Pulsar el botón '↓' para bajar el portacuchillas superior y tener el punto de interceptación de la cuchilla superior e inferior justo antes del final de la cuchilla (RHS).
Utilice una galga de espesores para comprobar la holgura en el punto de interceptación; debe ser de 0,6 mm (0,023").
Pulsar el botón '↑' para subir el portacuchillas superior hasta el punto de interceptación justo antes de empezar a cortar.
Utilice una galga de espesores para comprobar, debe estar a 0,6 mm (0,023 ")
Comprobación de la distancia mínima
Ponga el selector en modo "MAN".
Asegúrese de que las palancas de holgura rápida de las cuchillas están en la 2ª posición (3 mm). Pulse el botón '↓' hasta que el portacuchillas superior llegue a la posición más baja.
Lleve las palancas de separación rápida de la cuchilla a la posición superior (1 mm). Pulsar el botón '↑' hasta el punto de interceptación al final del corte.
Realice la medición con la galga de espesores, debe ser de 0,05mm (0,002"). Pulse el botón ' ↑ ' hasta el punto de intercepción al inicio del corte, tome la medida, debe indicar 0,05mm (0,002").
Atención
Sólo se permite personal con experiencia y cualificado
Se recomienda que sólo personas experimentadas y cualificadas realicen las comprobaciones de las cuchillas. También se recomienda que trabajen dos personas juntas.
Procedimiento adecuado
El calibrador trasero debe colocarse en su posición más retrasada (máximo hacia fuera) antes de empezar.
La seguridad ante todo
Extreme las precauciones al ajustar o comprobar la holgura de la cuchilla, ya que una manipulación incorrecta puede provocar daños excesivos en la cuchilla o lesiones al personal.
MANTENIMIENTO
Lubricación y aceite hidráulico
Esta cizalla guillotina requiere aceite hidráulico de grado 68. Utilice únicamente este mismo grado de aceite para rellenar o sustituir.
FIAT-HTF 68
ENERGOL HLP 68
ESSO NUTO H68
ACEITE MOBIL-DTE 26
CONCHA-TELLUS S68
TOTAL-AZOLLA 68
Programa de lubricación
Después de las 1500 horas de trabajo iniciales, cambie todo el aceite de la máquina. Es importante vaciar todo el aceite del depósito de aceite para eliminar las impurezas que hayan podido entrar durante el montaje.
Sustituya el filtro de aceite por otro del mismo grado.
Posteriormente, cambie el aceite cada 5000 horas de trabajo.
Lubrique todos los puntos de engrase del conjunto del manómetro trasero cada dos semanas.
Calibración del Back Gauge
El calibre trasero de la máquina ha sido calibrado correctamente en fábrica. No obstante, puede ser necesario recalibrarlo cuando sea necesario.
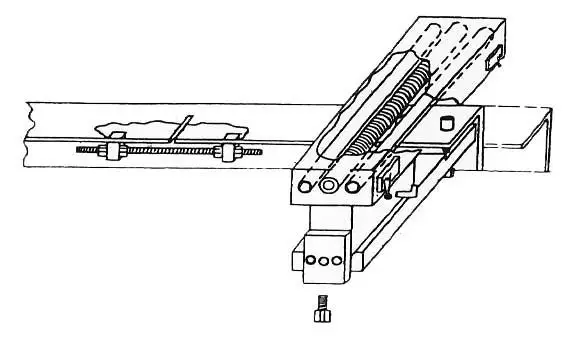
Procedimiento para ajustar el paralelismo del tope trasero
Afloje siempre el tornillo M14 antes de realizar cualquier ajuste.
Para reducir la dimensión del tope trasero, atornille el tornillo M8 y luego apriete los dos tornillos M6.
Para aumentar la dimensión del tope trasero, desenrosque los dos tornillos M6 y apriete el tornillo M8.
Apriete los tornillos M14 una vez finalizado el calibrado.
Tanto la cuchilla superior como la inferior son intercambiables e idénticas. Ajuste la holgura de la cuchilla en su posición más grande (más baja).
Ponga la cizalla en modo "AUTO" y retire los cables "F" y "S" del bloque de terminales para evitar cualquier orden de corte involuntaria mientras trabaja en la máquina.
Apague la máquina. Retire primero la cuchilla inferior y después la superior. Suelte todos los tornillos de fijación pequeños del portacuchillas superior.
Limpie las cuchillas y el alojamiento/asiento de las cuchillas. Sustituya primero la cuchilla superior y después la inferior.
