Guía de solución de problemas de cizallas mecánicas
¿Su cizalla mecánica no funciona como debería? En esta guía, encontrará pasos detallados para la solución de problemas comunes como anchos de cizallado inconsistentes, problemas de rectitud de la superficie, rebabas excesivas y más. Aprenda a diagnosticar y solucionar estos problemas para que su equipo funcione sin problemas y con eficacia. Este artículo ofrece soluciones prácticas para garantizar la precisión y fiabilidad de sus operaciones de cizallado.
1. Principio de transmisión de la cizalla mecánica
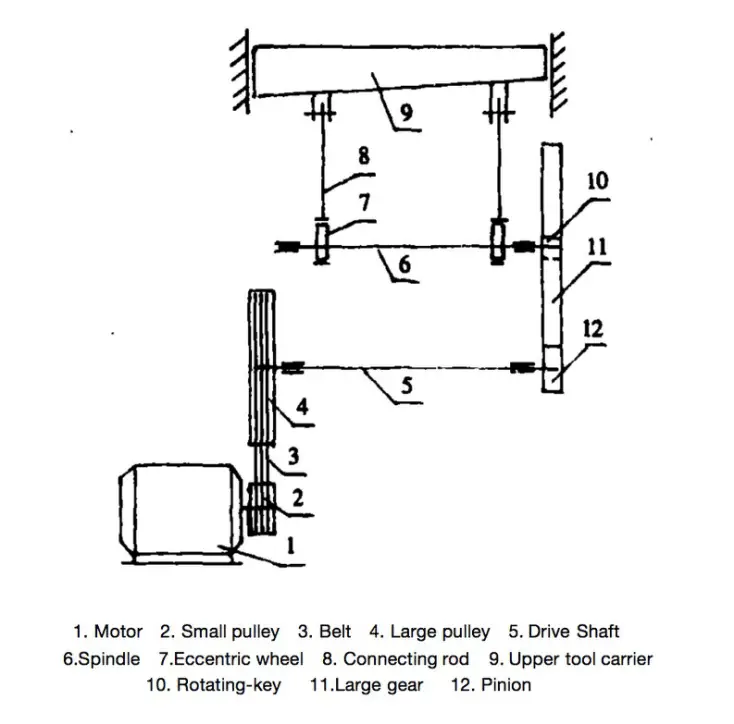
Como se ilustra en la figura 1, la cizalla mecánica emplea un sistema de transmisión de potencia de varias etapas para convertir el movimiento de rotación en la acción de corte lineal. El proceso comienza con un motor, que sirve como fuente de energía primaria. Este motor acciona una polea pequeña, que está conectada mediante una correa a una polea más grande, creando la primera etapa de reducción de velocidad y amplificación de par.
La polea grande está montada en un eje de transmisión, que transfiere la energía rotacional a un tren de engranajes formado por un engranaje de piñón pequeño y un engranaje conducido más grande. Este conjunto de engranajes reduce aún más la velocidad de rotación al tiempo que aumenta el par de salida. El engranaje mayor está acoplado al eje principal, que soporta una rueda excéntrica (también conocida como leva).
Al girar el eje principal, la rueda excéntrica transforma el movimiento de rotación en movimiento lineal alternativo. Esto se consigue mediante un mecanismo de biela, que une la rueda excéntrica a la corredera (portaherramientas superior). La corredera, guiada por cojinetes lineales de precisión, se desplaza verticalmente de forma controlada.
La culminación de esta cadena cinemática se traduce en el movimiento cíclico ascendente y descendente del portaherramientas superior, que sujeta la cuchilla móvil. Cuando se sincroniza con la cuchilla inferior estacionaria, este movimiento produce la acción de cizallamiento necesaria para operaciones precisas de corte de metal.
Este diseño de sistema mecánico permite una alta transmisión de fuerza, un control preciso de la carrera de cizallamiento y la capacidad de ajustar los parámetros de corte modificando las relaciones de transmisión o las dimensiones de la rueda excéntrica para adaptarse a diversos grosores y propiedades del material.
Fig. 1 Diagrama esquemático del principio de transmisión del máquina cizalla
2. Análisis y resolución de problemas de la cizalla mecánica
2.1 La anchura de las piezas de cizalla no es constante, y la precisión repetida de las piezas de lote está fuera de tolerancia.
Análisis de causas:
La posición incorrecta de la placa deflectora y la gran separación entre ésta y la cuchilla de la cizalla provocan movimientos durante el bloqueo.
El movimiento de la placa deflectora no está sincronizado en ambos lados, lo que provoca una gran separación entre las piezas de transmisión.
