Consejos de expertos para elegir el enfoque de corte por láser
¿Y si ajustar el enfoque de su cortadora láser pudiera significar la diferencia entre un corte limpio y un proyecto fallido? En el corte por láser, la posición del punto focal es crucial para la precisión y la calidad. Este artículo explica cómo elegir el enfoque correcto, detallando las técnicas de enfoque positivo, negativo y cero, y ofrece consejos sobre la inspección de la máquina para garantizar un rendimiento óptimo. Descubra cómo conseguir los mejores cortes para distintos materiales y aplicaciones.
Antes de cortar cualquier chapa, debe ajustarse correctamente la distancia entre el punto focal del láser y el material a cortar.
Diferentes posiciones del punto focal pueden dar lugar a distintos niveles de precisión en la sección transversal del material cortado, así como a diferencias en el escoriado del fondo e incluso a fallos en el corte del material.
La elección de la posición del punto focal de la máquina de corte por láser dependerá de la pieza y del material a cortar.
Para tomar la decisión correcta, es importante inspeccionar el corte por láser máquina antes de usarla para garantizar cortes de alta calidad y un funcionamiento correcto de la máquina.
Corte con enfoque positivo
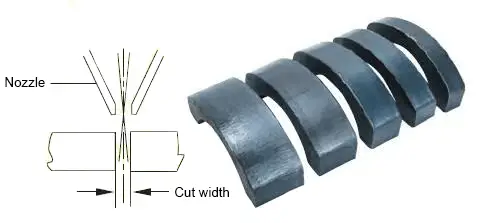
El corte con enfoque positivo es una técnica en la que el punto focal del haz láser se sitúa por encima de la superficie del material, con el punto focal situado en la parte superior de la pieza. Este método ofrece varias ventajas en diversas aplicaciones de corte, en particular para el oxicorte de acero al carbono y el corte por láser de alta potencia de chapas gruesas.
En el oxicorte de acero al carbono, generalmente se prefiere un enfoque positivo debido a sus efectos beneficiosos sobre la calidad del corte y la eficacia del proceso. El perfil de corte resultante presenta una sangría más ancha en la parte inferior de la pieza que en la superior. Esta forma cónica facilita la eliminación de la escoria y permite una mejor penetración del oxígeno en la parte inferior del corte, favoreciendo la oxidación completa en todo el espesor del material.
La eficacia del corte de enfoque positivo puede optimizarse aún más ajustando la distancia focal. Dentro de ciertos límites, el aumento de la distancia focal positiva conduce a un mayor tamaño del punto en la superficie de la placa. Este mayor diámetro del haz mejora el precalentamiento y la distribución del calor alrededor de la zona de corte, lo que da como resultado superficies de corte más lisas y brillantes en el acero al carbono. La mejor distribución del calor también contribuye a una calidad de corte más uniforme y a reducir el riesgo de defectos como la formación de escoria.
Para aplicaciones de corte por láser de alta potencia, como el corte por pulso láser de 10.000 vatios de placas gruesas de acero inoxidable, el corte con enfoque positivo ofrece ventajas significativas. Proporciona una calidad de corte estable al mantener un perfil de rayo constante en toda la profundidad de corte. Esta estabilidad es especialmente beneficiosa para la eliminación de escoria en el corte de chapas gruesas, ya que ayuda a evitar que el material fundido se adhiera a la parte inferior del corte. Además, la técnica de enfoque positivo reduce el riesgo de fenómenos de luz azul inversa, que pueden producirse cuando el rayo láser se refleja en el fondo del corte y daña potencialmente la óptica del cabezal de corte.
La figura 1 ilustra la configuración de corte con enfoque positivo y sus efectos en el proceso de corte, demostrando la mejora de la calidad de corte y la reducción del riesgo de daños ópticos.
