Corte por láser de chapa de acero inoxidable 25mm+: Consejos esenciales
¿Alguna vez se ha preguntado cómo conseguir cortes láser perfectos en acero inoxidable grueso? Este artículo profundiza en los consejos esenciales para el corte por láser de placas de más de 25 mm de grosor. Abarca factores cruciales como la selección de la boquilla, la pureza del gas y los ajustes de frecuencia del láser para garantizar cortes de alta calidad. Al final, entenderá cómo optimizar su proceso de corte por láser, minimizar los defectos y mejorar la eficiencia. Sumérjase y descubra cómo realizar cortes precisos y limpios en robustas placas de acero inoxidable.
Con el crecimiento de la economía, el uso de placas de acero inoxidable se ha extendido cada vez más. En la actualidad se utilizan comúnmente en la industria de la construcción, la fabricación de maquinaria, la producción de contenedores, la construcción naval, la construcción de puentes y otros campos.
En la actualidad, el corte por láser es el método principal para cortar chapas gruesas de acero inoxidable. La tecnología de corte por láser El corte de chapas gruesas de acero inoxidable es cada vez más avanzado, sustituyendo gradualmente a las técnicas de corte tradicionales.
Para conseguir un resultado de corte de alta calidad, es crucial dominar las técnicas del proceso.
En cuanto al grosor, las chapas medianas son las de 10-25 mm, las de 25-60 mm se denominan gruesas y las de más de 60 mm, extragruesas.
Para cortar acero inoxidable grueso de alta calidad, es esencial que los fabricantes de productos de acero inoxidable conozcan a fondo el proceso de corte por láser.
Criteriospara corte por láser de chapa gruesa
1. Rugosidad
En corte por láser El proceso da lugar a líneas verticales en la sección de corte. La rugosidad de la superficie de corte depende de la profundidad del grano. Un grano menos profundo produce una sección de corte más lisa, mientras que un grano más profundo da lugar a una superficie de corte más áspera. Además, un grano menos profundo produce un corte de mayor calidad.
Para gruesos chapa metálicaLa perpendicularidad del borde de corte es de suma importancia. Si el rayo láser se aleja demasiado del foco, se vuelve divergente, lo que puede dar lugar a anchuras desiguales en la parte superior e inferior de la hendidura.
Si el filo de corte se desvía significativamente de una línea vertical, la pieza no cumplirá las normas y puede resultar difícil de utilizar. Cuanto más cerca esté el filo de corte de una línea vertical, mayor será la calidad del corte.
3. Anchura de corte
La anchura del corte determina el diámetro interior del perfil. Durante el proceso de corte propiamente dicho, es necesario ajustar los parámetros y compensar el material que se está cortando para garantizar que la pieza cumpla las especificaciones de tamaño deseadas.
4. Grano
Al cortar chapas gruesas a alta velocidad, el metal fundido es expulsado por la parte posterior del rayo láser en lugar de ser expulsado por la muesca situada debajo del rayo láser vertical. Esto da como resultado un patrón curvo en el borde de corte.
Para resolver este problema, es necesario disminuir la velocidad de avance hacia el final del proceso de corte, lo que puede eliminar eficazmente la formación de este patrón curvo.
5. Fresas
Las rebabas son un factor crucial para determinar la calidad del corte por láser. Eliminar las rebabas requiere un esfuerzo adicional, lo que se traduce en un aumento del tiempo y de los costes de mano de obra. En consecuencia, la presencia o ausencia de rebabas es el criterio principal para determinar si un corte por láser se considera de calidad aceptable.
6. Zona afectada por el calor
La zona afectada por el calor se refiere a la profundidad de la región en la que la estructura interna ha sufrido cambios. Durante el corte por láser, el metal cercano a la muesca se calienta, lo que puede provocar alteraciones en la estructura del metal. Por ejemplo, algunos metales pueden endurecerse.
7. Deformación
El calentamiento rápido durante el proceso de corte puede provocar deformaciones, algo especialmente crítico en el mecanizado de precisión. Para evitarlo, es necesario controlar el potencia del láser y utilizan pulsos láser cortos, lo que reduce el calentamiento de los componentes y evita su deformación.
