Solución de problemas de máquinas de corte por láser: Más de 100 problemas y soluciones
El corte por láser revolucionó la fabricación, pero incluso las máquinas más avanzadas tienen problemas. En esta entrada del blog, nos sumergimos en los problemas más comunes a los que se enfrentan las máquinas de corte por láser y ofrecemos soluciones paso a paso. Nuestro ingeniero mecánico experto analiza cada problema, desde imprecisiones de corte hasta ruidos anómalos, ofreciendo explicaciones claras y soluciones prácticas. Tanto si es operario como profesional del mantenimiento, esta guía le ayudará a diagnosticar y resolver rápidamente los problemas de las máquinas de corte por láser, garantizando un rendimiento óptimo y minimizando el tiempo de inactividad.
Las máquinas de grabado y corte por láser se han convertido en herramientas indispensables en diversos sectores, ya que ofrecen una precisión, velocidad y versatilidad inigualables en el procesamiento de materiales. Sin embargo, estas sofisticadas máquinas pueden experimentar una serie de problemas que pueden alterar su rendimiento. Esta guía proporciona métodos completos de solución de problemas para ayudar a los usuarios a abordar los problemas comunes que se encuentran con las máquinas de grabado y corte por láser. Al identificar y resolver sistemáticamente estos problemas, los usuarios pueden garantizar un rendimiento óptimo y una larga vida útil de la máquina.
Importancia de una correcta resolución de problemas en las máquinas de grabado y corte por láser
La correcta resolución de problemas es esencial para mantener la eficiencia y eficacia de las máquinas de grabado y corte por láser. La pronta identificación y resolución de problemas puede evitar que problemas menores se conviertan en mayores, reduciendo así el tiempo de inactividad y los costes de reparación. La solución de problemas y el mantenimiento regulares también mejoran la calidad de los grabados y cortes, garantizando resultados uniformes y de alta calidad.
Las máquinas de grabado y corte por láser son sistemas complejos que dependen de una alineación y calibración precisas y de componentes limpios para funcionar correctamente. Por ejemplo, los desajustes o la contaminación pueden provocar problemas como grabados desalineados, imágenes poco nítidas y sobrecalentamiento. Siguiendo los pasos de solución de problemas descritos en esta guía, los usuarios pueden abordar sistemáticamente estos problemas, asegurando que sus máquinas funcionen sin problemas y de manera eficiente.
Conceptos clave y su impacto
Alineación láser: Una alineación correcta del láser es crucial para conseguir grabados y cortes precisos. Los láseres mal alineados pueden dar lugar a grabados desiguales o incorrectos, lo que puede comprometer la calidad del producto final. Comprobar y ajustar periódicamente la alineación del láser garantiza la precisión y la uniformidad.
Polvo y contaminación: El polvo y los residuos pueden acumularse en los componentes de la máquina, afectando a su rendimiento. Por ejemplo, el polvo en la lente del láser puede dispersar el rayo láser y provocar grabados poco nítidos. Es necesario limpiar regularmente los componentes de la máquina, especialmente la lente y los espejos, para mantener un rendimiento óptimo.
Sobrecalentamiento: El sobrecalentamiento puede dañar gravemente la máquina de grabado y corte por láser, provocando costosas reparaciones y tiempos de inactividad prolongados. Asegurarse de que los sistemas de ventilación y refrigeración son adecuados es fundamental para evitar el sobrecalentamiento. Supervisar la temperatura de la máquina y abordar cualquier signo de sobrecalentamiento con prontitud puede mitigar los peligros potenciales.
Casos prácticos de resolución de problemas
Consideremos un escenario en el que los grabados láser aparecen desalineados. Este problema podría deberse a una mala alineación del propio láser. Para solucionarlo, el usuario debe comprobar la alineación del láser utilizando las herramientas de alineación integradas en la máquina o un dispositivo de alineación láser. Se deben realizar ajustes hasta que el rayo láser esté correctamente alineado con la trayectoria prevista.
Otra situación común son los grabados poco claros o tenues, que podrían deberse a una lente láser sucia. En este caso, el usuario debe limpiar cuidadosamente la lente con una solución limpiadora adecuada y un paño sin pelusas, asegurándose de que no queden residuos.
Ventajas de la resolución de problemas y el mantenimiento periódicos
La correcta localización de averías contribuye a la seguridad de los operarios y a la longevidad de la máquina. Identificar a tiempo problemas como el sobrecalentamiento o la rotura de lentes puede evitar peligros potenciales y prolongar la vida útil de la máquina. Comprender los problemas comunes y sus soluciones permite a los usuarios realizar el mantenimiento rutinario y tomar decisiones informadas sobre cuándo acudir a reparaciones profesionales.
En resumen, esta guía proporciona técnicas esenciales de solución de problemas para ayudar a los usuarios a mantener sus máquinas de grabado y corte por láser, garantizando que ofrezcan resultados de alta calidad de forma constante. Al abordar los problemas comunes de forma sistemática, los usuarios pueden maximizar el rendimiento y la vida útil de sus equipos y, en última instancia, mejorar su productividad y eficiencia.
Solución de problemas de la máquina de corte por láser de placas
1.1. El corte tiene esquinas afiladas Pasos de la solución
Pasos de la solución (si el paso anterior es ineficaz, pase al siguiente):
Compensar la holgura inversa (cambio en la configuración de la plataforma);
Compruebe el engranaje y la cremallera;
Inspeccione la instalación del motor, asegúrese de que la instalación del espaciador es correcta y que los acoplamientos están bien apretados;
Compruebe si los tornillos deslizantes están bien apretados.
1.2. Problema de ondulación en el corte
Pasos de la solución (si el paso anterior es ineficaz, pase al siguiente):
Presione el material con la mano mientras corta y observe el efecto de corte;
Compruebe si hay inestabilidad o tambaleo en las almohadillas de nivelación de la máquina y en el armazón de la mesa; no utilice perfiles inestables o poco fiables bajo las almohadillas;
Ajuste los parámetros de corte; a. Baje la siguiente sensibilidad en la configuración del software; b. Aumente la supresión de vibraciones en los ajustes del software; c. Ajuste los parámetros del servo;
Compensar la holgura inversa (cambio en la configuración de la plataforma);
Compruebe si el cilindro bloquea la plataforma de intercambio;
Asegúrese de que el cabezal láser y los componentes relacionados estén firmemente fijados;
Inspeccione la instalación del motor, asegúrese de que la instalación del espaciador es correcta y que los acoplamientos están bien apretados;
Compruebe si los tornillos deslizantes están bien apretados;
Compruebe el engranaje de los ejes X e Y, necesita 0,06-0,08 mm;
Sustituya los engranajes de reducción X e Y y los motores.
1.3 Poca precisión de corte
Pasos de la solución (si el paso anterior no es efectivo, pase al siguiente):
Asegúrese de que el cabezal láser y los componentes relacionados estén firmemente fijados;
Ajuste los parámetros del proceso y los parámetros del servo;
Compensar la holgura inversa (cambio en la configuración de la plataforma);
Compruebe el engranaje de los ejes X e Y, necesita 0,06-0,08 mm;
Comprobar la verticalidad de los ejes X e Y, 0,03mm;
Inspeccione la instalación del motor, asegúrese de que la instalación del espaciador es correcta y que los acoplamientos están bien apretados;
Compruebe si los tornillos deslizantes están bien apretados;
Utiliza un interferómetro láser.
