Estampación metálica y diseño de troqueles: La guía definitiva
¿Alguna vez se ha preguntado por el fascinante mundo de la estampación metálica? En esta entrada del blog, nos embarcaremos en un apasionante viaje para explorar los entresijos de este proceso de fabricación esencial. Como ingeniero mecánico experimentado, le guiaré a través de los conceptos clave, compartiendo valiosas ideas y ejemplos del mundo real. Prepárese para descubrir cómo la estampación metálica da forma a nuestra vida cotidiana y conozca los secretos de su notable eficacia y versatilidad.
Conocimientos básicos del proceso de estampación de metales
La estampación metálica es un proceso de fabricación de gran volumen que transforma chapas metálicas planas en formas específicas utilizando fuerzas mecánicas. Esta versátil técnica es crucial en diversas industrias, como la automovilística, la aeroespacial, la electrónica y la producción de bienes de consumo. El proceso consta de varios componentes y etapas clave:
Matriz y punzón: La matriz es una herramienta especialmente diseñada que da forma al metal, mientras que el punzón se utiliza para aplicar fuerza y presionar el metal en la matriz.
Prensa: Una prensa mecánica o hidráulica proporciona la fuerza necesaria para dar forma al metal.
Chapa o pieza bruta: La materia prima, normalmente en forma de bobinas o formatos precortados, se introduce en la prensa.
Etapas de la estampación: a. Corte: Corte de la forma inicial a partir de la chapa. b. Dibujo: Dar forma tridimensional al metal. c. Perforación: Creación de agujeros o aberturas en la pieza. d. Doblado: Doblar el metal a lo largo de una línea recta. e. Acuñación: Prensado del metal para conseguir dimensiones y acabados superficiales precisos.
Estampación con matrices progresivas: Método que combina varias operaciones de estampación en una sola matriz, lo que aumenta la eficacia y la precisión.
Consideraciones sobre el material: La elección del metal (por ejemplo, acero, aluminio, cobre) afecta al proceso de estampación y a las características del producto final.
Precisión y tolerancias: Los procesos de estampación modernos pueden conseguir tolerancias muy ajustadas, a menudo de ±0,05 mm o menos, en función del material y la complejidad de la pieza.
Automatización y sensores: Muchas operaciones de estampación incorporan ahora robótica y sensores avanzados para mejorar la eficiencia, la consistencia y el control de calidad.
Análisis de elementos finitos (FEA): Las simulaciones por ordenador se utilizan para optimizar el diseño de las matrices y predecir el comportamiento de los materiales durante el estampado.
Operaciones posteriores a la estampación: Las piezas pueden someterse a procesos adicionales como el desbarbado, el tratamiento térmico o el acabado superficial para cumplir las especificaciones finales.
1.1 Características y aplicaciones del proceso de estampación metálica
¿Qué es la estampación?
El estampado, también conocido como prensado, es un proceso de fabricación en el que láminas planas de metal o materiales no metálicos se conforman con formas específicas utilizando herramientas y equipos especializados. Este proceso suele producirse a temperatura ambiente, lo que lo distingue como una técnica de conformado en frío. La definición de estampación puede articularse de la siguiente manera:
A temperatura ambiente, una chapa metálica (o no metálica) se somete a una fuerza controlada mediante una prensa de estampación y una matriz de precisión. Esta acción induce la separación del material o la deformación plástica, lo que da lugar a componentes con formas, dimensiones y propiedades mecánicas predeterminadas.
Los aspectos clave del proceso de estampación incluyen:
Temperatura: El estampado se realiza predominantemente a temperatura ambiente, lo que lo clasifica como un proceso de trabajo en frío. Esto elimina la necesidad de calentamiento, lo que mejora la eficiencia energética y la manipulación de materiales.
Materia prima: La principal pieza de trabajo en el estampado es la chapa, normalmente metálica, lo que le ha valido el término alternativo de "estampado de chapa". Los materiales más comunes son el acero, el aluminio, el latón y diversas aleaciones.