Requisitos tecnológicos del corte por láser de chapa gruesa de acero inoxidable
1. Selección de boquillas
Diámetro de la boquilla
El diámetro de la boquilla determina la forma del flujo de gas, el tamaño del área de difusión del gas y la velocidad del flujo de gas hacia la muesca, lo que influye en la estabilidad de la eliminación de la masa fundida y el corte. Un mayor flujo de aire en la muesca se traduce en velocidades más rápidas y una mayor capacidad de eliminación de la masa fundida, siempre que la pieza de trabajo se coloque correctamente dentro del flujo de aire.
Para acero inoxidable más grueso, se recomienda utilizar una boquilla más grande. Para aumentar la presión y garantizar un resultado de corte normal, se puede aumentar el ajuste de la válvula proporcional, lo que se traduce en un mayor caudal.
Especificaciones de la boquilla
La especificación de la boquilla se refiere principalmente a la abertura final. Por ejemplo, la boquilla de corte fabricado por Precitec tiene una apertura que oscila entre 1,5 mm y 5,0 mm. La selección de la apertura se basa principalmente en la potencia de corte. Cuanto mayor sea la potencia, más calor se generará y mayor será la cantidad de gas necesaria.
Para cortar placas de menos de 3 mm, se suele utilizar una boquilla con una abertura de 2,0 mm. Para cortar placas de entre 3 mm y 10 mm, se selecciona una boquilla de 3,0 mm. Para cortar placas de más de 10 mm de grosor, se necesitan boquillas con aberturas de 3,5 mm o más.
Boquilla monocapa de apertura △3,5
¿Boquilla de una capa o de dos capas?
Normalmente, las boquillas de doble capa se utilizan para el corte oxidativo (en el que se utiliza oxígeno como gas auxiliar) y las boquillas de una sola capa se utilizan para el corte por fusión (en el que se utiliza nitrógeno como gas auxiliar). Sin embargo, algunos láseres tienen instrucciones específicas sobre el uso de boquillas de una o dos capas. En estos casos, es importante seguir las instrucciones proporcionadas por el láser.
2.Selección de gas auxiliar y pureza del gas
En el corte por láser de acero inoxidable se utilizan con frecuencia diversos gases auxiliares, como oxígeno, nitrógeno y aire. Los distintos gases tienen diferentes efectos en el proceso de corte. El oxígeno da lugar a secciones negras, el aire a secciones de color amarillo claro, mientras que el nitrógeno ayuda a evitar la oxidación y a mantener el color original del acero inoxidable. En consecuencia, el nitrógeno es el gas auxiliar preferido para corte de acero inoxidable.
Pureza de oxígeno y nitrógeno recomendada:
Oxígeno
Nitrógeno
Ventajas
Alta velocidad de corte, capaz de cortar chapas gruesas
Evita la oxidación del filo de corte, por lo que no es necesario repasar la pieza.
Pureza recomendada
≥99.999%
≥99.995%
Los datos de prueba del flujo de nitrógeno, el diámetro de la boquilla y la presión del gas se muestran en la siguiente figura.
El eje vertical representa los valores de ensayo del caudal de gas, mientras que el eje horizontal representa el ajuste. Se muestran diferentes cambios de presión de gas y diferentes colores representan las condiciones de prueba de diferentes diámetros de boquilla.
El gráfico muestra que el caudal viene determinado por la presión de gas establecida y el diámetro de la boquilla, con una correlación lineal positiva.
3.Posición de enfoque
Para garantizar el efecto de corte y proteger la boquilla de posibles daños, es necesario realizar una prueba coaxial antes del corte. Esta prueba garantiza que la boquilla esté alineada con el rayo láser de salida.
Método de ensayo de la posición del foco
Para realizar la prueba coaxial, pegue un trozo de papel adhesivo transparente en la cara extrema de la salida de la tobera. Ajuste la potencia de salida del láser para perforación y observe si hay un agujero central en el papel de cinta y su posición. Ajuste el tornillo de ajuste en el mango de la cavidad del espejo hasta que el orificio perforado con láser en el papel de cinta se alinee con el centro de la boquilla.
El enfoque afecta al grosor, el material y la calidad que se puede cortar. Diferentes materiales y grosores requieren diferentes ajustes de enfoque. Antes de cortar, mida el enfoque cero real y utilícelo como base para probar y analizar los parámetros del proceso de corte.
En el corte de acero inoxidable, negativo desenfocar es la dirección preferida para la selección del proceso.
