Tabla de dureza de los metales: Mohs, HB, HV, HS, HRC
¿Alguna vez se ha preguntado por el fascinante mundo de la dureza de los metales? En esta entrada del blog, nos sumergiremos en los intrigantes conceptos y métodos que hay detrás de la medición y mejora de la dureza de diversos metales. Como ingeniero mecánico experimentado, compartiré mis ideas y conocimientos para ayudarle a comprender mejor este aspecto crucial de la ciencia de los materiales. Prepárese para descubrir los secretos de la dureza de los metales y cómo afecta a nuestra vida cotidiana.
La escala de dureza de Mohs, creada por Friedrich Mohs en 1812, es una forma sencilla de medir la facilidad con la que los minerales pueden rayarse entre sí. Esta escala cualitativa ordinal clasifica los minerales del 1 al 10, y cada número representa la capacidad de un mineral para rayar a los que están por debajo de él y ser rayado por los que están por encima. La escala va del talco, el mineral más blando (1), al diamante, el más duro (10).
Contexto histórico y uso principal de los minerales
La escala de Mohs se desarrolló originalmente para ayudar a los geólogos a identificar minerales sobre el terreno. Proporciona un método fácil y eficaz para clasificar los minerales en función de su dureza al rayado, que se determina observando si un mineral puede rayar otro material o ser rayado por él. Esto convierte a la escala en una herramienta práctica para geólogos y mineralogistas.
Descripciones detalladas del ensayo de dureza Rockwell
El ensayo de dureza Rockwell mide la dureza de los metales y otros materiales presionando un penetrador en ellos y midiendo la indentación.
Metodología y escalas
Las diferentes escalas Rockwell utilizan diferentes penetradores y cargas, como HRA para acero fino, HRB para metales más blandos y HRC para materiales más duros.
Rockwell A (HRA): Utiliza un penetrador de cono de diamante de 120° y una carga de 60 kgf, adecuado para acero fino y acero cementado.
Rockwell B (HRB): Utiliza una bola de acero templado de 1,588 mm y una carga de 100 kgf, se utiliza para metales más blandos como aluminio, aleaciones de cobre y aceros blandos.
Rockwell C (HRC): Utiliza un penetrador cónico de diamante de 120° y una carga de 150 kgf, ideal para materiales más duros como acero templado y aleaciones de titanio.
Este método es rápido y sencillo, requiere una preparación mínima de la muestra y es adecuado para una amplia gama de materiales. Sin embargo, es menos preciso para materiales muy finos o revestimientos superficiales y puede no ser adecuado para materiales con dureza no uniforme.
Descripción general del ensayo de dureza Brinell
El ensayo de dureza Brinell utiliza un indentador esférico duro para presionar el material y mide el diámetro de la indentación para calcular la dureza.
Procedimiento y aplicaciones típicas
Esta prueba consiste en presionar una bola de carburo de tungsteno en el material bajo una carga específica durante un periodo determinado. Se mide el diámetro de la indentación y se utiliza para calcular el número de dureza Brinell (BHN).
Rango de carga: Típicamente entre 500 kgf y 3000 kgf, dependiendo del material.
Aplicaciones: Comúnmente utilizado para piezas grandes, piezas de fundición y piezas forjadas.
Esta prueba es excelente para piezas grandes y materiales gruesos, pero no es adecuada para materiales muy duros o finos.
Introducción al ensayo de dureza Vickers
El ensayo de dureza Vickers utiliza un penetrador piramidal de diamante para medir la dureza de diversos materiales, incluidos los metales y la cerámica.
Proceso de ensayo y precisión
La prueba Vickers consiste en presionar un penetrador piramidal de diamante con base cuadrada en el material bajo una carga específica. Las diagonales de la indentación resultante se miden para calcular el número de dureza Vickers (VHN).
Rango de carga: Normalmente de 1 kgf a 100 kgf.
Aplicaciones: Ideal para pruebas de microdureza, secciones finas y revestimientos.