1.4 Problemas de ruido anormal
Pasos de la solución (si el paso anterior no es efectivo, pase al siguiente):
Compruebe la ubicación del ruido anormal, y si es causado por chapa metálica las piezas de chapa y el paño antipolvo;
Ruido en el eje Z: a. Compruebe la planitud de la placa de fijación del cabezal láser, sustitúyala si es necesario; b. Compruebe la altura central de ambos extremos del tornillo y la coaxialidad del asiento de la tuerca, ajuste con calzos de cobre si es necesario; c. Inspeccione los acoplamientos y asegúrese de que están apretados; d. Comprobar el motor, ajustar los parámetros, inspeccionar el circuito de freno hasta sustituir el motor y el servo.
Ruido en el eje X: a. Compruebe la holgura de encaje de la cremallera: 0,06-0,08 mm; b. Utilice un calibrador de cremalleras para comprobar el paralelismo entre la cremallera y el carril guía del mismo lado, ≤ 0,03mm/1000mm; c. Compruebe la planitud de la instalación del cabezal de la máquina con la corredera, exigiendo un error de 0,03 mm; sustituya el cabezal de la máquina si el error supera los 0,2 mm; d. Compruebe el paralelismo de los carriles de guía, la rectitud del carril de guía debe ser ≤0.02mm/1000mm, después de la instalación asegúrese de que el carril de guía está en estrecho contacto con la superficie de apoyo, utilice una galga de 0.02mm para detectar, y la galga no debe entrar; e. Comprobar el motor, ajustar los parámetros hasta sustituir el motor y el servo; f. Sustituir la corredera.
Ruido en el eje Y: a. Compruebe la holgura de encaje de la cremallera: 0,06-0,08 mm; b. Utilice un calibrador de cremalleras para comprobar el paralelismo entre la cremallera y el carril guía del mismo lado, ≤ 0,03mm/1000mm; c. Compruebe la planitud de la instalación de la viga con la corredera, exigiendo un error de 0,03 mm; sustituya la viga si el error supera los 0,2 mm; d. Compruebe el paralelismo de los carriles guía, rectitud del carril guía debe ser ≤0.02mm/1000mm, después de la instalación asegúrese de que el carril guía está en estrecho contacto con la superficie de apoyo, utilice una galga de 0.02mm para detectar, y la galga no debe entrar; e. Comprobar el motor, ajustar los parámetros hasta sustituir el motor y el servo; f. Sustituir la corredera.
En caso de ruidos anormales procedentes de accesorios periféricos, como los ventiladores del enfriador de agua, sustitúyalos directamente.
1,5 Discrepancia diagonal
Pasos de la solución (si el paso anterior no es efectivo, pase al siguiente):
Compruebe qué dirección tiene un problema en las dimensiones de los ejes X e Y; el error tanto para la longitud lateral de 500 mm como para la diagonal no debe superar los 0,1 mm;
Compensar la holgura inversa (cambio en la configuración de la plataforma);
Ajuste el parámetro de compensación diagonal;
Compruebe el engranaje de los ejes X e Y, necesita 0,06-0,08 mm;
Comprobar la verticalidad de los ejes X e Y, 0,03mm; si la precisión es satisfactoria, ajustar la verticalidad según la desviación diagonal real.
1.6 Bloqueo de los ejes X, Y y Z
Pasos de la solución (si el paso anterior no es efectivo, pase al siguiente):
Ajuste los parámetros del accionamiento del motor;
Inspeccione la instalación del motor, asegúrese de que la instalación del espaciador es correcta y que los acoplamientos están bien apretados;
Sustituya el motor si hay problemas con el propio motor;
Compruebe el motor, ajuste los parámetros, inspeccione el circuito de freno hasta sustituir el motor y el servo.
1.7 Problemas de efecto de corte
Pasos de la solución:
Acero estructural: Corte con O2
Defectos
Posibles causas
Soluciones
Sin rebabas, líneas de entrada consistentes
Potencia adecuadaVelocidad de corte adecuada
Desplazamiento significativo de la línea de entrada inferior, corte inferior más ancho
Velocidad de corte demasiado altaPotencia de corte demasiado bajaPresión de gas demasiado bajaEnfoque demasiado alto
Disminuir la velocidad de corteAumentar la potencia de corteAumentar la presión del gasBajar el foco
Rebabas inferiores similares a la escoria, con forma de gota y fáciles de eliminar
Velocidad de corte demasiado altaPresión de gas demasiado bajaEnfoque demasiado alto
Disminuir la velocidad de corteAumentar la presión del gasBajar el foco
Conectado fresas metálicas puede retirarse como una pieza entera
Enfoque demasiado alto
Bajar el foco
Las rebabas metálicas de la superficie inferior son difíciles de eliminar
Velocidad de corte demasiado altaPresión de gas demasiado bajaGas impuroEnfoque demasiado alto
Disminuir la velocidad de corteAumentar la presión del gasUsar gas más puroBajar el foco
Rebabas en un solo lado
Alineación coaxial incorrecta del láserDefecto del orificio de la boquilla
Ajustar la alineación coaxial del láserSustituir la boquilla
Material expulsado por la parte superior
Potencia demasiado bajaVelocidad de corte demasiado alta
Aumentar la potenciaDisminuir la velocidad de corte
Superficie de corte poco precisa
Presión de gas demasiado altaBoquilla dañadaDiámetro de la boquilla demasiado grandeMaterial de mala calidad
Disminuya la presión del gasCambie la boquillaInstale una boquilla adecuadaUse materiales con superficies lisas y uniformes
Acero inoxidable: Corte con alta presión N2
Defectos
Posibles causas
Soluciones
Produce fresas pequeñas y regulares en forma de gota
Enfoque demasiado bajoVelocidad de corte demasiado alta
Aumentar el enfoqueDisminuir la velocidad de corte
Rebabas largas, irregulares y filamentosas en ambos lados, y decoloración de la superficie de la placa grande.
Velocidad de corte demasiado bajaEnfoque demasiado altoPresión de gas demasiado bajaMaterial demasiado caliente
Aumentar la velocidad de corteBajar el focoAumentar la presión del gasEnfriar el material
Rebabas largas e irregulares en un solo lado del filo de corte
Alineación coaxial del láser incorrectaEnfoque demasiado altoPresión de gas demasiado bajaVelocidad demasiado baja
Ajustar la alineación coaxial del láserBajar el focoAumentar la presión del gasAumentar la velocidad
El filo se vuelve amarillo
Impurezas de oxígeno en el gas nitrógeno
Utilizar gas nitrógeno de alta calidad
Haz divergente en el punto de partida
Aceleración demasiado altaEnfoque demasiado bajoMaterial fundido no expulsado correctamente
Disminuir la aceleraciónAumentar el enfoquePerforar agujeros redondos
Sustituir la boquillaLimpie la lente y sustitúyala si es necesario.
Material expulsado por la parte superior
Potencia demasiado bajaVelocidad de corte demasiado altaPresión de gas demasiado alta
Aumentar la potenciaDisminuir la velocidad de corteReducir la presión del gas
1.8 Problema de interferencia de componentes
Pasos de la solución (continúe con el siguiente paso si el anterior es ineficaz):
En primer lugar, haga un juicio, consulte a los inspectores de control de calidad, revise los planos, si el componente no coincide con el plano, devuélvalo al almacén y sustitúyalo por un componente cualificado. Si coincide con el plano, consulte al personal de asistencia técnica para que verifique el plano y proporcione una solución específica. Lista de posibles soluciones:
Si hay interferencias con las cajas de cambio de la plataforma de intercambio de la serie E, corte la parte que interfiere si no afecta a la apariencia.
