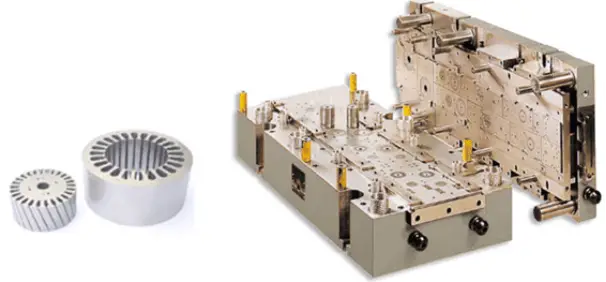
La guía definitiva para el corte de metal: Todo lo que necesita saber
¿Alguna vez se ha preguntado cómo se obtienen las formas precisas de las chapas metálicas? En este fascinante artículo, nos adentramos en el mundo del blanking, una técnica crucial en la estampación metálica. Nuestro experto ingeniero mecánico le guiará a través de los entresijos de este proceso, desde los principios básicos hasta las medidas avanzadas de control de calidad. Prepárese para descubrir la ciencia y el arte que hay detrás de la creación de componentes metálicos perfectos.
Blanking es un proceso de estampación en el que se utiliza un molde para separar una parte de una chapa de otra siguiendo una forma de contorno determinada. En términos más sencillos, el blanking consiste en utilizar un molde para separar láminas.
Señal del final del cegado: el punzón atraviesa la hoja hasta la matriz.
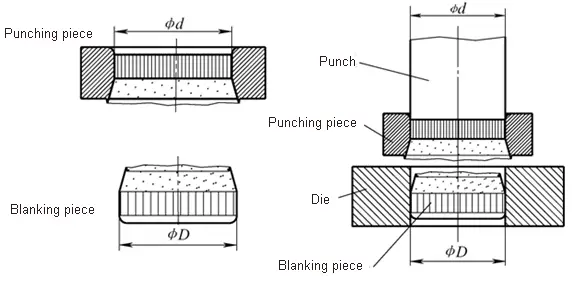
Principales procesos básicos de blanking: blanking y piercing
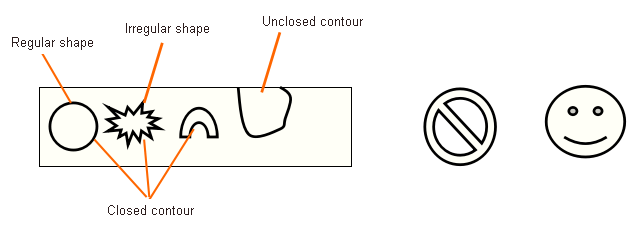
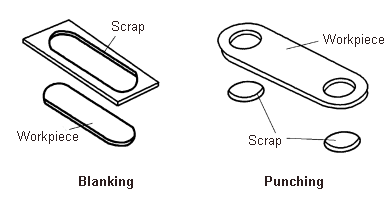
Tanto el troquelado como la perforación utilizan un molde para separar una parte de la lámina de otra a lo largo de un contorno cerrado.
El objetivo del corte es que la pieza quede dentro del contorno cerrado.
El objetivo del piercing es conseguir una pieza fuera del contorno cerrado
La zona de deformación punzonada se encuentra en la sección del husillo de los filos de corte superior e inferior.
Análisis y control de calidad de las piezas de corte
La calidad de las piezas de corte se refiere a:
Calidad de la sección: vertical, lisa, pequeña rebaba
Precisión dimensional: Dentro de las tolerancias especificadas en los planos.
Error de forma: la forma cumple los requisitos del dibujo;
La superficie es recta, es decir, el arco es pequeño
2.1 Características seccionales de las piezas de corte y factores que influyen en ellas
Características seccionales de las piezas en bruto
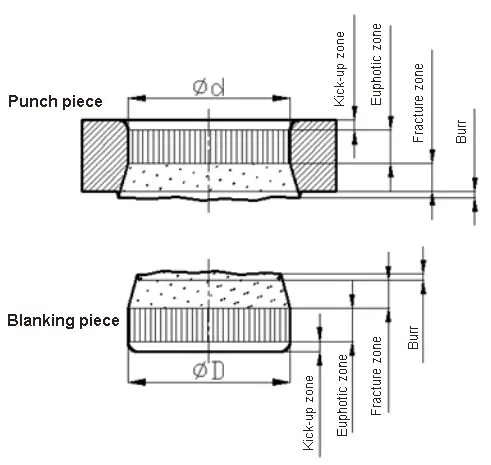
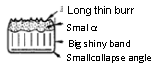
En condiciones normales, la sección de la pieza en bruto se compone de cuatro partes:
Zona de colapso a: El material cercano al borde produce deformaciones por flexión y tracción.
Banda brillante b: deformación plástica por cizallamiento. La zona de mejor calidad.
Zona de fractura c: formación y expansión de grietas.
Rebaba d: La separación existe, la grieta no se genera en el borde de la hoja y la rebaba es inevitable.
La parte de mejor calidad: banda brillante
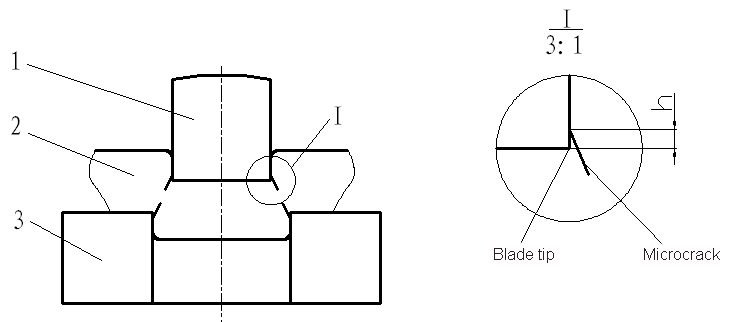
La posición en la que se genera la rebaba: la grieta no está en la punta de la cuchilla, sino ligeramente por encima de los lados del punzón y la matriz.
Factores que afectan a la calidad de sección de las piezas de corte:
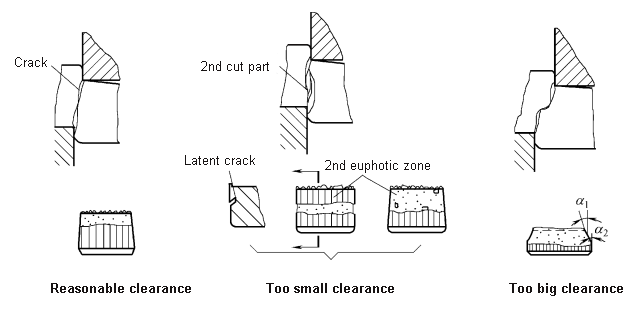
La separación es adecuada, las grietas superior e inferior coinciden y la calidad de la sección es buena.
El hueco es pequeño y la calidad de la sección es buena.
Si la separación es demasiado pequeña, se produce un cizallamiento secundario que da lugar a una segunda banda brillante
El hueco es demasiado grande y la calidad de la sección se degrada.
El hueco es demasiado grande y la calidad de la sección es la peor
Efecto de la holgura en la fisuración por cizallamiento y la calidad de la sección.
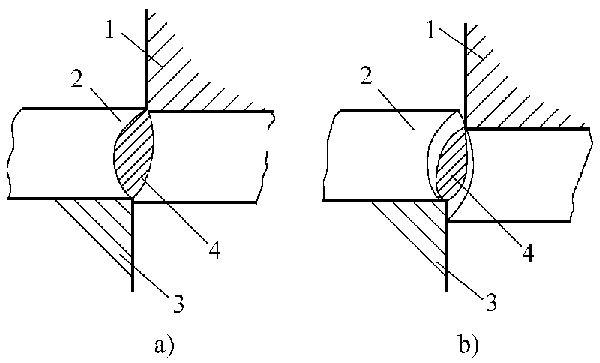
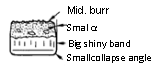
(3) Influencia del estado del borde del molde
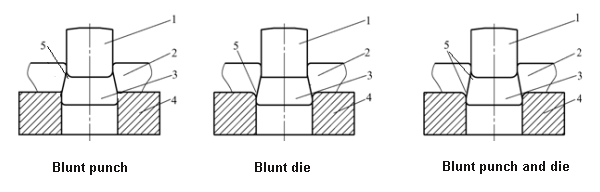
Cuando el filo del punzón es romo, se generan rebabas en el extremo superior de las piezas de corte;
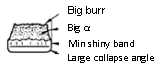
Cuando el filo de la matriz está romo, se generan rebabas en el extremo inferior del orificio de las piezas perforadas;
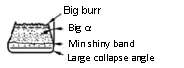
Cuando los bordes del punzón y de la matriz se desafilan simultáneamente, se generan rebabas en los extremos superior e inferior de las piezas de corte.
2.2 Precisión del tamaño de corte y sus factores de influencia
La precisión dimensional de la pieza en bruto es la diferencia entre el tamaño real de la pieza en bruto y las dimensiones básicas del dibujo.
La diferencia incluye dos desviaciones:
Una es la desviación de la pieza de corte respecto al tamaño del punzón o la matriz;
La segunda es la desviación de fabricación del propio molde.
Factores que influyen:
Precisión de fabricación de troqueles (procesamiento y montaje de piezas de molde)
Propiedades de los materiales
Espacio ciego
2.3 Error de forma de la pieza en bruto y sus factores de influencia
Error de forma de las piezas de corte: se refiere a defectos como alabeo, distorsión y deformación.
El alabeo se refiere a la irregularidad de las piezas troqueladas.
La deformación es causada por la extrusión debido a la perforación del borde de la pieza en bruto o la distancia del agujero es demasiado pequeña.