Esta prueba es muy precisa y sirve para todos los materiales, pero puede ser más lenta y costosa.
Tabla de dureza Mohs de los metales
En Dureza Mohs es una norma para representar la dureza de los minerales, propuesta por primera vez en 1822 por el mineralogista alemán Frederich Mohs. Es un estándar utilizado en mineralogía o gemología. La dureza Mohs se determina utilizando una aguja piramidal de diamante para arañar la superficie del mineral analizado y medir la profundidad del arañazo. La profundidad de este arañazo es la dureza Mohs, representada por el símbolo HM. También se utiliza para indicar la dureza de otros materiales.
La profundidad del rayado medido se divide en diez niveles para representar la dureza (método del rayado): talco 1 (dureza más pequeña), yeso 2, calcita 3, fluorita 4, apatita 5, ortoclasa (feldespato) 6, cuarzo 7, topacio 8, corindón 9, diamante 10. La dureza del mineral analizado se determina comparando las rayas con los minerales estándar en el durómetro de Mohs. Aunque la medición de este método es aproximada, es cómodo y práctico. Se utiliza a menudo para medir la dureza de los minerales naturales.
Los valores de dureza no son valores de dureza absolutos, sino valores representados por orden de dureza.
Cuando se aplique, compare la dureza por rayado. Por ejemplo, si un mineral puede rayar la calcita pero no la fluorita, su dureza Mohs es de 3 a 4, y las demás se deducen. La dureza Mohs es sólo una dureza relativa, que es aproximada. La dureza del talco es 1, la del diamante 10 y la del corindón 9, pero la dureza absoluta medida con un microdurómetro es 4192 veces la del talco para el diamante y 442 veces la del talco para el corindón. La dureza Mohs es cómoda de utilizar y se emplea a menudo en operaciones sobre el terreno. Por ejemplo, la dureza de las uñas es de aproximadamente 2,5, la de las monedas de cobre es de 3,5-4, la de los cuchillos de acero es de 5,5 y la del vidrio es de 6,5.
Además de la lista original de 1 a 10 tipos de minerales, aquí se enumeran los valores de dureza de los metales comunes como referencia.
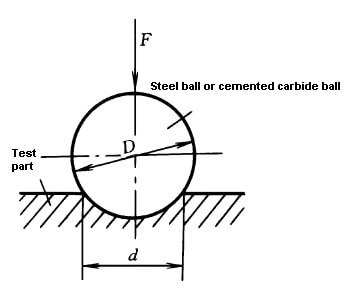
El ensayo de dureza Brinell utiliza una bola de acero templado o una aleación dura con un diámetro D como penetrador.
Se aplica una fuerza de ensayo especificada F a la superficie del material sometido a ensayo y, tras un tiempo de retención designado, se retira la fuerza de ensayo, dejando una hendidura con un diámetro d.
En Dureza Brinell se calcula dividiendo la fuerza de ensayo por la superficie de la indentación. El símbolo del valor de dureza Brinell se representa como HBS o HBW.
La diferencia entre HBS y HBW radica en el tipo de penetrador utilizado.
HBS indica el uso de una bola de acero endurecido como indentador y se utiliza para determinar la dureza Brinell de materiales con un valor inferior a 450, como el acero dulce, hierro fundido grisy metales no ferrosos.
HBW, por su parte, se refiere al uso de una bola de aleación dura como indentador y se utiliza para medir la dureza Brinell de materiales con un valor inferior a 650.
Incluso cuando se utilizan el mismo material y las mismas condiciones experimentales, los resultados de las dos pruebas pueden variar, siendo normalmente el valor HBW superior al valor HBS, y no existe una regla cuantitativa exacta a seguir.
En 2003, China adoptó las normas internacionales y dejó de utilizar penetradores de bolas de acero en favor de cabezales de bolas de aleación dura.
Como resultado, el HBS dejó de utilizarse y todos los valores de dureza Brinell se representan ahora por HBW.
Aunque HBW suele denominarse simplemente HB, en la literatura pueden encontrarse referencias a HBS.