Si hay interferencia entre la caja de engranajes de la serie E y el paño guardapolvo, instale espaciadores en los orificios de montaje inferiores para desplazar la caja de engranajes hacia afuera.
Si el asiento de la cadena de arrastre del eje Y de la serie PT es una versión anterior, vuelva a taladrar los orificios de montaje.
Si la caja de asiento de la cadena de arrastre en el asiento de la cadena de arrastre del eje Y de la serie PT interfiere con la cama durante el movimiento, modifique la dirección del orificio de instalación en el travesaño para inclinar la cadena de arrastre.
Si la puerta corredera del armario grande PT funciona de forma anormal y no está enrasada con otros paneles, instale separadores. .......
1.9 Problemas de instalación
Pasos de la solución:
Revise detenidamente los planos 3D del conjunto o subconjunto.
Revisar el proceso de montaje.
Si no hay documentos técnicos, póngase en contacto con el personal de asistencia técnica.
1.10 Problemas de interferencias
Pasos de la solución:
Pantalla negra en el display: En primer lugar, compruebe si el cable de tierra está bien conectado, si se utilizan cables apantallados, pruebe con perlas de ferrita añadidas y pruebe a sustituir el ordenador industrial.
Visualización distorsionada con copos de nieve en la pantalla: Este problema ocurre con más frecuencia en las máquinas de la serie I. Compruebe si hay perlas de ferrita instaladas en el cable VGA, separe el circuito principal del servocontrolador y el cable VGA, y evite colocarlos en la misma bandeja de cables.
Malos resultados de calibración de las máquinas tubulares: Debe haber una placa de conexión entre la bancada de tubos y la bancada de placas, y el equipo debe estar correctamente conectado a tierra.
1.11 Alarma del enfriador
Pasos de la solución (continúe con el siguiente paso si el anterior es ineficaz):
Compruebe la pantalla de visualización de la enfriadora para obtener información sobre alarmas: Las alarmas más comunes son las de bajo nivel de líquido, caudal y temperatura. Si el nivel de líquido es bajo, añada agua; si se trata de alarmas de caudal, compruebe si hay obstrucciones o fugas en la tubería e inspeccione la frecuencia del enfriador; si se trata de alarmas de temperatura, compruebe la temperatura ambiente, la obstrucción del filtro y posibles daños en el sensor de temperatura.
Determine si se trata de un problema de cableado o de configuración de software basándose en el estado del punto de entrada de la placa adaptadora.
Compruebe si el cableado es incorrecto (normalmente abierto o normalmente cerrado).
Revise los ajustes de alarma de la enfriadora en la configuración de la plataforma.
1.12 Alarma límite eje Z
Pasos de la solución (continúe con el siguiente paso si el anterior es ineficaz):
Determine si se trata de un problema de cableado o de configuración de software basándose en el estado del punto de entrada de la placa adaptadora.
Compruebe si el cableado es incorrecto.
Revise los ajustes de los límites en la configuración de la plataforma.
Sustituya el final de carrera.
1.13 Alarma del conductor
Pasos de la solución:
Sobrecarga A.710, A.910 y A.720: Compruebe si la secuencia trifásica es correcta, si los ajustes de los parámetros son correctos, si hay algún cable desconectado y si la transmisión mecánica funciona correctamente.
A.F10 pérdida de fase de la línea de alimentación: Compruebe si el parámetro Pn00B está ajustado en monofásico o trifásico y si hay alguna línea de alimentación desconectada del motor.
A.900 desviación de posición excesiva: Apague y reinicie, inicialice el controlador y restablezca los parámetros, y compruebe si la transmisión mecánica está atascada o si la holgura es demasiado grande.
A.840 Alarma de datos del codificador: Mal funcionamiento del codificador, reinicie la fuente de alimentación, compruebe si el cableado del codificador es bueno y si el cable apantallado está correctamente conectado a tierra.
Fallo de calidad del conductor, sustituya el conductor.
1.14 Problema de desconexión
Pasos de la solución:
Compruebe si hay cortocircuitos o cables conectados a tierra en el circuito principal.
Compruebe si hay cortocircuitos o puesta a tierra en la línea de alimentación del conductor.
1.15 Error de software de corte
Desinstale y vuelva a instalar el software de corte.
Cambie a una versión inferior o superior del software.
1.16 Error de cableado
Compruebe el circuito según el esquema eléctrico.
Utilice un multímetro para comprobar la continuidad del cable y aplique el método de eliminación para encontrar el origen del fallo.
Solución de problemas de la máquina de corte por láser de tubos
2.1 Poca precisión de corte con el plato manual
Pasos de la solución (continúe con el siguiente paso si el anterior es ineficaz):
Compruebe la verticalidad del orificio del tornillo de ajuste en las mordazas delanteras del mandril; sustituya la pieza si la verticalidad no es satisfactoria.
Compruebe que la coaxialidad de los mandriles delantero y trasero es ≤0,15.
Asegúrese de que los componentes están conectados de forma segura de acuerdo con el apriete de pernos requisitos de torsión. Método: Coloque un reloj comparador en el portabrocas trasero mientras el delantero permanece inmóvil y gire el portabrocas trasero. Compruebe la coaxialidad. Si la coaxialidad no es satisfactoria, ajuste el mandril delantero hacia arriba, abajo, izquierda o derecha hasta que la coaxialidad cumpla la norma.
2.2 Poca precisión de corte con mandril eléctrico
Pasos de la solución (continúe con el siguiente paso si el anterior es ineficaz):
Compruebe si el tubo de precisión que se está cortando es estándar, con la precisión del tubo basada en el grado GB-17395-1988-E3 y un grado de curvatura de longitud total de 0,1%. Sustituya el tubo si no es estándar.
Compruebe si el sujeción del material de la tubería es correcto.
Compruebe si hay movimiento axial en el tornillo del mandril delantero. Si hay movimiento axial, elimínelo añadiendo calzos en el cojinete de soporte del tornillo.
Compruebe si hay movimiento en las mordazas del mandril delantero a lo largo del eje Y de la máquina herramienta. Si hay movimiento, sustituya el casquillo de cierre.
Comprobar el paralelismo y la verticalidad de las mordazas delanteras del plato. Método: Utilice un tubo rectangular de aluminio, sujete el mandril trasero y deje un espacio entre las mordazas del mandril delantero y el tubo rectangular. La separación en las cuatro direcciones debe ser uniforme a ≤±0,05. Utilice el tubo rectangular para juzgar el paralelismo y la verticalidad de las mordazas observando la separación entre ellas. Si las mordazas no están paralelas y verticales, ajuste las mordazas del mandril delantero.
Compruebe si las mordazas del plato trasero están bien fijadas. Si hay algún aflojamiento, apriete los tornillos sueltos.
Compruebe el redondez y precisión de posicionamiento de repetibilidad de las mordazas delantera y trasera, con ≤0,15. Si la redondez y repetibilidad precisión de posicionamiento están fuera de tolerancia, ajuste las mordazas delantera y trasera del mandril. Cuando realice la comprobación con el reloj comparador, registre la posición máxima de la excentricidad y ajuste la mordaza hacia dentro en la posición máxima. Cuando ajuste las mordazas, intente ajustar sólo un lado.
