Medición del contenido de δ ferrita en soldaduras de acero inoxidable austenítico: Métodos y técnicas
¿Cómo se garantiza la calidad de las soldaduras en las estructuras de los reactores nucleares? El contenido de δ-ferrita en las soldaduras de acero inoxidable austenítico desempeña un papel crucial. Un contenido demasiado bajo de δ-ferrita puede provocar grietas en caliente, mientras que un contenido demasiado alto provoca fragilización. En este artículo se analizan tres métodos principales -metalográfico, químico y magnético- para medir la δ-ferrita y se discuten sus ventajas y limitaciones. Si conoce estas técnicas, podrá elegir el método más adecuado para obtener resultados precisos y fiables en sus proyectos de soldadura. Sumérjase para conocer estas técnicas de medición esenciales y sus aplicaciones.
El acero inoxidable austenítico es uno de los principales materiales utilizados en las estructuras de los reactores nucleares, que contienen un gran número de piezas soldadas.
Una pequeña cantidad de δ-ferrita en las soldaduras de acero inoxidable puede mejorar la resistencia y la resistencia a la corrosión intergranular de la soldadura, y evitar las grietas calientes de la soldadura. Sin embargo, un exceso de δ-ferrita provocará fragilización de la fase σ y corrosión selectiva de la fase δ.
El contenido de δ-ferrita es uno de los índices técnicos importantes para el desarrollo y la evaluación del rendimiento de las aplicaciones de los materiales austeníticos. soldadura de acero inoxidable materiales.
En la actualidad, los métodos comúnmente utilizados para determinar el contenido de δ-ferrita en las soldaduras de acero inoxidable austenítico son el método metalográfico, el método químico y el método magnético.
El método metalográfico calcula la relación de área observando directamente la δ-ferrita en la muestra metalográfica y, a continuación, calcula la fracción de volumen. Este método es destructivo y requiere un número suficiente de puntos de medición para obtener datos con alta fiabilidad, lo que aumenta el coste de detección.
El método químico puede obtener indirectamente el contenido de δ-ferrita (fracción de masa) calculando el equivalente de níquel y el equivalente de cromo en el material y comparando el diagrama empírico. El diagrama de Schaeffer, el diagrama de Delong y el diagrama de WRC-92 son tres diagramas utilizados habitualmente en los métodos químicos en la actualidad. El diagrama de Schaeffer fue el primero que se aplicó, pero no tenía en cuenta la influencia del nitrógeno y el cobre. El diagrama de Delong incluye el nitrógeno como elemento formador de austenita y mejora la precisión de las curvas. El diagrama de la CMR-92 también tiene en cuenta el nitrógeno y el cobre.
El método químico también presenta algunos problemas, como la precisión de elemento de aleación que afecta directamente a la exactitud del cálculo del contenido de δ-ferrita y la no linealidad del efecto de los elementos de aleación sobre el contenido de δ-ferrita, que conduce a una cierta desviación entre el valor medido y el valor real.
El método magnético determina el contenido de δ-ferrita midiendo una cierta cantidad física magnética relacionada con el contenido de δ-ferrita. Sin embargo, este método se ve muy afectado por el principio del instrumento de medición, y si el contenido o la morfología de δ-ferrita en el material es desigual, la reproducibilidad y la precisión de los resultados son deficientes.
El método magnético es fácil de utilizar y puede realizarse in situ. ensayos no destructivosque se utiliza habitualmente. En la detección real, se suelen seleccionar uno o dos métodos para la medición.
Investigadores del Laboratorio Clave de Combustible y Materiales de Reactores del Instituto de Investigación y Diseño de Energía Nuclear de China utilizaron simultáneamente los tres métodos anteriores para medir el contenido de δ-ferrita de la capa superficial de acero inoxidable austenítico para energía nuclear y compararon y analizaron las diferencias en los resultados de las mediciones obtenidos por los distintos métodos de detección.