Un ajuste incorrecto de la fuerza del muelle de presión provoca una presión y un movimiento desiguales del material de la placa durante el cizallamiento.
La deformación de la placa deflectora y la rectitud estar fuera de tolerancia está causando un posicionamiento inexacto de las piezas.
La separación entre el carril guía móvil superior e inferior del deslizador de la cuchilla de la cizalla y la placa de prensado no está correctamente ajustada.
Método de eliminación:
La separación debe eliminarse para que la distancia entre la placa deflectora y la cuchilla de la cizalla sea uniforme. El error de posicionamiento repetido debe estar dentro de 0,03/1000 después del bloqueo.
Debe eliminarse la separación entre las piezas de la transmisión.
El espacio entre la viga de prensado y el chapa metálica debe ajustarse a aproximadamente 10 mm, y la fuerza de compresión del muelle debe ajustarse a 11 kn y mantenerse uniforme en ambos extremos.
El error de planitud y rectitud de la placa deflectora debe repararse para que esté dentro de 0,02/1000.
La separación entre el carril guía y la placa de prensado debe ajustarse a 0,03 mm.
2.2 La rectitud de la superficie de las piezas de cizallamiento está fuera de tolerancia, con fenómenos convexos o cóncavos.
Análisis de causas:
El gran error horizontal en la instalación de la mesa de trabajo está provocando distorsiones en el equipo.
El gran error de planitud de la superficie de apoyo vertical de las tijeras superior e inferior hace que la rectitud de la hoja de la cizalla supere la tolerancia después de la fijación.
El movimiento de la cuchilla de la cizalla hacia arriba y hacia abajo, la torsión de ambos lados de la superficie del carril guía (no en el mismo plano) o el desgaste del carril guía están provocando que la rectitud esté fuera de tolerancia.
Método de eliminación:
Vuelva a alinear el nivel de instalación del equipo para garantizar una precisión de 0,05/1000.
Corregir la superficie de apoyo de ajuste de la parte superior e inferior. cuchillas de corte y garantizar una planitud de 0,03/1000.
Repare y raspe el carril guía de la cama para garantizar que ambos extremos estén paralelos entre sí y que la rectitud esté garantizada entre 0,02/1000.
2.3 La rebaba en la parte de corte de la pieza es demasiado grande.
Análisis de causas:
La separación entre las hojas de corte superior e inferior no está bien ajustada.
El filo se ha desgastado y desafilado.
La separación entre las cuchillas de corte superior e inferior es desigual, lo que provoca la aparición de rebabas en la separación mayor.
Método de eliminación:
Ajuste la separación entre 5% y 8% del grosor de la chapa.
Sustituya o afile el filo de corte.
Ajuste e inspeccione cada 500 mm para asegurarse de que la separación es uniforme y no supera los 0,05 mm.
2.4 La banda estrecha se cizalla y las piezas se retuercen y deforman.
Análisis de causas:
La holgura de la superficie de la guía de deslizamiento de la cuchilla de la cizalla está ajustada demasiado grande.
Ambos lados de la superficie de guía del deslizador de la cuchilla de la cizalla están torcidos o se han salido de tolerancia debido al desgaste.
Método de eliminación:
Ajuste la placa de prensado para que la holgura del carril guía a ambos lados sea de 0,03 mm.
Raspe el bloque de deslizamiento y el carril guía de la cama de modo que la superficie de contacto del bloque de deslizamiento y el carril guía de la cama sea de (25 x 25) mm.2 con 12 puntos, y la rectitud está dentro de 0,02/1000.
2.5 Hay materiales históricos y materiales de empuje en las partes de la banda estrecha de cizallamiento
Análisis de causas:
El plano de la placa deflectora está inclinado y no es perpendicular al plano horizontal.
El paralelismo de la superficie de apoyo vertical equipada con la cuchilla superior está fuera de tolerancia.
Método de eliminación:
Repare el plano de la placa deflectora para asegurarse de que es perpendicular al plano horizontal.
Cuando la torreta superior se desplace hacia abajo, ajuste la distancia entre las dos superficies verticales que ajustan la cuchilla superior y la cuchilla inferior para garantizar un error de 0,02/1000.
2.6 El embrague de un solo golpe no engrana y la cuchilla de corte no actúa.
Análisis de causas:
El desgaste de la parte giratoria de la chaveta y de la muesca triangular del manguito amortiguador hace que el embrague patine al engranar con el cigüeñal.
El muelle de control de la llave giratoria está roto o suelto, lo que provoca una fuerza insuficiente y una falta de flexibilidad en el movimiento de la llave giratoria.