Si se han comprobado todos los factores anteriores y no hay problemas, inspeccione la coaxialidad de los mandriles delantero y trasero. La coaxialidad de los mandriles delantero y trasero debe ser ≤0,08. Método: Coloque un reloj comparador en el mandril trasero y mida el círculo interior y la cara final del mandril delantero. Observe los valores de excentricidad en el reloj comparador para determinar la coaxialidad y la excentricidad de la cara frontal de los platos delantero y trasero. Si los valores de coaxialidad y excentricidad de la cara frontal están fuera de tolerancia, ajuste el mandril frontal a la izquierda, derecha, arriba o abajo hasta que la coaxialidad y la excentricidad de la cara frontal cumplan la norma.
Vuelva a colocar el mandril.
2.3 Los puntos de inicio del corte no coinciden
Pasos de la solución (continúe con el siguiente paso si el anterior es ineficaz):
Compruebe si el valor actual del mandril delantero es demasiado alto.
Comprueba la coaxialidad de los platos delantero y trasero si están en ejes diferentes; debe ser ≤0,15.
Compruebe el valor de la excentricidad de la cara frontal del mandril con ≤0,1. Método: Coloque un reloj comparador en el mandril trasero y mida el círculo interior y la cara frontal del mandril delantero. Observe los valores de excentricidad en el reloj comparador para determinar la coaxialidad y la excentricidad de la cara extrema de los mandriles delantero y trasero. Si los valores de coaxialidad y excentricidad de la cara frontal están fuera de tolerancia, ajuste el mandril delantero a la izquierda, derecha, arriba o abajo hasta que la coaxialidad y la excentricidad de la cara frontal cumplan la norma.
Compruebe si el husillo del mandril trasero tiene movimiento axial.
2.4 Problema de ondulación en el corte
Consulte el Capítulo 1 Máquina cortatubos Problema 1.2.
2,5 Gran error de búsqueda de bordes
Pasos de la solución (continúe con el siguiente paso si el anterior es ineficaz):
Compruebe si el cabezal láser está vertical; sustituya la placa de conexión del cabezal láser si no está vertical.
Elimine las interferencias causadas por la corriente en los mandriles delantero y trasero conectándolos a la bancada de la máquina con cables de cobre.
2.6 Interferencias
Consulte el capítulo 1 Corte de chapas Máquina Problema 1.10.
2.7 Alarma de la máquina de refrigeración por agua
Consulte el Capítulo 1 Máquina de corte de chapa Problema 1.11.
2.8 Alarma de límite de eje Z
Consulte el Capítulo 1 Máquina de corte de chapa Problema 1.12.
2.9 Alarma del conductor
Consulte el Capítulo 1 Máquina de corte de chapa Problema 1.13.
2.10 Problema de disparo
Consulte el Capítulo 1 Máquina de corte de hojas Problema 1.14.
2.11 Error de software de corte
Consulte el Capítulo 1 Máquina de corte de chapa Problema 1.15.
2.12 Error de cableado
Consulte el Capítulo 1 Máquina de corte de hojas Problema 1.16.
Resolución de problemas de corte por láser de alta potencia
1. Estado del mercado del corte por láser de alta potencia
Con la evolución de la industria del láser y los cambios en las demandas de la industria transformadora, los equipos de corte por láser de alta potencia se han convertido gradualmente en un foco de interés para el mercado.
Con unas ventajas incomparables en cuanto a velocidad y grosor, el corte por láser de alta potencia ha obtenido ya un amplio reconocimiento en el mercado.
Sin embargo, dado que la tecnología de corte por láser de alta potencia aún se encuentra en sus primeras fases de adopción generalizada, algunos operarios no son del todo competentes en la gestión de este proceso de corte, y a menudo se encuentran perdidos cuando se enfrentan a problemas durante la depuración de la producción.
Para hacer frente a estos problemas en el corte de alta potencia, los técnicos de procesos de corte ofrecen algunos consejos de solución de problemas para ayudarle a ajustar a la derecha corte por láser parámetros del proceso (Figura 1).
Esto no sólo reducirá las pérdidas ocasionadas por las piezas defectuosas, sino que también mejorará su rentabilidad desde otra perspectiva.
Figura 1: Corte de acero al carbono con láser de 30 kW
2. Eliminación de defectos
Hay muchas razones por las que los láseres de alta potencia pueden producir piezas defectuosas durante el proceso de corte. Los principales problemas pueden diagnosticarse a partir de los cuatro aspectos siguientes.
(1) Solución de problemas básicos
Si se detectan malos resultados de corte, compruebe primero los siguientes problemas:
1. ¿Están contaminadas las lentes?
2. ¿Está dañada la boquilla?
3. ¿Está la luz centrada en la boquilla?
4. ¿Hay fugas o daños en el cuerpo cerámico?
(2) Métodos para eliminar las rayas seccionales
1. Posibles razones:
Selección incorrecta de la boquilla: boquilla demasiado grande; ajuste incorrecto de la presión de aire: quemaduras con rayas debido a una presión demasiado alta; velocidad de corte incorrecta: quemaduras causadas por una velocidad demasiado lenta o demasiado rápida.
2. Soluciones:
Cambiar la boquilla, optar por una boquilla de menor diámetro, por ejemplo, una boquilla D1.4 de alta velocidad para corte brillante de acero al carbono de 16 mm, y una boquilla D1.6 de alta velocidad para corte brillante de acero al carbono de 20 mm; reducir el aire de corte presión para mejorar la calidad de la sección de corte; ajustar la velocidad de corte, de modo que la potencia coincida con la velocidad de corte para conseguir el efecto mostrado en la Figura 2.
Figura 2: Diagrama comparativo de optimización de las bandas transversales
(3) Métodos para eliminar las escorias de fondo
1. Posibles causas:
La boquilla utilizada puede ser demasiado pequeña, enfoque de corte desajustado; presión de aire demasiado baja o demasiado alta, velocidad de corte demasiado rápida; mala calidad del material de la chapa, mala calidad de la chapa, las boquillas pequeñas tienen dificultades para eliminar la escoria.
2. Soluciones:
Sustitúyala por una boquilla de mayor diámetro, ajuste el foco a la posición adecuada; aumente o disminuya la presión del aire hasta que el flujo de aire sea el adecuado; elija un material de placa de buena calidad. De este modo se puede conseguir el efecto que se muestra en la figura 3.
Figura 3: Cuadro comparativo de la optimización de la escoria de fondo
(4) Métodos para eliminar las rebabas del fondo
1. Posibles causas:
El diámetro de la boquilla es demasiado pequeño para cumplir los requisitos de mecanizado; la negativa desenfocar está desajustada y debe aumentarse y ajustarse a la posición adecuada; la presión de aire es demasiado baja, lo que provoca rebabas en el fondo y un corte insuficiente.
2. Soluciones:
Utilice una boquilla de mayor diámetro para aumentar el caudal de aire; aumente el desenfoque negativo para permitir que la sección de corte alcance la posición inferior; aumente la presión de aire para reducir las rebabas inferiores. De este modo se puede conseguir el efecto que se muestra en la figura 4.