1. Contenido de la prueba
1.1 Materiales de ensayo
El objeto de la investigación es un recubrimiento de acero inoxidable 308 con un tamaño de muestra de 50 mm × 25 mm × 10 mm. Su composición química cumple las especificaciones de la norma ASTM A276-2006 para acero inoxidable. Barras de acero y Formas.
1.2 Normas de ensayo
Las pruebas metalográficas se realizaron de acuerdo con las normas GB/T 1954-2008 para la medición del contenido de ferrita de las soldaduras de acero inoxidable austenítico al cromo-níquel y GB/T 15749-2008 para la metalografía cuantitativa.
Además de los métodos de detección existentes, se realizó un análisis de la composición química utilizando los diagramas de Schaeffler y WRC-1992 para calcular el contenido de δ-ferrita.
Para medir el número de ferrita en el metal de soldadura de acero inoxidable austenítico al cromo-níquel, se utilizó el método magnético siguiendo las directrices de GB/T 1954-2008 y JB/T 7853-1995.
1.3 Equipo de ensayo
El método metalográfico empleado para la detección y el análisis utilizó el microscopio metalográfico Olympus GX71 y su sistema de análisis de imágenes metalográficas TIGER3000.
En cuanto al análisis químico, se utilizó un analizador de carbono/azufre para detectar carbono y azufre, un espectrofotómetro para detectar silicio, fósforo y boro, y un espectrómetro de emisión atómica de acoplamiento inductivo para detectar otras sustancias. elementos metálicos.
En cuanto a la medición del contenido de δ-ferrita, fue leído directamente por el instrumento de medición de ferrita durante el método magnético.
2. Proceso y resultados de las pruebas
2.1 Método metalográfico
Existen dos métodos metalográficos principales utilizados para medir el contenido de δ-ferrita: el método de contraste de atlas de muestra estándar y el método de medición. Ambos métodos pueden utilizarse para medir el contenido de δ-ferrita en la capa superficial del acero inoxidable 308.
2.1.1 Método de comparación de mapas
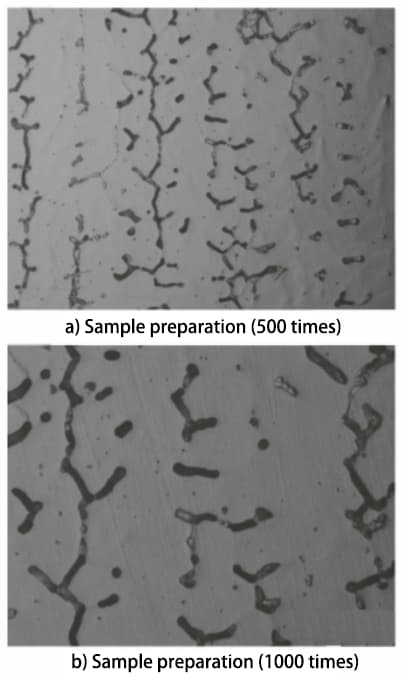
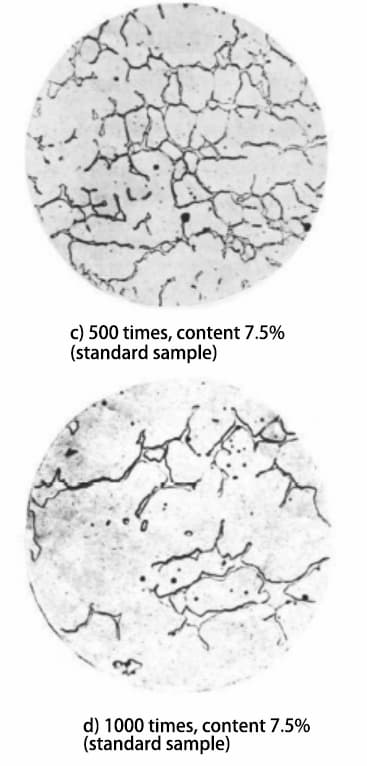
De acuerdo con la norma GB/T 1954-2008, se prepara la muestra metalográfica y se observa al microscopio. A continuación, se selecciona un área relativamente uniforme de distribución de δ-ferrita para fotografiarla, como se muestra en la figura 1.
