¿Alguna vez se ha preguntado cuál es el secreto del mecanizado de alta precisión? En esta entrada del blog, nos sumergiremos en el mundo de los portaherramientas, explorando sus tipos, características y mejores prácticas. Nuestro ingeniero mecánico experto le guiará a través de los entresijos de los portaherramientas, ayudándole a comprender cómo influyen en la precisión y la eficacia del mecanizado. Prepárese para obtener información valiosa que puede llevar sus habilidades de mecanizado al siguiente nivel.
Según la conicidad del agujero de la herramienta del husillo del centro de mecanizado, se suele dividir en dos categorías:
Portaherramientas universal SK con un cono de 7:24
Portaherramientas de vacío HSK con conicidad 1:10
Portaherramientas universal SK con un cono de 7:24
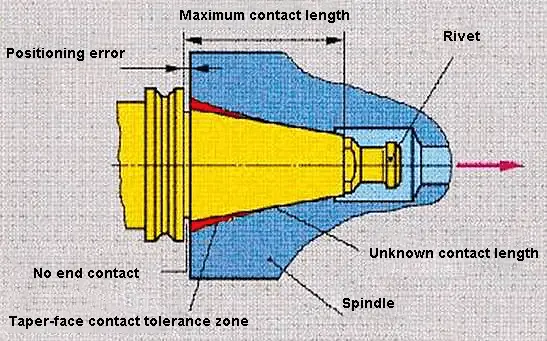
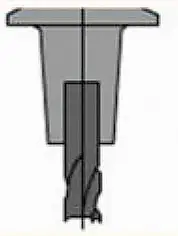
7:24 significa que el cono del portaherramientas es 7:24, es decir, un posicionamiento de superficie cónica simple con un mango cónico más largo.
La superficie cónica cumple dos funciones importantes al mismo tiempo, que son el posicionamiento preciso del portaherramientas con respecto al husillo y el sujeción del portaherramientas.
Ventajas:
El diseño sin autobloqueo permite cargar y descargar la herramienta con rapidez. El coste del portaherramientas es relativamente bajo, ya que el ángulo cónico puede mecanizarse con gran precisión, lo que garantiza una conexión exacta.
Desventajas:
Durante la rotación a alta velocidad, el orificio cónico del extremo delantero del husillo se expandirá. La cantidad de expansión aumenta con el incremento del radio de rotación y la velocidad, lo que disminuye la rigidez de la conexión cónica. El desplazamiento axial del portaherramientas también cambiará bajo la acción de la tensión de la barra de tracción. Después de cada cambio de herramienta, la dimensión radial del to
Suele haber cinco normas y especificaciones para portaherramientas universales con un cono de 7:24:
Portaherramientas de vacío HSK con conicidad 1:10
Norma internacional: IS0 7388/1 (abreviada como IV o IT)
Norma japonesa: MAS BT (abreviada como BT)
Norma alemana: Tipo DIN 2080 (abreviado como NT o ST)
Norma americana: ANSI/ASME (abreviado como CAT)
Tipo DIN 69871 (abreviado como JT, DIN, DAT o DV)
Método de tensado.
Los portaherramientas tipo NT se aprietan mediante una barra de tracción en máquinas convencionalesque también se conoce en el país como ST.
Los otros cuatro portaherramientas se aprietan en el centro de mecanizado a través de una espiga situada en el extremo del portaherramientas.
Universalidad.
(1) En la actualidad, los portaherramientas más utilizados en China son el DIN 69871 (JT) y el japonés MAS BT.
2) Los portaherramientas DIN 69871 también pueden montarse en máquinas con taladros cónicos de husillo ANSI/ASME.
(3) El portaherramientas estándar internacional IS0 7388/1 también puede instalarse en máquinas herramienta de husillo cónico DIN 69871, ANSI/ASME. Por tanto, en términos de versatilidad, el portaherramientas IS0 7388/1 es el mejor.