Figura 4: Cuadro comparativo de la optimización de la fresa inferior
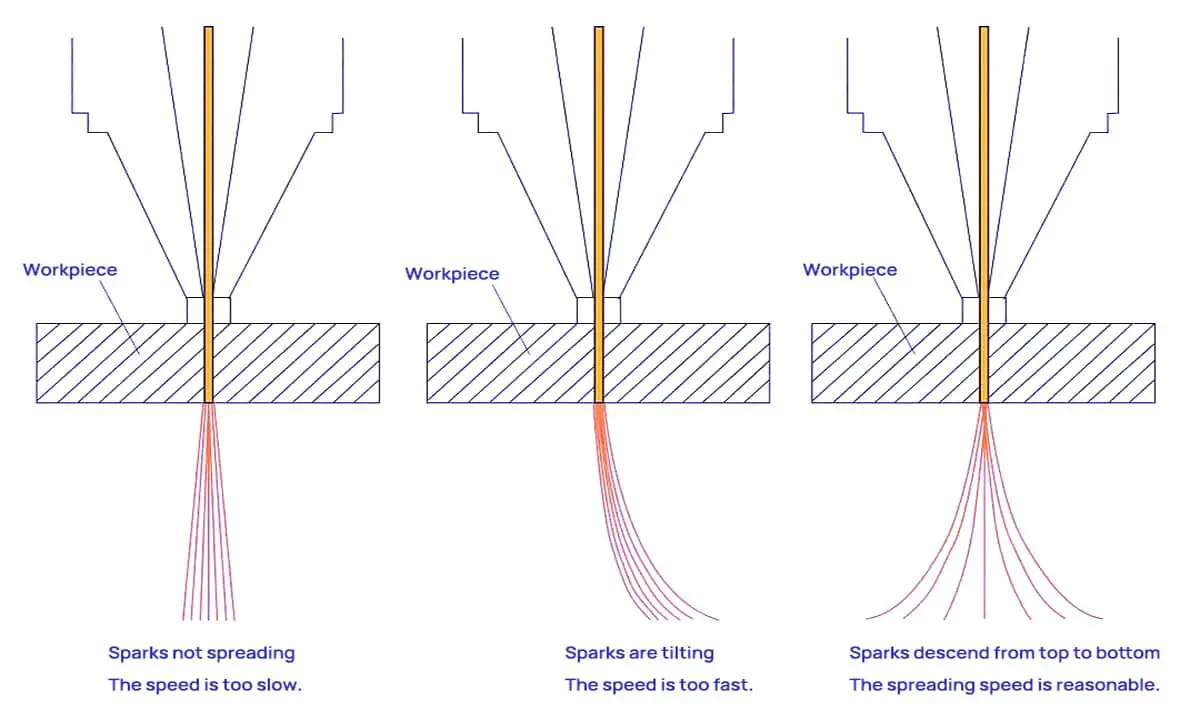
3. Cómo determinar si la velocidad de corte es adecuada según las chispas
Figura 5: Diagrama de difusión de la chispa en el corte por láser
(1) Velocidad de corte adecuada: Las chispas de corte se difunden hacia abajo, lo que da como resultado una superficie de corte lisa y sin residuos en la parte inferior.
(2) Velocidad de corte excesiva: Las chispas cortantes se inclinan.
(3) Velocidad de corte insuficiente: Las chispas cortantes no se difunden y son pocas, agrupándose.
En respuesta a estas cuestiones, la potencia de la máquina de corte por láser (véase la figura 6) es compatible con los 20.000 a 30.000 vatios más utilizados en el mercado actual de procesamiento de chapa metálica. Con servomotores bilaterales, ofrece velocidades rápidas, un posicionamiento preciso y un funcionamiento suave.
La alta velocidad de corte es un ventajas del láser de corte y la razón principal por la que muchos usuarios de procesado de chapa eligen las cortadoras láser. Sin embargo, más rápido no siempre es mejor. Sólo controlando la velocidad de corte adecuada se puede conseguir una superficie de corte lisa y sin escoria y piezas de alta calidad.
La potencia del láser influye en la velocidad a la que el equipo láser corta la chapa, y esta velocidad de corte, a su vez, afecta a la calidad del corte de chapa. Bajo fijo potencia del láserExiste una gama óptima de velocidades de corte. Las velocidades demasiado rápidas o demasiado lentas pueden afectar negativamente a la suavidad de la sección transversal cortada.
Otros 63 Guía de solución de problemas de máquinas de corte por láser
Corte por láser A menudo, las máquinas sufren averías durante su uso. Sin la orientación de un profesional, puede resultarnos difícil determinar con precisión el origen del problema en el equipo de corte por láser. Sólo podemos confiar en nuestra propia experiencia para averiguarlo.
Sin embargo, cuando surgen algunos problemas por primera vez, podemos sentirnos perdidos e incluso tener dificultades para describir el problema con claridad cuando consultamos al servicio posventa del fabricante.
Para ayudarle, he seleccionado cuidadosamente algunos problemas comunes de las máquinas de corte por láser y sus correspondientes fuentes o soluciones.
1. ¿Poca calidad de corte o incapacidad para cortar?
Las causas potenciales incluyen ajustes de baja potencia, pequeños ajustes del potenciómetro, ópticas desalineadas, lentes sucias, lentes de enfoque mal instaladas, problemas de distancia focal, potencia del láser problemas de alimentación, atenuación de la potencia del tubo láser, alta temperatura del agua y tensión inestable. Aborde estos problemas paso a paso en función de la situación real.
2. ¿No se puede conectar al dispositivo?
Compruebe si los controladores de la placa están instalados, si los cables USB o Ethernet están conectados correctamente, si los cables están dañados, si la placa adaptadora está defectuosa y otros problemas relacionados con la placa.
3. La máquina vuelve al origen incorrecto cuando se enciende?
El interruptor de origen puede estar averiado.
4. ¿Deformación de la forma de corte y superposición de cortes?
Entre las posibles causas se incluyen tornillos de la rueda síncrona sueltos, cables del motor rotos, un motor defectuoso, problemas con el controlador y problemas de tensión.
5. ¿El aparato no arranca y el disyuntor interior se dispara al encenderlo?
Compruebe si el botón de parada de emergencia está liberado, si el circuito externo está conectado, si el disyuntor interno del aparato está cerrado y si se oye un "chasquido" al encenderlo. Si es así, inspeccione el contactor principal y el transformador de control.
Además, compruebe si hay fugas de agua en el sistema de protección de agua que provoquen un cortocircuito en la fuente de alimentación del láser (por ejemplo, la protección de agua JGHY12570 instalada en el lado con la fuente de alimentación del láser justo debajo), un cortocircuito en la bomba de agua 107 o el uso de un disyuntor interior de tamaño insuficiente.
6. ¿Arco eléctrico de alta tensión?
Este problema puede ser bastante problemático. Se recomienda añadir un manguito aislante de alta tensión sobre el cable de alta tensión.
7. ¿El tamaño del gráfico de corte es demasiado grande o demasiado pequeño?
Compruebe si el tamaño del gráfico de salida es consistente, si hay cambios en la posición de altura del eje Z y si los archivos de calibración necesitan ajustes.
8. ¿Diferentes colores en el centro y alrededor de la imagen cortada?
Ajuste el coeficiente de enfoque y el punto de enfoque del eje W.
9. ¿Marcas dañadas o manchas más gruesas durante el marcado?
Compruebe la dinámica y el tablero DA.
10. ¿Desplazamiento de la posición del gráfico de marcado?
Compruebe el desplazamiento del eje X o Y en el espejo de exploración, encuentre el punto central y ajuste la posición del eje XY de acuerdo con la dirección de desplazamiento real.
11. El eje XY del espejo de exploración oscila aleatoriamente cuando se enciende, y el motor dinámico hace ruidos anormales?
Sustituya la fuente de alimentación conmutada de ±12±15 V; sustituya la fuente de alimentación conmutada de ±12±28 V.
12. ¿No hay salida láser?
Compruebe si el flujo de agua de retorno del enfriador es normal, si hay cambios en la posición del eje W, si la fuente de alimentación del láser DC48V32A funciona correctamente y otras cuestiones relacionadas con el tubo láser.