Fig. 1 Morfología de la microestructura de las muestras preparadas y estándar
De acuerdo con las especificaciones de la norma GB/T 1954-2008, la microestructura de la muestra metalográfica preparada debe observarse con un aumento no inferior a 500 veces. Se obtuvieron microestructuras de la muestra preparada a 500 y 1000 aumentos y se compararon con las microestructuras de muestras estándar a los mismos aumentos. Basándose en esta comparación, se determinó que el contenido de δ-ferrita en la muestra se sitúa entre 7,5% y 10%.
2.1.2 Método de medición
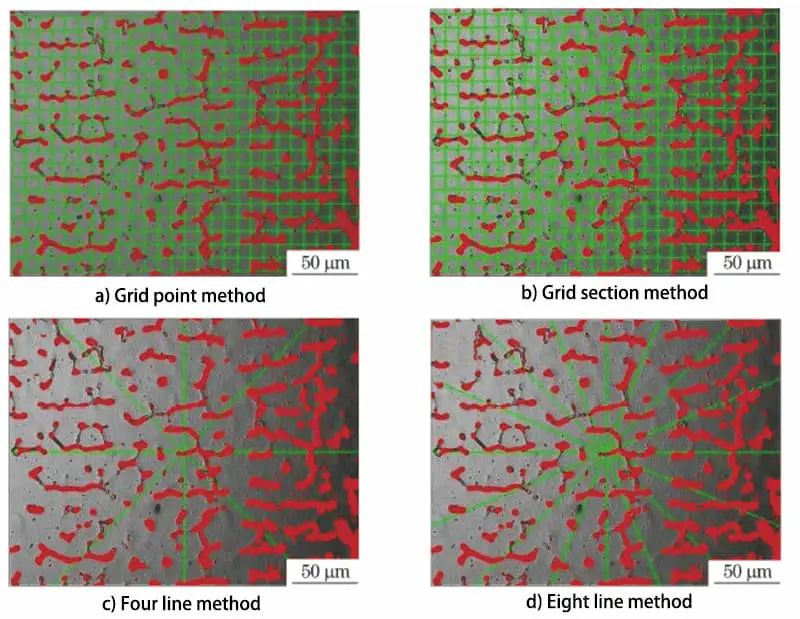
La norma GB/T 15749-2008 es una norma nacional que se aplica a la determinación de la fracción de volumen de fase en diversas microestructuras de aleación. Incluye una variedad de métodos de cálculo de contenido de fase, como el método de punto de número de rejilla, el método de sección de rejilla y el método de calibración de segmento de línea (incluido el método de cuatro líneas, el método de ocho líneas, etc.).
En comparación con el método metalográfico secante de GB/T 1954-2008, los métodos descritos en GB/T 15749-2008 tienen más líneas divisorias, una mayor área de cobertura y mayor precisión.
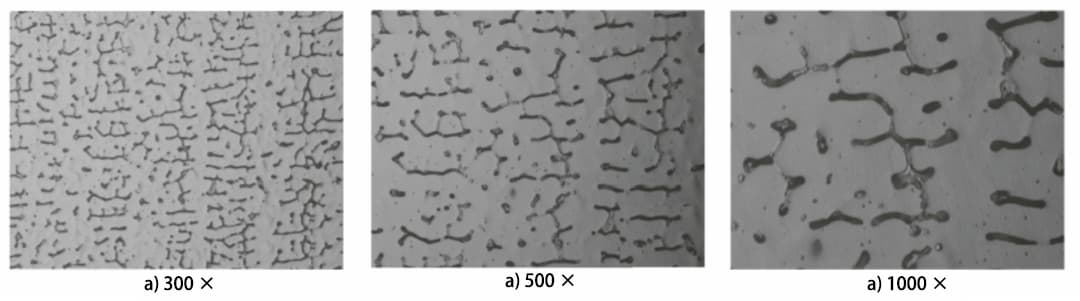
Fig. 2 Microestructura de δFerrita en la soldadura en la misma posición
De acuerdo con la norma GB/T 15749-2008, el método de sección de rejilla mide la muestra 300 veces, 500 veces y 1000 veces.
