Guía definitiva sobre el rendimiento de los materiales metálicos
¿Por qué algunos metales resisten entornos extremos y otros fallan? Comprender el comportamiento de los materiales metálicos es clave para seleccionar el adecuado para su aplicación. Este artículo explora las propiedades físicas, químicas y mecánicas que determinan el comportamiento de los metales en distintas condiciones. Sumérjase para conocer factores como la elasticidad, la resistencia a la corrosión y la resistencia a la tracción, y descubra cómo influyen estas propiedades en la selección de materiales en ingeniería y fabricación.
La selección de materiales se basa principalmente en el rendimiento de los materiales metálicos.
Las propiedades de los materiales metálicos pueden clasificarse en dos categorías: prestaciones de transformación y prestaciones de servicio.
El rendimiento en servicio se refiere al comportamiento de las piezas metálicas en condiciones reales de uso.
El rendimiento de los materiales metálicos determina su ámbito de aplicación.
Este rendimiento abarca propiedades físicas, químicas y mecánicas.
1. Rendimiento físico
Las propiedades físicas del metal se caracterizan por su comportamiento ante las acciones físicas de la fuerza, el calor, la luz y la electricidad.
Los principales indicadores de rendimiento físico figuran en el cuadro 1.
Tabla 1 propiedades físicas de los metales
Nombre y símbolo
Fórmula de cálculo o método de expresión
Significado y descripción
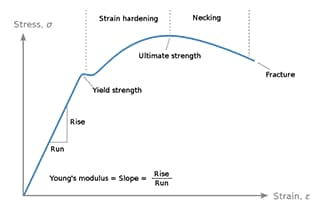
Módulo elástico E (MPa)
Dónde: σ - tensión, MPa; ξ - cepa,%; Carga de tracción F, N; Lo - longitud original de la muestra, mm; S0 - área transversal original de la muestra, mm ²; Δ L - alargamiento absoluto, mm.
En el rango de deformación elástica, la relación entre la tensión y la deformación se denomina módulo elástico, que representa la capacidad de los materiales para resistir la deformación elástica. El valor numérico refleja la dificultad de deformación elástica del material y equivale al esfuerzo necesario para que el material produzca una deformación elástica unitaria. Para los componentes con pequeñas deformaciones elásticas que se requieren en aplicaciones de ingeniería, deben seleccionarse materiales con un alto módulo elástico. El módulo elástico puede medirse mediante ensayo de tracción.
Módulo de cizallamiento G (MPA)
Dónde: d。- Diámetro de la muestra, mm; L0 - Longitud del calibre de la muestra, mm; Par M, n - mm; Φ- Ángulo de torsión, (°).
En el rango de deformación elástica, la relación entre el esfuerzo cortante y la deformación cortante se denomina módulo de cizallamiento. Es una constante del material, que representa la capacidad de un material para resistir la deformación por cizallamiento. En materiales isótropos, tiene la siguiente relación con el módulo elástico E y la relación de Poisson: G = E / [2 (1 + V). El ensayo de torsión se utiliza a menudo en el laboratorio para determinar el módulo de cizalladura de los materiales.
Bajo la acción de una tensión axial uniformemente distribuida y dentro del límite proporcional de la deformación elástica, el valor absoluto de la relación entre la deformación transversal y la deformación longitudinal se denomina relación de Poisson, también conocida como coeficiente de deformación transversal. Para los materiales isótropos, este valor es una constante dentro del intervalo límite proporcional de la deformación elástica. Más allá de este intervalo, este valor cambia con la tensión media y el intervalo de tensiones utilizado, y ya no se denomina relación de Poisson. Para los materiales anisótropos, existen múltiples relaciones de Poisson. La relación de Poisson de los materiales comunes de acero al carbono es de 0,24 ~ 0,28. La relación de Poisson tiene la siguiente relación con el módulo elástico E y el módulo de cizallamiento G:v=E/2G-1.
Densidad ρ (t / m3)
Ρ=m/v Dónde: m-masa del objeto, t1; V - volumen del objeto, m3.
Representa la masa por unidad de volumen del metal. La densidad de los distintos materiales metálicos es diferente, y el valor de la densidad del material está directamente relacionado con el peso y la compacidad de las piezas fabricadas con él.
Punto de fusión tR (℃)
–
La temperatura a la que coexisten en equilibrio el estado cristalino y el estado líquido de una sustancia se denomina punto de fusión. El punto de fusión del cristal está relacionado con la presión. Bajo cierta presión, el punto de fusión del cristal es el mismo que el punto de congelación. El punto de fusión es una de las bases importantes para la formulación de las especificaciones del proceso de trabajo en caliente del material. Para los materiales amorfos, como el vidrio, no existe un punto de fusión, sino un intervalo de temperaturas de reblandecimiento.
El calor absorbido por un objeto por unidad de masa por 1 ℃ de aumento o el calor liberado por 1 ℃ de disminución se convierte en la capacidad calorífica específica de la sustancia. Es un parámetro de proceso importante para formular la especificación del proceso de tratamiento en caliente del material.
Difusividad térmica a (m ²/ s)
Dónde: λ - conductividad térmica, w / (m - K); Cp - capacidad calorífica específica a presión constante, J / (kg - K); ρ- Densidad, kg / m3.
Es una magnitud física que refleja la velocidad de homogeneización de la temperatura en un objeto de temperatura desigual, y representa las características de variación de la velocidad del proceso de conducción inestable del calor.
Conductividad térmica [W / (m - K)]
Dónde: q - densidad del flujo de calor, w / m2Ÿ dt / dn - el gradiente de temperatura en la dirección de fase normal de una interfaz, y el signo menos es la dirección de caída de la temperatura; λ - conductividad térmica, W / (m - K).
Cantidad física que caracteriza la conductividad térmica de un material metálico. Cuando la diferencia de temperatura a lo largo de la unidad de longitud de la dirección del flujo de calor es de 1 ° C por unidad de tiempo, el calor admisible por unidad de superficie se denomina conductividad térmica del material. Los materiales con una gran conductividad térmica tienen una buena conductividad térmica; Y viceversa. Es un importante índice de rendimiento para medir la conductividad térmica de los materiales.
Coeficiente de dilatación lineal a (1 / K o 1 / ℃)
Dónde: l2 - longitud después del calentamiento, mm; l1 longitud original, mm; t2-t1 - diferencia de temperatura, K o ℃; Δl - longitud aumentada, mm.
La relación entre la longitud aumentada y la longitud original se convierte en el coeficiente de dilatación lineal cuando la temperatura del metal aumenta 1 ℃. En distintas zonas de temperatura, el coeficiente de dilatación lineal de los materiales es diferente. Por lo general, el valor dado se refiere al coeficiente de dilatación lineal medio de una zona de temperatura específica. Es un índice de rendimiento para medir la dilatación térmica de los materiales. El material con un elevado coeficiente de dilatación lineal tiene una elevada propiedad de hinchamiento tras el calentamiento; Y viceversa.
Resistividad ρ (Q-m)
Dónde: R - resistencia del conductor, Q; S - área de la sección transversal del conductor, m2; l - longitud del conductor, m.
