Parámetros de corte por láser: Consejos para ajustes frecuentes
¿Cómo puede el corte por láser alcanzar la perfección en cada corte? Este artículo revela los secretos para optimizar los parámetros de la cortadora láser. Desde el ajuste de la potencia del láser y la distancia focal hasta la selección del gas de asistencia adecuado, aprenderá cómo afecta cada ajuste a la precisión y eficacia del corte. Descubra cómo afinar su máquina para diferentes materiales y espesores, garantizando siempre resultados de primera categoría.
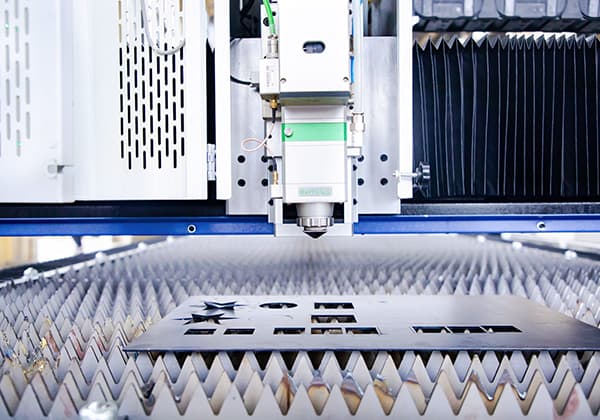
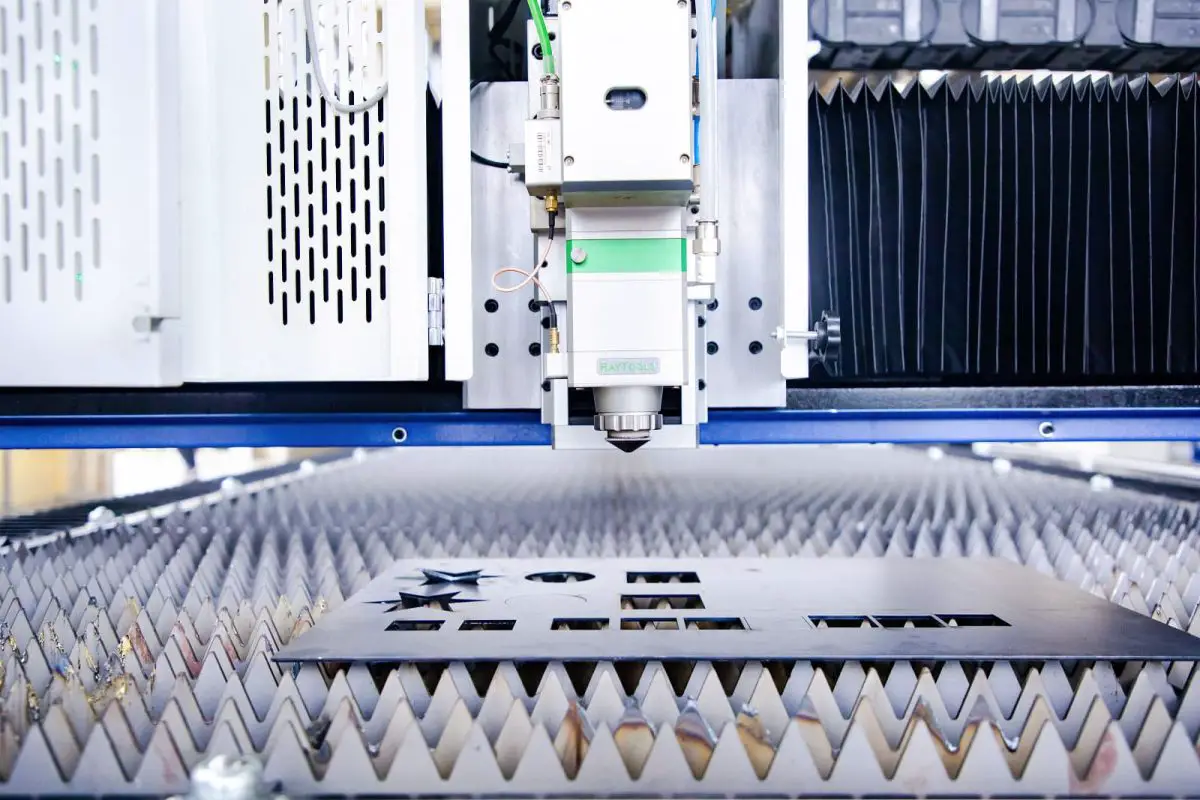
Todas las máquinas de corte por láser constan esencialmente de un láser, un sistema de guiado de la luz, un sistema de movimiento de control numérico, un cabezal de corte autoajustable, una plataforma de trabajo y sistemas de soplado de gas a alta presión.
Son muchos los parámetros que pueden afectar al proceso de corte por láser; algunos dependen del rendimiento técnico del láser y de las máquinas herramienta, mientras que otros deben ajustarse en función de las necesidades específicas.