2.4 Control de calidad de las piezas ciegas
Control de la desviación dimensional de la parte operativa del molde
Control de la separación entre troqueles
Control del material de corte
Control de otros factores
Cálculo del proceso de blanking
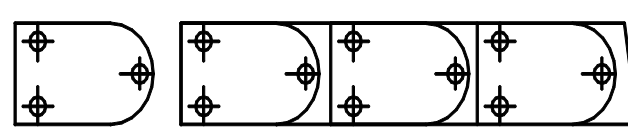
3.1 Diseño 1.Disposición y utilización del material
(1) Disposición
Por disposición se entiende la disposición de los troqueles en las hojas o tiras.
Disposición razonable: mejora la utilización del material, reduce los costes, garantiza la calidad del estampado y mejora la vida útil del molde.
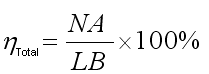
(2) Índice de utilización del material
La utilización del material es el porcentaje del área real de la pieza respecto al área del material utilizado.
Aprovechamiento del material en un solo paso:
Utilización total de material en una hoja (o tira, banda):
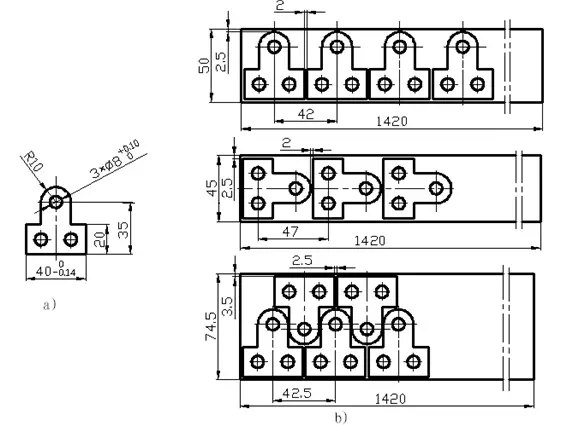
(3) Formas de mejorar la utilización del material
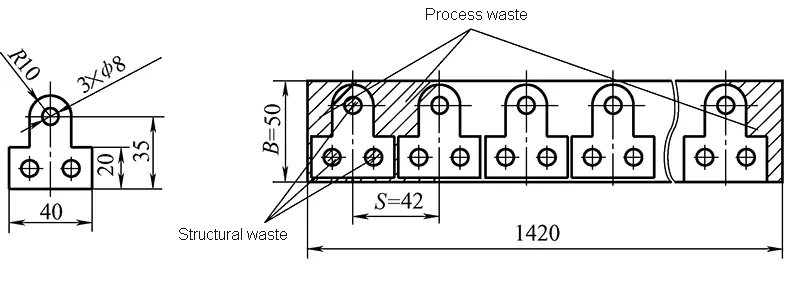
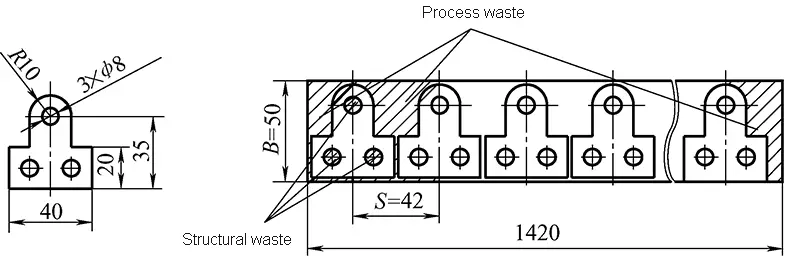
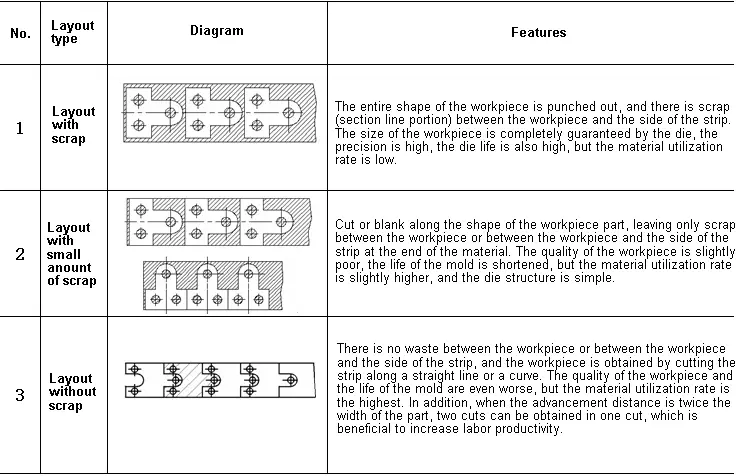
Tipo de residuos:
Residuos estructurales: producidos por los requisitos estructurales de la pieza, como los residuos de perforación.
Residuos del proceso: Los residuos que es necesario configurar para completar el proceso de estampación, incluyendo entre la pieza de trabajo y la pieza de trabajo, entre la pieza de trabajo y el lado de la banda, el agujero de posicionamiento, la cabeza de material, la cola, etc.
Medidas para reducir los residuos del proceso:
Plano de distribución bien diseñado;
Elija el tamaño de hoja adecuado y razonable método de corte (material reducido cabeza, cola y borde);
Utiliza chatarra como pieza pequeña.
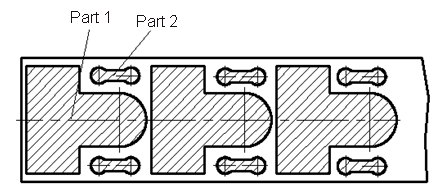
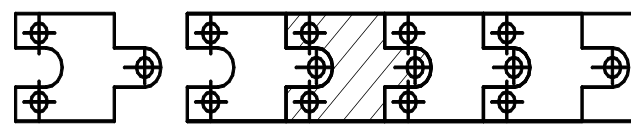
Medidas para aprovechar los residuos estructurales:
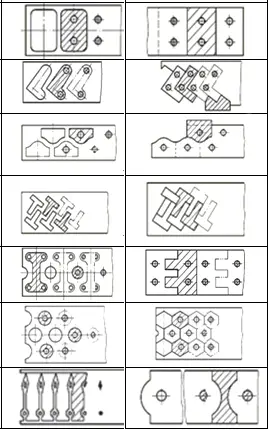
Cuando el material y el grosor son los mismos, se puede punzonar una pieza ciega de menor tamaño a partir del tamaño mayor de la chatarra, según lo permita el tamaño.
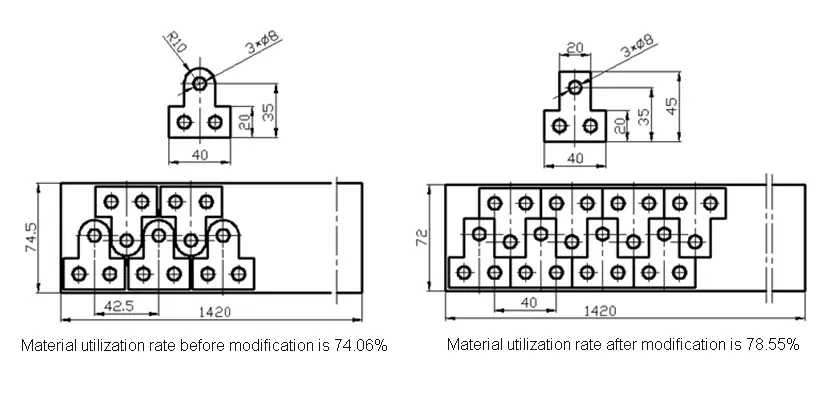
En función de las condiciones de uso, la forma estructural de la pieza también puede modificarse para mejorar el aprovechamiento del material.
Cambiar la forma de la estructura para mejorar el aprovechamiento del material.
¿Qué estructura favorece más el ahorro de materiales?
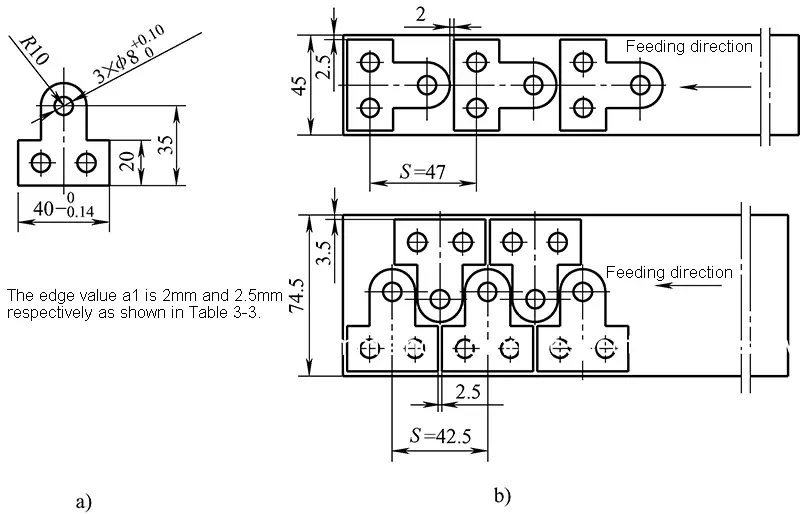
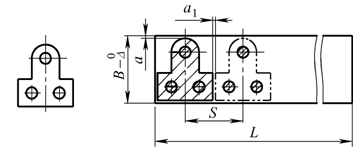
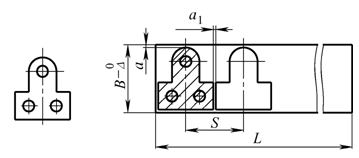
Lapeado: Es el residuo de proceso entre la pieza de trabajo y la pieza de trabajo, y entre la pieza de trabajo y el borde de la banda. Existen el lapeado a1 y el lapeado lateral a.
Función de lapeado:
Se utiliza para el posicionamiento;
Compense el error de posicionamiento y el error de la placa de cizalla para garantizar que se troquelan piezas cualificadas;
Aumentar la rigidez de la banda para facilitar la alimentación de la banda y mejorar la productividad de la mano de obra;
Mejorar la vida útil del molde.