El método de medición de la dureza Brinell es adecuado para ensayar materiales como el hierro fundido, las aleaciones no ferrosas y diversos aceros que han sufrido recocido o procesos de temple y revenido.
Sin embargo, no es adecuado para probar muestras o piezas de trabajo demasiado duras, demasiado pequeñas, demasiado finas o que no permitan grandes hendiduras en la superficie.
Dureza Rockwell
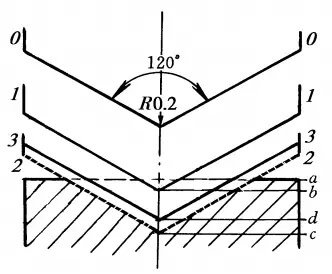
El ensayo de dureza Vickers utiliza como penetrador un cono de diamante con un ángulo de vértice cónico de 120 grados o una bola de acero templado con un diámetro de Ø1,588 mm o Ø3,176 mm, junto con una carga especificada.
La muestra se somete a una carga inicial de 10kgf y a una carga total de 60, 100 o 150kgf.
Una vez aplicada la carga total, la dureza se determina por la diferencia entre la profundidad de indentación cuando se retira la carga principal manteniendo la carga inicial y la profundidad de indentación bajo la carga inicial.
El ensayo de dureza Rockwell utiliza tres fuerzas de ensayo y tres penetradores diferentes, lo que da como resultado un total de nueve combinaciones posibles y sus correspondientes escalas de dureza Rockwell.
Estas nueve escalas son adecuadas para una amplia gama de materiales metálicos de uso común.
Las tres escalas de dureza Rockwell más utilizadas son HRA, HRB y HRC, siendo HRC la más utilizada.
Tabla de especificaciones de los ensayos de dureza Rockwell más utilizados
Símbolo de dureza
Tipo de penetrador
Fuerza total de ensayo F/N(kgf)
Gama de dureza
Aplicaciones
HRA
Cono de diamante de 120
588.4(60)
20~88
Aleación dura, carburo, acero de cementación superficial, etc.
HRB
Ø1.588mm Bola de acero templado
980.7(100)
20~100
Acero recocido o normalizado, aleación de aluminio, aleación de cobre, hierro fundido
El ensayo de dureza Rockwell es adecuado para valores de dureza comprendidos entre 20 y 70HRC. Si la dureza de la muestra es inferior a 20HRC, se recomienda utilizar la escala HRB, ya que la sensibilidad del indentador disminuye al aumentar la presión sobre la pieza cónica.
Sin embargo, si la dureza de la muestra es superior a 67HRC, se aconseja utilizar la escala HRA, ya que la presión sobre la punta del penetrador puede llegar a ser demasiado elevada y provocar daños en el diamante y reducir la vida útil del penetrador.
El ensayo de dureza Rockwell es conocido por su facilidad, rapidez y mínima indentación, lo que lo hace ideal para comprobar la superficie de productos acabados y piezas de trabajo más duras y delgadas.
Sin embargo, debido a la pequeña indentación, el valor de dureza puede fluctuar mucho en el caso de materiales con estructuras y durezas desiguales, por lo que es menos preciso que el ensayo de dureza Brinell.
El ensayo de dureza Rockwell se utiliza habitualmente para determinar la dureza de materiales como el acero, los metales no ferrosos y los carburos cementados.
Dureza Vickers
El principio en el que se basa la medición de la dureza Vickers es similar al del ensayo de dureza Brinell.
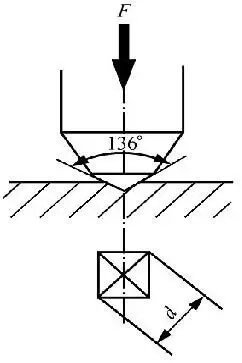
Se utiliza un penetrador en forma de pirámide de diamante con un ángulo de 136° para aplicar una fuerza de ensayo especificada, F, sobre la superficie del material sometido a ensayo.