Apriete los tornillos de fijación pequeños del portacuchillas superior si es necesario para reducir la holgura de la cuchilla.
Recuerde comprobar la holgura mínima y ajustar los pequeños tornillos de ajuste para cerrar las cuchillas según sea necesario.
Recuerde volver a colocar los cables "F" y "S" en sus posiciones originales antes de volver a poner la máquina en funcionamiento.
PRECAUCIÓN: Sólo personal cualificado y con experiencia debe realizar esta tarea para evitar daños en las cuchillas de la cizalla/máquina o posibles lesiones al personal.
Rectificado de la cuchilla de la cizalla
La cuchilla de la cizalla tiene forma rectangular y cuatro filos. El reafilado sólo es necesario cuando se han utilizado los cuatro filos.
RECUERDE: Rectificar sólo el grosor, no la altura de la hoja.
Después del reafilado, puede ser necesario cerrar el portacuchillas superior apretando el perno tensor situado cerca de la palanca de holgura rápida de la cuchilla debido a la pérdida de grosor de las cuchillas de la cizalla.
SISTEMA DE TRABAJO
Sistema hidráulico (Consulte Circuito hidráulico - Drg. 9.1 (b) )
Cuando se mantiene pulsado el pedal, las válvulas C y D se activan, haciendo que desciendan las pinzas de la placa.
El presostato activa la válvula B, lo que hace que la cuchilla superior descienda y corte el material.
Cuando se suelta el pedal al final del corte o en cualquier momento durante el corte, las válvulas A, D y G se energizan, haciendo que la cuchilla superior se eleve al punto muerto superior y esté lista para el siguiente corte.
Para aumentar el ángulo de inclinación, se activan las válvulas D y F.
Para reducir el ángulo de inclinación, se activan las válvulas D y E.
Sistema eléctrico
En el modo Auto, el contactor R4 está excitado durante el estado de reposo.
Al pisar y mantener pisado el pedal, el contactor R1 ordena el descenso de las pinzas de la placa y de la cuchilla.
Al soltar el pedal para la carrera ascendente, el contactor R2 debe activarse.
El contactor R3 (antirrepetición) se activa mientras el pedal esté pisado durante la carrera ascendente de la hoja superior para evitar una segunda carrera de la hoja superior.
El contactor A1 aleja el tope trasero del filo de corte.
El contactor A2 desplaza la galga trasera hacia el filo de corte.
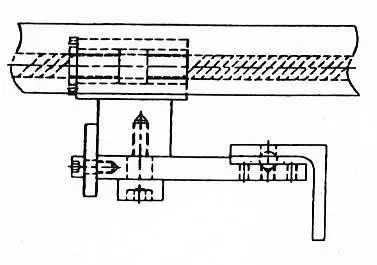
Tope trasero motorizado
La galga trasera sirve como dispositivo calibrador, deteniendo la chapa a cortar cuando se introduce en la Cizalla. Puede desplazarse por medios motorizados o manuales, utilizando un par de tornillos de precisión. En la máquina de la serie RAS, el indicador está situado en la parte delantera de la máquina y puede ajustarse en incrementos de 0,1 mm. La barra de tope trasero también puede alinearse para rectitud ajustando los pernos de ajuste y el contraperno dentro de la propia barra. Es necesaria una lubricación regular, a intervalos de una vez por semana.
CIZALLAS DE GUILLOTINA HIDRÁULICAS SOLUCIÓN DE PROBLEMAS
La cizalla no puede arrancar
Comprobar la alimentación de entrada
Compruebe que la parada de emergencia está desbloqueada.
Comprobar fusible - 3 x 32A, 1 x 10A y 1 x 6A siguen sin fusible.
Compruebe la salida del transformador
La cizalla no puede cortar
Compruebe que el selector está en modo Auto.
Compruebe que el final de carrera L/S 2 está accionado.
Compruebe que el motor gira correctamente.
Compruebe que el cable de la pala de pie no esté roto.
Compruebe que el microinterruptor del interior de la paleta funciona.
El carnero parlotea en la carrera descendente
La presión de ajuste del contrapeso es demasiado alta
Basta con soltar un poco el tornillo de ajuste para bajar el ajuste
Cizalla automática
Asegúrese de que el microinterruptor del interior de la paleta de pie no esté dañado.
El cable de las palas de los pies puede estar en cortocircuito.
Fusible F2, 10A Fusible
Transformadores defectuosos, sustitúyalos
Fusible F3, 6A Fusible
Rectificadores defectuosos, sustitúyalo.