Determinación del valor de lapeado:
Propiedades mecánicas del material: el valor de lapeado del material duro puede ser menor; el valor de lapeado del material blando y del material quebradizo es mayor.
Espesor del material: Cuanto más grueso sea el material, mayor será el valor de lapeado.
Forma y tamaño de la pieza en bruto: Cuanto más compleja sea la forma de la pieza, menor será el radio del filete y mayor el valor del lapeado.
Método de alimentación y bloqueo: alimentación manual, el valor de lapeado del dispositivo de presión lateral puede ser menor.
Método de descarga: La descarga elástica es menor que el lapeado de la descarga rígida.
Determinar el principio: tomar el valor mínimo sobre la premisa de satisfacer el efecto, y se puede consultar la información específica del diseño.
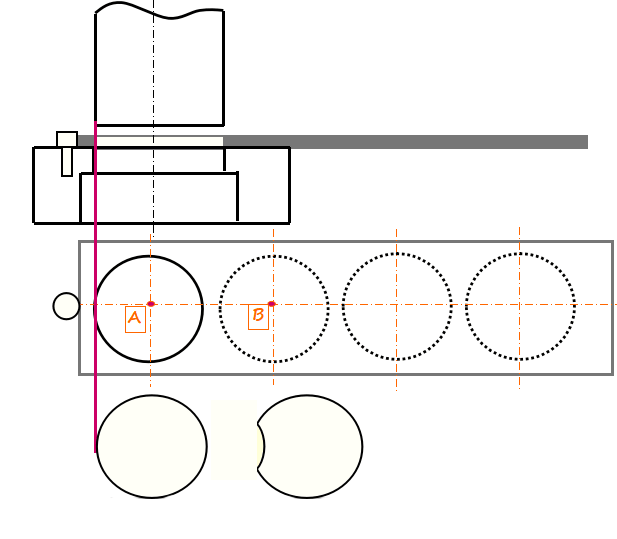
Determinación de la distancia de avance:
La distancia de avance también se denomina distancia de paso, y se refiere a la distancia que avanza la banda en el molde cada vez que se corta el troquel.
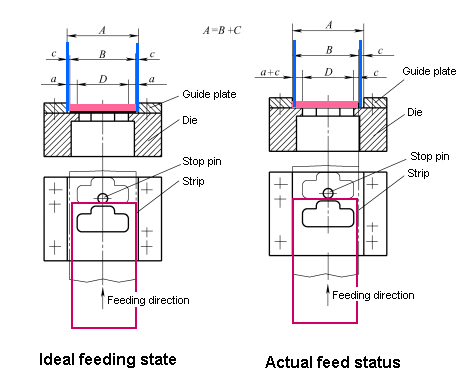
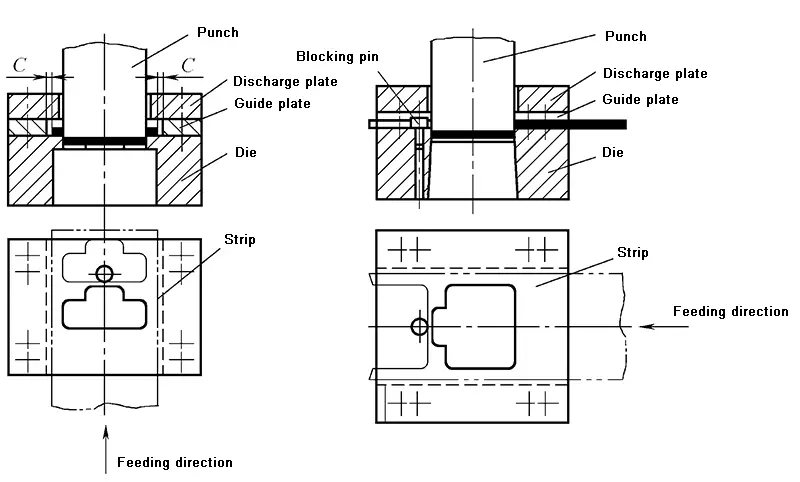
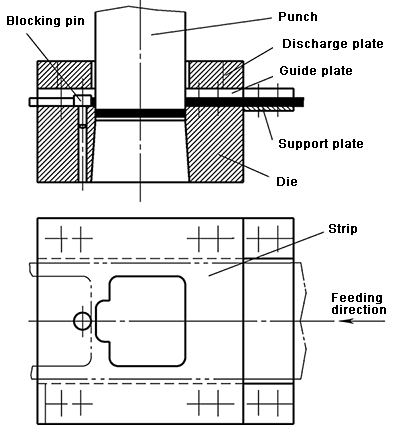
Determinación de la anchura del material:
La determinación de la anchura de la tira está relacionada con la forma en que ésta se coloca en el molde:
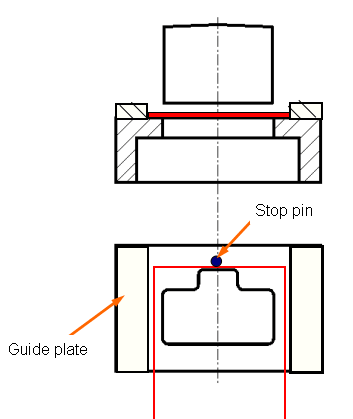
Colocación de la placa guía y del pasador de retención
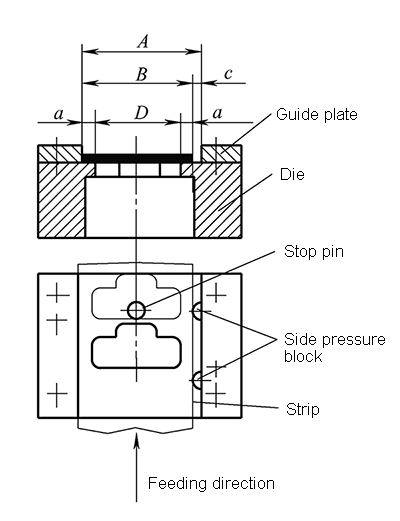
Placa guía con dispositivo de presión lateral
No hay dispositivo de presión lateral en la placa guía
Posicionamiento de la placa guía y del borde lateral
1)Determinación de la anchura de banda con dispositivo de presión lateral.
Las tiras se alimentan siempre por un lado de la placa guía, por lo que:
△-Error de corte
2)Determinación de la anchura de banda sin dispositivo de presión lateral
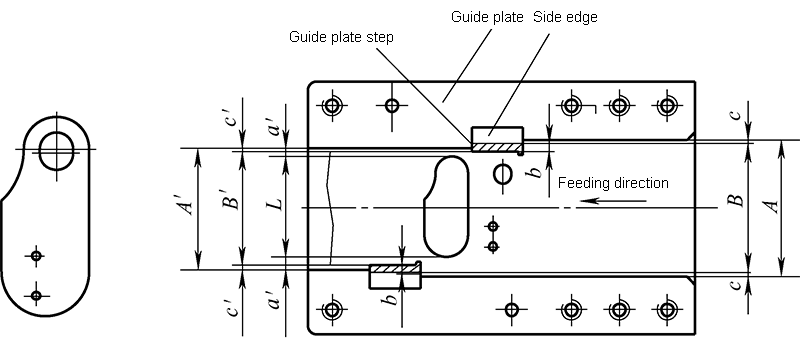
3)Determinación de la anchura de la banda al posicionar el borde lateral.
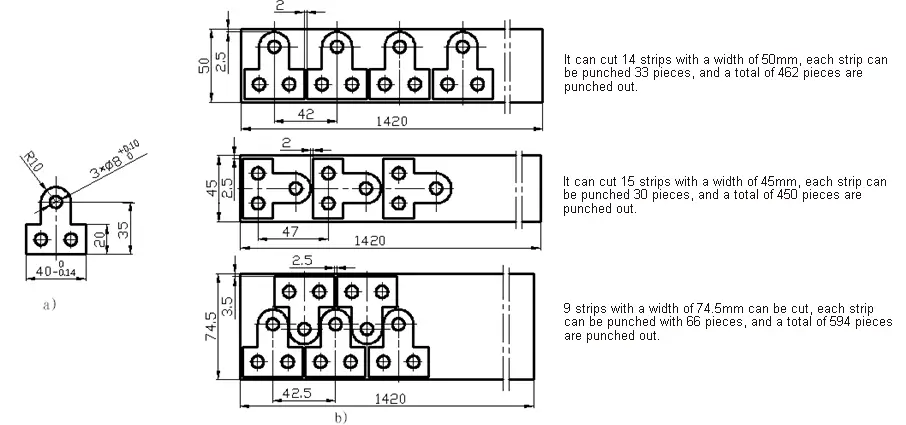
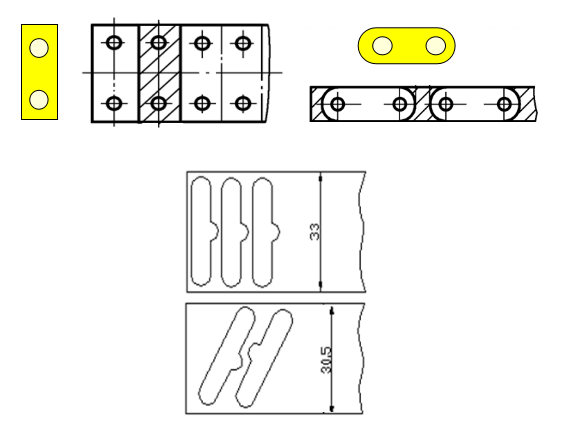
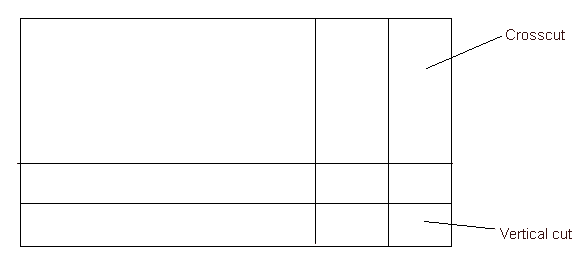
4)Método de corte
Se puede cortar vertical u horizontalmente.