La figura 2 muestra la microestructura en la misma posición. El contenido medio de ferrita δ medido en los distintos múltiplos es de 11,0%, 7,6% y 9,5%, respectivamente (véase la Tabla 1).
Tabla 1 δ Contenido de ferrita en el mismo lugar bajo diferentes tiempos de ampliación
Amplificado
Fracción de masa
1
2
3
4
5
6
7
8
9
Valor medio
300 veces
10
9.7
11.6
11.7
12.7
10.8
11.5
10.6
10.8
11
500 veces
8.2
10
8.8
6.1
10.1
6.4
9.3
9.8
9.3
7.6
1000 veces
10.6
11
8.2
7.7
10
7.8
10.5
10.8
9.6
9.6
La tabla 1 muestra que el contenido de ferrita δ varía mucho a diferentes aumentos.
El menor contenido de ferrita δ se mide a 500 aumentos, mientras que el contenido medido a 300 y 1000 aumentos es mayor.
Los resultados de las pruebas indican que el aumento tiene un impacto significativo en los resultados del análisis metalográfico:
En las soldaduras, los granos de ferrita δ suelen ser muy pequeños. A bajo aumento (300 veces), la microestructura dentro del campo de visión aparece demasiado densa, lo que dificulta discernir el borde del cálculo de segmentación de la imagen, dando lugar a resultados generalmente mayores.
Por el contrario, con un aumento demasiado elevado (1000 veces), la zona del campo visual seleccionada es demasiado pequeña. Como el propio tejido es irregular, puede ser necesario medir más puntos para obtener resultados precisos.
GB/T 1954-2008 especifica un aumento mínimo de 500 veces. Por lo tanto, es adecuado seleccionar un aumento de 500 veces para las mediciones reales.
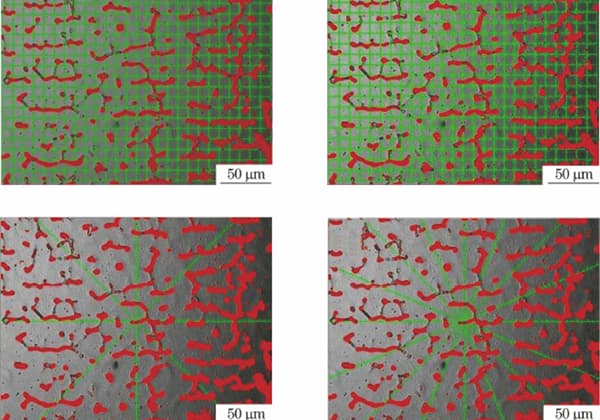
Fig. 3 Diagrama esquemático del método de medición del contenido de δFerrita
En la prueba, utilizamos el método de punto de número de rejilla, el método de sección de rejilla, el método de cuatro líneas y el método de ocho líneas, respectivamente. Seleccionamos aleatoriamente 9 ubicaciones en 500 condiciones diferentes para medir el contenido de δ-ferrita, y el método de medición se muestra en la Fig. 3.
Los resultados de estas mediciones fueron 7,6%, 7,6%, 6,7% y 7,6%, respectivamente, como se muestra en la Tabla 2.