Tras un tiempo de mantenimiento especificado, se retira la fuerza de ensayo y el valor de dureza se calcula como la presión media sobre la unidad de superficie de la indentación regular en forma de pirámide, con el símbolo HV.
La medición de la dureza Vickers tiene un amplio rango, y puede medir materiales con una dureza que oscila entre 10 y 1000 HV. La indentación es de pequeño tamaño.
Este método de medición se utiliza habitualmente para medir materiales finos y capas endurecidas superficialmente creadas mediante carburación y nitruración.
Dureza Leeb
El ensayo de dureza Leeb utiliza un dispositivo equipado con una bola de carburo de tungsteno para impactar contra la superficie de la pieza de ensayo, que rebota a continuación. La velocidad del rebote depende de la dureza del material sometido a ensayo.
En el dispositivo de impacto se instala un material magnético permanente que produce una señal electromagnética proporcional a la velocidad de movimiento del cuerpo de impacto. A continuación, un circuito electrónico, representado por el símbolo HL, convierte esta señal en un valor de dureza Leeb.
El durómetro Leeb es un dispositivo portátil que no requiere un banco de trabajo. Su sensor de dureza es compacto y puede manejarse fácilmente con la mano, por lo que resulta adecuado para realizar ensayos en geometrías grandes, pesadas o complejas.
Una de las principales ventajas del ensayo de dureza Leeb es que sólo produce ligeros daños en la superficie, lo que lo convierte en una opción ideal para ensayos no destructivos. También proporciona un ensayo de dureza único para todas las direcciones, espacios estrechos y piezas especiales.
Ensayos de dureza Rockwell, Brinell y Vickers
Ensayo de dureza Rockwell
El ensayo de dureza Rockwell se utiliza habitualmente para medir la dureza de los metales. Este ensayo evalúa la profundidad de penetración de un penetrador bajo una gran carga en comparación con la penetración realizada por una precarga.
Equipamiento y procedimiento
Equipo necesario:
Máquina de ensayo de dureza Rockwell.
Indentadores: Cono de diamante (para materiales más duros) o bola de acero (para materiales más blandos).
Muestra: Muestra preparada del material a ensayar.
Procedimiento:
Preparación de la muestra: Asegúrese de que la superficie de la probeta esté limpia y lisa para evitar que afecte a los resultados del ensayo.
Seleccione la escala adecuada: Elija la escala Rockwell en función de la dureza del material, como HRC para materiales duros y HRB para materiales más blandos.
Colocar la muestra: Coloque la probeta firmemente sobre el yunque de la máquina de ensayo.
Aplicar la carga menor: Aplique una carga menor de 10 kgf para asentar el penetrador y penetrar la oxidación superficial.
Aplicar la carga principal: Aumente la carga hasta la carga mayor especificada para la escala Rockwell elegida, como 150 kgf para HRC.
Medir la sangría: Tras aplicar la carga principal, la máquina mide la profundidad de la indentación y calcula automáticamente el número de dureza Rockwell.
Ensayo de dureza Brinell
El ensayo de dureza Brinell mide la dureza de materiales grandes y de grano grueso evaluando el diámetro de una indentación realizada por un indentador esférico.
Equipamiento y procedimiento
Equipo necesario:
Máquina de ensayo de dureza Brinell.
Indentador esférico (normalmente de 10 mm de diámetro, de acero endurecido o carburo de tungsteno).
Muestra: Muestra debidamente preparada del material a ensayar.
Procedimiento:
Preparación de la muestra: Asegúrese de que la superficie de la muestra es plana y está limpia.
Colocar la muestra: Coloque la probeta firmemente sobre el yunque de la máquina de ensayo.
Seleccione la carga: Seleccione una carga entre 500 kgf y 3000 kgf, según el material.
Aplicar la carga: Aplique la carga seleccionada durante 10 a 30 segundos y, a continuación, mida el diámetro de la indentación con un microscopio.