La longitud es de 1 m y el área de la sección transversal es de 1 m ². El valor de la resistencia del conductor es la resistividad, que es un indicador de la resistencia del material al paso de la corriente. El material con alta resistividad tiene alta resistencia y poca conductividad; Por el contrario, la conductividad es buena.
Conductividad y (s / M)
Dónde: 1 / R - conductividad, S; S - área de la sección transversal del conductor, m ²; l - longitud del conductor, m.
Cuando un conductor mantiene un gradiente de potencial unitario (es decir, una diferencia de potencial), la corriente que circula por la unidad de superficie se denomina conductividad. Es una magnitud física que refleja la relación entre el campo eléctrico y la densidad de corriente en el conductor. Es un indicador para medir la conductividad del conductor. Es recíproco a la resistividad. Entre los metales, la plata tiene la mejor conductividad, y se especifica que su conductividad es de 100%. El porcentaje obtenido comparando otros materiales metálicos con plata es la conductividad del material.
Pérdida de hierro P (w / kg)
Por lo general, la pérdida unitaria de un núcleo de hierro bajo una frecuencia de alimentación de 50 Hz CA se puede averiguar directamente a partir de la curva de pérdida específica (es decir, pérdida unitaria de hierro) o de la hoja de datos del material.
La potencia consumida por el material del núcleo de hierro del motor o transformador por unidad de peso bajo la acción del campo magnético alterno se denomina pérdida en el núcleo de hierro, que para abreviar se denomina pérdida en el hierro. Incluye la pérdida por histéresis, la pérdida por corrientes parásitas y la pérdida residual. El uso de materiales con baja pérdida de hierro puede reducir la pérdida total de los productos y mejorar su eficacia.
Permeabilidad P (H / M)
Dónde: B - fuerza de inducción magnética, T; H - intensidad del campo magnético, A/ m.
La relación entre la intensidad de la inducción magnética y la intensidad del campo magnético se denomina permeabilidad, que es un índice de rendimiento para medir la dificultad de magnetización de los materiales magnéticos. Cuanto mayor es la permeabilidad, más fácilmente se magnetiza el material. Para materiales magnéticos como el hierro y el acero, la permeabilidad no es un valor fijo, sino que está relacionada con las propiedades del hierro y el acero y el grado de saturación magnética. Según su permeabilidad, los materiales magnéticos se dividen generalmente en dos categorías: materiales magnéticos blandos (con un valor p de decenas de miles o incluso millones) y materiales magnéticos duros (con un valor de aproximadamente 1).
Nombre y símbolo
Fórmula de cálculo o método de expresión
Significado y descripción
Intensidad de inducción magnética B(T)
Dónde: F - fuerza del campo magnético, N; I-intensidad de corriente, A; l - longitud del conductor, m.
La intensidad de inducción magnética en un punto determinado del campo magnético es igual a la relación entre la fuerza del campo magnético sobre el hilo electrificado colocado en ese punto perpendicular a la dirección del campo magnético y el producto de la intensidad de corriente en el hilo y la longitud del hilo. Es una magnitud física que caracteriza las características de intensidad y dirección del campo magnético, y es un índice de rendimiento de peso para medir la fuerza magnética de los materiales magnéticos. El uso de materiales con alta fuerza de inducción magnética puede reducir el volumen del núcleo de hierro, reducir el peso del producto, ahorrar el conductor y reducir la pérdida causada por la resistencia del conductor.
Fuerza coercitiva Ho (A / m)
–
La fuerza coercitiva es un índice de rendimiento para medir la capacidad de desmagnetización y retención magnética de los materiales magnéticos. Una vez magnetizado el material magnético y eliminada la fuerza del campo magnético, la fuerza de inducción magnética no desaparece, sino que queda una cierta fuerza de inducción magnética residual, es decir, magnetismo residual. Esta propiedad se denomina fuerza coercitiva. El valor absoluto de la intensidad del campo magnético inverso aplicado para eliminar la fuerza de inducción ferromagnética es la fuerza coercitiva del ferromagneto o simplemente la fuerza coercitiva. Para los materiales magnéticos blandos, cuanto menor sea la coercitividad, mejor; Para los materiales magnéticos duros, cuanto mayor sea la coercitividad, mejor.
2. 2. Propiedades químicas
La propiedad química de materiales metálicos se define como la resistencia de los materiales metálicos al ataque químico de diversas sustancias corrosivas, tanto a temperatura ambiente como a alta temperatura.
La principal característica de los materiales metálicos en cuanto a sus propiedades químicas es su resistencia a la corrosión.
La resistencia a la corrosión se refiere a la capacidad de los materiales metálicos para soportar los efectos dañinos de los elementos corrosivos de su entorno.
Grabado químico
La corrosión química se produce cuando hay una interacción química directa entre el metal y el medio que lo rodea.
Abarca tanto la corrosión gaseosa como la corrosión metálica en medios no electrolíticos.
Este tipo de corrosión se caracteriza por la ausencia de corriente eléctrica durante el proceso de corrosión y la formación de productos de corrosión en la superficie del metal.
Un ejemplo de corrosión química es la oxidación del hierro puro, que se produce por la reacción del vapor y el gas en el agua o a altas temperaturas.
Corrosión galvánica
La corrosión electroquímica es un tipo de corrosión que se produce cuando el metal entra en contacto con soluciones electrolíticas, como ácidos, álcalis y sales.
Este tipo de corrosión se caracteriza por la generación de corriente eléctrica (conocida como "efecto de microcélula") durante el proceso de corrosión, y la formación de productos de corrosión (óxido) que no se depositan directamente sobre la superficie metálica, sino a distancia del ánodo metálico.
La causa de la corrosión electroquímica suele estar relacionada con el potencial de electrodo del metal.
En comparación con la corrosión química, el proceso de corrosión electroquímica es más complejo y sus consecuencias son más graves.
La mayoría de los daños por corrosión que sufren los materiales metálicos se deben a este tipo de corrosión.
Tabla 2 tipos comunes de corrosión del metal
Tipo de corrosión
Significado y características
Ataque uniforme [corrosión]
La corrosión uniforme se refiere al fenómeno de que las reacciones químicas o electroquímicas se producen de manera uniforme en toda la superficie expuesta o en una gran área de materiales metálicos, y el metal se adelgaza macroscópicamente. También se denomina corrosión general o corrosión continua. Esta corrosión se distribuye uniformemente por las superficies interiores y exteriores de todo el metal, lo que reduce la superficie y acaba por destruir las piezas sometidas a esfuerzos. Se trata de la forma de corrosión más común del acero, con menos daños y poco impacto en las propiedades mecánicas del metal.
El fenómeno de corrosión a lo largo del límite del grano metálico se denomina corrosión intergranular. Este tipo de corrosión se lleva a cabo en el metal a lo largo del borde del grano, que es la corrosión más peligrosa en los materiales metálicos. Tras la corrosión intergranular, las dimensiones totales del metal prácticamente no varían, y la mayoría de ellos aún pueden mantener el brillo metálico. Sin embargo, la resistencia y la ductilidad del metal disminuyen, y aparecen grietas en la superficie después de la flexión en frío, y el sonido del metal se pierde en casos graves. Durante el examen metalográfico de la sección, se puede encontrar que la corrosión local se producirá en el límite del grano o en su zona adyacente, incluso el grano se caerá, y la corrosión se extenderá a lo largo del límite del grano, que es más uniforme.