Tabla 2: Contenido de δ-Ferrita medido en puntos aleatorios bajo 500 ×
Posición y media
Punto de número de cuadrícula
Sección de rejilla
Cuatro líneas
Ocho líneas
1
6.9
8.2
4.1
6.9
2
8.2
10
6.6
8.8
3
9.2
8.8
5.1
5.8
4
5.6
6.1
6.5
5.9
5
10.2
10.1
7.7
7.9
6
4.2
6.4
5.5
6.3
7
7.9
9.3
9
9.3
8
8.3
9.8
5.9
8.5
9
7.5
9.3
9.6
9.2
media
7.6
7.6
6.7
7.6
Según el cuadro 2, puede observarse que, a excepción del método de las cuatro líneas, los resultados de medición de los otros tres métodos son los mismos.
2.2 Método químico
La composición química de la capa de revestimiento de acero inoxidable 308 se presenta en la Tabla 3, y cumple los requisitos de los indicadores técnicos especificados.
Tabla 3 Composición química del revestimiento de acero inoxidable 308
C
Cr
Ni
Mo
Mn
Co
Cu
V
S
B
P
Si
0.028
19.25
10.4
0.065
1.38
0.02
0.03
0.04
0.0078
0.0006
0.013
0.73
Según el diagrama de Schaeffler y su fórmula de cálculo, las fracciones másicas de cromo y níquel en el material de prueba son 20,41% y 10,93%, respectivamente, lo que indica un contenido de δ-ferrita de aproximadamente 8,5%.
Por otra parte, si nos remitimos a la cifra de la CMR-1992, las fracciones másicas de cromo y níquel en el material de prueba son 19,315% y 10,24%, respectivamente, lo que da como resultado un contenido de δ-ferrita de aproximadamente 13%.
Es evidente que los resultados de cálculo del método químico varían cuando se utilizan diferentes tablas de experiencia debido a la influencia de diversos factores.
Un análisis más detallado revela que la inclusión del cobre como equivalente de níquel en el diagrama WRC-1992, junto con el contenido de cobre de 0,03% del acero inoxidable 308, conduce a un contenido calculado de δ-ferrita considerablemente superior al obtenido utilizando el diagrama de Schaeffler.
2.3 Método magnético
De acuerdo con las especificaciones establecidas en la norma GB/T 1954-2008 para la medición por método magnético, se deben seleccionar seis puntos al azar a lo largo de la dirección de la cordón de soldadura de la capa de revestimiento de acero inoxidable 308. Los resultados de la medición deben obtenerse promediando cinco lecturas en cada punto, y se calcula que el contenido medio de δ-ferrita es de 3,4%.
3. Análisis y debate
El contenido de a-ferrita en la capa superficial del acero inoxidable 308 se midió utilizando métodos metalográficos, químicos y magnéticos, como se muestra en la Tabla 4.
El contenido de δ-ferrita en la estructura de soldadura del acero inoxidable austenítico suele estar entre 4% y 12%.
Es evidente que el método magnético produjo mediciones más bajas, mientras que los resultados de medición del diagrama de la CMR-1992 obtenidos con el método químico fueron más altos.
Tabla 4 308 Recubrimiento de acero inoxidable medido por diferentes métodos δ Contenido de ferrita
Método de medición
δ -Fracción de masa de ferrita
Metalografía (500 veces)
Método de contraste Atlas
10.0
Método de medición
7.6
Método químico
Gráfico Schaeffler
8.5
Gráfico WRC-1992
13.0
Método magnético
3.4
Cuando se mide el contenido de δ-ferrita utilizando diferentes métodos, como el método del punto de número de cuadrícula, el método de sección de cuadrícula, el método de cuatro líneas y el método de ocho líneas, el método de cuatro líneas tiende a tener los datos de medición más bajos debido a la distribución y forma desiguales de la δ-ferrita en cada campo de visión, lo que conduce a desviaciones más grandes.
Aunque el método metalográfico ofrece un campo de visión amplio y aleatorio, la fiabilidad de sus resultados suele ser alta.