La abrazadera de la placa baja pero el portacuchillas superior no funciona
El presostato no funciona.
El cable del presostato puede estar roto.
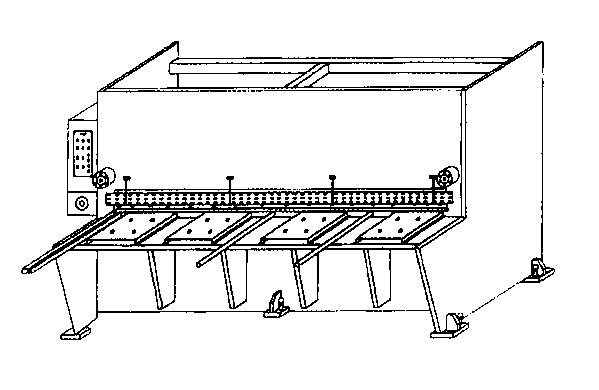
Guillotina hidráulica Planos y lista de piezas de recambio
(A) VISTA FRONTAL
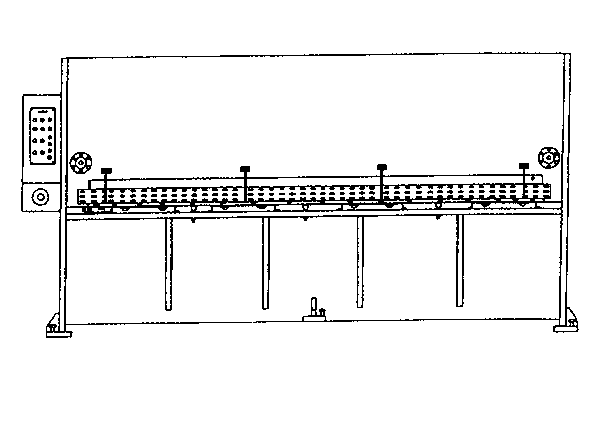
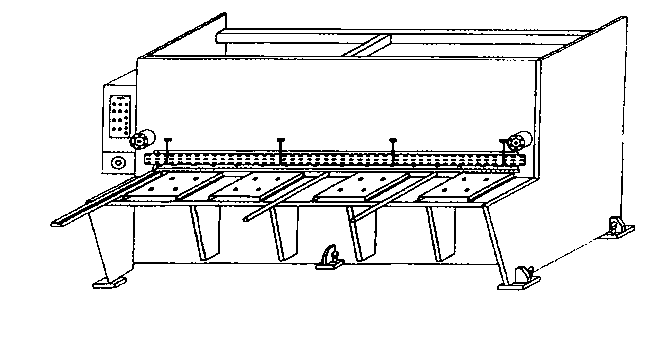
(B) VISTA TRASERA
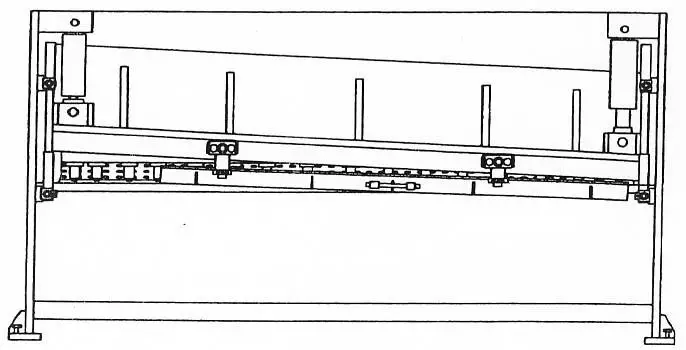
SIVISTA DE
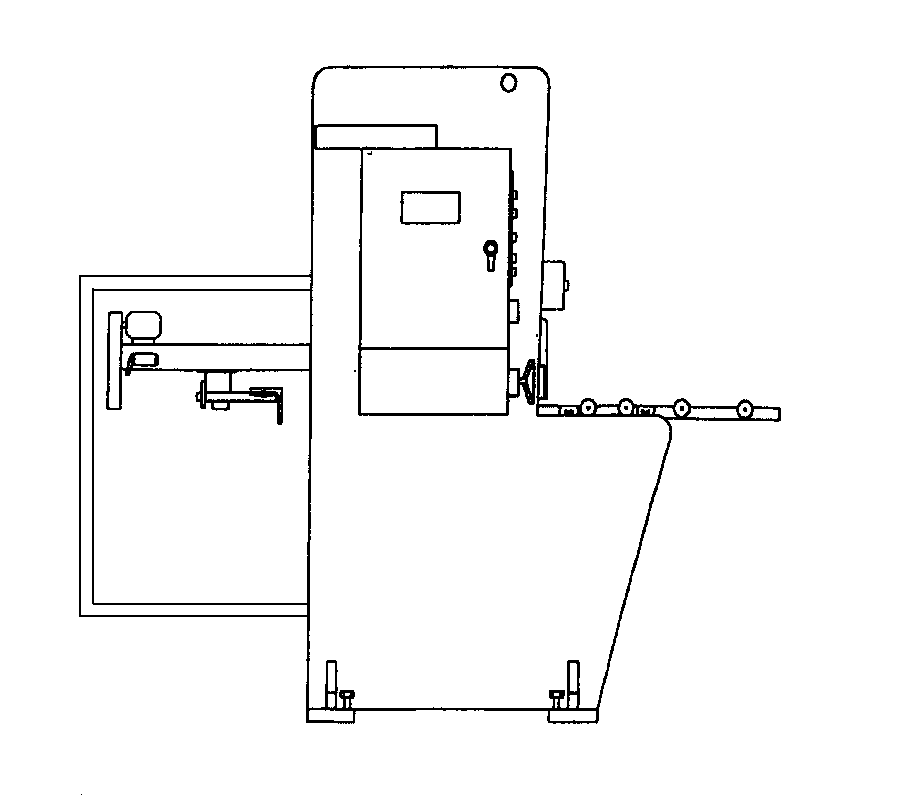
LIFTING de cizalla guillotina hidráulica
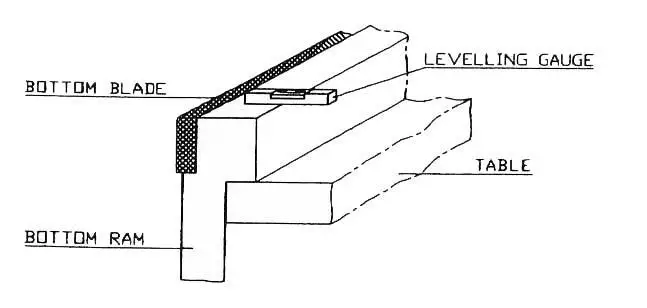
PLACCIONAMIENTO DE LA GALGA DE NIVELACIÓN
NOTA: Asegúrese de que la galga de nivelación no está en contacto con la cuchilla y colóquela como se indica más arriba.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado por qué algunas chapas salen perfectamente planas mientras que otras se alabean y distorsionan? Este artículo revela los secretos que se esconden tras las fuerzas de corte en las cizallas giratorias para chapa. Aprenderá cómo...
¿Se ha enfrentado alguna vez al reto de cambiar las cuchillas de una cizalla de guillotina hidráulica? Esta guía detallada le guía a través del proceso, garantizando seguridad y precisión en cada paso. Desde el desmontaje inicial...
¿Qué diferencia a las cizallas hidráulicas de guillotina de las cizallas de viga oscilante, y por qué son importantes estas distinciones para sus proyectos de metalistería? Este artículo explora las diferencias clave, incluido el movimiento de la cuchilla,...