Localización del foco
Material de corte y características de la sección
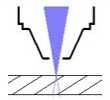
Distancia focal cero: el enfoque láser está en la superficie de la pieza de corte
Este método es adecuado para cortar acero al carbono fino con un grosor inferior a 1 mm. El foco se sitúa en la superficie de la pieza, lo que da como resultado una superficie superior lisa y una superficie inferior rugosa.
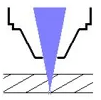
Distancia focal negativa: el enfoque láser está por debajo de la superficie de la pieza de corte
Este es el método de corte para acero inoxidable. El foco se coloca por debajo de la superficie de la placa, lo que da lugar a una superficie lisa más amplia, una hendidura más ancha en comparación con una hendidura de distancia focal cero, un mayor flujo de gas durante el corte y un tiempo de perforación más largo que con una distancia focal cero.
Distancia focal positivael foco del láser está por encima de la superficie de la pieza de corte
Al cortar acero al carbono, se utiliza oxígeno como gas auxiliar. El resultado es una superficie ennegrecida y una sección de corte rugosa.
4. Influencia del ajuste de la frecuencia del láser y de la relación de trabajo de los impulsos en la calidad del corte
Influencia del cambio de frecuencia en el corte de chapa gruesa de acero inoxidable:
A medida que la frecuencia disminuye de 500 a 100 Hz, la calidad de la sección de corte mejora y la estratificación se hace más fina. Sin embargo, si la frecuencia se ajusta a 100 Hz, el corte no es posible y se refleja la luz azul. Para determinar el mejor rango de frecuencias, es necesario experimentar con los cambios de frecuencia.
Para obtener unos resultados de corte óptimos, es importante garantizar una correspondencia perfecta entre el tiempo de pulso y la energía de pulso único.
Influencia del cambio del ciclo de trabajo del pulso en el espesor del acero inoxidable corte de chapa:
El valor crítico para el ciclo de trabajo del impulso es 45%. Si el ciclo de trabajo se reduce aún más, aparecerá una marca de socavado en la superficie inferior. Por el contrario, si el ciclo de trabajo aumenta a 60%, la sección de corte se vuelve rugosa, con una clara estratificación y una superficie de corte amarilla.
El ciclo de trabajo del pulso representa la proporción de tiempo que el haz es irradiado en cada pulso. La frecuencia es el número de veces que se produce el pico de potencia en un pulso, mientras que el ciclo de trabajo se refiere a la proporción entre el pico de potencia y la potencia baja en un pulso.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez ha tenido problemas para elegir la boquilla de corte por láser adecuada para su proyecto? Seleccionar la boquilla óptima es crucial para lograr cortes limpios y precisos y maximizar la eficiencia. En este...
¿Se ha preguntado alguna vez cómo funciona una máquina de corte por láser? En esta entrada del blog, nos adentraremos en el funcionamiento interno de estas máquinas de alta precisión que han revolucionado...
¿Alguna vez se ha preguntado cómo un láser puede cortar el metal como un cuchillo caliente la mantequilla? En este fascinante artículo, exploraremos la ciencia que hay detrás de la tecnología de corte por láser de fibra....
¿Siente curiosidad por la tecnología de vanguardia que está revolucionando la fabricación? En esta entrada del blog, nos sumergiremos en el mundo de las máquinas de corte por láser, explorando sus ventajas y los principales fabricantes que dominan...
Imagine las catastróficas consecuencias de descuidar el mantenimiento de las máquinas de corte por láser. No permita que su empresa sea víctima de costosos tiempos de inactividad y reparaciones. En esta entrada de blog, nos sumergiremos en las...
El corte por láser revolucionó la fabricación, pero incluso las máquinas más avanzadas tienen problemas. En esta entrada del blog, nos sumergimos en los problemas comunes a los que se enfrentan las máquinas de corte por láser de placas y proporcionamos paso a paso...
¿Le interesa el arte del corte por láser? Esta entrada del blog profundiza en los parámetros críticos que determinan la calidad y la eficacia del corte. Descubra los consejos de expertos mecánicos...
¿Siente curiosidad por conocer las posibilidades del corte por láser? En esta completa guía, nos sumergiremos en el mundo de las velocidades y espesores de corte por láser para diversos metales. Nuestro ingeniero mecánico experto...
¿Por qué varía la calidad del corte por láser con el mismo equipo y los mismos parámetros? Este artículo profundiza en cómo la composición de las planchas de acero al carbono afecta a sus resultados de corte. Explorando la...