Portaherramientas de vacío HSK con conicidad 1:10
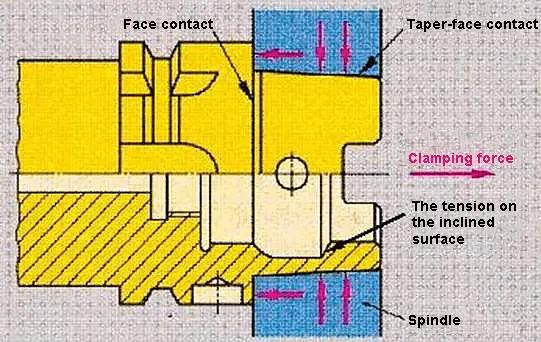
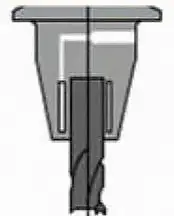
Los portaherramientas de vacío HSK se basan en la deformación elástica del portaherramientas, no sólo el portaherramientas con una conicidad de 1:10 en contacto con la conicidad 1:10 del agujero del husillo de la máquina herramienta, sino también la cara de la brida del portaherramientas está en estrecho contacto con la cara del husillo.
Este sistema de contacto de doble cara es superior a un portaherramientas universal 7:24 en términos de mecanizado de alta velocidad, rigidez de conexión y precisión de solapamiento.
El portaherramientas de vacío HSK puede mejorar la rigidez, la estabilidad y la precisión del producto durante el mecanizado de alta velocidad, y también acortar el tiempo de sustitución de la herramienta, lo cual es esencial para el mecanizado de alta velocidad. Es adecuado para velocidades de husillo de máquina herramienta de hasta 60.000 rpm. El sistema de herramientas HSK se está utilizando ampliamente en las industrias aeroespacial, automovilística y de moldes de precisión, entre otras.
Los portaherramientas HSK están disponibles en los tipos A, B, C, D, E y F. Los tipos A, E y F se utilizan habitualmente en centros de mecanizado con un proceso de cambio automático de herramienta (ATC).
La mayor diferencia entre el Tipo A y el Tipo E:
(1) El Tipo A tiene una ranura de transmisión, pero el Tipo E no. Por lo tanto, el Tipo A tiene un par de transmisión relativamente mayor, que puede manejar cortes pesados. El par transmitido por el tipo E es relativamente pequeño, por lo que sólo puede realizar cortes ligeros.
(2) El portaherramientas de tipo A tiene orificios de fijación manual y ranuras de dirección, además de la ranura de transmisión, lo que resulta en un equilibrio relativamente pobre. El tipo E no tiene estas características, por lo que es más adecuado para el procesamiento de alta velocidad.
Los mecanismos del Tipo E y del Tipo F son idénticos. La diferencia entre ellos es que para los mangos con el mismo nombre (como E63 y F63), el cono del mango Tipo F es un tamaño más pequeño. Esto significa que tanto la E63 como la F63 tienen un diámetro de brida de φ63, pero el cono de la F63 es sólo del mismo tamaño que el de la E50. Por lo tanto, el F63 girará más rápido (con un cojinete de husillo más pequeño) en comparación con el E63.
Forma de sujeción del portaherramientas
Primavera cportaherramientas artridge
Se utiliza principalmente para portaherramientas rectos, como brocas, fresas y machos, o para sujeción de herramientas.
La deformación elástica del anillo de seguridad es de 1 mm, y el rango de sujeción es de 0,5~32 mm de diámetro.
Mandril hidráulico
A- Tornillo de bloqueo, que utiliza una llave Allen para apretar el tornillo de bloqueo;
B- Pistón de bloqueo, que presiona el medio hidráulico en la cámara de expansión;
C- Cámara de expansión, que presurizada por líquido genera presión;
Casquillo de expansión D-Thin, que permite posicionar y envolver uniformemente el centro de la varilla de sujeción de la herramienta durante el proceso de bloqueo.
E- Juntas especiales, que garantizan una estanqueidad ideal y una larga vida útil.