Calcula ηvertical y ηhorizontal respectivamente, y elige las mayores tras compararlas.
En la producción real, también es necesario tener en cuenta la eficacia de la producción y la facilidad de manejo.
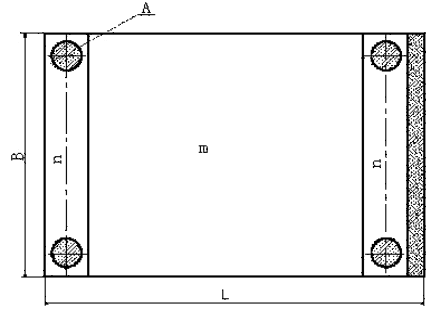
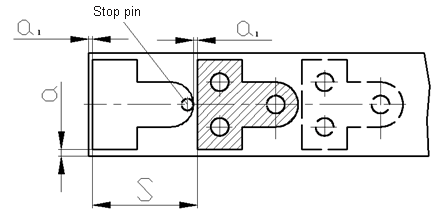
5)Dibujo del esquema de trazado
Debe marcarse un trazado completo con las dimensiones del ancho de banda, la distancia de paso S, los solapes entre las piezas y los solapes laterales. El plano de disposición suele dibujarse en la esquina superior derecha del plano general de montaje.
b) Estampación compuesta
Requisitos de los planos de montaje de moldes
3.2 Cálculo de la fuerza del proceso de blanking y del centro de presión
La fuerza del proceso de blanqueo incluye principalmente:
Fuerza de corte
Fuerza de descarga
Fuerza de empuje
Fuerza de expulsión
1.Cálculo de la fuerza de obturación
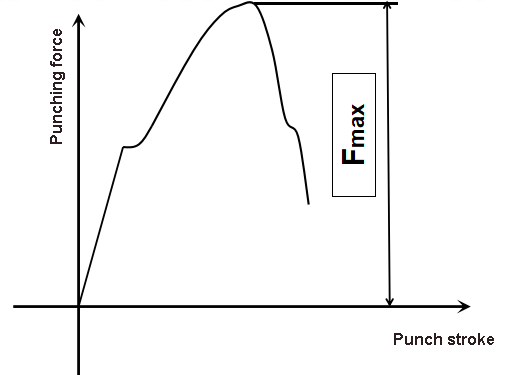
La fuerza de cegado se refiere a la presión necesaria durante el cegado. Se refiere al valor máximo durante el blanking.
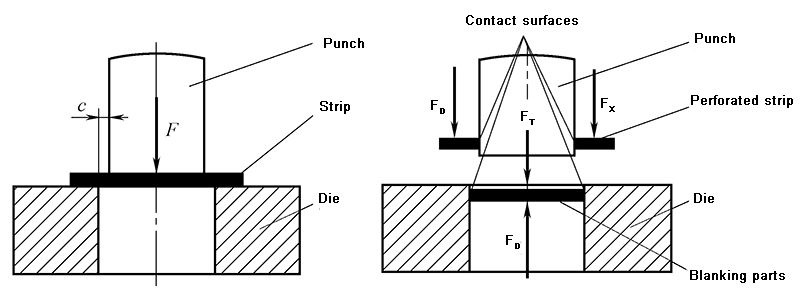
Cuando se punzona con una matriz común de cuchilla plana, la fuerza de corte F se calcula generalmente de la siguiente manera:
Nota:
F --Fuerza de bloqueo; L --Longitud de corte; t --Espesor del material; τ --Resistencia al cizallamiento del material; K - Factor de seguridad, generalmente se toma K = 1,3
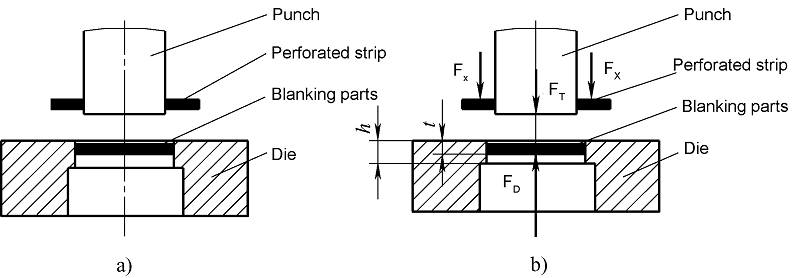
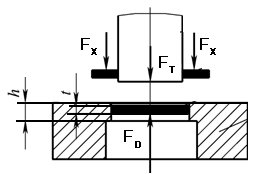
2.Cálculo de la fuerza de descarga, la fuerza de empuje y la fuerza de expulsión
La fuerza de descarga se refiere a la fuerza necesaria para descargar la pieza o el material de desecho del punzón o la matriz.
La fuerza de empuje se refiere a la fuerza necesaria para empujar la pieza o el material de desecho en la dirección de troquelado desde la matriz.
La fuerza de expulsión se refiere a la fuerza que empuja el producto fuera del orificio de la matriz mediante un contragolpe en la dirección de la matriz.
Fórmula de cálculo de la fuerza de descarga, la fuerza de empuje y la fuerza de expulsión
Fuerza de descarga:FX=KXF
Fuerza de empuje:FT=nKTF
Fuerza de expulsión:FD=KDF
KX、KT、KD--Coeficiente de fuerza de descarga, fuerza de empuje, fuerza de expulsión, ver la tabla siguiente;
Grosor del material t(mm)
KX
KT
KD
Acero
≤0.1
0.065~0.075
0.1
0.14
>0.1~0.5
0.045~0.055
0.063
0.08
>0.5~2.5
0.04~0.05
0.055
0.06
>2.5~6.5
0.03~0.04
0.045
0.05
>6.5
0.02~0.03
0.025
0.03
Aluminio, aleación de aluminio, cobre, latón
0.025~0.08
0.02~0.06
0.3~0.07
0.03~0.09
Nota: El coeficiente de fuerza de descarga KX se toma como límite superior cuando se perforan agujeros, grandes solapamientos y contornos complejos.
n--El número de piezas de corte (o recortes) en el borde de la matriz al mismo tiempo.
En la fórmula:
F-一Blanking force(N) h--Altura de la pared del borde recto del orificio de la matriz t--Espesor de la chapa
En fuerza de perforación en el momento del cegado es la suma de la fuerza de cegado, la fuerza de descarga y la fuerza de expulsión.
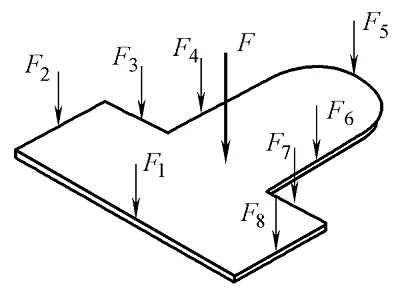
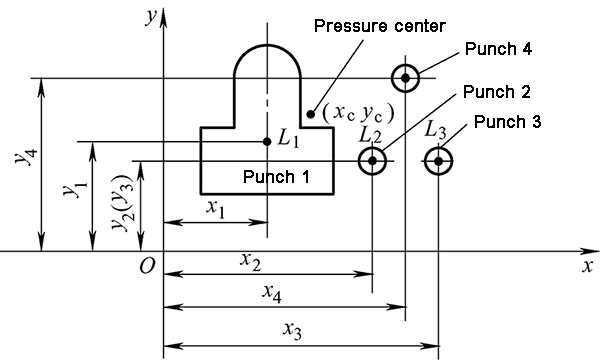
3.Cálculo del centro de presión
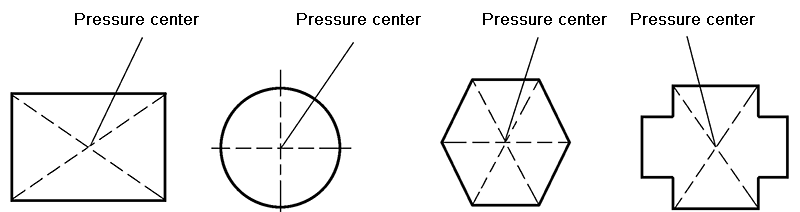
El centro de presión es el punto de trabajo de la fuerza resultante del estampado.
El centro simétrico de la pieza ciega tiene su centro de presión en el centro geométrico del perfil ciego.
El centro de presión de troquelado de una pieza de forma compleja o de una pieza de troquelado multiconvexa puede calcularse analíticamente según el principio del equilibrio de momentos.
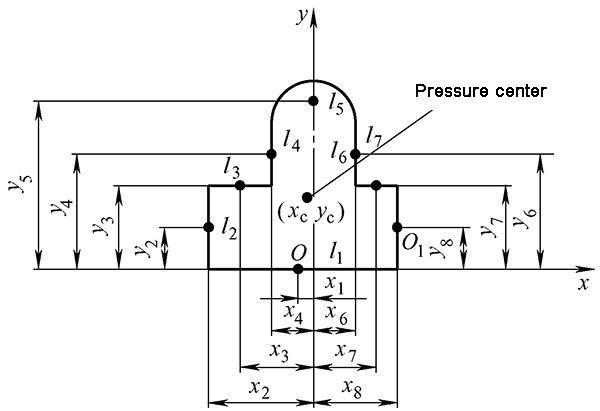
Cálculo del centro de presión de una pieza ciega compleja con un solo punzón
1) Dibujar proporcionalmente el contorno de la pieza de corte.
2) Establece un sistema de coordenadas rectangulares xoy.
3) El perfil de corte de la pieza de corte se descompone en una serie de segmentos de línea recta y segmentos de arco circular L1, L2, L3 ... Ln y otros segmentos de línea básicos.