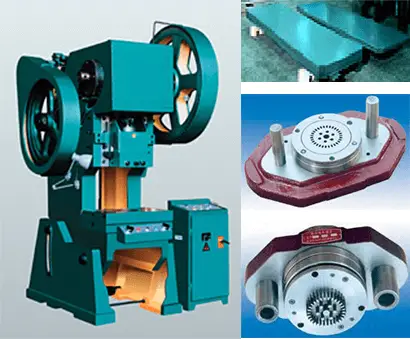
Equipamiento y utillaje: El estampado requiere tres componentes esenciales:
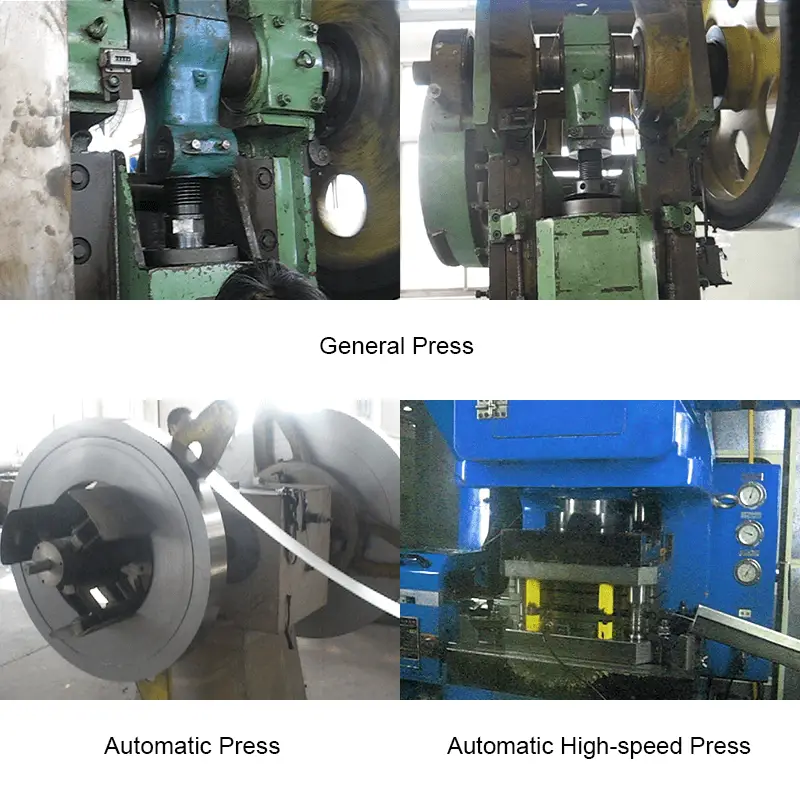
Prensa de estampación: La máquina que proporciona la fuerza necesaria.
Juego de matrices: Herramientas de precisión que dan forma al material.
Materia prima: La chapa metálica o no metálica a conformar.
Mecanismo de deformación: El estampado se basa en la deformación plástica, en la que el material se somete a un esfuerzo superior a su límite elástico pero inferior a su resistencia a la tracción. Esto permite un cambio de forma permanente sin que el material falle.
Versatilidad: El estampado puede producir una amplia gama de piezas, desde simples arandelas planas hasta complejos paneles de carrocería de automóvil, mediante diversas operaciones como el troquelado, la perforación, el doblado y la embutición profunda.
Eficacia de la producción: El estampado es especialmente adecuado para la producción de grandes volúmenes, ya que ofrece tiempos de ciclo rápidos y una calidad constante de las piezas cuando se utiliza el utillaje y el funcionamiento adecuados.
Características y aplicaciones de la estampación metálica:
(1) Alta productividad con un funcionamiento racionalizado, lo que facilita la mecanización sin fisuras y la integración de la automatización.
(2) Precisión dimensional excepcional y consistencia superior entre piezas, lo que garantiza una intercambiabilidad óptima.
(3) Impresionantes índices de utilización del material, que suelen oscilar entre 70% y 85%, con algunos procesos avanzados que alcanzan una eficiencia de hasta 95%.
(4) Capacidad para producir geometrías complejas que resultan difíciles o imposibles con los métodos de mecanizado convencionales, como componentes embutidos de paredes finas con características intrincadas.
(5) Permite fabricar piezas ligeras con una excelente relación rigidez-peso y una elevada integridad estructural.
(6) El proceso de conformado en frío elimina la necesidad de calentamiento, lo que supone un ahorro de energía y una calidad de acabado superficial superior.
(7) Reducción significativa de los costes por unidad en escenarios de producción de gran volumen.
Estos atributos posicionan al estampado metálico como un proceso de fabricación excepcionalmente versátil, que combina alta calidad, eficiencia, ahorro energético y rentabilidad de una manera incomparable con otros métodos alternativos de trabajo del metal.
En consecuencia, la estampación metálica encuentra amplias aplicaciones en diversas industrias. En los sectores de la automoción y la maquinaria agrícola, los componentes estampados constituyen entre 60% y 70% de las piezas. Del mismo modo, la industria de la instrumentación y la medición recurre a la estampación para fabricar entre 60% y 70% de sus componentes. El proceso es igualmente frecuente en la producción de una amplia gama de utensilios de cocina de acero inoxidable y artículos de uso diario.
La versatilidad de la estampación metálica abarca una impresionante gama de aplicaciones, desde componentes electrónicos en miniatura y punteros de instrumentos de precisión hasta paneles de carrocería y vigas estructurales de automóviles a gran escala. Incluso en la industria aeroespacial se fabrican componentes críticos como revestimientos de aviones mediante técnicas avanzadas de estampación. Esta amplitud de aplicaciones subraya la adaptabilidad del proceso a los diversos requisitos de escala y complejidad de múltiples sectores.