Fig. 1 Efecto de una potencia de 12000 W corte por láser acero al carbono con un punto focal positivo
Corte de foco negativo
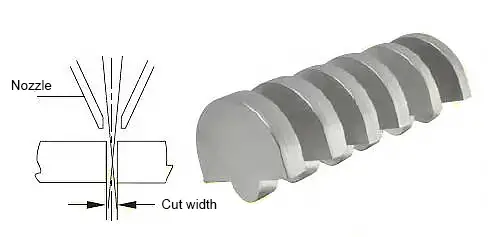
El corte con foco negativo es una técnica avanzada de corte por láser en la que el punto focal se sitúa dentro de la pieza, por debajo de la superficie del material. Esta colocación estratégica del punto focal ofrece claras ventajas en determinadas aplicaciones.
En este modo, la posición más profunda del punto focal da lugar a un haz más ancho en la superficie de corte, creando una anchura de corte relativamente mayor en la pieza de trabajo en comparación con el corte de enfoque positivo. Aunque este enfoque requiere un mayor flujo de gas de corte y un mayor aporte de energía para mantener una temperatura suficiente durante todo el corte, ofrece varias ventajas:
Calidad de corte mejorada: El corte de enfoque negativo es particularmente eficaz para procesar acero inoxidable, produciendo un patrón de superficie de corte uniforme y un acabado transversal superior. El haz más ancho en la superficie ayuda a estabilizar el proceso de corte, reduciendo la probabilidad de formación de escoria y minimizando las zonas afectadas por el calor.
Mejora del rendimiento del piercing: Cuando se inician cortes mediante perforación, se prefiere un enfoque negativo. Esta técnica garantiza un tamaño mínimo del punto de perforación al tiempo que maximiza la densidad de energía en el punto focal. La energía concentrada facilita una penetración rápida y limpia, especialmente en materiales más gruesos.
Ajuste del enfoque en función de la profundidad: A medida que aumenta la profundidad de la perforación, el punto de enfoque negativo debe ajustarse en consecuencia. Por lo general, las perforaciones más profundas requieren un desplazamiento de enfoque negativo mayor para mantener una concentración de energía óptima en el frente de corte, como se ilustra en la figura 2.
Menor sensibilidad a la posición focal: El haz más ancho en la superficie hace que el proceso sea menos sensible a pequeñas variaciones en la posición focal, lo que puede ser beneficioso cuando se cortan materiales con irregularidades en la superficie o cuando se trabaja con sistemas de posicionamiento menos precisos.
Sin embargo, los operarios deben sopesar cuidadosamente las ventajas del corte de enfoque negativo frente a su mayor consumo de energía y gas. La optimización adecuada de los parámetros de corte, como la potencia del láser, la presión del gas de asistencia y la velocidad de corte, es crucial para aprovechar al máximo las ventajas de esta técnica y mantener la eficiencia del proceso.
Fig. 2 Efecto de un láser de 6000 W con enfoque negativo sobre acero inoxidable
Corte de enfoque cero
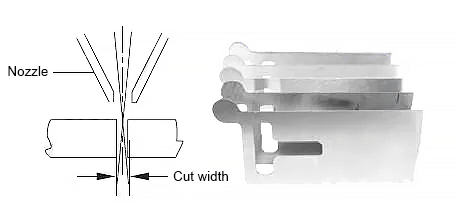
El corte de enfoque cero es una técnica de corte por láser de precisión en la que el punto focal del rayo láser se sitúa exactamente en la superficie de la pieza. Este método crea un perfil de corte característico: la superficie superior cercana al punto focal presenta un acabado relativamente liso, mientras que la superficie inferior, más alejada del punto focal, presenta una textura comparativamente más rugosa.
Esta técnica se emplea principalmente en dos aplicaciones clave:
Corte de chapas finas: Cuando se utilizan láseres de onda continua para procesar chapas finas, normalmente de menos de 3 mm de grosor. La energía concentrada en la superficie permite realizar cortes limpios y precisos con una zona afectada por el calor (ZAC) mínima.
Procesado de láminas: En el corte de láminas metálicas ultrafinas (a menudo inferiores a 0,1 mm) mediante láseres pulsados. En este caso, la elevada potencia de pico de cada pulso permite la rápida vaporización del material en el punto focal, lo que da como resultado unos bordes excepcionalmente limpios con una distorsión térmica insignificante.