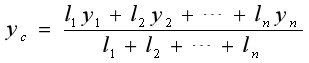
4) Calcular la longitud de cada segmento de línea básica y la distancia y1, y2, y3 ... yn y x1, x2, x3 ... xn desde el centro de gravedad hasta el eje de coordenadas x, y.
5) Calcular las coordenadas xc y yc del centro de presión.
Cálculo del centro de presión en el punzonado multiprensa
1) Dibuja el contorno de cada punzón en proporción
2) Establecer el sistema de coordenadas cartesianas xoy
3) Hallar las coordenadas del centro de gravedad de cada dado convexo (xi, yi)
4) Calcular la longitud de punzonado Li de cada punzón
5) Calcular las coordenadas xc y yc del centro de presión
Diseño del proceso de blanking
4.1 Análisis de procesabilidad de piezas de corte
La tecnicidad de la pieza de corte se refiere a la adaptabilidad de la pieza de corte al proceso de corte. Es un requisito desde la perspectiva del diseño del producto.
Un buen proceso de punzonado significa que los métodos de punzonado ordinarios pueden utilizarse para obtener piezas punzonadas cualificadas en condiciones de mayor vida útil del molde y productividad y menor coste.
La maquinabilidad de la pieza de corte viene determinada por su forma estructural, los requisitos de precisión, las tolerancias de forma y posición y los requisitos técnicos.
1.Tecnología de estructura de las piezas de corte
(1)La estructura de la pieza ciega es lo más sencilla y simétrica posible, lo que favorece al máximo el uso racional de los materiales.
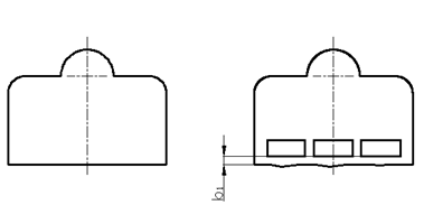
(2)La forma y el orificio interior de la pieza ciega deben evitar las esquinas agudas y deben tener esquinas redondeadas apropiadas.
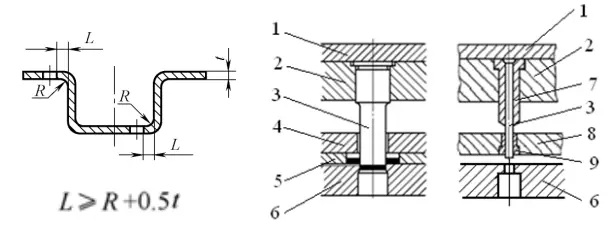
(3)Evitar voladizos y ranuras largas y estrechas en la parte ciega. Generalmente, la anchura B de las partes convexa y cóncava debe ser mayor o igual a 1,5 veces el espesor de la chapa t, es decir, B≥1,5 t.
(4)La distancia entre los bordes de los agujeros y la separación entre agujeros debe ser mayor o igual a 1,5 veces el espesor de la placa t.
(5)Al perforar agujeros en piezas curvas o embutidas, debe mantenerse una cierta distancia entre el borde del agujero y la pared recta.
(6)Al perforar, el tamaño del agujero no debe ser demasiado pequeño.
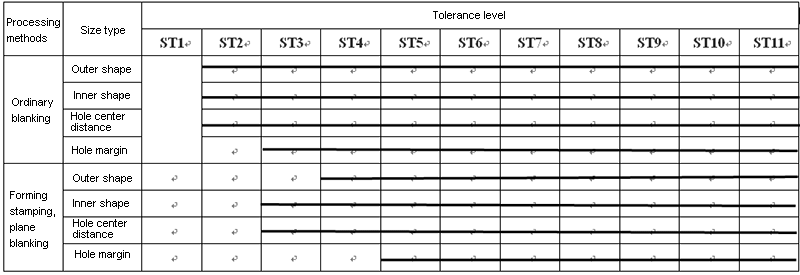
Precisión dimensional de las piezas ciegas (GB / T13914-2002)
Se divide en 11 niveles, que se representan con el símbolo ST, y se reducen gradualmente de ST1 a ST11.
Tabla 3-12 Selección de grados de tolerancia para piezas de corte comunes (GB / T13914-2002)
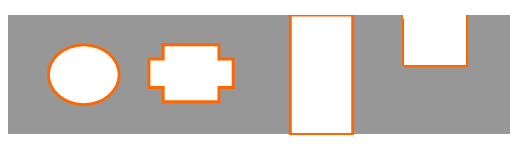
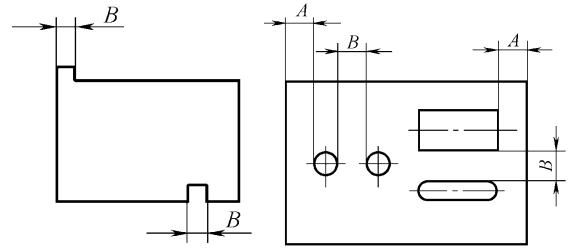
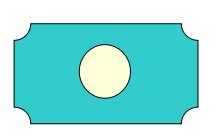
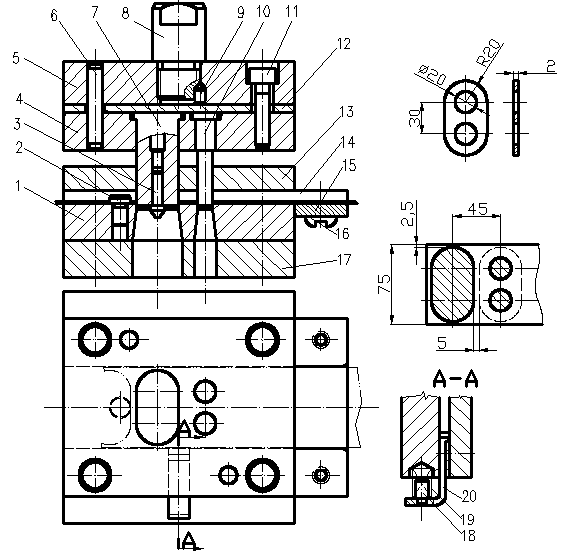
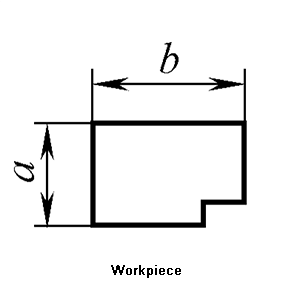
Ejemplo 3-3 La pieza de corte que se muestra en la figura está hecha de material Q235 con un espesor de 2 mm. Intente analizar la procesabilidad del corte.
Análisis:
(1) La estructura de corte es simétrica, sin ranuras, voladizos, esquinas afiladas, etc., lo que cumple los requisitos del proceso de corte.
(2) Como puede verse en la Tabla 3-11 y la Tabla 3-12, la precisión del agujero interior y las dimensiones exteriores y la precisión del agujero distancia entre centros son todos requisitos generales de precisión, que pueden troquelarse mediante troquelado ordinario.
(3) Como puede observarse en la figura 3-42 y en la tabla 3-9, el tamaño de los orificios perforados, los márgenes de los orificios y las dimensiones de la separación entre orificios cumplen los requisitos mínimos, por lo que puede utilizarse el punzonado compuesto.
(4) Q235 es un material de uso común. material de estampación y tiene una buena procesabilidad de estampación.
En resumen, la pieza de corte tiene una buena procesabilidad de corte y es adecuada para el punzonado.
4.2 Determinación del plan del proceso
A partir del análisis del proceso, es necesario resolver consideraciones exhaustivas desde el punto de vista de la estructura, la precisión, el tamaño, el lote, etc:
Proceso básico de estampación
Combinación de procesos básicos de estampación
Disposición del orden de corte
Determinación del número de procesos básicos
El número de procesos básicos necesarios para una pieza de corte se puede juzgar directamente por su forma.
Ejemplo de determinación del número de operaciones básicas
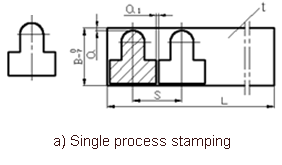
Combinación de procesos básicos de estampación
Punzonado de un solo proceso: sólo se puede completar un proceso de punzonado en un golpe del punzón.
Punzonado compuesto: sólo hay una estación, y en un golpe de la prensa se completan dos o más procesos de estampado al mismo tiempo.
Troquelado progresivo: En una sola carrera de la prensa, se completan simultáneamente varios procesos de troquelado en varias estaciones dispuestas en la dirección de alimentación.
Los troqueles correspondientes son de un solo paso matriz de perforacióntroquel de punzonado compuesto y troquel de punzonado progresivo.
Matriz de punzonado de material compuesto
Sólo hay una estación y, en una sola pasada de la prensa, se completan dos o más procesos de punzonado al mismo tiempo.
Troquel de punzonado progresivo
En una carrera de la prensa, las matrices para múltiples procesos de punzonado se completan simultáneamente en una pluralidad de estaciones dispuestas de forma continua en la dirección de alimentación.
Comparación de tres tipos de moldes
Tipo de molde
Molde de proceso único
Modo compuesto
Molde progresivo
Número de estaciones
1
1
2 o más tipos
Número de operaciones completadas
1 tipo
2 o más tipos
2 o más tipos
Tamaño adecuado de la pieza en bruto
Grandes y medianas
Grandes, medianas y pequeñas
Medianas y pequeñas
Necesidades de material
La anchura de la banda no es estricta, y se puede utilizar la chatarra.
La anchura de la banda no es estricta, y se puede utilizar la chatarra.