Corrosión selectiva
El fenómeno por el que un elemento o una estructura de una aleación se corroe selectivamente durante el proceso de corrosión se denomina corrosión selectiva. Las aleaciones no férricas, el hierro fundido y el acero inoxidable pueden sufrir corrosión selectiva.
Agrietamiento por corrosión bajo tensión
El fenómeno de fisuración frágil del metal bajo la acción combinada de esfuerzos permanentes de tracción (incluida la carga externa, el estrés térmico, tensión residual después del tratamiento en frío y en caliente y de la soldadura) y el medio de corrosión específico se denomina fisuración por corrosión bajo tensión. Cuando se produce el agrietamiento por corrosión bajo tensión en el metal, se produce una fisura de corrosión de base a fractura. El punto de partida de la grieta suele ser el pequeño orificio de la corrosión puntual y el fondo del pozo de corrosión. La propagación de la grieta incluye tres tipos: a lo largo del límite del grano, a través del grano y de tipo mixto. Las grietas principales suelen ser perpendiculares a la dirección de la tensión, y la mayoría de ellas tienen ramificaciones. El extremo de la grieta es afilado, el grado de corrosión de la pared interior de la grieta y de la superficie exterior del metal suele ser muy leve, y la velocidad de expansión del extremo de la grieta es muy rápida. La fractura tiene las características de la fractura frágil, que es muy perjudicial.
Fatiga por corrosión
El fenómeno de daño del metal causado por la acción combinada del medio corrosivo y la tensión alternante o la tensión pulsante se denomina fatiga por corrosión, que se caracteriza por la generación de picaduras de corrosión y un gran número de grietas, de modo que el límite de fatiga del metal deja de existir. La fatiga por corrosión suele tener múltiples fuentes de grietas. La mayoría de las grietas son transgranulares y generalmente no ramificadas. Los extremos de las grietas son relativamente puros. La mayoría de las fracturas están cubiertas por productos de corrosión y una pequeña parte es frágil. El principal medio para eliminar esta corrosión es eliminar a tiempo la tensión del metal.
Corrosión por picaduras
La mayor parte de la superficie del metal no se corroe o la corrosión es muy leve, pero hay agujeros de corrosión localmente, y el fenómeno de corrosión que se desarrolla en profundidad se denomina corrosión puntual. Este tipo de corrosión se concentra en una pequeña zona de la superficie del metal, se desarrolla rápidamente hacia la profundidad y finalmente penetra en el metal. Es un tipo de daño corrosivo con gran perjuicio. A menudo se produce en un medio estático y suele desarrollarse a lo largo de la dirección de la gravedad.
Erosión Corrosión
El fluido corrosivo corre relativamente con la superficie metálica, especialmente cuando se produce la corriente parásita y el fluido cambia bruscamente de dirección. El fluido no sólo provoca la erosión mecánica y la destrucción de los productos de corrosión generados en la superficie del metal, sino que también provoca una reacción química o electroquímica con el metal desnudo para acelerar la corrosión del metal, lo que se denomina corrosión por desgaste. Cuando se produce la corrosión por desgaste, el metal se separa de la superficie metálica en forma de productos de corrosión y no en forma de polvo metálico sólido como ocurre con el desgaste mecánico puro, y la superficie metálica suele aparecer con surcos direccionales, canales, ondulaciones, agujeros redondos y otras formas de corrosión.
La fragilización por hidrógeno es un fallo frágil causado por la reducción de la resistencia de los materiales metálicos debido a la interacción entre el hidrógeno y el metal durante la corrosión. Es el resultado de la interacción del hidrógeno y la tensión. El hidrógeno producido por la corrosión suele existir en estado atómico, y se concentra en el metal a lo largo del límite de grano hasta la zona de máxima concentración de tensión bidimensional. Una vez que hay una oportunidad, se pueden formar moléculas, y enormes tensión interna puede generarse en el metal, provocando el fallo frágil del material. La fractura por fragilización por hidrógeno puede ser intergranular o transgranular. El fenómeno de bifurcación de la grieta por fragilización por hidrógeno es mucho menor que el de la corrosión bajo tensión, y descarburización se acompaña de la grieta.
Índice de corrosión
La velocidad de corrosión se refiere a la velocidad a la que un material experimenta una corrosión uniforme, determinada midiendo el cambio de peso de una muestra en un medio de ensayo durante un periodo de tiempo especificado.
Puede expresarse como la pérdida de masa por unidad de tiempo y unidad de superficie, y puede calcularse mediante la siguiente fórmula:
Dónde:
K - velocidad de corrosión, g / (m2 - h);
S - superficie de la muestra antes del ensayo, m2;
T - tiempo de prueba, h;
mo - masa de la muestra antes del ensayo, g;
m - masa de la muestra después de la prueba, g;
La velocidad de corrosión también puede expresarse en términos de profundidad de corrosión anual (R). La relación entre R y K (una constante) es la siguiente:
Dónde:
R - profundidad de corrosión anual, mm / a;
ρ- Densidad del metal, g / cm3.
Tabla 3 Clasificación y grado de resistencia a la corrosión de los materiales metálicos
Número de clase
Nombre de la clasificación:
Nivel
Profundidad de corrosión anual (mm / a)
I
Resistencia a la corrosión extremadamente fuerte
1
≤0.001
II
Gran resistencia a la corrosión
23
0.001~0.0050.005~0.01
III
Gran resistencia a la corrosión
45
0.01~0.050.05~0.10
IV
Gran resistencia a la corrosión
67
0.10~0.500.50~1.0
V
Escasa resistencia a la corrosión
89
1.0~5.05.0~10.0
VI
Resistencia a la corrosión extremadamente débil
10
>10
3. 3. Propiedades mecánicas
Las propiedades mecánicas de los materiales se refieren a sus características bajo diversas cargas externas, como la tensión, la compresión, la flexión, la torsión, el impacto y la tensión alterna, y en diferentes entornos, como la temperatura, el medio y la humedad.
El comportamiento de los metales en estas condiciones puede variar enormemente, debido a las diversas formas de aplicación de la carga y a los complejos cambios del entorno y el medio, lo que da lugar a una amplia gama de investigaciones en el campo de la propiedades mecánicas del metal materiales.
Este campo ha evolucionado hasta convertirse en un área interdisciplinar entre la metalurgia y la mecánica de materiales.
Los componentes metálicos suelen caracterizarse por diversos parámetros mecánicos, como la tensión, la deformación y la energía de impacto, y los valores críticos o especificados de estos parámetros se denominan índices de rendimiento mecánico de los materiales metálicos, incluidos el índice de resistencia, el índice de plasticidad y el índice de tenacidad.
Consulte la Tabla 4 para conocer las propiedades mecánicas de los metales.
Tabla 4 propiedades mecánicas del metal
Nombre y símbolo
Significado y descripción
Resistencia a la tracción Rm (MPa)
La tensión máxima que caracteriza la resistencia de los materiales metálicos a fractura por tracción se denomina resistencia a la tracción, también conocida como límite de resistencia, que puede medirse mediante un ensayo de tracción. Para los materiales plásticos, representa la resistencia a la deformación uniforme máxima del material y no representa la verdadera resistencia a la fractura del material; Para los materiales frágiles con poca o ninguna deformación plástica, se puede reflejar la resistencia directa a la fractura del material.