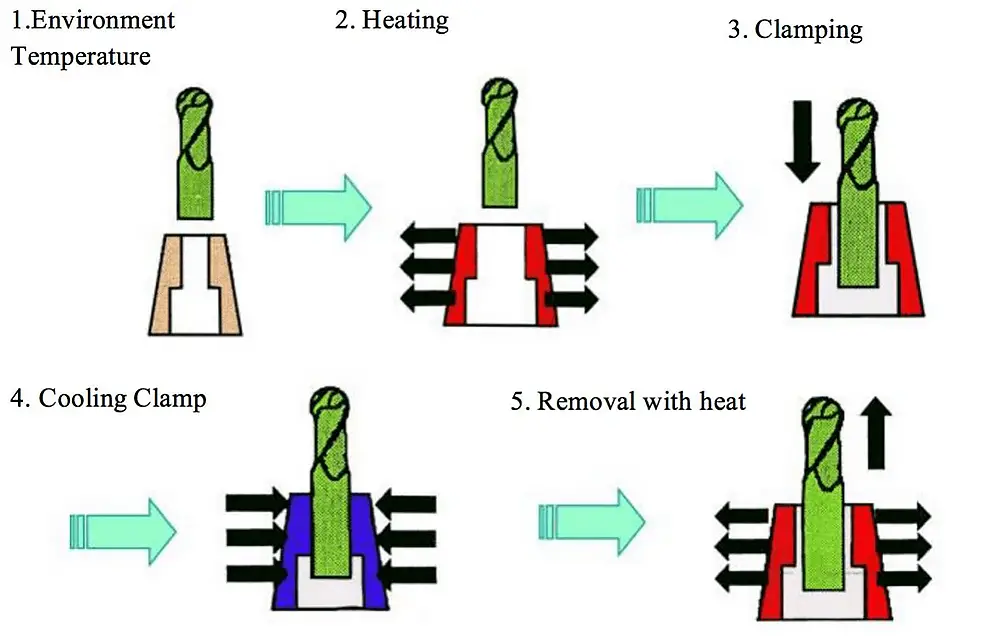
Portaherramientas calefactado
La tecnología de calentamiento por detección se utiliza para calentar la parte de sujeción de la herramienta del portaherramientas, haciendo que aumente su diámetro. A continuación, el mango frío se inserta en el portaherramientas caliente. El resultado es una gran fuerza de sujeción y un buen equilibrio dinámico, lo que lo hace adecuado para el mecanizado a alta velocidad.
La tecnología también proporciona una alta precisión de repetibilidad dentro de 2μm y una excentricidad radial dentro de 5μm, y tiene una buena resistencia a las manchas y a las interferencias durante el mecanizado.
Sin embargo, sólo se puede instalar una herramienta de un diámetro de mango específico para cada especificación de portaherramientas, y también se requiere un conjunto de equipos de calentamiento.
Principio de sujeción pirocondensacional del portaherramientas:
Evaluación exhaustiva y comparación de portaherramientas
Evaluación
Tipo abrazadera de muelle
Tipo hidráulico
Tipo pirocondensación
Diagrama de estructura
Versatilidad
utilizarse en todos los procesos; muy versátil
limitado para el mecanizado de alta velocidad; elevados costes de mantenimiento
excelente rendimiento en una amplia gama de aplicaciones de mecanizado de alta velocidad
Golpeo del portaherramientas
pinza elástica de calidad <10µm
>5µm
aproximadamente 3µm
Rígido
bien
bien
Equilibrio dinámico
bien
general
bien
Vibraciones
ninguna ventaja
puede absorber las vibraciones
ninguna ventaja
Conveniencia
la precisión depende del operador
la estructura de sujeción se daña fácilmente
funcionamiento normalizado
Coste
general
caro
Más barato que el tipo hidráulico
Otros tipos de portaherramientas
Selección y mantenimiento de portaherramientas
Factores que influyen en la selección
A la hora de elegir un portaherramientas, deben tenerse en cuenta varios factores clave para garantizar un rendimiento óptimo y la compatibilidad con su maquinaria:
Compatibilidad: Asegúrese de que el portaherramientas se adapta al husillo de su máquina. Para ello, compruebe que el tamaño y el tipo de cono (por ejemplo, CAT, BT, HSK) coinciden con las especificaciones de su máquina.
Tipo y tamaño de la herramienta: Seleccione el portaherramientas adecuado para la herramienta específica requerida. Tenga en cuenta el diámetro y la longitud de la herramienta, así como el tipo de mecanizado (fresado, taladrado, torneado, etc.).
Material: El material del portaherramientas afecta a su durabilidad y rendimiento. Los materiales más comunes son:
Acero: Ofrece alta resistencia y durabilidad, adecuado para aplicaciones de trabajo pesado.