Requisitos estrictos para las bandas o franjas
Precisión de perforación
Bajo
Alta
Entre los dos
Productividad
Bajo
Alta
Muy alta
La posibilidad de mecanización y automatización
Más fácil
Eliminación de piezas y residuos difíciles y complicados
Fácil
Aplicación
Adecuada para la producción de lotes medianos y pequeños de piezas grandes de precisión, piezas grandes y medianas, o la producción en serie de piezas grandes
Adecuado para la producción en serie de piezas grandes, medianas y pequeñas con formas complejas y requisitos de alta precisión
Adecuada para la producción en serie de piezas pequeñas y medianas con formas complejas y requisitos de alta precisión
¿Es complejo el proceso y cómo elegirlo?
Tamaño de la estructura
Productividad
Precisión
Funcionamiento sencillo y seguro
Lote de producción
Coste del moho
Los principios generales son:
Para la producción en serie, se utiliza la estampación compuesta o progresiva. Para la producción de lotes pequeños, debe utilizarse la fabricación de moldes de un solo proceso.
Los moldes de gran tamaño deben ser de un solo proceso o compuestos
Pequeño tamaño y requisitos de alta precisión, incluso si el lote es pequeño, debe ser producido por matriz compuesta o progresiva.
Disposición del orden de cegado
(1) Disposición de pedidos de punzonado progresivo
Primero se perforan los orificios (muescas o residuos estructurales de la pieza) y, a continuación, se troquela o corta para separar la pieza de la banda.
Cuando se utilizan cuchillas laterales de alcance fijo, el proceso de corte del borde lateral se dispone generalmente en primer lugar, y se realiza simultáneamente con el primer punzonado para controlar la distancia de alimentación. Cuando se utilizan dos cuchillas laterales de alcance fijo, también pueden disponerse una detrás de la otra.
(2) Disposición de la secuencia para el cegado de un paso de las piezas de cegado de varios pasos:
Primero se separa la pieza en bruto de la tira y, a continuación, se perfora o troquela.
Al perforar orificios de diferentes tamaños y a distancias cortas, para reducir la deformación de los orificios, perfore primero los orificios más grandes y después los más pequeños.
Ejemplo de orden de secuencia para la estampación progresiva
Pasos básicos para determinar el plan del proceso de blanking
Analizar el proceso de blanqueo del producto
Enumerar las operaciones básicas de estampación necesarias
Enumerar las posibles opciones
Analizar y comparar para obtener la mejor solución
Ejemplos de métodos de determinación del esquema de sellado
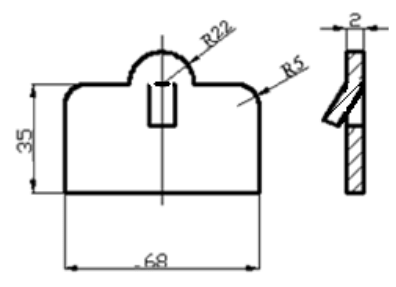
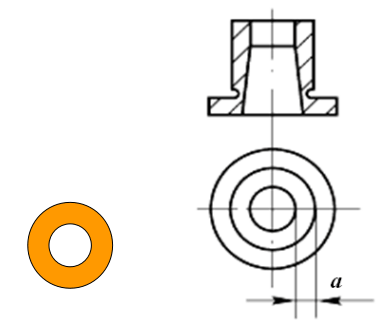
Ejemplo 3-4 Estampación de piezas ilustradas, con una producción anual de 3 millones de piezas, se requiere desarrollar un plan de proceso de estampación.
(1) Análisis de la tecnología de estampación
1) La estructura de corte es simétrica, sin ranuras, voladizos, esquinas afiladas, etc., lo que cumple los requisitos del proceso de corte.
2) Como se puede ver en la Tabla 3-11 y la Tabla 3-12, la precisión del agujero interior y las dimensiones exteriores y la precisión de la distancia del centro del agujero pertenecen a los requisitos generales de precisión, que se pueden punzonar mediante punzonado ordinario.
3) Como se puede ver en la Figura 3-42 y en la Tabla 3-9, el tamaño de los agujeros perforados, la distancia del borde y el tamaño del paso de los agujeros cumplen los requisitos mínimos, y se puede utilizar el punzonado compuesto.
4) Q235 es un material de estampación de uso común y tiene una buena procesabilidad de estampación.
En resumen, la pieza de corte tiene una buena procesabilidad y es adecuada para el punzonado.
(2) Determinar el plan del proceso de estampación
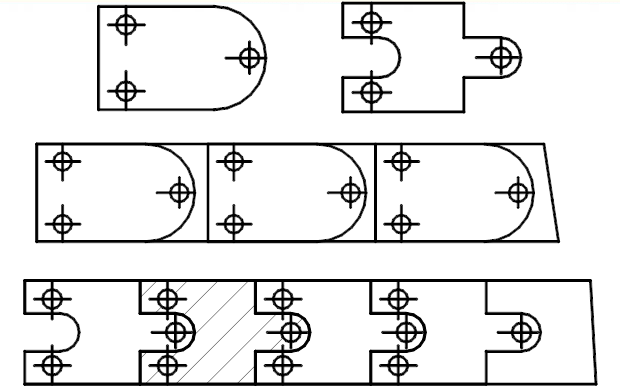
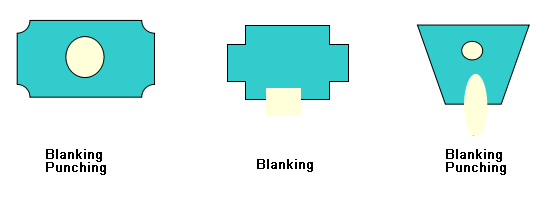
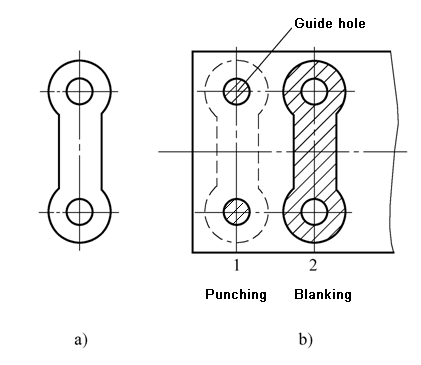
Esta pieza requiere dos procedimientos básicos de blanking, el blanking y el piercing. De acuerdo con el análisis del proceso anterior, se pueden enumerar las tres soluciones de proceso siguientes:
Opción 1: Utilizar un único proceso de producción de troqueles, es decir, primero el troquelado y después la perforación.
Opción 2: Producción por troquel compuesto, es decir, troquelado-perforación al mismo tiempo
Opción 3: Utilizar la fabricación progresiva de troqueles, es decir, la perforación y el troquelado continuos.
(3) Análisis y comparación
La primera solución tiene una estructura de molde simple, pero requiere dos procesos y dos pares de moldes, lo que tiene una baja productividad, y es difícil cumplir los requisitos de eficiencia para la producción en masa.
La segunda solución sólo requiere un par de moldes. La precisión de forma y posición y la precisión dimensional de la pieza ciega pueden garantizarse fácilmente. La productividad es superior a la de la primera solución, pero la estructura del molde es más complicada que la de la primera solución y el funcionamiento es incómodo.
La opción tres también requiere un par de moldes, que es conveniente y seguro de operar y tiene la mayor productividad. La estructura del molde es más complicada que la de la opción uno. La precisión de las piezas punzonadas está entre la opción uno y la opción dos. Sin embargo, como la precisión del producto en sí no es alta, puede cumplir los requisitos de precisión del producto.
A través del análisis y la comparación de los tres esquemas anteriores, es mejor adoptar el esquema tres para la producción de estampados de esta parte.
Diseño de la estructura general de la matriz de corte
5.1 Clasificación de las matrices de corte
No.
Base de clasificación
Nombre
1
Propiedades del proceso de estampación
Troquel de corte, matriz dobladoramatrices de embutición profunda, matrices de conformado, etc.
2
Diferentes combinaciones de procesos
Molde de proceso único (molde simple), molde compuesto, molde progresivo (molde continuo, molde de salto)
3
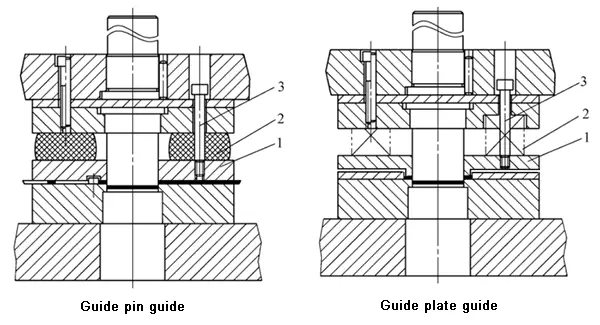
Diferentes métodos de orientación
Sin molde de guía, molde de placa guía, molde de columna guía, etc.
4
Diferentes métodos de descarga
Troquel de descarga rígido, troquel de descarga elástico
5
Diferentes formas de controlar la distancia
Tipo pasador de tope, tipo cuchilla lateral, tipo pasador guía, etc.
6
Los materiales de las piezas de trabajo del molde son diferentes.
Molde de carburo, molde de aleación a base de zinc, molde de caucho, etc.