Resistencia a la compresiónσbc (MPa)
La tensión máxima que caracteriza la resistencia de los materiales metálicos a la carga de compresión sin fallar se denomina resistencia a la compresión, también conocida como resistencia a la compresión, que puede medirse mediante un ensayo de compresión. Para los materiales frágiles o poco plásticos, la fractura se produce bajo presión, y la resistencia a la compresión tiene un valor definido; Para los materiales plásticos, la fractura frágil no se producirá durante la compresión, y la resistencia a la compresión en este momento puede definirse por el esfuerzo de compresión necesario para producir una determinada deformación por compresión.
Resistencia a la flexión cm σbb(MPa)
La capacidad de los materiales metálicos para resistir el fallo de la superficie de acción del momento de flexión se denomina resistencia a la flexión, también conocida como resistencia a la flexión, que puede medirse mediante el ensayo de flexión. Para los materiales frágiles, la resistencia a la flexión puede medirse si la fractura se produce durante la flexión; En el caso de los materiales plásticos, la probeta no se romperá al doblarse, por lo que el ensayo de flexión sólo se utiliza para comparar la capacidad de deformación plástica de varios materiales en determinadas condiciones de flexión o para identificar la calidad superficial de las piezas.
Resistencia a la torsión ζb (MPa)
La capacidad de los materiales metálicos para resistir la torsión sin fallar se denomina resistencia a la torsión, también conocida como resistencia a la torsión, que puede medirse mediante un ensayo de torsión.
Resistencia al cizallamiento (MPa)
La capacidad de material metálico para resistir la carga de cizallamiento sin fallar se denomina resistencia al cizallamiento. Para los materiales frágiles, puede medirse directamente mediante un ensayo de cizallamiento. Para los materiales plásticos, debido a la gran deformación plástica durante el cizallamiento, se mide mediante el ensayo de torsión.
Representa la capacidad de los materiales metálicos para resistir la deformación plástica. Cuando los materiales metálicos se someten a una carga de tracción, el fenómeno de que la carga no aumenta pero la deformación sigue aumentando se denomina límite elástico. La tensión en la que se produce la fluencia se denomina límite elástico. La tensión máxima antes de la primera caída del límite elástico es el límite elástico superior; Cuando no se considera el efecto transitorio inicial, la tensión mínima en la fase de fluencia es la menor límite elástico. Para el material con límite elástico evidente, su límite elástico es igual a la tensión correspondiente al límite elástico; Para los materiales sin límite elástico evidente, la tensión cuando la deformación plástica es 0,2% se especifica como límite elástico condicional.
Velocidad de fluenciaξSteady state creep speedξk (% / h)
Bajo la acción a largo plazo de determinadas temperaturas y tensiones, el fenómeno de deformación plástica lenta de los materiales metálicos con la prolongación del tiempo se denomina fluencia. La cantidad de deformación por fluencia por unidad de tiempo, es decir, la pendiente de la curva de fluencia se denomina velocidad de fluencia.
Límite de fluencia (σV)(MPa)
Capacidad de un material metálico de resistir la deformación, que puede dividirse en límite de fluencia físico y límite de fluencia condicional. El límite físico de fluencia se refiere a la capacidad de los materiales metálicos de no sufrir deformaciones finales a una determinada temperatura. Es obvio que el límite físico de fluencia depende de la capacidad de la deformación mínima que puede ser encontrada por el equipo de ensayo de deformación. En ingeniería se utiliza habitualmente el límite de deformación final condicional, que es la tensión que hace que el material metálico produzca la velocidad de fluencia especificada a una temperatura determinada o la deformación plástica total especificada en un tiempo determinado.
Alargamiento tras fractura (A)(%)
El índice que caracteriza la capacidad de deformación plástica de los materiales metálicos puede determinarse mediante un ensayo de tracción. El porcentaje de la elongación real de la parte de la distancia de calibre de la muestra después de la rotura y la distancia de calibre original se denomina elongación después de la rotura, que se expresa por A. El alargamiento tras fractura de la muestra circular cuya longitud de calibre es 10 veces el diámetro y de la muestra de sección rectangular cuya l= 11,3 √ s (s es el área de la sección transversal de la muestra) se registra como A11,3; Para la muestra cilíndrica con l = 5d0 y la muestra de sección rectangular con l = 5,65 √ s, el alargamiento después de la fractura se registra como A.Cuanto mayor sea el valor de A, mejor será la plasticidad del material.
Reducción de la superficie (Z)(%)
El índice que caracteriza la capacidad de deformación plástica de los materiales metálicos puede determinarse mediante un ensayo de tracción. Una vez arrancada la probeta, el porcentaje de la reducción máxima del área de la sección transversal en la constricción y el área de la sección transversal original se denomina reducción del área, que se expresa mediante Z. Cuanto mayor sea el valor de Z, mejor será la plasticidad del material.
Nombre y símbolo
Significado y descripción
Plasticidad duradera σ (%)
Y se caracteriza por el alargamiento A y la reducción de área Z de la probeta tras la fractura por fluencia. Refleja las propiedades plásticas de los materiales bajo la acción a largo plazo de la tensión de temperatura, y es un índice importante para medir la fragilidad por fluencia de los materiales.
Dureza
Se trata de un índice de rendimiento global de la resistencia y la plasticidad de los materiales metálicos para caracterizar la capacidad de los materiales metálicos de absorber energía durante la deformación plástica y la propagación de grietas antes de la fractura. Los principales parámetros que caracterizan la tenacidad de los materiales son la energía de absorción del impacto, la tenacidad al impacto, la temperatura de transición frágil, la temperatura de transición no plástica y la tenacidad a la fractura.
Energía de absorción de impactos KV, KU (J)
Se utiliza la probeta de entalladura en forma de V o de U con la forma y el tamaño especificados. Bajo la fuerza del ensayo de impacto, la energía necesaria para generar dos nuevas superficies libres y una parte de la deformación plástica del volumen durante una fractura es la energía de absorción del impacto. Cuanto mayor sea el valor, mejor será la tenacidad del material y mayor la resistencia a los daños por impacto.
Resistencia al impacto Akv(J/cm2)
Caracteriza la capacidad de los materiales metálicos para resistir los daños por impacto. El cociente de la energía de absorción del impacto obtenida durante el ensayo de impacto dividido por el área de la sección transversal en la parte inferior de la muesca de la probeta es la tenacidad al impacto del material. Suele utilizarse para mostrar la sensibilidad de la probeta a la entalladura y para comprobar la fragilidad en frío, la fragilidad en caliente y la fragilidad por revenido del material, pero el valor se ve fácilmente afectado por la forma y el tamaño de la entalladura, la aceleración, la temperatura y otros factores. Los valores de tenacidad al impacto de diferentes formas y tamaños no pueden compararse directamente entre sí.
Temperatura de transición frágil FTP (temperatura de transición a la rotura plástica)FTE (temperatura de transición a la rotura elástica)Fatt (temperatura de transición a la nueva morfología de la boca)NDT (temperatura de transición no plástica)(℃).