El corte con enfoque cero ofrece varias ventajas, como la reducción de la anchura de corte, la mejora de la calidad del filo en el lado incidente y la capacidad de cortar patrones intrincados en materiales finos. Sin embargo, requiere un control preciso de la distancia focal y, por lo general, es menos adecuado para materiales más gruesos en los que la consistencia a través del espesor es crucial.
Fig. 3 Corte por láser de 2000 W de chapas finas de acero al carbono con enfoque cero
Una inspección minuciosa permite cortar mejor
1) Limpieza de la lente.
La lente del cabezal de corte de 10.000 vatios es crucial para la máquina de corte por láser de 10.000 vatios. Su limpieza influye directamente en el rendimiento de procesamiento y la calidad de corte de la máquina.
Si la lente está sucia, no sólo puede afectar negativamente a los resultados de corte, sino también causar daños a los componentes internos del cabezal de corte y del cabezal de salida del láser.
Realizar una comprobación previa antes de cortar puede evitar daños graves.
El método de detección de la luz roja se muestra en la Tabla 1.
Cuadro 1 Método de detección de luz roja
Boquilla
Boquilla única superior a 2 mm
Lente limpia
Lente sucia
Métodos
1. La luz roja se indica cuando el láser está encendido;
2. El papel blanco está a unos 300 mm de la boquilla del cabezal de corte para ver la luz roja;
3. Si hay puntos negros u objetos negros irregulares en la luz roja, la lente está sucia y debe limpiarse antes de cortar y depurar.
2) Depuración coaxial.
La coaxialidad del orificio de salida de la boquilla y el rayo láser es un factor crucial que influye en la calidad del corte. Las incoherencias causadas por la desalineación de la boquilla y el rayo láser pueden dar lugar a una superficie de corte irregular. En casos graves, el rayo láser puede golpear la boquilla, provocando su sobrecalentamiento y quemado.
El método de depuración coaxial se muestra en la Tabla 2.
Tabla 2 Método de depuración coaxial
Boquilla
Boquilla 1,2 mm
Coaxial normal
Coaxial anormal
Herramientas
Cintas adhesivas
Tres coaxiales
Métodos
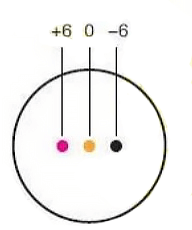
1. Ajuste coaxial en el punto focal 0, de modo que el láser se encuentre en el centro de la boquilla;
2. Luz en el punto focal ±6mm;
3. Si el foco 0 y ±6mm que golpea el punto de luz están en el centro de la boquilla, es normal.
Si no es así, necesita sustituir el cabezal de corte o el desplazamiento de la trayectoria de la luz láser.
(3) Compruebe la distribución de los puntos.
La forma del punto láser refleja directamente la distribución de la energía láser en la dirección lateral. La dirección redondez de la mancha indica la uniformidad de la distribución de energía en diferentes direcciones.
Un punto muy redondeado con una distribución uniforme de la energía en todas las direcciones puede garantizar una superficie de corte lisa y una velocidad de corte constante en todas las direcciones, asegurando la calidad de los productos de corte.
El cuadro 3 es el método de comprobación de la distribución puntual.
Tabla 3 Método de depuración coaxial
Boquilla
Boquilla única superior a 2 mm
Punto láser normal
Punto láser anormal
Herramientas
Papel negro para puntos láser
Métodos
1. El papel de punto láser negro está a unos 300 mm de la boquilla del cabezal de corte para hacer un punto;
2. Si hay manchas negras en el punto, la lente está sucia;
3. Si el punto no es redondo y el centro está desplazado, el punto láser está mal distribuido.
(4) Prueba de alcance térmico de la tobera.
Uno de los principales problemas que plantea el uso de láseres de 10.000 vatios para cortar chapas gruesas de acero al carbono es el sobrecalentamiento de la boquilla. Para solucionarlo, es importante probar la temperatura de la boquilla para distintos tamaños de boquilla y puntos focales a plena potencia antes de iniciar el proceso de corte.