La cinta de freno y el disco de freno están demasiado ajustados, por lo que el embrague patina.
Método de eliminación:
Vuelva a colocar la llave giratoria y repare la muesca triangular del manguito amortiguador para asegurarse de que la llave giratoria se mueve libremente y la combinación está segura cuando la muesca triangular está encajada.
Vuelva a colocar el muelle y ajuste la tensión para asegurarse de que la llave giratoria se mueve libremente.
Ajuste la tensión de la cinta de freno.
2.7 El corte continuo se produce durante una sola carrera.
Análisis de causas:
La cabeza de la clavija y el bloque de control de la empuñadura de la llave giratoria están desgastados, lo que provoca que la cabeza de la clavija de la llave giratoria no se bloquee en su sitio.
El ajuste incorrecto de la posición de la placa de control está impidiendo que la cabeza del pasador de la llave giratoria se bloquee en su lugar.
Método de eliminación:
Repare la cabeza de alfiler de la llave giratoria soldándola y devolviéndola a su tamaño de diseño original.
Ajuste la posición mutua del bloque de control y repárelo.
2.8 Se produce un fenómeno de impulso y ruido anormal en una carrera de la corredera de cizallamiento.
Análisis de causas:
La chaveta giratoria no encaja correctamente en la ranura triangular del manguito amortiguador, lo que provoca desgaste y un ángulo de rotación inadecuado de la chaveta giratoria. Esto provoca impactos y ruido durante el movimiento alternativo del filo de corte.
La fuerza del muelle de la llave giratoria es demasiado débil para mantenerla en su sitio, lo que provoca impactos cuando la corredera se mueve de arriba abajo.
La fuerza del muelle de equilibrio del movimiento ascendente y descendente de la corredera de la hoja de la cizalla no está correctamente ajustada.
Método de eliminación:
Repare la superficie de contacto entre la parte giratoria de la llave giratoria y la ranura triangular del manguito amortiguador para garantizar que la llave gire libremente y de forma fiable.
Ajuste o sustituya el muelle para proporcionar la fuerza suficiente.
Ajuste la fuerza del muelle hasta que la corredera se mueva suavemente sin golpes ni vibraciones.
2.9 Cuando el volante está en ralentí, el embrague emite un sonido rítmico.
Análisis de causas:
La parte giratoria de la llave giratoria no se desengancha completamente de la ranura triangular del manguito amortiguador, lo que produce un sonido después de una revolución.
Método de eliminación:
Rectifique la superficie de contacto de la llave giratoria y ajuste su posición para resolver el problema.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se cortan con tanta precisión esas enormes planchas de acero? Adéntrese en el mundo de las cizallas hidráulicas, los héroes anónimos de la industria metalúrgica: ....
¿Se ha preguntado alguna vez qué empresas lideran el sector de las cizallas hidráulicas? Este artículo explora los 26 principales fabricantes del mundo, detallando su historia, especialidades y alcance global. Desde...
¿Alguna vez se ha preguntado cómo maximizar la eficacia y la seguridad de su cizalla? Esta guía profundiza en los consejos esenciales para manejar y mantener estas potentes herramientas. Desde la elección del...
¿Alguna vez se ha preguntado cuál es la hoja de cizalla perfecta? En este artículo exploraremos el fascinante mundo de los aceros para troqueles, desde las variedades para trabajo en frío hasta las de trabajo en caliente. Descubrirá los secretos que...
¿Se ha preguntado alguna vez cómo las potentes máquinas transforman el metal en bruto en piezas precisas y utilizables? Este artículo desvela los secretos de la cizalla hidráulica, una maravilla de la ingeniería. Aprenda cómo corta...
¿Alguna vez se ha preguntado quiénes son los principales actores del sector de las cizallas? En este artículo, exploraremos los principales fabricantes de cizallas en China para 2023. Descubrirá empresas que...
¿Se ha preguntado alguna vez cómo se aúnan precisión y eficacia en el corte industrial? Este artículo explora el fascinante mundo de las cizallas de guillotina, detallando sus ventajas y retos. Descubra cómo...
¿Cómo puede asegurarse de que su cizalla de guillotina funcione de forma segura y dure más? Este artículo explora las prácticas de mantenimiento esenciales para las cizallas de guillotina, desde las comprobaciones diarias hasta las revisiones anuales. Aprenderá...
La cizalla para chapa, como su nombre indica, es una máquina utilizada para cortar chapa. La selección del material se basa en la chapa general Q235. Si se corta chapa Q345, entonces...