Aumento de la absorción de energía láser en metales: 4 métodos eficaces
¿Cómo podemos aumentar significativamente la absorción de energía láser en el tratamiento de metales? En este artículo se analizan cuatro técnicas clave: la aplicación de revestimientos, el uso de pretratamiento óptico y el empleo de tratamientos superficiales mecánicos y químicos. Al mejorar la eficiencia de la absorción de la energía láser, estos métodos optimizan el procesamiento del metal, haciéndolo más eficaz y rentable. Profundice en los detalles para saber cómo estas técnicas pueden transformar su forma de trabajar con los metales.
El principal reto en el procesamiento por láser de materiales metálicos es la tasa de absorción de energía láser. Para mejorar la eficacia de acoplamiento de la radiación láser en el procesamiento de diferentes materiales metálicos, se suelen emplear las siguientes técnicas.
La longitud de onda del láser utilizado para irradiar materiales metálicos se selecciona para que sea la longitud de onda crítica. Por ejemplo, Al, Au y Ti tienen longitudes de onda críticas de aproximadamente 1064 nm, 630 nm y 10000 nm, respectivamente.
Cuando la longitud de onda del haz láser es superior a la longitud de onda crítica, la reflectividad de la superficie metálica al haz láser aumenta drásticamente y su absortividad disminuye bruscamente, con lo que se refleja más de 92% del haz láser incidente.
El YAG láser de estado sólidoutilizado habitualmente en el micromecanizado por láser, tiene una longitud de onda de 1064 nm. A esta longitud de onda, la reflectividad de la mayoría de los metales, como Al, Cu, Ni, Ag, Pt, Zn y Pb, es superior a 80%.
Las emisiones de CO2láser de gasque se utiliza con frecuencia en el procesamiento láser de alta potencia, tiene una longitud de onda láser de 10600 nm. Como resultado, la reflectividad de la mayoría de los metales con este láser es superior a 90%.
Ta superficie metálica se cubre con un revestimiento adecuado para mejorar la absorción del láser incidente.
Normalmente, se aplica grafito o fosfato de manganeso como revestimiento sobre la superficie. Este revestimiento da lugar a una capa negra de absorción, que puede aumentar la tasa de absorción entre 60% y 80%.
Sin embargo, el grosor adecuado del revestimiento es crucial. Si el revestimiento es demasiado grueso, puede evaporarse debido al calor excesivo. Si es demasiado fino, puede evaporarse por completo antes del final de procesamiento láserlo que provoca la reflexión del metal durante la radiación láser.
El grosor del revestimiento afecta a la absorción y transferencia de la energía luminosa al metal a través de la conducción del calor. Si el revestimiento se ha evaporado al final del procesamiento láser, se considera que éste es el grosor de revestimiento óptimo. Este valor puede determinarse mediante pruebas.
Otratamiento previo ptico
El pretratamiento óptico es una tecnología reciente y no contaminante que mejora la absorción en las superficies de los materiales. Emplea principalmente la combinación de láser excimer con espectro UV y CO2 para el postratamiento simultáneo, lo que produjo un aumento significativo de las emisiones de CO2 absorción del láser en la superficie del material.
La eficacia del pretratamiento óptico depende en gran medida de tres factores: la energía láser, el número de pulsos láser y las propiedades físicas del material.
El procesamiento óptico es una tecnología compleja y actualmente se basa sobre todo en la experiencia práctica, con necesidad de más investigación teórica.
MTecnología de pretratamiento mecánico y químico de superficies
Las tecnologías de pretratamiento mecánico y químico de superficies se utilizan para mejorar la tasa de absorción láser de las superficies de los materiales.
Por ejemplo, esmerilar una superficie metálica lisa con una muela abrasiva y corroer una fina capa de la superficie metálica con sustancias ácidas son los métodos más sencillos. tratamiento superficial métodos. Sin embargo, estos métodos son también los que presentan un mayor potencial de daño y contaminación para las esculturas.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Imagine aprovechar el poder de la luz para devolver a las superficies metálicas su belleza original. La limpieza por láser está revolucionando la fabricación, ofreciendo una alternativa precisa y ecológica a los métodos tradicionales. En este artículo,...
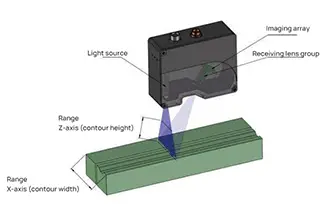
Imagine medir distancias con una precisión milimétrica sin tocar el objeto. Los sensores láser de desplazamiento hacen precisamente eso, utilizar la tecnología láser para capturar mediciones precisas de posición, desplazamiento, y mucho más. En...
¿Tiene dudas a la hora de elegir entre láser de fibra y láser de estado sólido para su próximo proyecto? Este artículo explora las diferencias clave en sus aplicaciones, precisión y rendimiento. Al comprender estas...
¿Se ha preguntado alguna vez quién lidera el sector de las máquinas de marcado por láser en China? Este artículo explora los diez principales fabricantes que destacan por su innovación y fiabilidad. Desde National Bowlder Technology hasta...
¿Qué hace que un láser sea mejor que otro para tareas específicas? Tanto si se trata de cortar metal como de marcar componentes con precisión, la elección del láser puede influir drásticamente en la eficacia y la calidad. Este artículo...
Imagine un tratamiento que pueda mejorar la durabilidad del metal con una precisión milimétrica, una distorsión mínima y sin añadir materiales adicionales. El tratamiento térmico láser lo consigue utilizando láseres de alta intensidad para endurecer...
¿Se ha planteado alguna vez cómo revoluciona el láser la fabricación? Desde el corte de precisión hasta la creación rápida de prototipos, la tecnología láser ha transformado los procesos industriales, haciéndolos más rápidos, limpios y eficientes. En este artículo,...
¿Qué es la alta reflexión? La alta reflexión en el procesamiento láser se refiere al fenómeno en el que ciertos materiales muestran una baja absorción y una alta reflectividad de la energía láser, especialmente en el espectro infrarrojo cercano....
¿Alguna vez se ha preguntado cómo pueden los láseres cortar materiales con tanta precisión? Este artículo explora el fascinante mundo de los láseres de nanosegundos, picosegundos y femtosegundos. Aprenderá cómo estos láseres...