Aluminio: Ligero y resistente a la corrosión, ideal para aplicaciones de alta velocidad pero menos duradero que el acero.
Plástico: Generalmente se utiliza para aplicaciones ligeras o entornos específicos en los que el metal podría causar problemas, pero es menos común en entornos industriales.
Saldo: Para aplicaciones de alta velocidad, busque portaherramientas con mejor equilibrado y mínima excentricidad. Los portaherramientas equilibrados reducen las vibraciones y mejoran la precisión del mecanizado y la vida útil de la herramienta.
Cuidado y manipulación adecuados
Para prolongar la vida útil de sus portaherramientas y mantener su rendimiento, siga estos pasos:
Almacenamiento: Almacene los portaherramientas en un entorno seco y limpio, lejos de contaminantes y humedad. Utilice estantes o armarios de almacenamiento designados para evitar daños.
Limpieza: Limpie los portaherramientas con un paño suave antes y después del uso para eliminar los residuos. Evite utilizar productos químicos agresivos que puedan dañar la superficie del portaherramientas.
Inspección: Inspeccione periódicamente los portaherramientas en busca de signos de desgaste, daños o corrosión. Busque grietas, abolladuras o deformidades. Sustituya los portaherramientas si muestran un desgaste o daño significativo para evitar comprometer la calidad del mecanizado.
Lubricación: Aplique lubricantes según sea necesario para evitar la oxidación y garantizar un funcionamiento sin problemas. Utilice los lubricantes adecuados recomendados por el fabricante del portaherramientas.
Manejo de: Manipule los portaherramientas con cuidado para evitar dañarlos. Evite dejarlos caer o golpearlos contra superficies duras. Utilice cubiertas o fundas protectoras al transportar los portaherramientas para evitar daños accidentales.
Si tiene en cuenta estos factores y sigue unas prácticas de mantenimiento adecuadas, podrá asegurarse de que sus portaherramientas se mantienen en buen estado, proporcionando un rendimiento fiable y preciso en sus operaciones de mecanizado.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez cómo se eligen las máquinas herramienta CNC para obtener un rendimiento óptimo? En el mecanizado CNC, la selección de las herramientas de corte es crucial para la eficacia y la precisión. Este artículo profundiza...
¿Alguna vez se ha preguntado cómo consiguen las fábricas modernas tanta precisión y eficacia? Este artículo explora el fascinante mundo de los sistemas de control numérico por ordenador (CNC) y revela cómo revolucionan la fabricación. Descubra las claves...
Imagine disponer de la herramienta perfecta para cada reto exclusivo en la fabricación de moldes. Desde intrincadas superficies de forma libre hasta requisitos de alta precisión, la selección de las herramientas de corte adecuadas para el fresado CNC puede influir drásticamente...
Imagine que su máquina herramienta CNC está desalineada: un pequeño error de cálculo podría provocar costosos errores. En este artículo se describen los métodos esenciales para alinear con precisión las herramientas de fresado CNC...
Imagine un mundo en el que las máquinas CNC puedan diagnosticar sus propios problemas, programarse a sí mismas y alcanzar niveles de precisión y velocidad sin precedentes. Este es el futuro de la máquina herramienta CNC...
¿Qué ocurre cuando se avería una máquina herramienta CNC? Los intrincados sistemas de la maquinaria CNC, que son cruciales para la fabricación moderna, pueden ser desalentadores de reparar. Este artículo profundiza en los...
Imagine que la precisión de su máquina CNC pudiera supervisarse constantemente, garantizando que cada movimiento es exacto. Este es el papel de la regla de rejilla, que actúa como los "ojos" de la máquina....
Con el desarrollo de la ciencia y la tecnología, la tecnología de fabricación mecánica ha experimentado profundos cambios. Debido a la mayor demanda social de diversificación de productos y al evidente aumento de la proporción...
¿Se ha preguntado alguna vez por qué las herramientas de mecanizado CNC fallan prematuramente? Los daños y el desgaste de las herramientas pueden interrumpir la producción y provocar costosos retrasos. Este artículo explora problemas comunes como microastillado, agrietamiento térmico,...