Cuando la temperatura disminuye, el intervalo de temperatura en el que el material metálico pasa del estado dúctil al estado frágil se denomina temperatura de transición frágil o temperatura de transición frágil dúctil. Por encima del intervalo de temperatura de transición frágil, el material metálico se encuentra en estado dúctil y el modo de fractura es principalmente la fractura dúctil; Por debajo del intervalo de temperatura de transición frágil, el material se encuentra en un estado frágil, y la forma de fractura es principalmente la fractura frágil (como la fractura por clivaje). La temperatura de transición a la fragilidad suele darse en materiales de estructura hexagonal compacta y red BCC. Para los materiales cúbicos centrados en las caras, no hay temperatura de transición a la fragilidad porque siguen siendo dúctiles a la temperatura del amoníaco líquido.Hay muchas formas de expresar la temperatura de transición a la fragilidad. Además de factores como el tamaño de la muestra, el modo de carga y la velocidad de carga, también está relacionado con el método de expresión. Los distintos materiales sólo pueden compararse en las mismas condiciones. En aplicaciones de ingeniería, para evitar la fractura frágil de los componentes, deben seleccionarse materiales con una temperatura de transición frágil inferior a la temperatura de trabajo límite inferior de los componentes. Para los materiales que contienen muchos elementos de impureza como N, P, As, Bi y Sb, la fragilización y la fragilidad del temple pueden ocurrir durante el funcionamiento a largo plazo, la temperatura de transición de fragilidad aumentará con la extensión del tiempo de funcionamiento. En los últimos años, la temperatura de transición frágil y el incremento de la temperatura de transición frágil se han convertido en uno de los índices de evaluación del propiedades del material de componentes.
dureza
Índice de propiedades mecánicas que representa la dureza y la blandura relativas de un material metálico. Para su determinación se utilizan habitualmente tres métodos: método de prensado, método dinámico y método de rayado. La dureza de indentación representa la capacidad de los materiales metálicos para resistir la deformación plástica; La dureza dinámica representa el trabajo de deformación del material; La dureza al rayado representa la capacidad de un material para resistir el desbaste. Cuanto mayor sea la dureza de los materiales metálicos en general, mayor será su resistencia, mayor su resistencia al desgaste y peor su plasticidad y tenacidad.
Dureza Brinell HBHBS (bola de acero)HBW (bola de aleación dura)
Fue propuesto por primera vez por el sueco J.A. Brinell. La dureza Brinell se mide por el método de prensado, y la bola de acero templado o aleación dura bola se presiona contra la superficie metálica. El cociente obtenido dividiendo el área de indentación por la carga aplicada a la bola de acero es el valor de dureza Brinell HB del metal. Cuando el penetrador es una bola de acero (aplicable a HB < 450), la dureza Brinell se representa por HBS; cuando el penetrador es una bola de aleación dura (aplicable a hb650), se representa por HBW.
Dureza Rockwell HRHRA HRB HRC
El estadounidense S.P. Rockwell propuso el método de prensado para medir la dureza Rockwell. Utilizando como penetrador un cono de diamante con un ángulo de 120 o una bola de acero de 1,588 mm de diámetro, presione primero la carga inicial F0 en la superficie de la probeta y, a continuación, aplicar la carga principal F1retirar la carga principal al cabo de cierto tiempo, medir la profundidad de indentación residual bajo la carga inicial y calcular el valor de dureza en función de la profundidad de indentación. De acuerdo con la combinación de diferentes tipos de penetradores y cargas, la dureza Rockwell puede obtener una variedad de escalas de dureza, incluyendo HRA, HRB y HRC.
Dureza Vickers HV
La dureza Vickers se midió por el método de prensado. Se toma la pirámide cuadrada de diamante con un ángulo relativo de 136 como indentador, se presiona sobre la superficie de la probeta bajo la acción de la carga F y, a continuación, se calcula la superficie de indentación en función de la longitud diagonal media de la indentación. El cociente obtenido dividiendo el producto de la indentación por la carga es el valor de dureza Vickers.
Nombre y símbolo
Significado y descripción
Dureza Shore (HS)
El estadounidense A.F. Shore propuso que la dureza Shore se midiera por el método de carga dinámica, y que la bola de diamante o de acero con peso y forma especificados se indentara. Tras caer desde la altura especificada ho a la superficie de la pieza de ensayo, rebota bajo la energía de deformación elástica del metal ensayado. El valor de dureza calculado según el valor de rebote H es el valor de dureza shore HS.
Dureza Brinell dinámica HB
El durómetro Brinell de martillo manual se utiliza habitualmente para medir la dureza Brinell mediante el método de carga dinámica. Se coloca una bola de acero de diámetro d entre la varilla de dureza estándar (valor de dureza HB) y la pieza ensayada, se golpea con un martillo, se mide el diámetro de indentación de la varilla estándar y de la pieza ensayada, y se calcula el valor de dureza Brinell.
El alemán F. Mohs propuso que la dureza se midiera por el método del rayado, y que se utilizaran 10 materiales de referencia con diferente dureza y blandura para compararlos con el material ensayado y determinar así el valor de dureza del material.
Resistencia a la fractura por deformación plana K I C(N / mm3 / 2)
KI es el valor crítico del factor de intensidad de tensión KI medido según el método de ensayo estándar. Representa la capacidad del material para resistir las grietas y es un índice cuantitativo para medir la tenacidad del material. I se refiere a la punta de grieta de modo I en estado de deformación plana.
Desplazamiento de apertura de grieta (COD)(mm)
Se refiere al desplazamiento de apertura de la punta de la grieta original cuando el material elástico se carga por el tipo J (tipo abierto), que es una medida indirecta de la intensidad del campo de tensiones y deformaciones en la punta de la grieta del material elástico-plástico. Cuando el desplazamiento de apertura de la grieta σ alcanza un determinado valor crítico, la grieta comienza a expandirse. Los valores COD de iniciación de grietas o inestabilidad medidos en la prueba pueden utilizarse para la evaluación de la seguridad de las estructuras de ingeniería. Con el mismo tamaño de muestra, el valor de DQO medido puede utilizarse para la evaluación relativa de la calidad del material y del proceso.
Resistencia a la fractura dúctil JIC (N / mm)
La integral J es una expresión matemática de la integral de línea desde una superficie de la grieta a la otra superficie alrededor de la punta de la grieta. Se utiliza para caracterizar la resistencia del campo tensión-deformación en la zona del frente de la grieta. Algunos de sus valores característicos pueden utilizarse como medida de la tenacidad a la fractura de los materiales. La tenacidad intrínseca a la fractura JIC se aproxima al valor de J cuando la grieta comienza a expandirse, y es una estimación de ingeniería de J cuando la grieta comienza a expandirse de forma constante.
Tasa de crecimiento de la grieta por fatiga da/ dN (mm / círculo)
En mecánica de fractura se utiliza para describir la distancia de la grieta de fatiga que se propaga en la dirección perpendicular al esfuerzo de tracción en cada ciclo en la etapa de propagación crítica de compresión. La velocidad de propagación de la grieta de fatiga se expresa en da/ dN.Depende principalmente del rango del factor de intensidad de tensión △ K.