Desventajas de la estampación
El ciclo de fabricación de moldes es largo y el coste elevado. Porque utiliza métodos y medios de procesamiento tradicionales y materiales de molde tradicionales.
Sin embargo, con la llegada de la tecnología avanzada de procesamiento de moldes y los materiales de molde no tradicionales, esta deficiencia puede superarse gradualmente.
Como por ejemplo:
Fabricación de moldes con materiales de aleación de bajo punto de fusión
Fabricación de moldes mediante prototipado rápido
Molde económico
En resumen, la industria del molde es la industria básica de un país, el nivel de diseño de moldes y fabricación de moldes se ha convertido en una medida del nivel de fabricación de productos en un país.
Los países desarrollados conceden gran importancia al desarrollo de moldes.
Japón cree que "el molde es la fuerza motriz para entrar en una sociedad rica";
Alemania: "el emperador de la industria metalúrgica";
Rumanía: "el molde es Golden Touch"; el molde se considera una piedra en la industria internacional de la arena.
Sin embargo, aquí también se incluyen los mohos, matrices de forja, matrices de fundición a presión, moldes de caucho, moldes de alimentos, moldes de materiales de construcción, etc., pero actualmente las matrices en frío y los moldes de plástico son los más utilizados, representando cada uno de ellos alrededor de 40%.
1.2 Clasificación del proceso de estampación
Clasificación por propiedades de deformación
Proceso de separación
Proceso de formación
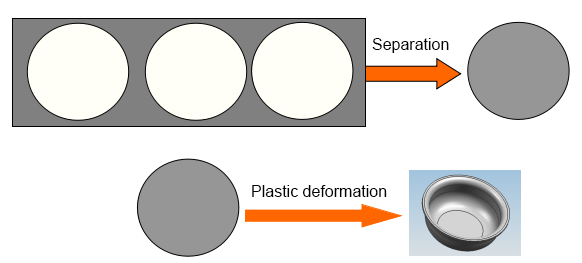
(1)Proceso de separación
Durante la estampación, el material que se va a procesar es deformado por una fuerza externa.
Cuando el esfuerzo cortante del material en la zona de deformación alcanza la resistencia al cizallamiento del material, éste se cizalla y se separa para formar una pieza de una forma y un tamaño determinados.
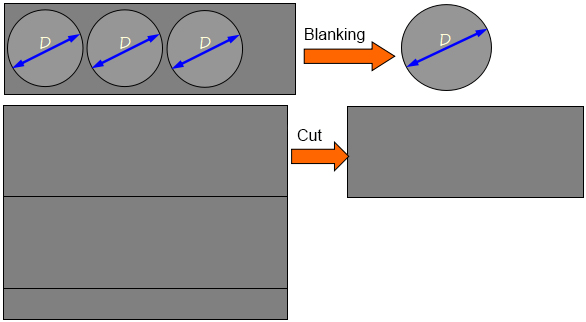
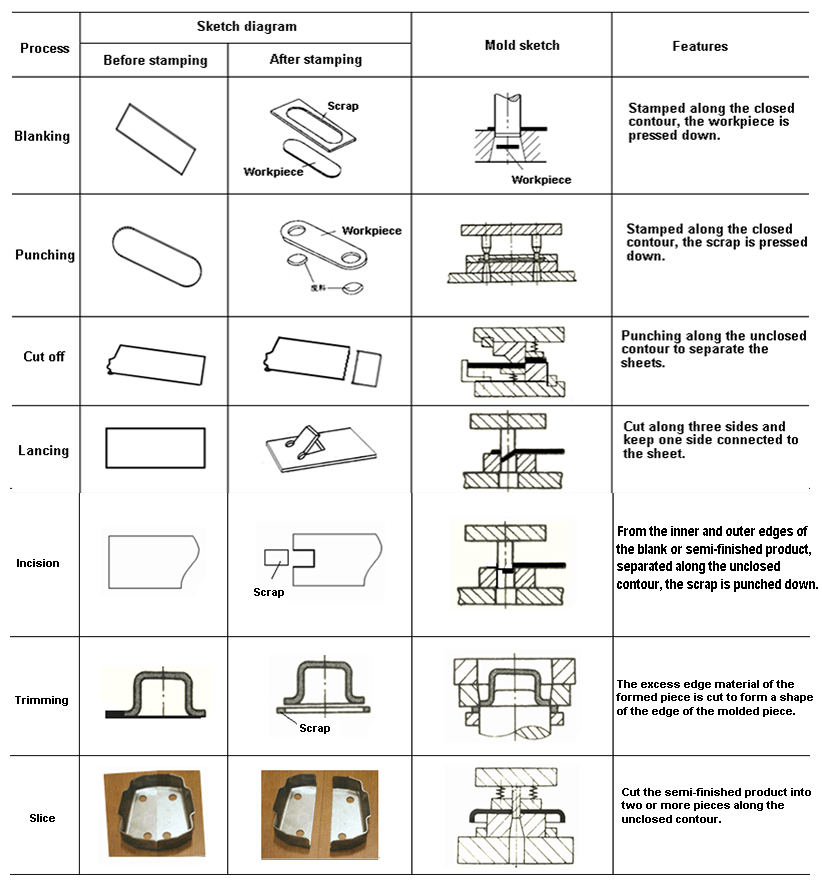
El proceso de separación incluye principalmente el corte, el punzonado, borrado, entallar, rebanar, etc.