7
…
…
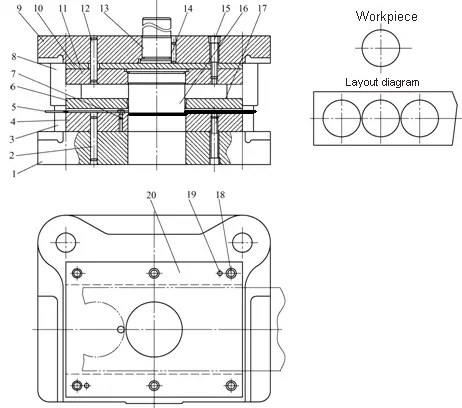
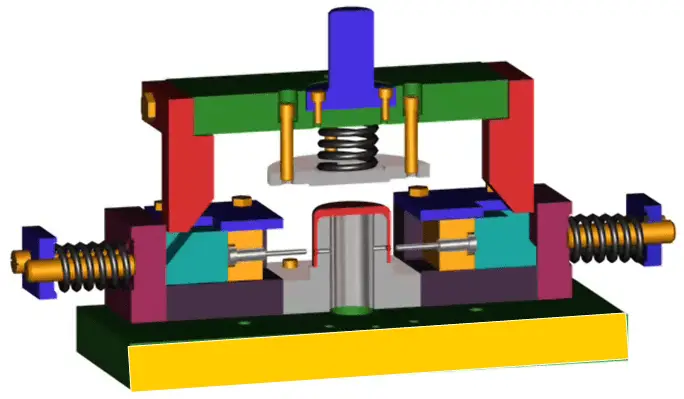
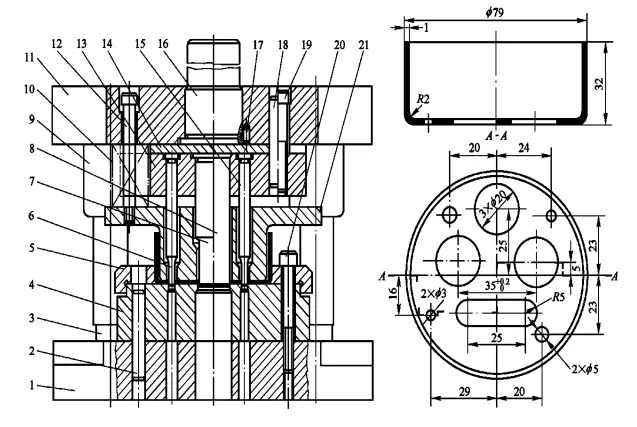
5.2 Estructura típica de la matriz de corte
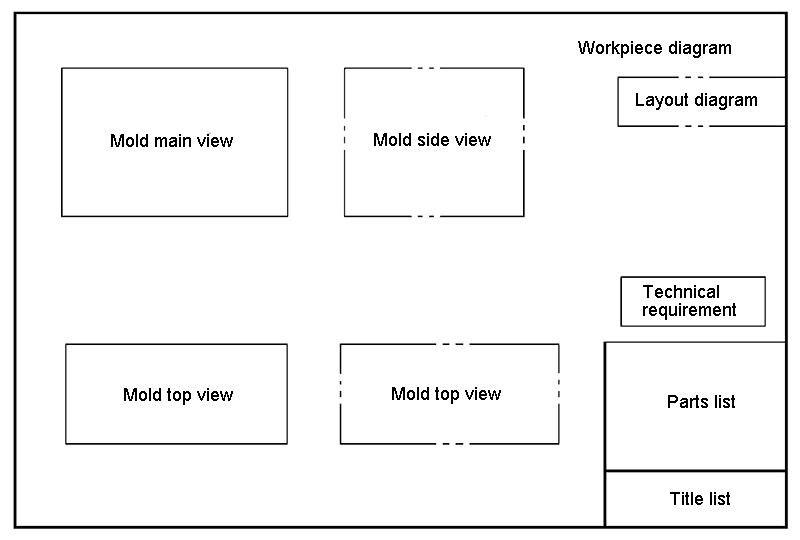
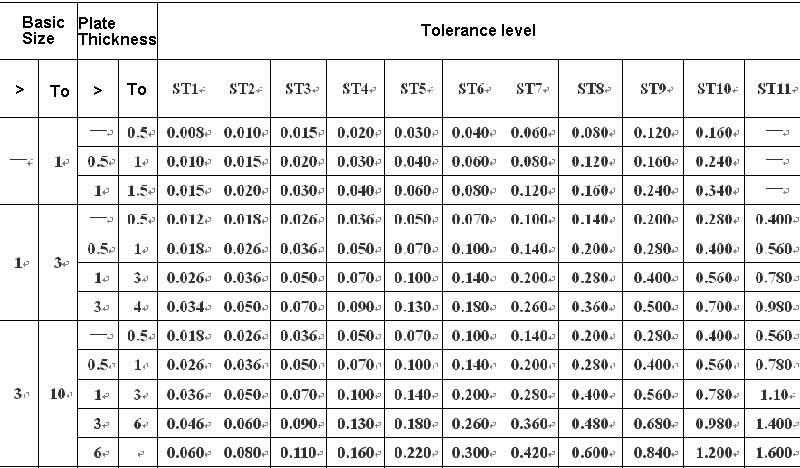
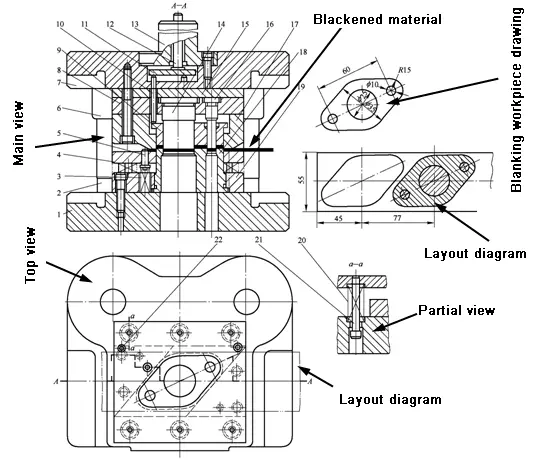
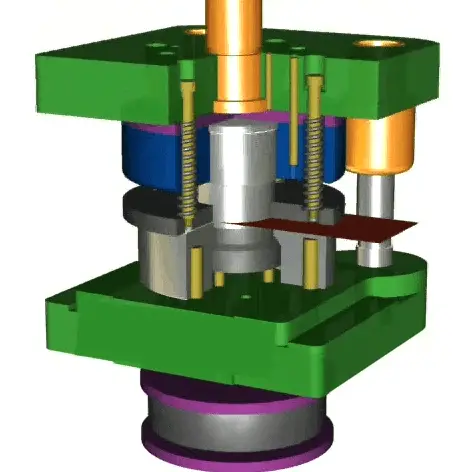
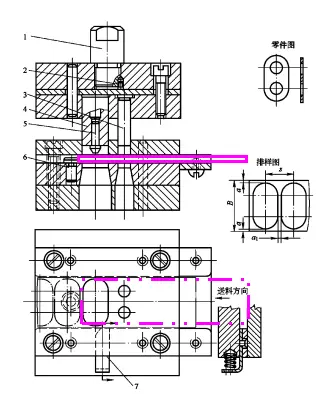
Método de visualización del diagrama de la estructura del molde
Método y pasos de visualización:
-Mira la barra de título para ver los nombres de los moldes
-Mirar la pieza
-Mirar el gráfico de disposición, comprender la dirección de alimentación y, a continuación, conocer la ubicación aproximada de la pieza de posicionamiento.
-Mira la vista principal
Encontrar materiales y piezas negras
Encontrar piezas de trabajo que den forma a la chapa
Búsqueda de piezas de posicionamiento, combinada con vista superior
Encontrar piezas
Encontrar piezas guía
Encontrar piezas fijas
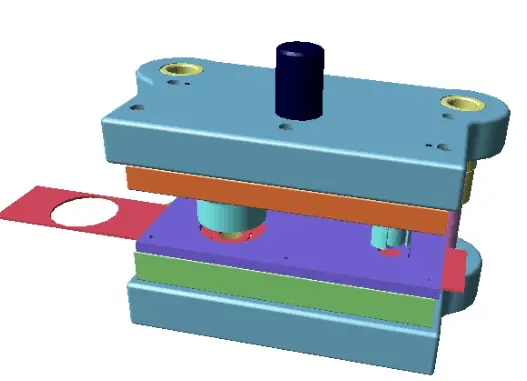
Estructura típica del modo de proceso único
Un troquel de un solo proceso también se denomina troquel simple, que se refiere a un troquel que completa sólo un proceso de estampación en un golpe de la prensa.
Troquel ciego con dispositivo de descarga rígido
Troquel ciego con dispositivo de descarga elástica
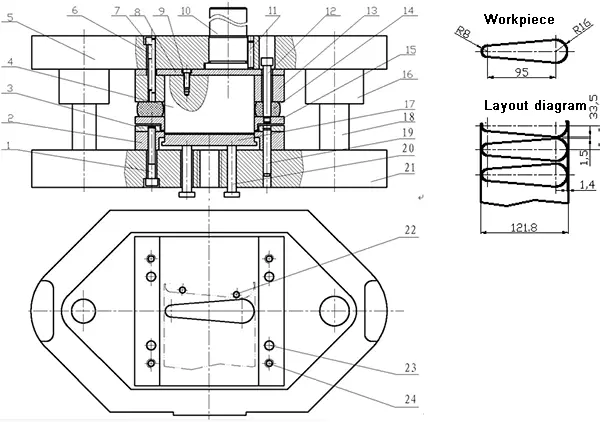
Troquel de corte de un solo proceso con dispositivo de descarga y expulsión elástica
Se produce la separación
Molde de perforación
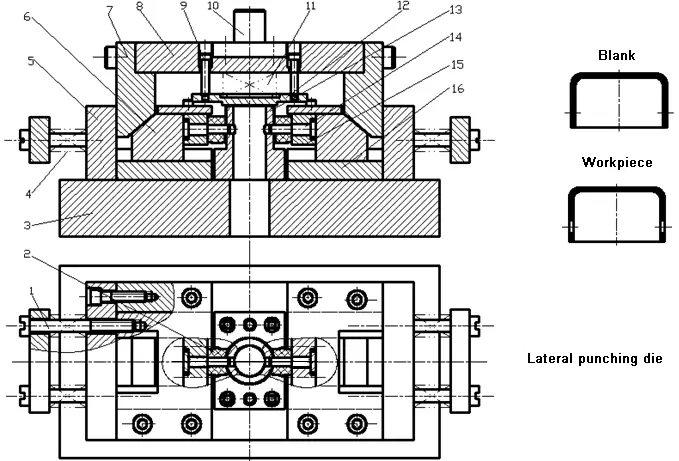
Troquel de perforación lateral horizontal tipo cuña oblicua
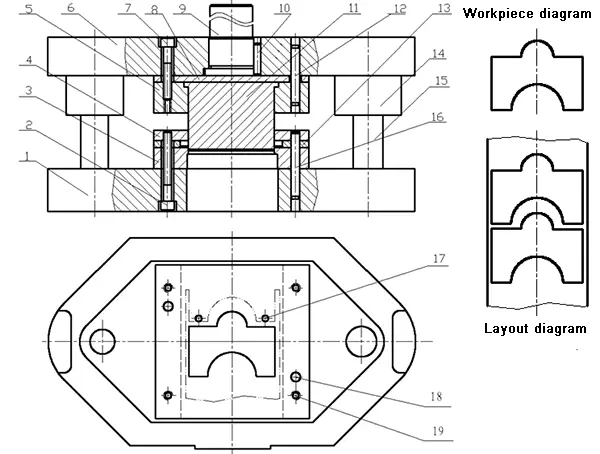
2.Estructura típica de la matriz progresiva
El troquel progresivo, también conocido como troquel continuo o troquel de salto, se refiere a un troquel que completa simultáneamente varios procesos de estampación en varias estaciones en la dirección de avance en una sola carrera de la prensa.