Tasa de crecimiento de grietas por corrosión bajo tensión da / dt(mm / ciclo)
Los parámetros de la mecánica de la fractura se utilizan para describir la ley de propagación de grietas de la probeta con grietas bajo carga estática en el medio.
Valor umbral de crecimiento de grieta por fatiga△Kth(N/mm3/2)
En el ensayo de fatiga, el intervalo del factor de intensidad de la tensión correspondiente a la tasa de crecimiento de la grieta por fatiga que se aproxima a cero o se detiene es △ Kth. La norma estipula que cuando da / dN = 107 mm / semana, el correspondiente △ K es △ kth.
Resistencia a la relajación (MPa)
Si la deformación total de la muestra o pieza se mantiene constante a una temperatura determinada, su cambio elástico se transformará continuamente en deformación plástica con la prolongación del tiempo, y el proceso de reducción de la tensión se denomina relajación. La curva de la tensión que cambia con el tiempo es la curva de relajación de la tensión. La curva se divide en dos etapas. En la primera etapa, la tensión disminuye bruscamente con el tiempo; En la segunda etapa, la tensión disminuye lentamente y finalmente no baja. Por lo tanto, el valor extremo de la caída de la tensión residual de la segunda etapa se define como el límite de relajación; En ingeniería, la tensión residual que alcanza un determinado tiempo de requisito de diseño se denomina resistencia a la relajación. Es una base importante para la selección de materiales de componentes que trabajan en condiciones relajadas.
Sensibilidad de la muesca
La muesca en la muestra o componente metálico provocará el estado de tensión de tracción desigual bidimensional y generará la concentración de tensiones, lo que propiciará la fractura frágil. Bajo la condición de entalla, el material tiende a la fractura frágil temprana, que es la sensibilidad a la entalla. La sensibilidad de entalla de hierro fundido gris es inferior a la del acero. La sensibilidad a la entalla de los aceros con alto contenido en carbono o medio contenido en carbono sometidos a temple y revenido a baja temperatura es mayor que la de los aceros recocidos o templados a baja temperatura. templado y revenido acero.
Sensibilidad de entalla qJ bajo carga estática
Se trata de un índice de rendimiento para medir la tendencia a la fragilización de un material sometido a cargas estáticas de tracción o flexión. Este índice puede proporcionar una base técnica importante para la selección de piezas de tornillería y la determinación de su tecnología de procesamiento en frío y en caliente.
Sensibilidad de la muesca de fatiga q
Caracterizado el grado de resistencia a la fatiga debido a la existencia de una superficie de entalla en la superficie del material. Fundición grisAcero de resistencia media, q = 0,4 ~ 0,5; acero de alta resistencia (σb = 1200 ~ 1400MPa), q = 0,6 ~ 0,8.
Nombre y símbolo
Significado y descripción
Coeficiente de amortiguación de las vibraciones σ
Incluso si un objeto en estado de vibración libre se coloca en el vacío, su energía de vibración se convertirá gradualmente en energía térmica y se consumirá. Este fenómeno de consumo de energía de vibración provocado por razones internas se denomina rozamiento interno. La capacidad de los materiales metálicos para absorber la energía de las vibraciones a través de la fricción interna y convertirla en energía calorífica se denomina amortiguación de las vibraciones. La amortiguación de las vibraciones se expresa mediante el coeficiente de amortiguación de las vibraciones σ. Cuanto mayor sea σ, mayor será la amortiguación de las vibraciones.
Fatiga
Bajo la acción a largo plazo de tensiones cíclicas o deformaciones cíclicas, los materiales, piezas o estructuras se agrietarán en algunas partes débiles o partes de concentración de tensiones hasta el fallo o la fractura.
Fatiga de ciclo alto
Fallo por fatiga con baja tensión (inferior al límite elástico o de fluencia del material) y larga vida útil (generalmente más de 105 ciclos). Se caracteriza por defectos repentinos, muy locales y sensibles de la pila y la concentración de tensiones.
Fatiga de ciclo bajo
Bajo la acción de la deformación cíclica (la tensión supera el límite elástico del material), la fatiga cuyo ciclo suele ser inferior al 105 veces también se denomina fatiga por deformación o fatiga plástica. El ensayo de fatiga de bajo ciclo suele realizarse en condiciones de deformación constante controlada, y el bucle de histéresis tensión-deformación del material se produce principalmente por deformación plástica.
Fatiga a altas temperaturas
El fenómeno de fallo de los materiales sometidos a altas temperaturas y a tensiones o deformaciones cíclicas se denomina fatiga por alta temperatura. Por alta temperatura se entiende generalmente una temperatura superior a la temperatura de fluencia del material (la temperatura de fluencia es de aproximadamente 0,3Tm ~ 0,5Tm, Tm es la temperatura del punto de fusión expresada en temperatura absoluta) o superior a la temperatura de recristalización.
Fatiga térmica
Fallo por fatiga causada por la tensión térmica o el ciclo de deformación térmica debido al cambio de temperatura se denomina fatiga térmica, que también es el resultado de la acumulación gradual de daños por deformación plástica y puede considerarse como fatiga de bajo ciclo bajo cambio de ciclo de temperatura.
Fatiga por corrosión
La fatiga causada por el medio de corrosión y el esfuerzo cíclico o la deformación cíclica se denomina fatiga por corrosión. No existe una sección horizontal en la curva de vida de esfuerzo, es decir, no existe un límite de fatiga de vida infinita.
fatiga por contacto
La fatiga de las piezas sometidas a la acción repetida de una elevada presión de contacto se denomina fatiga de contacto. Tras varios ciclos de tensión, se desprenden pequeñas piezas o trozos de metal en la zona local de la superficie de trabajo de la pieza, formando hoyos o picaduras.
Abrasión
En la superficie de fricción de la pieza de la máquina se producen una serie de interacciones mecánicas, físicas y químicas debidas a la fricción durante el funcionamiento de la pieza de la máquina, que provocan cambios dimensionales, pérdidas e incluso la destrucción de la superficie de la pieza de la máquina, lo que se denomina desgaste.
Desgaste por oxidación
Cuando la superficie de la máquina se mueve relativamente (ya sea rozamiento por rodadura o rozamiento por deslizamiento). Al mismo tiempo de la deformación plástica, no se separa ninguna nueva película de óxido de la superficie metálica debido a la destrucción continua de la película de óxido formada en el punto de contacto por fricción y a la formación de la nueva película de óxido. Proceso por el que las piezas se desgastan gradualmente por fricción. El desgaste oxidativo puede producirse a diversas presiones específicas (presiones por unidad de superficie) y velocidades de deslizamiento. Cuando la velocidad de desgaste es inferior a 0,10,5μm/h, la superficie es brillante y hay líneas de rectificado extremadamente finas distribuidas uniformemente.
Desgaste por mordedura
El desgaste oclusal se refiere a la destrucción de la película de óxido en algunos puntos de fricción en las superficies de dos pares de piezas de rectificado, conformado de metales y la resistencia de estos puntos de unión suele ser mayor que la del metal base. Durante el movimiento relativo subsiguiente, el daño se produce en la zona de resistencia débil. En este momento, las virutas de metal se atascan y se tiran hacia abajo, o la superficie de la pieza de la máquina se desgasta por el punto de unión reforzado. Este tipo de desgaste se denomina desgaste por mordedura. Este tipo de desgaste sólo se produce en condiciones de fricción por deslizamiento. Cuando la presión específica es grande y la velocidad de deslizamiento pequeña, se producen graves cicatrices de fricción en la superficie de la pieza de la máquina.
