Ventajas e inconvenientes del corte por láser: Lo que hay que saber
Imagine una herramienta que corte el metal con la precisión del bisturí de un cirujano. La tecnología de corte por láser promete exactamente esto, ofreciendo cortes de alta calidad, una velocidad increíble y versatilidad en toda una gama de materiales. Pero, ¿cuáles son las desventajas? En este artículo, exploraremos las ventajas y limitaciones del corte por láser, ayudándole a comprender cómo este avanzado método puede revolucionar los procesos de fabricación. Prepárese para descubrir si el corte por láser es la solución adecuada para sus necesidades.
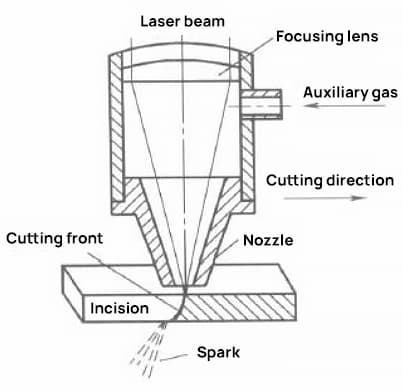
El corte por láser consiste en utilizar un rayo láser focalizado para fundir, vaporizar o alcanzar rápidamente el punto de ignición del material con el que se está trabajando. A continuación, el material fundido o vaporizado se retira mediante un flujo de aire auxiliar para completar el proceso de corte.
El rayo láser puede enfocarse en un punto muy pequeño, lo que da como resultado una fuente de calor concentrada y una alta intensidad de radiación. Esto es lo que diferencia al corte por láser de los métodos de corte tradicionales, como el corte por llama oxiacetilénica y el corte por plasma.
Con sus cortes de alta calidad, rápida velocidad de corte, flexibilidad y capacidad para trabajar con una amplia gama de materiales, el corte por láser se alinea con la tendencia de actualización y transformación de la industria manufacturera.
Principio del corte por láser
II. Tipos de procesos de corte por láser
Tipo de proceso
Descripción
Corte por fusión
El proceso consiste en dirigir el rayo láser entrante sobre el chapa metálica. Cuando la potencia del láser alcanza un determinado valor crítico, provoca la fusión de la zona localizada, consiguiendo el efecto de corte deseado.
Corte por vaporización
Este método utiliza un rayo láser de alta densidad de potencia para calentar el material, evitando las rebabas y escorias que se forman al fundirse por conducción del calor. Parte del material se vaporiza y desaparece, dejando los bordes del material procesado con un aspecto bastante estético.
Corte por oxidación
El oxígeno pulverizado desde la boquilla es encendido por el rayo láser, provocando una intensa reacción química que genera un tratamiento térmico. En el caso de materiales frágiles propensos al daño por calor, el rayo láser se utiliza para un corte rápido y controlado, creando un gradiente térmico significativo y una deformación mecánica en la zona, lo que provoca la formación de grietas en el material. Este proceso también se conoce como corte de fractura controlado.
Cortes de alta calidad: El corte por láser produce un corte estrecho con buen paralelismo y perpendicularidadUna superficie de corte lisa y una pequeña zona afectada por el calor.
Rápido y eficaz: El corte por láser es mucho más rápido que los métodos de corte tradicionales. Por ejemplo, utilizando un láser de CO2 de 1200 W para cortar una placa de bajo carbono de 2 mm de grosor. chapa de acero puede resultar en una velocidad de corte de 6 cortes por minuto.
Procesamiento flexible: El corte por láser permite cortar piezas de chapa de cualquier forma y tamaño mediante programación. La trayectoria de corte también puede optimizarse para minimizar la pérdida de material y reducir los recorridos vacíos.
Amplia compatibilidad de materiales: El corte por láser puede utilizarse para cortar casi todos los materiales metálicos y no metálicos, incluidos los que son duros, tienen puntos de fusión elevados, son quebradizos o viscosos.
Ventajas
Características específicas
Calidad de corte superior
El corte por láser, caracterizado por un pequeño punto láser y una alta densidad de energía, consigue un corte de alta velocidad y, por tanto, una excelente calidad de corte.
Alta eficacia de corte
Debido a las características de transmisión de los láseres, las máquinas de corte por láser suelen venir equipadas con uno o varios bancos de trabajo CNC. Todo el proceso de corte puede estar totalmente controlado por ordenador. Con sólo cambiar el programa CNC, se pueden cortar fácilmente piezas de diferentes formas. Esta configuración permite realizar cortes bidimensionales y tridimensionales.
Velocidad de corte rápida
Gracias a su alta densidad de energía y su naturaleza sin contacto, el corte por láser puede fundir, vaporizar, ablacionar o inflamar rápidamente el material que se está cortando, lo que se traduce en una gran velocidad de corte.