13. ¿No se visualiza nada en el panel de control al encenderlo?
Compruebe si la fuente de alimentación conmutada de 5V12V24V funciona correctamente e inspeccione el panel de visualización.
14. ¿El panel de control funciona mal y la máquina no vuelve al origen cuando se enciende?
Sustituya la tarjeta de control offline.
15. ¿El eje Z no alimenta material o se mueve débilmente?
Las causas potenciales incluyen problemas con el motor de alimentación del eje Z, problemas con el controlador, rodamientos u objetos extraños que causen obstrucción.
16. ¿El tubo de vidrio no emite luz?
El control de salida del tubo de vidrio incluye principalmente el tubo láser, la fuente de alimentación láser, el sistema de circulación de agua y la señal de salida. La señal de salida está formada por la señal de salida PWM de la tarjeta de control, la señal de protección del agua y la señal del interruptor de la puerta.
Si el tubo láser no emite luz, centre la atención en el tubo láser, la fuente de alimentación láser, el sistema de circulación de agua y la señal de salida.
En primer lugar, compruebe si la fuente de alimentación del láser funciona con normalidad, si hay alguna anomalía en los tubos interior y exterior del tubo láser y si el sistema de circulación de agua es normal.
Si no es así, sustitúyalo o ajústelo en consecuencia. Si todo es normal, considere la señal de salida.
En primer lugar, pruebe el tubo láser y la fuente de alimentación láser utilizando el método de la señal de cortocircuito. Si esto funciona, no hay problemas con el tubo láser ni con la fuente de alimentación láser, y el problema reside en el interruptor de protección contra el agua, el relé, el interruptor de la puerta o la señal PWM de la tarjeta de control.
Si este método falla, el problema está en el tubo láser o en la fuente de alimentación láser, y puede utilizar el método de sustitución para resolver el problema.
17. ¿El tubo láser RF no emite luz?
Asegúrese de que la circulación del agua es clara y de que la alimentación del láser arranca con normalidad.
En primer lugar, compruebe si la tensión de 48 V CC de la fuente de alimentación del láser es normal. Compruebe la conductividad de las patillas 4 y 13 del conector de 25 patillas del tubo láser; la conductividad indica que la señal de protección contra el agua es normal. Si no es así, compruebe la protección contra el agua.
Compruebe la tensión entre los pines 7 y 20; una tensión continua de 4-5V cuando no se pulsa preset o start y de 1-3V cuando se pulsa preset o start indica una señal normal (conducción de bajo nivel).
Si el agua, la alimentación y estas dos señales son normales, generalmente se trata de un problema del tubo láser. Si las señales son anormales, indica un problema de la tarjeta de control o del circuito.
18. ¿La sustitución del tubo láser RF muestra "error de conexión del tubo láser"?
Si el conector (los cables internos no están desoldados ni cortocircuitados), los cables de alimentación (positivo izquierdo, negativo derecho y tierra conectada al terminal negativo) y las conexiones de agua son normales, y el dispositivo sigue sin poder conectarse correctamente después de reiniciar la enfriadora y el equipo, generalmente se trata de un problema con la placa de circuito de conexión del conector de 25 patillas o de incompatibilidad, como que los tubos codificados y no codificados no sean compatibles con la placa de circuito.
19. ¿Cortes desalineados de la máquina de corte?
(Sobrecorte o corte de gráficos colineales con una gran distancia)
1.) Alimentación de cortes desalineados:
a) Compruebe el paso del eje de avance; paso = longitud medida * paso original / longitud real (longitud de avance ajustada).
b) Compruebe si el eje de avance correa síncrona la rueda tensora y la rueda tensora de la correa síncrona del motor están flojas.
c) Compruebe si la malla del rodillo está suelta y si hay deslizamiento relativo entre ésta y el eje de alimentación o si se produce algún fenómeno de atasco.
2.) Cortes no alineados:
a) Compruebe si el motor grande del carro o la rueda síncrona del eje óptico están sueltos.
b) Compruebe si se producen fenómenos de pasos perdidos, que podrían estar causados por una velocidad de procesamiento, una velocidad de ralentí o una aceleración demasiado altas, un mal contacto del cable del motor, una corriente del excitador demasiado baja o un excitador o motor defectuosos. El fallo del motor que causa la pérdida de pasos es relativamente raro.
20. ¿Alimentación larga en la máquina de alimentación?
Si la máquina de alimentación avanza demasiado tiempo, suele deberse a un mal funcionamiento del interruptor fotoeléctrico o a una sensibilidad lumínica incorrecta del interruptor fotoeléctrico. La sensibilidad a la luz del interruptor fotoeléctrico puede ajustarse.
Cuando los interruptores superior e inferior se iluminan simultáneamente mientras la máquina de alimentación está trabajando, la máquina de alimentación se pondrá en marcha.
Si la sensibilidad a la luz es demasiado alta, la máquina detectará la luz incluso cuando el material de corte la esté bloqueando, lo que provocará una sobrealimentación. En este caso, ajuste el mando de sensibilidad en el cableado del interruptor fotoeléctrico hasta que la luz indicadora se encienda cuando el material lo esté bloqueando.
21. ¿Punto luminoso grueso en la máquina galvanométrica?
Si la intensidad de la luz no es suficiente y se han ajustado bien la trayectoria óptica básica y la trayectoria óptica del ensanchador del haz, y se ha ajustado bien la distancia focal dinámica, pero el punto luminoso sigue siendo grueso, es necesario ajustar la distancia entre las dos lentes del ensanchador del haz.
Para nuestro expansor de haz 3x de uso común, ajustar el diámetro del punto del haz de salida a 13-14 mm suele dar buenos resultados. También se puede ajustar según los requisitos de procesamiento del cliente.
22. ¿Máquina galvanométrica con autoexcitación dinámica?
Para Shanghai Dynamics, ajuste R103 y R28 para regular la autoexcitación y los aullidos. Si el ajuste no es efectivo, mida si el eje del motor está en cortocircuito con la carcasa de la máquina. Durante la medición, desconecte el cable de alimentación del motor; de lo contrario, será continuamente conductor.
Si sigue conduciendo después de desconectar el cable de alimentación del motor, utilice una película aislante para aislar el motor y la carcasa de la máquina y, a continuación, vuelva a ajustar R103 y R28. Si sigue sin conducir después de solucionar estos problemas, sustituya los componentes.
23. Marcado incorrecto o tamaño de corte en máquinas de marcado y corte?
Para dinámica máquinas de marcado, el tamaño incorrecto sin mover la lente del galvanómetro hacia arriba y hacia abajo se debe generalmente a que los datos de los parámetros de calibración han cambiado o son erróneos. La recalibración de los parámetros del galvanómetro puede resolver el problema.
En las máquinas de corte, los tamaños de corte incorrectos suelen deberse a errores en la distancia entre pasos y el recuento de impulsos del controlador. Por lo general, la determinación del recuento de impulsos y el cálculo de la distancia de paso pueden resolver el problema.
24. ¿La máquina de corte invierte la dirección de la posición inicial cuando se enciende?
Este tipo de avería suele deberse a un interruptor de posición inicial dañado. Existen dos tipos de interruptores de posición inicial: los interruptores de proximidad y los interruptores de láminas (interruptores de control magnético). La inversión del sentido de la posición inicial suele deberse a un cortocircuito en la bobina del interruptor. La sustitución del interruptor puede resolver el problema.
25. Motor de la cortadora¿Fallo en el controlador del motor, el cable del motor y el interruptor de la fuente de alimentación de CC del controlador?