El proceso de separación se indica a continuación:
La separación se produce pero no cambia la forma del espacio.
Durante la estampación, el material bajo la acción de la fuerza externa, la tensión equivalente del material en la zona de deformación alcanza el límite de fluencia σs del material, pero no alcanza el límite de resistencia σb, por lo que el material sólo se deforma plásticamente, obteniéndose así piezas de forma y tamaño determinados.
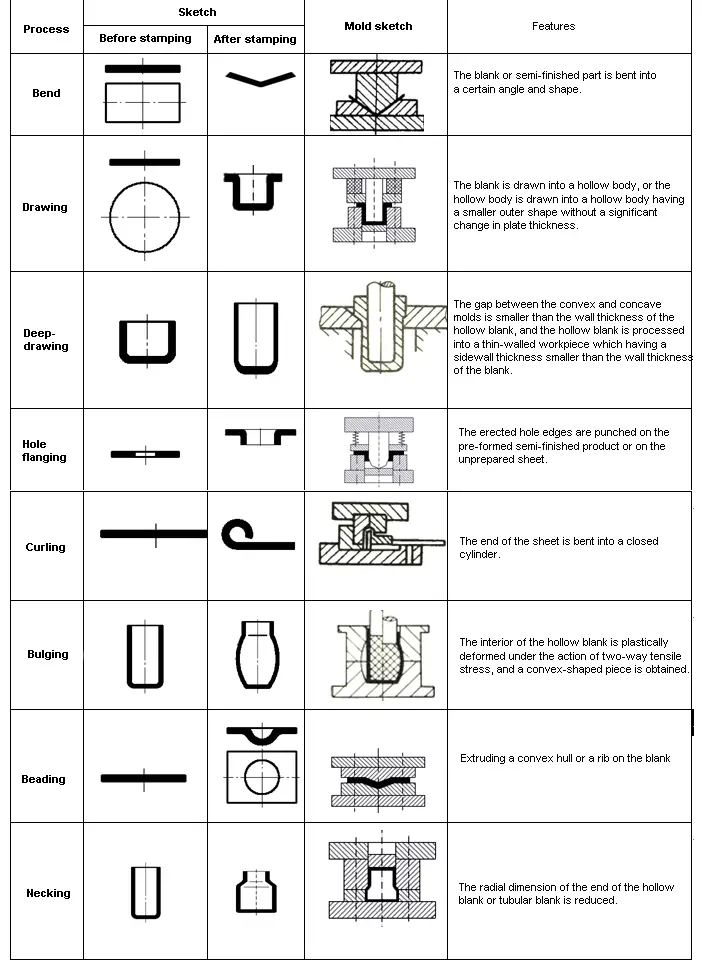
El proceso de conformado incluye principalmente el doblado, la embutición profunda, el torneado, la contracción, el abombado, etc.
El proceso de conformado es el siguiente:
Sólo cambia la forma de la pieza en bruto, no se produce ninguna separación.
Tabla 1-2 Proceso de conformado
Según la naturaleza de la zona de deformación
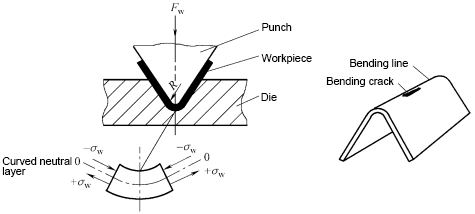
Conformación de tipo alargamiento: La tensión principal máxima de la zona de deformación es la tensión de tracción, y el modo de fallo es la fisuración por tracción, que se caracteriza por el adelgazamiento del espesor.
Conformado de tipo compresión: La tensión principal máxima de la zona de deformación es la tensión de compresión, que se caracteriza por el engrosamiento del espesor y la forma de fallo es el arrugamiento.