Para reducir los efectos adversos de los métodos de medición y mejorar la fiabilidad de los resultados, debe seleccionarse el método de medición adecuado considerando exhaustivamente factores como el aumento, la posición del campo de visión y las diferencias entre los principios de los distintos métodos.
Con un aumento de 500x, los valores medios del contenido de δ-ferrita obtenidos con el método del número de rejilla, el método de la sección de rejilla y el método de las ocho líneas son iguales, lo que indica un resultado más fiable del contenido de δ-ferrita de 7,6%.
El método químico utiliza los resultados de la detección del contenido de elementos para calcular y comparar un gráfico de experiencia para obtener el contenido de δ-ferrita. La precisión de la medición del elemento químico afecta directamente a la precisión de los resultados.
El método químico se ve directamente afectado por factores como la precisión de los instrumentos de medición de elementos y la selección de tablas de experiencia.
El método magnético tiende a producir resultados de medición relativamente pequeños debido a las diferencias en las magnitudes físicas medidas por distintos instrumentos y a los errores de medición de los propios instrumentos. Además, la morfología y la distribución de la δ-ferrita pueden ser desiguales en materiales con bajo contenido de δ-ferrita.
Los lugares de muestreo deficientes pueden dar lugar a una reproducibilidad y precisión deficientes de los resultados de las determinaciones.
Durante las pruebas y la producción, se recomienda evitar depender de un único método para medir el contenido de δ-ferrita de las soldaduras y utilizar varios métodos para la verificación mutua.
4. Conclusión
(1) Cada uno de los tres métodos tiene ventajas e inconvenientes, y deben seleccionarse en función de la situación específica.
El método metalográfico es un método de ensayo destructivo, pero proporciona resultados de medición muy fiables. Durante el ensayo, es necesario tener en cuenta el aumento, la posición del campo de visión y las diferencias entre los distintos métodos y principios, a fin de seleccionar el método de medición adecuado.
El método químico permite obtener fácil y rápidamente valores de detección basados en la composición química conocida del material. Sin embargo, es importante seleccionar un gráfico de experiencia y una fórmula de cálculo adecuados.
El método magnético es un método de inspección no destructivo adecuado para la inspección rápida de grandes componentes de material in situ, pero su valor medido es bajo.
(2) Los resultados de medición obtenidos utilizando el método de comparación del atlas metalográfico y el método del diagrama químico de Schaeffler son similares. Del mismo modo, los resultados de medición obtenidos utilizando el método del número de cuadrícula, el método de la sección de cuadrícula y el método de las ocho líneas en el método de medición metalográfico también son iguales. Por lo tanto, estos métodos pueden utilizarse como métodos alternativos en la detección real.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado por el fascinante mundo de la dureza de los metales? En esta entrada del blog, nos adentraremos en los fascinantes conceptos y métodos de medición y mejora de la dureza de...
¿Alguna vez se ha preguntado por qué el acero inoxidable no se oxida como el acero normal? Esta entrada del blog explora el fascinante mundo del acero inoxidable, sus propiedades únicas y su papel fundamental...
¿Qué hace que un metal sea el más fuerte? En este artículo exploramos el fascinante mundo de los metales, desde la incomparable resistencia a la tracción del tungsteno hasta la increíble resistencia a la corrosión del titanio. Descubra cómo estos poderosos...
¿Qué hace que el titanio sea indispensable en la industria aeroespacial, los implantes médicos y artículos de uso cotidiano como los utensilios de cocina? Este artículo profundiza en las propiedades únicas del titanio, desde su alta resistencia y baja densidad hasta su notable...
¿Qué hace que los aceros aleados sean tan vitales en nuestra vida cotidiana y en las aplicaciones industriales? Los aceros aleados, con elementos añadidos como el cromo y el níquel, ofrecen mayor resistencia, tenacidad y resistencia al desgaste....
¿Por qué algunos metales resisten entornos extremos y otros fallan? Comprender el rendimiento de los materiales metálicos es clave para seleccionar el adecuado para su aplicación. Este artículo explora las...