Antes de realizar las pruebas, es necesario alinear la coaxialidad para que el punto luminoso esté centrado en la salida de la tobera. Además, debe instalarse un sistema de refrigeración por gas de corte para la boquilla.
Método de ensayo:
Debajo del cabezal de corte deben colocarse cubos de hierro llenos de una cantidad adecuada de agua.
Primero debe soplarse el gas auxiliar (el tipo de gas y la presión de aire deben ajustarse en función de los requisitos específicos para el corte), y el láser debe funcionar a plena potencia durante 30 segundos para controlar cualquier cambio en la temperatura de la boquilla.
A continuación, debe cambiarse el tamaño de la boquilla y repetirse el proceso de prueba.
La generación de calor de las diferentes boquillas debe registrarse y utilizarse como referencia para la posterior configuración del proceso de corte.
Si la temperatura de la boquilla no se mantiene dentro de un rango estrecho, puede indicar un problema con el cabezal de corte, la boquilla, la lente o el láser, y se debe realizar una solución de problemas adicional antes de proceder con el siguiente paso en la configuración del proceso de corte.
Conclusión
La elección entre utilizar un punto focal positivo o negativo para el corte por láser no depende del material metálico (como acero inoxidable o acero al carbono), sino más bien en el método de corte utilizado (como corte por oxidación o corte por fusión).
Diferentes piezas procesadas por la máquina de corte por láser pueden requerir diferentes patrones focales.
Considerando los diferentes efectos del enfoque positivo y negativo en el corte de acero inoxidable y acero al carbono, y teniendo en cuenta sus necesidades individuales de procesamiento, los usuarios pueden seleccionar el método de corte de enfoque adecuado para utilizar plenamente las ventajas de rendimiento de la máquina de corte por láser.
Cuando se trata de láseres de 15 kW de diferentes marcas, suelen tener resultados de corte y eficacia de procesamiento similares tanto para acero al carbono como para acero inoxidable.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
El corte por láser revolucionó la fabricación, pero ¿sabía que el compresor de aire desempeña un papel crucial en su éxito? En esta entrada del blog, nos adentraremos en los entresijos de la elección del...
Elegir el láser de fibra de alta potencia adecuado para sus necesidades industriales puede ser una tarea desalentadora. ¿Una mayor potencia significa siempre una mayor eficiencia? No necesariamente. Esta guía explora conceptos erróneos comunes y...
Imagine una herramienta capaz de ahorrar costes de material, aumentar la precisión de corte y mejorar la seguridad en el lugar de trabajo, todo en una sola máquina. La máquina de corte de tubos por láser 3D ofrece estas ventajas y muchas más. Por...
¿Está preparado para liberar todo el potencial de sus operaciones de corte por láser? Este artículo explora los aspectos críticos de la selección, instalación y mantenimiento de un cabezal de corte por láser de 10.000 vatios. Aprenda...
¿Alguna vez ha tenido problemas para elegir la boquilla de corte por láser adecuada para su proyecto? Seleccionar la boquilla óptima es crucial para lograr cortes limpios y precisos y maximizar la eficiencia. En este...
¿Se ha preguntado alguna vez cómo funciona una máquina de corte por láser? En esta entrada del blog, nos adentraremos en el funcionamiento interno de estas máquinas de alta precisión que han revolucionado...
¿Alguna vez se ha preguntado cómo un láser puede cortar el metal como un cuchillo caliente la mantequilla? En este fascinante artículo, exploraremos la ciencia que hay detrás de la tecnología de corte por láser de fibra....
¿Siente curiosidad por la tecnología de vanguardia que está revolucionando la fabricación? En esta entrada del blog, nos sumergiremos en el mundo de las máquinas de corte por láser, explorando sus ventajas y los principales fabricantes que dominan...
El corte por láser revolucionó la fabricación, pero incluso las máquinas más avanzadas tienen problemas. En esta entrada del blog, nos sumergimos en los problemas comunes a los que se enfrentan las máquinas de corte por láser de placas y proporcionamos paso a paso...