Según el método de deformación básica
Blanking
Doblar
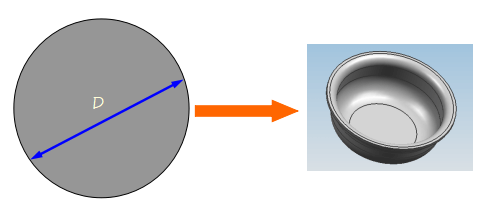
Dibujo profundo
Formando
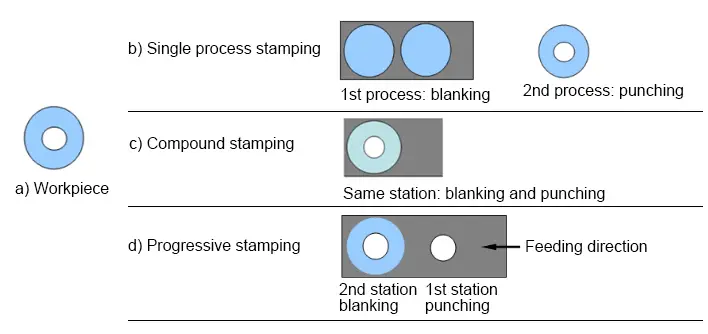
Según la combinación de procesos
Estampación en un solo proceso
Estampación compuesta
Estampación progresiva
1.3 Material de estampación
Requisitos básicos para la estampación en hojas
Cumplir los requisitos de rendimiento
Cumplen los requisitos del proceso de estampación
Satisfacer los requisitos de rendimiento es lo primero, y cumple los requisitos del proceso de estampación en la medida de lo posible sin dejar de cumplir los requisitos de rendimiento.
1.3.1 Requisitos del proceso para materiales de estampación
1.Rendimiento de conformado por estampación
El rendimiento del conformado por estampación se refiere a la capacidad de la chapa para adaptarse al proceso de estampación.
Dos tipos de inestabilidad:
Inestabilidad a la tracción: necking local o fractura bajo tensión de tracción;
Inestabilidad por compresión: arrugas de inestabilidad bajo tensión de compresión.
El primero es como el fenómeno de necking en la prueba de tracción del acero de bajo carbono, y el segundo es el fenómeno de inestabilidad de la barra de presión.
Por lo tanto, existe un límite de conformado, que se divide en un límite de conformado global y un límite de conformado local. Cuanto mayor sea el límite de conformado, mejor será el rendimiento de conformado de la prensa.
¿Cómo medir el rendimiento de conformado de la chapa?
(1) La resistencia a la fisuración se refiere a la capacidad de una chapa para resistir los daños durante la deformación.
(2) La pegajosidad se refiere a la capacidad de la lámina para ajustarse a la forma del molde durante el proceso de conformado a presión.
(3) La conformabilidad se refiere a la capacidad de una pieza para conservar su forma en el molde tras el desmoldeo.
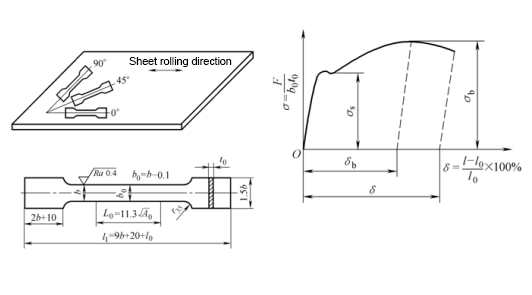
Las propiedades de conformado por estampación de la chapa pueden medirse mediante las propiedades mecánicas de la chapa. Las propiedades mecánicas pueden obtenerse mediante experimentos.
Prueba directa: El proceso de estampación real se simula directamente utilizando equipos especiales.
Prueba indirecta: El comportamiento general del material se obtiene mediante estiramiento, cizallamiento, ensayos de dureza, ensayos metalográficos, etc. utilizando equipos generales.
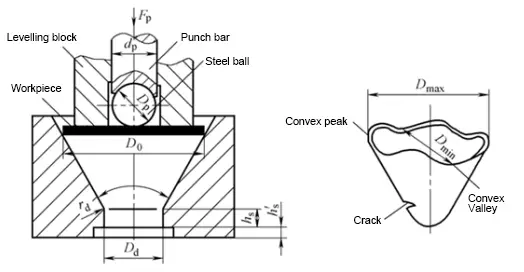
(1) Método de ensayo directo
Como la prueba de la copa cónica(GB/T 15825.6-2008)
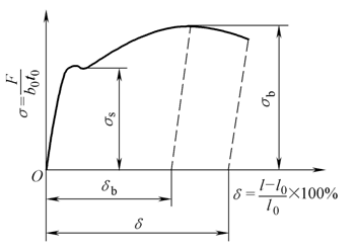
(2) Método de ensayo indirecto
Como el ensayo de tracción de acero con bajo contenido en carbono, etc.
Indicadores mecánicos que afectan a las propiedades de conformado en prensa
γ = εb /εt es grande → Buena resistencia a la fisuración.
(6) Coeficiente de anisotropía específica de la deformación plástica
Δγ =(γ0 +γ90 - 2γ45 )/2 es grande → Cuanto más diferente sea la anisotropía.