Calcular la dureza: Utilice el diámetro de la indentación para calcular el número de dureza Brinell (BHN) mediante la fórmula: [ \text{BHN} = \frac{2P}{\pi D (D - \sqrt{D^2 - d^2})} ] donde (P) es la carga, (D) es el diámetro del indentador y (d) es el diámetro de la indentación.
Ensayo de dureza Vickers
El ensayo de dureza Vickers es un método versátil para medir la dureza de los materiales, incluidos los metales y la cerámica, mediante un penetrador piramidal de diamante.
Equipamiento y procedimiento
Calcular la dureza: Calcular el número de dureza Vickers (VHN) utilizando las mediciones diagonales y la fórmula:
donde (P) es la carga y (d) es la longitud media de las diagonales de la indentación.
Equipo necesario:
Máquina de ensayo de dureza Vickers.
Penetrador piramidal de diamante con base cuadrada.
Muestra: Muestra debidamente preparada del material a ensayar.
Procedimiento:
Preparación de la muestra: Asegúrese de que la superficie de la probeta es lisa y está limpia.
Colocar la muestra: Coloque la probeta firmemente sobre el yunque de la máquina de ensayo.
Seleccione la carga: Seleccione una carga entre 1 gf y 120 kgf, en función del material y de la precisión necesaria.
Aplicar la carga: Aplique la carga durante 10 a 15 segundos y, a continuación, mida las diagonales de indentación con un microscopio.
El ensayo de dureza Brinell mide la dureza de una muestra presionando una bola de acero o un cono de diamante sobre la superficie de la muestra y midiendo la profundidad de la indentación. Este método es adecuado para determinar la dureza de materiales como acero recocido, normalizado, templado y revenido, hierro fundido y metales no ferrosos.
El ensayo de dureza Rockwell utiliza procedimientos específicos y penetradores más pequeños, como diamantes, para medir la dureza, por lo que es adecuado para una amplia gama de materiales.
El ensayo de dureza Vickers conserva las ventajas de los ensayos Brinell y Rockwell, ya que es capaz de medir materiales desde extremadamente blandos hasta extremadamente duros, y sus resultados pueden compararse.
Los detalles de las ventajas y desventajas de la prueba de dureza Knoop no se detallan en la información que encontré, pero es uno de los métodos de prueba estáticos, a la par con Brinell, Rockwell y Vickers.
El durómetro Webster se utiliza principalmente para comprobar las propiedades mecánicas de los perfiles de aleación de aluminio, pero también es adecuado para materiales como el cobre, el latón y el acero dulce.
El durómetro Barcol es un tipo de durómetro de indentación. En la información que he encontrado no se indican explícitamente sus ventajas e inconvenientes.
Cada método de ensayo de dureza tiene sus características y su campo de aplicación:
El ensayo de dureza Brinell es adecuado para diversos materiales, especialmente acero recocido, normalizado, templado y revenido, hierro fundido y metales no ferrosos.
El ensayo de dureza Rockwell es adecuado para una amplia gama de materiales, utilizando un indentador más pequeño para las mediciones.
El ensayo de dureza Vickers combina las ventajas de los ensayos Brinell y Rockwell, adecuado para materiales desde extremadamente blandos a extremadamente duros, y sus resultados pueden compararse.
El ensayo de dureza Knoop, como uno de los métodos de ensayo estáticos, es adecuado para diversos materiales, pero es necesario comprender mejor sus especificidades.
El durómetro Webster es especialmente adecuado para comprobar las propiedades mecánicas de perfiles de aleación de aluminio, pero también puede utilizarse con otros materiales.
El durómetro Barcol, como durómetro de indentación, ocupa un lugar en los ensayos de dureza de materiales.
Comparación de los métodos de ensayo de dureza
Cada método de ensayo de dureza tiene características únicas adecuadas para aplicaciones específicas.
Rangos de carga y tipos de indentación
Rockwell: Utiliza cargas menores y mayores con un cono de diamante o un indentador de bola de acero, adecuado para diversos materiales.