Corte sin contacto
Durante el corte por láser, el soplete de corte no toca la pieza, lo que elimina el desgaste de la herramienta. Al procesar piezas de formas diferentes, no es necesario sustituir las "herramientas". Sólo es necesario ajustar los parámetros de salida del láser. El corte por láser produce poco ruido, mínimas vibraciones y no contamina.
Versatilidad en el corte de material
En comparación con las tecnologías de corte tradicionales, como el corte oxiacetilénico y el corte por plasma, el corte por láser puede manipular una mayor variedad de materiales. Esto incluye metales, no metales, materiales compuestos metálicos y no metálicos, cuero, madera y fibras.
IV. Corte por láser frente al corte tradicional
Método de corte:
Breve introducción
Comparación con el corte por láser
Corte térmico
Por ejemplo, corte con oxígeno-gas combustible (como acetileno) y corte por plasma
Corte ancho, gran zona afectada por el calor, deformación térmica evidente de la pieza, no metálico no está permitido cortar.
Mecanizado
Estampado mecánico, cizallado, aserrado y otros métodos de transformación
Provocará la deformación de la cuchilla, rebabas y desgaste, una amplia incisión, un bajo índice de utilización del material, una gran amenaza para la seguridad del operario y una grave contaminación acústica y de polvo.
Mecanizado eléctrico
En general, existen dos métodos, la electroerosión y el mecanizado electroquímico, que utilizan la corrosión eléctrica y el efecto de disolución. Se utilizan sobre todo para el mecanizado fino de materiales duros con buena rugosidad de entalla.
La velocidad de corte es varios órdenes de magnitud inferior a la del corte por láser.
Cuando el agua se presuriza a 2700 ~ 5500kg / cm2La boquilla de zafiro de pequeño diámetro permite cortar muchos materiales mediante el flujo de agua a alta presión.
Muchos consumibles, altos costes de funcionamiento, procesos complejos y baja precisión.
V. Desventajas del corte por láser
Limitaciones de potencia de salida: La velocidad de corte del corte por láser es más lenta que la del plasma corte por arco y está limitada por la potencia de salida. Esto significa que la velocidad de corte disminuye cuando aumenta el grosor del material cortado.
Limitaciones de grosor: Debido a las limitaciones de potencia del láser y el tamaño del equipo, el corte por láser sólo puede utilizarse para cortar chapas y tubos de grosor medio y pequeño. A medida que aumenta el grosor del material a cortar, la velocidad de corte disminuye considerablemente.
Alto consumo de aire: El corte por láser requiere una gran cantidad de aire durante el proceso de corte.
Costes elevados de los equipos: El coste de los equipos de corte por láser es elevado y requiere una gran inversión inicial.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Siente curiosidad por la tecnología de vanguardia que está revolucionando la fabricación? En esta entrada del blog, nos sumergiremos en el mundo de las máquinas de corte por láser, explorando sus ventajas y los principales fabricantes que dominan...
¿Por qué el corte por láser de chapas de acero galvanizado es un reto tan importante en la fabricación moderna? Este artículo explora las dificultades a las que se enfrenta el corte por láser de acero galvanizado y examina las soluciones que implican...
¿Alguna vez se ha preguntado cómo se cortan con tanta precisión intrincados diseños en diversos materiales? Este artículo desvela el fascinante mundo del corte por láser, explorando sus técnicas y aplicaciones. Por...
Imagine una máquina capaz de cortar metal con la precisión del bisturí de un cirujano. Las máquinas de corte por láser de metales ofrecen esta capacidad, transformando la forma en que las industrias trabajan con los metales. Este artículo...
Imagine reducir drásticamente sus costes de corte por láser al tiempo que aumenta la eficiencia con un simple cambio. Este artículo explora cómo el uso de aire como gas auxiliar en el corte por láser puede lograr precisamente eso....
En el mundo del corte de metales, en rápida evolución, se libra una batalla entre el láser y el plasma. A medida que avanza la tecnología, el panorama cambia, poniendo en tela de juicio supuestos arraigados. Únase a nosotros para...
¿Alguna vez se ha preguntado cómo consiguen los fabricantes precisión y eficacia al cortar acero inoxidable? Este artículo se sumerge en seis técnicas avanzadas para el corte de acero inoxidable, destacando sus ventajas y aplicaciones....
Imagine una herramienta tan precisa que pueda cortar metal con la delicadeza del bisturí de un cirujano. Los láseres de fibra óptica han revolucionado industrias que van de la fabricación a la medicina. Este artículo profundiza en...
Imagine cortar metal con la precisión del bisturí de un cirujano. Las máquinas de corte por láser de precisión ofrecen este nivel de exactitud, transformando la fabricación con su capacidad para cortar formas complejas rápidamente....