Requisitos de composición química: El diferente contenido de algunos elementos en el acero dará lugar a diferentes plasticidad y fragilidad del material.
Requisitos de la estructura metalográfica: Diferentes estructuras metalográficas pueden dar lugar a diferentes propiedades mecánicas, como la resistencia y la plasticidad.
Requisitos de calidad de la superficie: Requiere una superficie lisa, sin incrustaciones de óxido, grietas, arañazos y otros defectos.
Requisitos para la tolerancia del espesor del material: Un determinado grosor corresponde a una determinada holgura del molde, y la tolerancia del grosor del material debe ajustarse a la norma nacional.
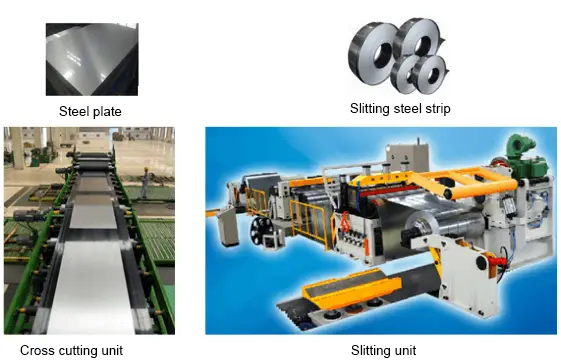
1.3.2 Materiales de estampación y métodos de corte habituales
A.Materiales comunes de estampación
Chapa metálica: metal ferroso; metal no ferroso
No metálico lámina: tablero de caucho, lámina de caucho, tablero de plástico, etc.
Especificaciones de la chapa: fleje de acero, chapa de acerofleje de acero cortado, etc.
Gama de tamaños de chapas y flejes de acero (GB/T708-2006)
1) El nominal espesor de la chapa de acero y el fleje de acero (incluido el fleje cortado) está comprendido entre 0,3 mm y 4,0 mm, y la chapa de acero y el acero con espesor nominal inferior a 1 mm tienen cualquier tamaño en múltiplos de 0,05 mm; el espesor nominal es superior a 1 mm. La chapa de acero y el acero tienen cualquier tamaño en múltiplos de 0,1 mm.
2) La anchura nominal de las chapas y tiras de acero oscila entre 600 mm y 2050 mm, y existen tamaños en múltiplos de 10 mm.
3) La longitud nominal de la chapa de acero está comprendida entre 1000 mm y 6000 mm, y cualquier tamaño en múltiplos de 50.
4) Según los requisitos del comprador, pueden suministrarse chapas y flejes de acero de otros tamaños mediante negociación entre el proveedor y el comprador.
Combinar las condiciones de equipamiento existentes en el taller
Tipo de equipo de estampación:
Según la diferente fuerza motriz de la corredera, existen prensas mecánicasprensas hidráulicas y prensas neumáticas;
Según la estructura de la cama, existen prensas abiertas y cerradas;