Brinell: Aplica cargas elevadas (500 kgf a 3000 kgf) con un indentador esférico, ideal para materiales grandes y de grano grueso.
Vickers: Utiliza un penetrador piramidal de diamante con una amplia gama de cargas (de 1 gf a 120 kgf), adecuado para mediciones precisas en todos los materiales.
Normas y referencias
Normas Rockwell: ASTM E18, ISO 6508.
Normas Brinell: ASTM E10, ISO 6506.
Normas Vickers: ASTM E384, ISO 6507.
Durómetros
Máquina de ensayo de dureza Micro Vickers
Serie HM:
Máquina de ensayo de dureza Vickers Serie HV:
Máquina de ensayo de dureza Rockwell Serie HR:
Durómetro Leeb portátil Serie HH:
Preguntas frecuentes
A continuación encontrará respuestas a algunas preguntas frecuentes:
¿Para qué sirve la escala de dureza de Mohs?
La escala de dureza de Mohs se utiliza para medir la resistencia al rayado de los minerales. Desarrollada por Friedrich Mohs en 1812, es una escala ordinal cualitativa que ayuda a identificar y clasificar los minerales en función de su capacidad para rayarse unos a otros. Aunque se utiliza principalmente en geología y mineralogía, la escala de Mohs también tiene aplicaciones en la ciencia de los materiales para evaluar la durabilidad relativa y la resistencia a la abrasión de diversos materiales. Sin embargo, para medir con precisión la dureza de los metales, se prefieren ensayos más cuantitativos como los de dureza Vickers, Rockwell o Brinell.
¿Cómo funciona el ensayo de dureza Rockwell?
El ensayo de dureza Rockwell mide la dureza de los materiales determinando la profundidad de penetración de un penetrador bajo una carga grande en comparación con la penetración realizada por una carga preliminar. El ensayo comienza con la aplicación de una carga menor (normalmente 10 kgf), estableciendo una profundidad de referencia. A continuación, se aplica una carga mayor, que puede variar en función de la escala Rockwell específica que se utilice. Después de mantener esta carga durante un tiempo determinado, se retira, dejando la carga menor en su lugar. El valor de la dureza se calcula a partir de la diferencia en las mediciones de profundidad antes y después de aplicar la carga mayor. Este ensayo es ventajoso por su simplicidad, resultados rápidos, daño mínimo del material y lecturas directas de la dureza. Se utiliza ampliamente en el control de calidad y la selección de materiales en diversas industrias.
¿Cuáles son las diferencias entre los ensayos de dureza Brinell y Vickers?
Los ensayos de dureza Brinell y Vickers difieren principalmente en sus penetradores, procedimientos y aplicabilidad a los materiales. El ensayo Brinell utiliza un penetrador de bola de acero o carburo de tungsteno, normalmente de 1 a 10 mm de diámetro, y es más lento debido a la aplicación de una carga elevada, lo que lo hace adecuado para materiales con superficies gruesas o no homogéneas, pero menos preciso para materiales muy duros. Por el contrario, el ensayo Vickers emplea un penetrador piramidal de diamante con un ángulo de apertura de 136 grados, que proporciona mayor precisión y fiabilidad, y es más rápido, aunque requiere una superficie bien preparada. El ensayo Vickers es versátil y adecuado para una amplia gama de materiales, como chapas finas y aceros endurecidos, mientras que el ensayo Brinell es mejor para superficies rugosas y determinados metales, pero está limitado por la posible deformación del penetrador y el mayor tamaño de la penetración.
¿Cómo puede mejorarse la dureza de un metal mediante tratamiento térmico?
La mejora de la dureza del metal mediante tratamiento térmico implica varios procesos diseñados para alterar la microestructura del metal y mejorar sus propiedades mecánicas. Los métodos clave son:
Enfriamiento: Consiste en calentar el metal a una temperatura elevada y, a continuación, enfriarlo rápidamente utilizando un medio como aceite, agua o salmuera. El temple aumenta la dureza al formar fases duras en el acero, como la martensita.