Las manifestaciones específicas de estos fallos en los equipos suelen ser:
(1) El cabezal láser no se mueve
(2) El movimiento del cabezal láser es anormal, con pausas o fluctuaciones durante el funcionamiento En tales casos, observe y mida primero si la fuente de alimentación conmutada de 48 V o 42 V CC funciona correctamente.
Una tensión de alimentación insuficiente o inestable puede provocar estos fenómenos. Si la fuente de alimentación conmutada funciona con normalidad, considere si el fallo reside en el excitador, el motor o el cable del motor.
Para determinar si el motor está averiado, compruebe primero si el propio motor gira suavemente sin alimentación y con el cable del motor desconectado del excitador. Si la rotación del motor es anormal, puede determinarse directamente que se trata de una avería del motor y sustituirlo. Si el motor funciona normalmente, mida la bobina del motor.
Para un motor de seis hilos, AC, A+ y A- forman un grupo de bobinas; AC y A+ y A- deben ser conductores. BC, B+ y B- forman otro grupo de bobinas, con la misma situación de conductividad. Si la conductividad es anormal, se puede determinar directamente como un fallo del motor.
Para los controladores paso a paso Baishan y YAKO, si la fuente de alimentación de CC es normal y el cable del motor está desconectado, y la luz indicadora del controlador está apagada, se puede determinar directamente como un fallo del controlador. Si no puede determinar directamente la falla, puede utilizar el método de reemplazo para la prueba.
Los fallos en los cables del motor son poco probables en este tipo de avería. Si se han descartado tanto el motor como el excitador, debe considerarse el cable del motor. Compruebe si hay cortocircuitos o circuitos abiertos y utilice un multímetro para realizar pruebas de continuidad detalladas para solucionar el problema.
26. ¿El tubo láser no emite luz?
El interruptor de nivel de agua está roto.
La línea de alta tensión está desconectada.
El tubo láser está agrietado o quemado.
La fuente de alimentación del láser está dañada.
No hay circulación de agua (incluyendo tuberías de agua obstruidas y bomba de agua que no funciona).
El cable de protección contra el agua está desconectado o tiene mal contacto.
No hay entrada de 220 V a la fuente de alimentación del láser.
No hay entrada de señal a la fuente de alimentación del láser (cable de señal roto o mal contacto, relé de control dañado, placa de circuito dañada o soldadura deficiente).
La tarjeta de dos ejes está rota.
27. ¿El tubo láser emite una luz débil?
Tubo láser dañado o lente quemada.
Decaimiento de la luz del tubo láser.
Componente dañado en la fuente de alimentación del láser.
El interruptor de parada de emergencia está pulsado.
El botón de inicio está roto.
El transformador de 24 V está dañado.
El contactor está dañado.
Cable roto.
Mal contacto del cable.
30. La fuente de alimentación del interruptor de 24V está rota; ¿los ejes X e Y de la máquina no se pueden mover?
La fuente de alimentación del interruptor de 42 V está dañada.
La placa de circuito está dañada.
Problemas con el cable de señal.
31. ¿El eje X o Y de la máquina no se mueve o no recibe alimentación?
No hay alimentación eléctrica para el conductor.
El conductor está dañado.
Mal contacto o cable roto en el conductor.
El enchufe del motor está dañado o tiene mal contacto.
El eje del motor está roto.
La correa de transmisión está suelta o rota.
Problemas con el cable de señal del conductor.
La corredera o la rueda de transmisión están atascadas.
32. Desalineación de corte de la máquina
El cinturón está suelto.
Los tornillos de la rueda de la máquina están sueltos.
Conductor de máquina dañado.
Cable de la máquina roto o dañado.
Enchufe del motor de la máquina dañado o mal contacto.
Problemas con el motor.
33. ¿No se puede detectar la tarjeta de control cuando se conecta a la máquina?
Tarjeta dañada.
La tarjeta no está correctamente insertada.
El enchufe del ordenador está dañado.
El controlador del módulo DPIO no está instalado.
34. El corte de la cámara es impreciso
Calibración no realizada.
Cámara mal ajustada.
Plantilla no creada correctamente.
Los parámetros de la cámara no están bien ajustados.
Parámetros de creación de la plantilla mal ajustados, como la relación de reconocimiento, etc.
35. ¿No hay emisión de luz?
Cortocircuite L y GND; si hay luz continua, indica que la fuente de alimentación láser y el tubo láser no tienen problemas, sólo problemas de señal. Cortocircuite P y GND para determinar si el interruptor de protección contra el agua es normal. Cortocircuite AIN y 5V; si hay luz continua, indica que el tubo láser, la fuente de alimentación láser y la protección contra el agua están conectados correctamente.
36. ¿El ordenador y el equipo no pueden conectarse?
Actualiza el controlador D13; también podría ser un problema del cable USB.
37. ¿Cuándo se puede empujar un eje con la mano durante el arranque?
Si el eje no se mueve durante el procesamiento, generalmente se trata de un driver dañado; también podría deberse a una holgura mecánica en la transmisión (por ejemplo, si ambos ejes no se mueven durante el procesamiento y pueden empujarse con la mano durante el arranque, y la luz del driver no está encendida, indica que la fuente de alimentación de 42 V está dañada).
38. ¿Desalineación en una dirección durante el corte?
Aumente la corriente del excitador; también podría ser un excitador dañado o un problema con el cable del motor.
39. ¿El corte tiene dientes de sierra?
Problema con el deslizador.
40. ¿No puedes pasar?
El tubo láser puede estar debilitado; la trayectoria del haz puede estar desalineada; también podría ser la fuente de alimentación del láser.
41. ¿El cabezal láser golpea la máquina y no se puede limitar?
Es posible que el interruptor de origen esté dañado o que no esté ajustado en el panel de control.
42. ¿El corte no sella?
Ajuste la correa y los parámetros.
43. ¿La máquina de corte conectada tiene luz durante el preajuste pero no durante el procesamiento?
Por lo general, se trata de un problema de la tarjeta de control.
44. ¿Las dimensiones de corte son incoherentes?
La distancia entre ejes y el pulso no están correctamente ajustados.
45. Durante el trabajo, se salta una pequeña sección de una curva completa y no se corta, lo que también se conoce como "saltar la luz"?
Este problema suele estar causado por el aflojamiento del deslizador del carro grande durante el funcionamiento a alta velocidad a largo plazo. Basta con reajustar los deslizadores a ambos lados del carro grande para resolver el problema.
46. Durante el trabajo, ¿algunas zonas de la misma placa no se cortan mientras que otras sí?
Este problema suele deberse a una desalineación del haz o a una mesa de trabajo irregular. Ajuste la trayectoria del haz y nivele la mesa de trabajo. A veces, la desalineación del haz está causada por la deformación del raíl, en cuyo caso es necesario ajustar el raíl.
47. Durante el corte, los extremos a veces se cortan entre sí y a veces se separan?
Este problema suele deberse a que se han aflojado los tornillos de fijación de la rueda síncrona o a problemas con los cables del motor. Si hay problemas con los cables del motor, lo mejor es sustituir todo el grupo, no sólo uno o dos cables individuales.
48. En verano, el enfriador es propenso a las alarmas de alta temperatura?
Este problema suele deberse al calor, a una mala disipación del calor en la enfriadora o a una capacidad de refrigeración insuficiente. Las enfriadoras de bricolaje no suelen tener una capacidad de refrigeración insuficiente, y el problema suele estar causado por disipadores de calor sucios o una ventilación deficiente, lo que provoca alarmas.