Ajustes clave para cortadoras láser:
Modo haz
El modo fundamental, también conocido como modo gaussiano, es el más idóneo para el corte y se encuentra sobre todo en los de baja potencia corte por láser con potencias inferiores a 1 kW. El multimodo es una combinación de modos de orden superior, que tiene peores capacidades de enfoque y corte en comparación con los láseres monomodo.
La potencia láser necesaria para una máquina de corte depende del material de corte, el grosor del material y los requisitos de velocidad de corte. La potencia del láser tiene un impacto significativo en el grosor del corte, la velocidad de corte y el rendimiento. ancho de corte. Por lo general, a medida que aumenta la potencia del láser, también aumenta la capacidad de corte de materiales más gruesos, lo que se traduce en velocidades de corte más rápidas y cortes más anchos.
Posición del punto focal
La posición del punto focal afecta en gran medida a la anchura de la sangría. Por lo general, si se coloca el punto focal aproximadamente a 1/3 del grosor del material por debajo de la superficie, se obtiene el corte más profundo y la anchura de ranura más estrecha.
Distancia focal
En corte de acero grueso placas, debe utilizarse un haz de mayor profundidad focal para conseguir una superficie de corte vertical de buena calidad. Una mayor profundidad focal aumenta el diámetro del punto del haz, lo que reduce la densidad de potencia y la velocidad de corte. Para mantener una determinada velocidad de corte, debe aumentarse la potencia del láser.
Para cortar placas finas, se prefiere un haz con una distancia focal más corta, ya que da lugar a un diámetro de punto de haz más pequeño, una mayor densidad de potencia y velocidades de corte más rápidas.
Gas assist
El oxígeno se utiliza habitualmente como gas de corte para aceros con bajo contenido en carbono para promover el calor de la reacción de combustión hierro-oxígeno durante el proceso de corte, lo que se traduce en velocidades de corte más rápidas y una mejor calidad de corte, produciendo bordes sin escoria.
El aumento de la presión conlleva una mayor energía cinética y una mejor capacidad de eliminación de escoria. La presión del gas de corte debe determinarse en función del material, el espesor, la velocidad de corte y los factores de calidad superficial.
Estructura de la boquilla
La estructura y el tamaño del corte por láser La boquilla de la máquina también afecta a la calidad y la eficacia del corte. Se deben utilizar diferentes boquillas para diferentes requisitos de corte. Las formas de boquilla más comunes son la cilíndrica y la cónica.
El soplado de gas coaxial (en el que el flujo de gas es concéntrico con el eje óptico) se utiliza generalmente para el corte por láser. Si el flujo de gas está fuera del eje, pueden producirse salpicaduras excesivas durante el corte.
Para garantizar la estabilidad del proceso de corte, debe controlarse la distancia entre el extremo de la boquilla y la superficie de la pieza, normalmente entre 0,5 y 2,0 mm, para conseguir un corte suave.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez ha tenido problemas para elegir la boquilla de corte por láser adecuada para su proyecto? Seleccionar la boquilla óptima es crucial para lograr cortes limpios y precisos y maximizar la eficiencia. En este...
¿Se ha preguntado alguna vez cómo funciona una máquina de corte por láser? En esta entrada del blog, nos adentraremos en el funcionamiento interno de estas máquinas de alta precisión que han revolucionado...
¿Alguna vez se ha preguntado cómo un láser puede cortar el metal como un cuchillo caliente la mantequilla? En este fascinante artículo, exploraremos la ciencia que hay detrás de la tecnología de corte por láser de fibra....
¿Siente curiosidad por la tecnología de vanguardia que está revolucionando la fabricación? En esta entrada del blog, nos sumergiremos en el mundo de las máquinas de corte por láser, explorando sus ventajas y los principales fabricantes que dominan...
Imagine las catastróficas consecuencias de descuidar el mantenimiento de las máquinas de corte por láser. No permita que su empresa sea víctima de costosos tiempos de inactividad y reparaciones. En esta entrada de blog, nos sumergiremos en las...
El corte por láser revolucionó la fabricación, pero incluso las máquinas más avanzadas tienen problemas. En esta entrada del blog, nos sumergimos en los problemas comunes a los que se enfrentan las máquinas de corte por láser de placas y proporcionamos paso a paso...
¿Le interesa el arte del corte por láser? Esta entrada del blog profundiza en los parámetros críticos que determinan la calidad y la eficacia del corte. Descubra los consejos de expertos mecánicos...
¿Siente curiosidad por conocer las posibilidades del corte por láser? En esta completa guía, nos sumergiremos en el mundo de las velocidades y espesores de corte por láser para diversos metales. Nuestro ingeniero mecánico experto...
¿Por qué varía la calidad del corte por láser con el mismo equipo y los mismos parámetros? Este artículo profundiza en cómo la composición de las planchas de acero al carbono afecta a sus resultados de corte. Explorando la...