Desgaste térmico
Debido a la gran cantidad de calor de fricción generado durante el rozamiento, el aceite lubricante se deteriorará y el metal de la superficie se calentará hasta alcanzar la temperatura de reblandecimiento. Se producirá una adherencia local del metal en el punto de contacto, y las partículas metálicas grandes se desgarrarán o incluso se fundirán. El desgaste térmico suele producirse durante la fricción por deslizamiento, o bajo una gran presión específica y una gran velocidad de deslizamiento (por ejemplo, V > 3-4m / s), la superficie de la pieza de la máquina se cubre de desgarros y arañazos.
Desgaste abrasivo
En condiciones de fricción por deslizamiento, hay partículas abrasivas duras (partículas abrasivas que entran desde el exterior o restos desprendidos de la superficie) en la zona de fricción de la superficie de la pieza de la máquina, lo que provoca la deformación plástica local de la superficie de rectificado, la incrustación de las partículas abrasivas y el corte por las partículas abrasivas, de modo que la superficie de rectificado se desgasta gradualmente. El desgaste abrasivo puede producirse a diversas presiones y velocidades de deslizamiento específicas.
Nombre y símbolo
Significado y descripción
Cantidad de desgaste (valor de desgaste)
La cantidad de desgaste es un índice para medir la resistencia al desgaste de los materiales metálicos. Se mide mediante el método de pesaje o el método dimensional después de frotar la muestra durante un cierto tiempo o distancia en las condiciones de prueba especificadas.
Coeficiente relativo de resistencia al desgaste (g)
Indicador utilizado para señalar relativamente la resistencia al desgaste de los materiales metálicos. Se mide en una máquina simulada de pruebas de resistencia al desgaste. Generalmente, se utiliza acero 65Mn con una dureza de HRC52 ~ 53 como muestra estándar. En las mismas condiciones de ensayo, la relación entre el valor absoluto de desgaste (desgaste por peso o desgaste por volumen) de la muestra estándar y el valor absoluto de desgaste del material medido es el coeficiente relativo de resistencia al desgaste del material ensayado. Cuanto mayor sea el valor del coeficiente relativo de resistencia al desgaste, mejor será la resistencia al desgaste de este material, y viceversa.
4. Rendimiento de la soldadura
Metal soldabilidad se refiere a la idoneidad de los materiales metálicos para el proceso de soldadura. Considera principalmente la facilidad para lograr uniones soldadas de alta calidad en condiciones de soldadura específicas, como por ejemplo materiales de soldaduramétodos, parámetros de proceso y formas estructurales.
Abarca dos aspectos:
El primero es la calidad del junta soldadaEn concreto, la capacidad de obtener una unión de alta calidad y sin defectos en condiciones de soldadura específicas.
El segundo es el rendimiento en servicio, que evalúa si la unión soldada o el componente completo después de la soldadura pueden cumplir los requisitos técnicos para las condiciones de servicio especificadas.
Hay varios factores que influyen en la soldabilidad. En el caso de los materiales de acero, estos factores incluyen la selección del material, la estructura y el diseño de la unión, los métodos y especificaciones del proceso y las condiciones ambientales durante el servicio de la unión.
Estructura básica de la zona afectada por el calor de la unión soldada
Las uniones soldadas suelen constar de la zona del metal de soldadura, la línea de fusión y la zona afectada por el calor.
La zona afectada por el calor se refiere a la región en la que la estructura y las propiedades del metal adyacente a la soldadura se alteran debido al calor generado durante la soldadura.
La modificación de la microestructura y las propiedades de la zona afectada por el calor no sólo se ve influida por el ciclo térmico, sino también por la composición y el estado inicial del metal base, como se ilustra en la figura 2.
Fig. 2 características de distribución de calor de soldadura zona afectada
Distribución de la microestructura y propiedades de la zona afectada por el calor del acero no templable
Por "acero no templable" se entiende el acero que no se transforma fácilmente en martensita durante el enfriamiento natural tras la soldadura, como el acero ordinario de bajo contenido en carbono.
Como se muestra en la figura 2, la zona afectada por el calor del acero no templable consta de cuatro partes: zona de fusión, zona de sobrecalentamiento, zona de normalización y zona de recristalización incompleta.
(1) Zona de fusión:
La zona de fusión está formada por la zona de fusión del metal de aportación y la zona de semifusión (donde la temperatura se sitúa entre el liquidus y el solidus). La zona de semifusión tiene una resistencia y una tenacidad deficientes debido a su heterogeneidad en cuanto a composición química y propiedades estructurales, lo que debe tenerse en cuenta.
(2) Zona de sobrecalentamiento:
La temperatura en esta zona suele rondar los 1100°C y el tamaño del grano empieza a crecer rápidamente. Tras el enfriamiento, se obtendrá una estructura sobrecalentada gruesa, también conocida como zona de grano grueso. Esta zona es propensa a la fragilización y el agrietamiento.
(3) Zona de Normalización (Zona de Recristalización por Cambio de Fase):
Cuando la temperatura es superior a AC3 y el grano empieza a crecer rápidamente, el grano de esta zona no crece significativamente. Tras el enfriamiento, se obtienen perlita y ferrita uniformes y finas, que equivalen a la tratamiento térmico normalizado estructura y tienen buenas propiedades generales.
(4) Zona de recristalización incompleta:
La temperatura en esta zona se sitúa entre AC1 y AC3. La microestructura en esta zona es desigual, con distintos tamaños de grano y propiedades mecánicas.
Estas cuatro zonas son las características estructurales básicas de la zona afectada por el calor de los aceros de bajo contenido en carbono y baja aleación. Sin embargo, algunos metales comunes pueden sufrir recristalización en el intervalo de temperaturas cercano a 500 °C a AC1 tras la laminación en frío o la deformación por trabajo en frío antes de la soldadura, lo que provoca la pérdida del endurecimiento por deformación y el aumento de la plasticidad y la tenacidad.
En el caso del acero con sensibilidad al envejecimiento, si el tiempo en el intervalo de temperatura AC1-300°C es ligeramente superior, es probable que se produzca envejecimiento por deformación, lo que causará fragilización en esta zona. Esta zona también se conoce como zona de fragilización por envejecimiento.
Aunque su estructura metálica no cambia significativamente, presenta sensibilidad a la entalladura, lo que debe tenerse en cuenta durante la soldadura.
Distribución de la microestructura y propiedades de la zona afectada por el calor del acero de temple fácil
Por "acero fácilmente templable" se entiende el acero que se templa fácilmente y forma una estructura endurecida, como la martensita, mediante enfriamiento por aire después de la soldadura. Esto incluye acero templado y revenido y acero al carbono medio.
(1) Zona totalmente templada:
La temperatura de calentamiento cae entre la línea solidus y A, lo que da lugar a la formación de martensita gruesa debido al crecimiento del grano. Si varía la velocidad de enfriamiento, se produce una estructura de la martensita y también puede formarse bainita. Sin embargo, la estructura templada puede ser propensa a la fragilidad y el agrietamiento.