Según el número de deslizadores, hay pulsaciones de simple acción (un deslizador), de doble acción (dos deslizadores), etc;
Según el número de bielas, hay prensa de un punto (una biela), prensa de dos puntos (dos bielas), prensa de cuatro puntos (cuatro bielas), etc.
……
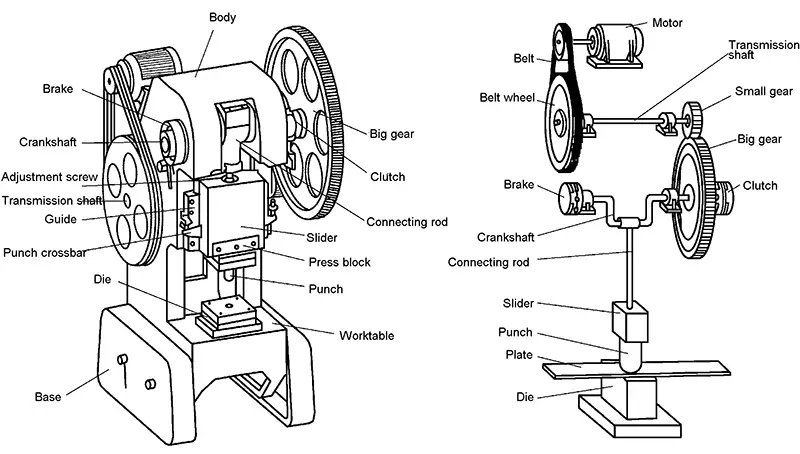
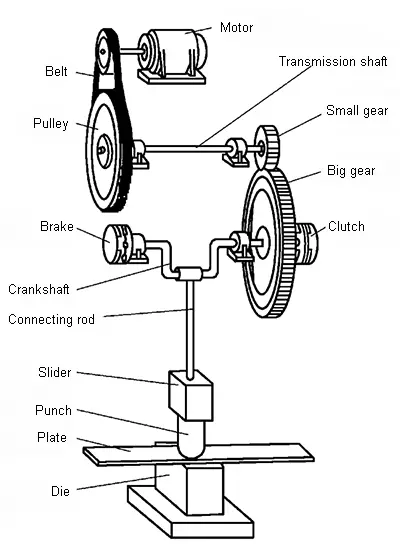
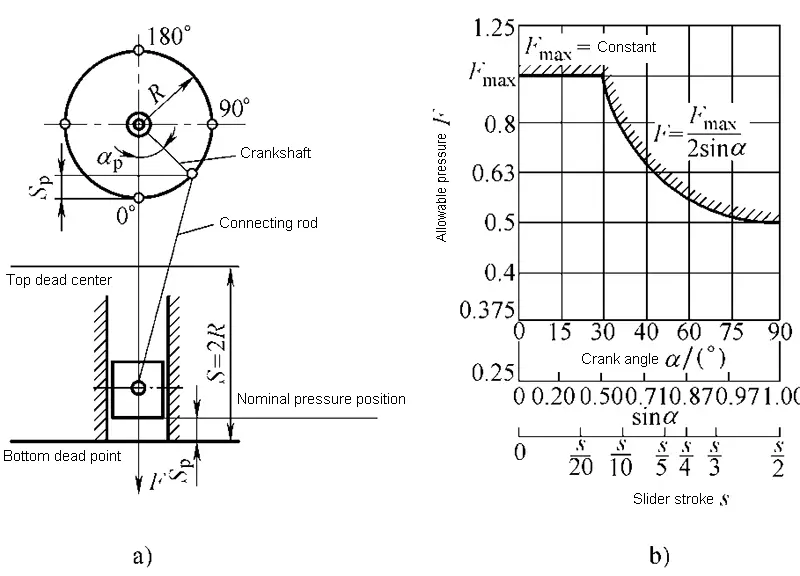
Principio de funcionamiento y componentes principales de la prensa de manivela
(1) Mecanismo de trabajo
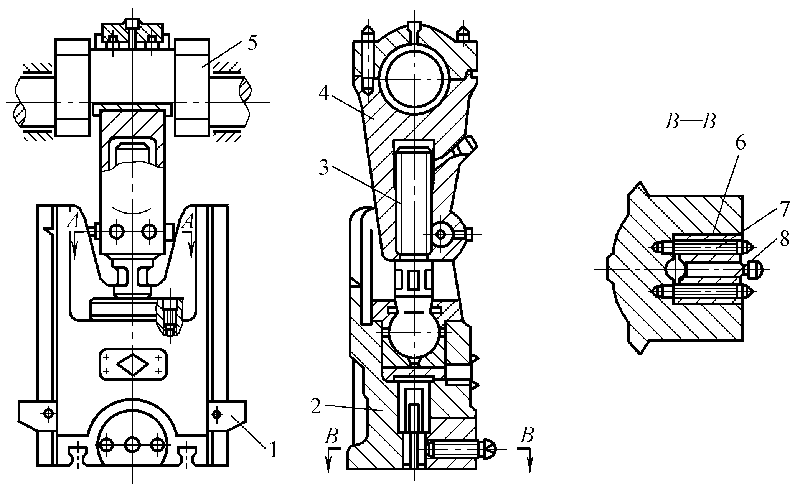
Mecanismo de biela y cigüeñal: El mecanismo de biela y cigüeñal se compone de un cigüeñal, una biela y una corredera. La longitud de la biela puede ajustarse para adaptarse a diferentes tamaños de moldes.
Diferentes materiales tienen diferente plasticidad bajo la misma condición de deformación, y el mismo material tendrá diferente plasticidad bajo diferentes condiciones de deformación.
2.2 Mecánica del conformado de plásticos
Estado de estrés
Estado de deformación
Criterio de fluencia (estado plástico)
Relación tensión-deformación durante la deformación plástica
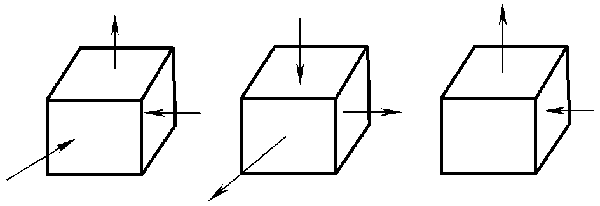
3 estados de tensión principales:
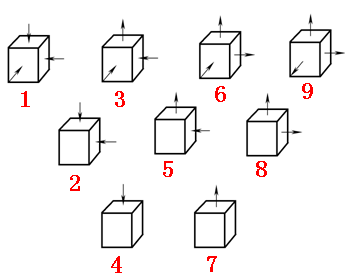
9 tipos de estados de tensiones principales:
2.3 Ley básica de la deformación plástica
Ley de endurecimiento del trabajo
Ley de recuperación elástica de la descarga
Ley de la menor resistencia
Ley de invariancia del volumen de deformación plástica
4 tipos de procesos de estampación de metales
Ahora, vamos a sumergirnos en los siguientes cuatro procesos fundamentales de estampación metálica, cada uno de los cuales desempeña un papel crucial en la fabricación moderna:
Blanking
Doblar
Dibujo profundo
Formando
El troquelado es una operación de corte de precisión en la que una pieza plana de metal se separa de una chapa más grande. Este proceso utiliza una matriz y un punzón para crear una forma bidimensional, que a menudo sirve como paso inicial para posteriores operaciones de conformado. La pieza resultante, denominada pieza en bruto, puede ser el producto final o someterse a una transformación posterior.