Los refrigeradores pequeños pueden tener una capacidad de refrigeración insuficiente; ajustar la diferencia de temperatura y aumentar la temperatura de alarma puede ayudar a resolver el problema.
49. ¿A veces emite luz y a veces no?
En primer lugar, compruebe si hay señales inestables, incluidas las señales de emisión de luz y las señales del enfriador. A continuación, compruebe si hay contactos deficientes en el potenciómetro. Por último, compruebe si la fuente de alimentación está dañada.
50. Al arrancar, la máquina no vuelve al origen y no puede moverse.
Este problema se debe generalmente a que el pequeño motor del carro no está encendido. En condiciones de arranque, el cabezal láser puede empujarse fácilmente con la mano. La causa del fallo suele ser una fuente de alimentación de 48 V dañada o una autoprotección. Apague la máquina durante diez minutos y vuelva a encenderla; si el problema persiste, sustituya la fuente de alimentación de 48 V.
51. ¿La luz del tubo láser se debilita después de cortar durante unos minutos?
Este problema suele tener tres causas posibles: un problema con la fuente de alimentación, un tubo láser dañado o una frecuencia de emisión de luz incorrecta para el tubo láser en el software.
52. ¿Un carruaje grande experimenta sacudidas violentas mientras se desplaza?
Este problema suele ser causado por problemas con los cables de límite del servo o los interruptores de límite. La sustitución de los cables o interruptores de límite debe resolver el problema.
53. ¿Dos cabezales láser se mueven erráticamente?
Esto se debe generalmente a una placa de control dañada, que produce señales incorrectas.
54. A veces es necesario conectar dos patrones, pero no se alinean al cortarlos...
Este problema está causado por el eje de accionamiento de alimentación y el carro pequeño perfil de aluminio no están paralelos. El carro pequeño no puede ajustarse; el eje de accionamiento de alimentación debe ajustarse para resolver el problema.
55. ¿El corte tiene forma de diente de sierra?
La corredera está suelta o dañada, la correa está suelta, la rueda síncrona de la correa está excéntrica, el valor de curvatura es demasiado alto, la velocidad de giro es rápida, la lente no está apretada, etc.
56. La potencia del tubo láser es inestable; el grabado es bueno al principio pero varía en profundidad al cabo de unos días?
El tubo láser y la fuente de alimentación son inestables.
57. ¿No hay emisión de luz?
El interruptor de nivel de agua tiene una fuga.
58. ¿La fuente de alimentación del láser se está arqueando?
Zona de soldadura mal conectada, no se ha aplicado silicona, el cable de alta tensión toca el metal.
59. ¿Incapaz de abrirse paso?
Desalineación del haz, lente sucia o suelta, distancia focal incorrecta, atenuación de la potencia del tubo láser.
60. ¿La máquina no arranca?
Parada de emergencia, alimentación externa, contactor.
61. ¿El eje XY no se mueve?
Conductor dañado, problemas con los cables o conectores del motor, rueda de sincronización de la correa suelta, fuente de alimentación de 42 V dañada.
62. ¿La pantalla no se enciende?
La fuente de alimentación de 24 V está dañada, o el cable de conexión entre la placa de control y el panel de visualización está dañado.
63. ¿Escaso efecto de corte?
La luz amarilla alrededor de la zona de corte no es correcta, soplado de aire insuficiente.
64. ¿Se queman las esquinas o se produce escoria al cortar piezas en ángulo recto?
Cuando se utiliza una máquina de corte por láser para cortar piezas en ángulo recto de acero al carbono o acero inoxidable, pueden surgir problemas como quemaduras en las esquinas o escoria debido a diversos factores como el proceso y los parámetros de corte.
Según los consejos de un ingeniero de nuestra empresa con diez años de experiencia, hay tres soluciones principales:
Transición a la esquina R: Diseñe una pequeña esquina R en las piezas en ángulo recto para que el proceso de corte transite de forma natural.
Ampliación del punto de refrigeración: Añada un punto de enfriamiento en la esquina. Ponga en pausa el láser y el gas cuando el cabezal de corte llegue a la esquina y, a continuación, continúe cortando. Normalmente, el retardo del punto de enfriamiento se ajusta entre 0,1 y 0,2 segundos.
Ajuste de la curva de potencia: Para los clientes que cortan chapas finas de acero inoxidable a alta velocidad, puede ajustar la curva de potencia en el sistema para adaptarse al cambio de velocidad de alta a baja. Método: Dentro del sistema operativo de la máquina de corte láser, localice los ajustes de "Proceso". Vaya a "Real-Time Day Adjustment" y "Real-Time Frequency Adjustment", luego proceda a editar. Puede seleccionar los parámetros de velocidad suave y espesor del material; después de editar, haga clic en "Confirmar".
Conclusión
En conclusión, esta guía de solución de problemas de máquinas de corte por láser es un recurso inestimable para cualquiera que desee optimizar el rendimiento de su máquina.
Con soluciones para una amplia gama de problemas comunes, así como consejos para cortar una gran variedad de materiales, esta guía es una lectura obligada tanto para principiantes como para profesionales experimentados.
Siguiendo las soluciones paso a paso descritas en este artículo, podrá resolver rápida y eficazmente cualquier problema que pueda encontrar con su máquina de corte por láser.
Tanto si se trata de esquinas afiladas, de poca precisión o de ruido anómalo, esta guía le ayudará.
Así que no deje que los problemas comunes le frenen: aproveche los conocimientos y la experiencia que le ofrece este completo recurso y consiga los resultados precisos que necesita.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez ha tenido problemas para elegir la boquilla de corte por láser adecuada para su proyecto? Seleccionar la boquilla óptima es crucial para lograr cortes limpios y precisos y maximizar la eficiencia. En este...
¿Se ha preguntado alguna vez cómo funciona una máquina de corte por láser? En esta entrada del blog, nos adentraremos en el funcionamiento interno de estas máquinas de alta precisión que han revolucionado...
¿Alguna vez se ha preguntado cómo un láser puede cortar el metal como un cuchillo caliente la mantequilla? En este fascinante artículo, exploraremos la ciencia que hay detrás de la tecnología de corte por láser de fibra....
¿Siente curiosidad por la tecnología de vanguardia que está revolucionando la fabricación? En esta entrada del blog, nos sumergiremos en el mundo de las máquinas de corte por láser, explorando sus ventajas y los principales fabricantes que dominan...
Imagine las catastróficas consecuencias de descuidar el mantenimiento de las máquinas de corte por láser. No permita que su empresa sea víctima de costosos tiempos de inactividad y reparaciones. En esta entrada de blog, nos sumergiremos en las...
¿Le interesa el arte del corte por láser? Esta entrada del blog profundiza en los parámetros críticos que determinan la calidad y la eficacia del corte. Descubra los consejos de expertos mecánicos...
¿Siente curiosidad por conocer las posibilidades del corte por láser? En esta completa guía, nos sumergiremos en el mundo de las velocidades y espesores de corte por láser para diversos metales. Nuestro ingeniero mecánico experto...
¿Por qué varía la calidad del corte por láser con el mismo equipo y los mismos parámetros? Este artículo profundiza en cómo la composición de las planchas de acero al carbono afecta a sus resultados de corte. Explorando la...
¿Alguna vez se ha preguntado cómo el láser puede cortar acero con una precisión milimétrica? En este artículo desvelamos los secretos del corte por láser. Desde los modos láser hasta los ajustes de la boquilla, descubra...