¿Cuáles son las causas de avería del sistema hidráulico de una cizalla guillotina? Este artículo explora los problemas más comunes, como la pérdida de presión, el mal funcionamiento de las válvulas y la caída automática del prensatelas.....
¿Se ha preguntado alguna vez cómo funciona con tanta precisión una cizalla de guillotina? Este artículo desvela el intrincado funcionamiento de su sistema hidráulico, detallando componentes como el motor, la bomba de aceite y...
¿Alguna vez se ha preguntado cómo se cortan con tanta precisión esas enormes planchas de acero? Adéntrese en el mundo de las cizallas hidráulicas, los héroes anónimos de la industria metalúrgica: ....
¿Cómo puede asegurarse de que su cizalla de guillotina funcione de forma segura y dure más? Este artículo explora las prácticas de mantenimiento esenciales para las cizallas de guillotina, desde las comprobaciones diarias hasta las revisiones anuales. Aprenderá...
¿Se ha preguntado alguna vez qué empresas lideran el sector de las cizallas hidráulicas? Este artículo explora los 26 principales fabricantes del mundo, detallando su historia, especialidades y alcance global. Desde...
¿Se ha preguntado alguna vez cómo las potentes máquinas transforman el metal en bruto en piezas precisas y utilizables? Este artículo desvela los secretos de la cizalla hidráulica, una maravilla de la ingeniería. Aprenda cómo corta...