(2) Zona de enfriamiento incompleto:
La temperatura de calentamiento se sitúa entre AC1 y AC3, que corresponde a la zona de recristalización incompleta. El diferente contenido en elementos del metal base o la velocidad de enfriamiento pueden dar lugar a estructuras mixtas como bainita, sorbita y perlita.
(3) Zona de templado:
Si el metal base es acero que ha sufrido un revenido antes de la soldadura, habrá una zona de reblandecimiento por revenido. Si la temperatura de revenido del metal base antes de la soldadura era t1, entonces si la temperatura de calentamiento supera t1 (pero es inferior a AC1) durante la proceso de soldadurase producirá un reblandecimiento por sobretemperatura. Si la temperatura de calentamiento es inferior a t1, la estructura y las propiedades del acero permanecerán inalteradas.
Grieta de soldadura
Grietas de soldadura pueden detectarse mediante inspección visual o métodos de detección de defectos.
Clasificación de las grietas de soldadura: Existen varias tipos de soldadura grietas, incluidas grietas de soldadura, grietas de zona de fusión, grietas de raíz, grietas de puntera de soldadura y grietas de cráter de arco, que pueden clasificarse en función de su lugar de aparición.
Además, el mecanismo de generación de grietas también puede utilizarse para clasificar las grietas de soldadura en grietas calientesgrietas por recalentamiento, grietas por frío, grietas por corrosión bajo tensión, etc.
Es importante señalar que las grietas de soldadura son el defecto más grave en juntas de soldadura y no son admisibles en piezas estructurales o de equipamiento.
Tabla 5 Clasificación de las distintas grietas de soldadura
Clasificación de las grietas
Característica básica
Rango de temperatura sensible
Base metálica
Posición
Tendencia al crack
Crack caliente
Grieta del producto acabado
En la fase posterior de cristalización, la película líquida formada por el eutéctico debilita la unión entre las partículas y se agrieta bajo la tensión de tracción
Temperatura ligeramente superior a la temperatura de solidificación (estado sólido-líquido)
Acero al carbono, bajo y medio acero aleado, acero austenítico, aleación a base de níquel y aluminio con más impurezas
En la soldadura, una pequeña cantidad en la zona afectada por el calor
Bajo la acción de la alta temperatura y la tensión, los defectos de la red en la parte delantera de los productos solidificados se mueven y se juntan para formar un límite secundario. Se encuentra en un estado poco plástico a alta temperatura, y se generan grietas bajo la acción de la tensión
Temperatura de recristalización por debajo del solidus
Metal puro y aleación austenítica monofásica
En la soldadura, una pequeña cantidad en la zona afectada por el calor
Bajo la acción de la temperatura más alta del ciclo térmico de soldadurase produce una refundición entre la zona afectada por el calor y las capas de la soldadura multicapa, y se generan grietas bajo la acción de la tensión
Temperatura ligeramente inferior al solidus
Acero al cromo-níquel de alta resistencia, acero austenítico y aleación a base de níquel que contenga más s, P y C.
Zona afectada por el calor y capa intermedia de la soldadura multicapa
Fisuración a lo largo del límite del producto
Recalentar grieta
Durante el tratamiento de relajación de tensiones de la estructura soldada de chapa gruesa, cuando hay diferentes niveles de concentración de tensiones en el área de grano grueso de la zona afectada por el calor, la deformación adicional debida a la relajación de tensiones es mayor que la plasticidad de fluencia de la pieza, entonces se producirán grietas de recalentamiento.
Tratamiento de revenido a 600 ~ 700 ℃.
Aceros de alta resistencia, aceros perlíticos, aceros austeníticos y aleaciones a base de níquel que contienen elementos de refuerzo por precipitación.
Zona de grano grueso de la zona afectada por el calor
Fisuración a lo largo del límite del producto
Grieta retardada
La grieta con características de retardo se produce por la acción combinada de la estructura endurecida, el hidrógeno y la tensión de restricción
Zona afectada por el calor, una pequeña cantidad en la soldadura
Artículos intergranulares o ponibles
Grieta fría
Baja fragilización plástica grieta
A menor temperatura, se generan grietas porque la deformación por contracción del metal base supera la reserva plástica del propio material
Por debajo de 400 ℃
Fundición, metal duro
Zona afectada por el calor y soldadura
Artículos intergranulares o ponibles
Desgarro lamelar
Se debe principalmente a la presencia de inclusiones estratificadas (a lo largo de la dirección de laminación) en el chapa de aceroy la tensión perpendicular a la dirección de laminación generada durante la soldadura, dando lugar a una fisuración en capas "escalonada" en la zona afectada por el calor o ligeramente alejada
Por debajo de unos 400 ℃
Estructura de chapa gruesa de acero de baja aleación y alta resistencia que contiene impurezas
Cerca de la zona afectada por el calor
Transgranular o producto de borde
Agrietamiento por corrosión bajo tensión (SCC)
Agrietamiento retardado de algunas estructuras soldadas (como recipientes y tuberías) bajo la acción combinada del medio corrosivo y la tensión.
Cualquier temperatura de funcionamiento
Acero al carbono, acero de baja aleación, acero inoxidable, aleación de aluminio, etc.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Cómo evoluciona la chapa metálica desde la materia prima hasta los intrincados componentes de nuestros dispositivos cotidianos? Este artículo se adentra en el fascinante mundo de la fabricación de chapas metálicas, explorando materiales como el SPCC,...
¿Alguna vez se ha preguntado por qué algunos metales son perfectos para su proyecto y otros no? En este artículo analizamos los factores clave para seleccionar el material metálico adecuado para su...
¿Alguna vez se ha preguntado por qué el acero inoxidable no se oxida como el acero normal? Esta entrada del blog explora el fascinante mundo del acero inoxidable, sus propiedades únicas y su papel fundamental...
¿Qué hace que un metal sea el más fuerte? En este artículo exploramos el fascinante mundo de los metales, desde la incomparable resistencia a la tracción del tungsteno hasta la increíble resistencia a la corrosión del titanio. Descubra cómo estos poderosos...
¿Alguna vez se ha preguntado cómo calcular con precisión el peso del acero o del metal para sus proyectos? En esta entrada del blog, exploraremos el fascinante mundo del cálculo del peso del acero....
¿Se ha preguntado alguna vez qué hace que la maquinaria de construcción sea tan duradera? El secreto está en el extraordinario acero 35MnB. Este artículo desvela cómo elementos como el carbono, el silicio, el manganeso, el boro y el cromo...
¿Se ha preguntado alguna vez qué secretos esconden las relucientes superficies de los metales? En este fascinante artículo nos adentramos en los entresijos del análisis de la composición de los metales. Nuestro experto autor,...
El punto de fusión es un factor crítico que hay que tener en cuenta al procesar materiales metálicos. Se define como la temperatura a la que una sustancia pura pasa de sólido a...
¿Alguna vez se ha preguntado qué significan esos números que aparecen en las chapas metálicas? En este artículo, nos sumergiremos en el mundo del calibre de la chapa y desmitificaremos este aspecto esencial de la metalurgia....