Templado: Tras el temple, el revenido recalienta el metal a una temperatura más baja y luego lo enfría lentamente. Este proceso reduce la fragilidad al tiempo que mantiene una dureza significativa, equilibrando la tenacidad y la dureza.
Endurecimiento por precipitación (envejecimiento): Utilizado para aleaciones específicas, este método consiste en calentar la aleación para disolver los elementos solubles, seguido de un enfriamiento rápido y posterior envejecimiento a una temperatura más baja. Así se forman precipitados en la microestructura que aumentan la dureza y la resistencia.
Cementación: Esta técnica introduce una capa dura de carbono o nitrógeno en la superficie del metal mediante procesos como la carburación o la nitruración. Aumenta la dureza de la superficie y la resistencia al desgaste, al tiempo que mantiene más duro el núcleo.
Normalizando: Aunque no sirve principalmente para maximizar la dureza, el normalizado refina la estructura del grano calentando el metal por encima de su rango crítico y enfriándolo después con aire. Este proceso puede mejorar la resistencia y uniformidad del metal.
La aplicación de estos procesos de tratamiento térmico permite optimizar la dureza y otras propiedades mecánicas de los metales para diversas aplicaciones industriales.
¿Por qué es importante la dureza del metal en las aplicaciones industriales?
La dureza de los metales es crucial en las aplicaciones industriales porque influye directamente en el rendimiento, la durabilidad y la idoneidad de los materiales para diversos usos. Los metales más duros ofrecen mayor resistencia al desgaste, la abrasión y la deformación, lo que resulta esencial en entornos en los que los componentes están sometidos a cargas pesadas, fricción e impactos. Esto garantiza la longevidad y la integridad estructural de la maquinaria y las estructuras. Además, los ensayos de dureza ayudan en la selección de materiales y el control de calidad, verificando que los materiales cumplen normas y especificaciones concretas. Esto es especialmente importante para mantener la coherencia y la fiabilidad en los procesos de fabricación. En general, la dureza del metal es una propiedad fundamental que influye en la eficacia y la vida útil de los productos industriales.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo calcular con precisión el peso del acero o del metal para sus proyectos? En esta entrada del blog, exploraremos el fascinante mundo del cálculo del peso del acero....
¿Alguna vez se ha preguntado por el mundo oculto de las densidades de los metales? En esta fascinante entrada de blog, nos embarcaremos en un viaje para desentrañar los misterios que se esconden tras los pesos de varios...
¿Qué hace que un metal sea el más fuerte? En este artículo exploramos el fascinante mundo de los metales, desde la incomparable resistencia a la tracción del tungsteno hasta la increíble resistencia a la corrosión del titanio. Descubra cómo estos poderosos...
¿Cómo evoluciona la chapa metálica desde la materia prima hasta los intrincados componentes de nuestros dispositivos cotidianos? Este artículo se adentra en el fascinante mundo de la fabricación de chapas metálicas, explorando materiales como el SPCC,...
¿Alguna vez se ha preguntado cómo se mide con tanta precisión la dureza del acero inoxidable? Este artículo explora el fascinante mundo de los ensayos de dureza del acero inoxidable. Conocerá los diferentes...
¿Alguna vez se ha preguntado por qué algunos metales son perfectos para su proyecto y otros no? En este artículo analizamos los factores clave para seleccionar el material metálico adecuado para su...
¿Se ha preguntado alguna vez qué secretos esconden las relucientes superficies de los metales? En este fascinante artículo nos adentramos en los entresijos del análisis de la composición de los metales. Nuestro experto autor,...
¿Alguna vez se ha preguntado cuál es la diferencia entre las escalas de dureza Rockwell y Brinell? En este artículo, nos adentraremos en el mundo de los ensayos de dureza de materiales, explorando las distinciones clave entre...
Los metales se clasifican en ferrosos y no ferrosos, cada uno con propiedades y usos únicos. Este artículo explora las características, aplicaciones y datos fascinantes de estos metales, desde el hierro común hasta...