El plegado implica la deformación plástica del metal a lo largo de un eje recto, creando ángulos, formas en U o en V. En este proceso se emplean varias técnicas, como el plegado por aire, el doblado por el fondo y el acuñado, cada una de las cuales ofrece distintos niveles de precisión y control de la fuerza. La elección del método de plegado depende de factores como las propiedades del material, el ángulo de plegado deseado y el volumen de producción.
La embutición profunda es un complejo proceso de conformado que transforma una pieza metálica plana en una forma hueca tridimensional. Esta técnica se utiliza mucho en la fabricación de artículos como paneles de carrocería de automóviles, latas de bebidas y fregaderos de cocina. El proceso consiste en embutir el material en una cavidad mediante un punzón, lo que a menudo requiere varias etapas para formas complejas. Para evitar defectos como arrugas o desgarros, es fundamental tener muy en cuenta el flujo del material, la lubricación y el diseño de la matriz.
El conformado engloba una serie de operaciones que dan forma al metal sin alterar significativamente su grosor. Incluye procesos como el gofrado, el acuñado y el estirado. Las operaciones de conformado pueden crear geometrías complejas, añadir rigidez estructural o aportar características decorativas a la pieza. Técnicas avanzadas como el hidroconformado y el conformado de almohadillas de goma permiten crear formas intrincadas con una mejor distribución del material y acabado superficial.
Haga clic en el siguiente enlace para conocer todos los detalles:
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se fabrican las piezas metálicas de su coche o sus electrodomésticos? La estampación metálica, un proceso que consiste en dar forma a láminas de metal con matrices, es la clave. Este método ofrece...
Las arrugas en la estampación metálica pueden mermar la calidad de las piezas estampadas, pero pueden controlarse mediante prácticas específicas. En este artículo se analizan factores como la profundidad de estiramiento, la...
¿Alguna vez se ha preguntado cómo se fabrican las máquinas que dan forma a nuestro mundo? Este blog le lleva de viaje por los principales fabricantes de punzonadoras. Aprenderá sobre...
¿Se ha preguntado alguna vez cómo se fabrican los coches de forma tan rápida y segura? Este artículo desvela la magia que se esconde detrás de las líneas de producción automatizadas de estampación, en las que los robots sustituyen a la mano de obra, aumentando la eficiencia...
¿Qué materiales hacen que las matrices de estampación sean robustas y precisas? Las matrices de estampación requieren una gran durabilidad y precisión, y materiales como el acero, el carburo y diversas aleaciones desempeñan un papel fundamental. Este artículo explora...
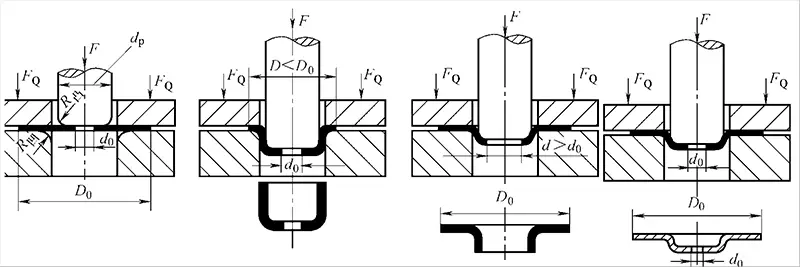
¿Le intrigan las maravillas de la estampación metálica? En esta entrada del blog, nos sumergimos en el fascinante mundo del rebordeado, el cuello y el abombado de orificios. Nuestro experto ingeniero mecánico le guiará...
¿Le cuesta elegir la prensa de estampación adecuada para sus necesidades de fabricación? Elegir la prensa de estampación adecuada es crucial para optimizar la eficacia de la producción y garantizar unos resultados de alta calidad. Esta guía...
¿Alguna vez se ha preguntado por qué algunas piezas metálicas se desgarran durante la embutición profunda? Es un problema común que puede arruinar la producción. Este artículo explora las causas del desgarro en la embutición...
¿Alguna vez se ha preguntado cómo se puede transformar una chapa plana en una pieza compleja y hueca? La embutición profunda, un fascinante proceso de conformado, lo hace posible. En este artículo,...