Matriz progresiva de perforación y corte
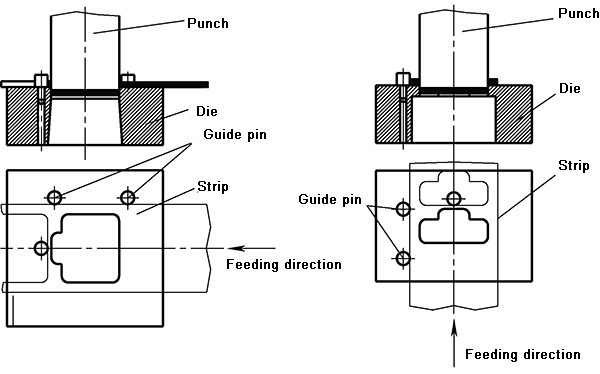
Punzonado y corte troquel progresivo con distancia fija mediante pasadores guía
Troquel progresivo de perforación y corte con distancia entre cuchillas de doble cara
Matriz de troquelado progresivo con distancia de unión del borde lateral y el pasador guía
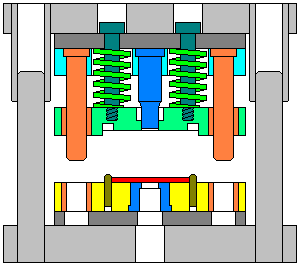
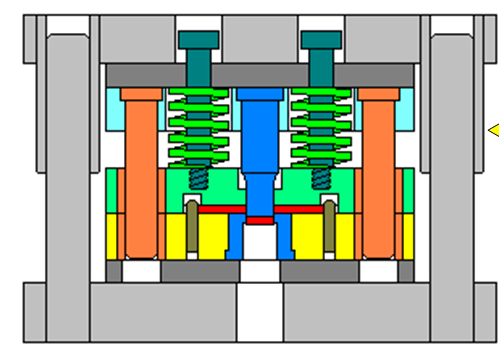
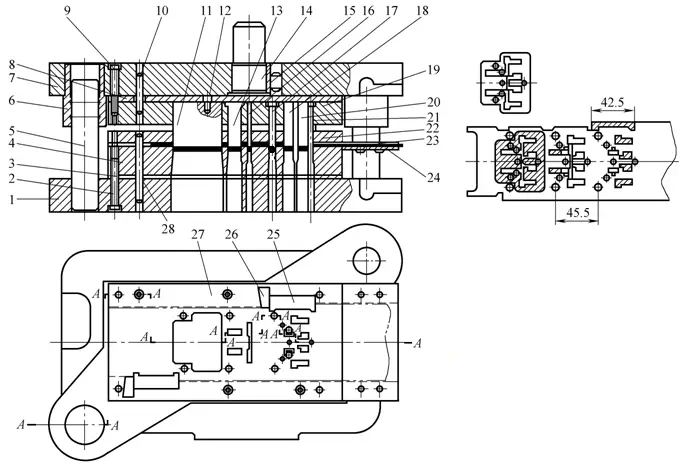
3.Estructura típica del troquel compuesto
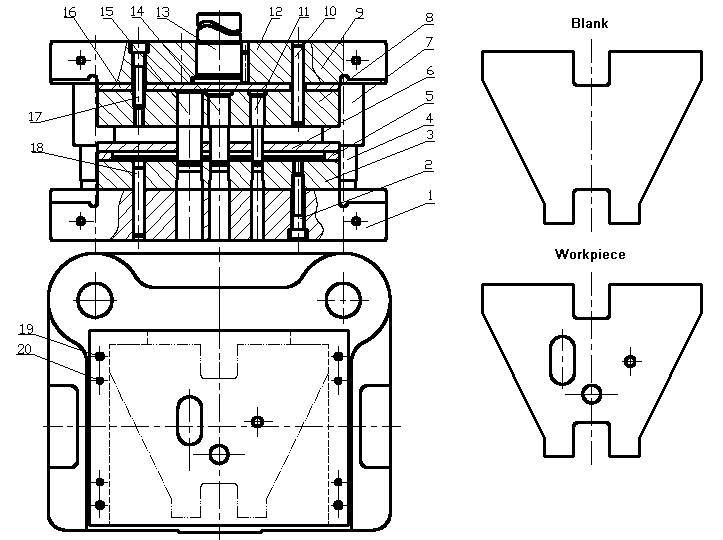
Un troquel compuesto es un troquel que sólo tiene una estación y que completa dos o más procesos de estampación al mismo tiempo en una sola pasada de la prensa.
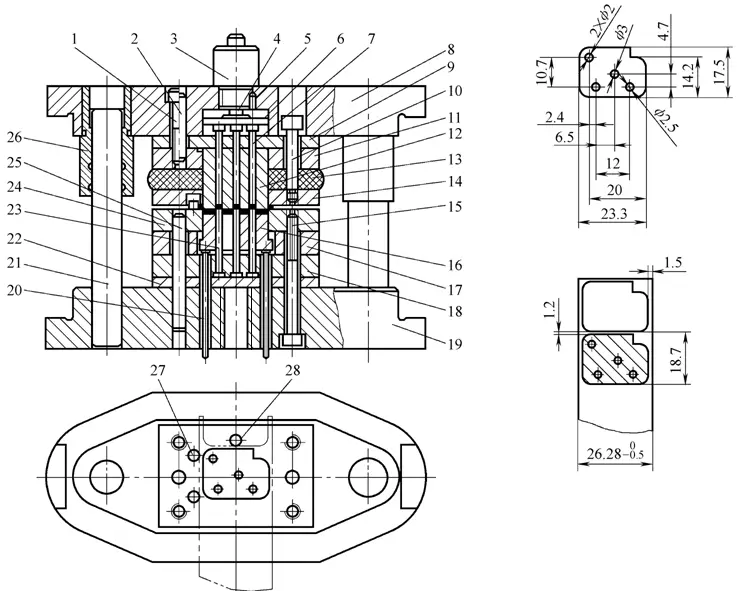
Troquel compuesto flip chip
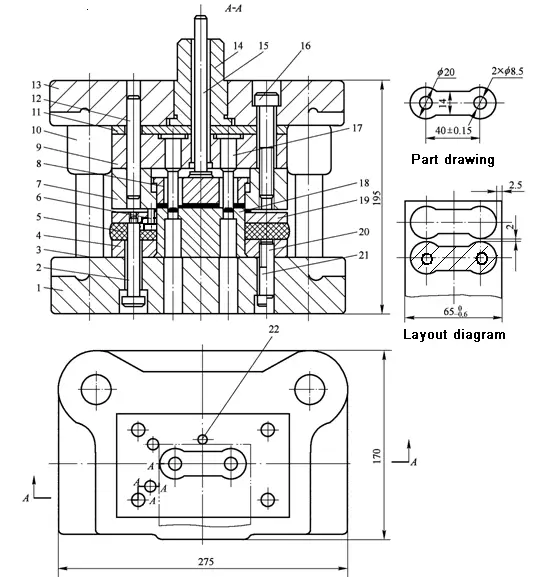
Troquel compuesto formador
Comparación de matrices compuestas de conformado y flip-chip
Punzonado de piezas con materiales más blandos, más finos y de mayor planitud
Amplia gama de aplicaciones
Troquel compuesto formador
Troquel compuesto flip-chip
Troquel compuesto de recorte y perforación
Troquel compuesto invertido con dispositivo de empuje rígido-elástico
5.3 Selección del tipo de troquel
Para moldes de un solo proceso, debido a la conveniencia de los moldes de la estructura montada en la parte delantera, se prefiere la estructura montada en la parte delantera;
Para los moldes compuestos, debido a la comodidad y seguridad de los moldes compuestos flip-chip, se da prioridad a las estructuras flip-chip en la producción real. Cuando la chapa perforada es delgada, la separación entre orificios es ligeramente menor y se requiere la planitud de la pieza de trabajo, debe seleccionarse el molde compuesto de la estructura de montaje frontal.
En la producción en serie de piezas pequeñas y medianas, el troquel progresivo con alimentación automática se utiliza ampliamente para ahorrar mano de obra y mejorar la eficiencia de la producción.
Diseño de las piezas principales del molde y selección de normas
Procesar piezas estructurales:
Piezas de trabajo: troquel macho, troquel hembra, troquel macho y hembra, cuchilla lateral
Piezas de posicionamiento: placa guía, pasador de bloqueo, pasador guía, etc.
Piezas de descarga y empuje: tablero de descarga, bloque empujador, bloque expulsor, cortador de chatarra.
Piezas de estructura auxiliar:
Piezas guía: poste guía, casquillo guía, placa guía
Piezas fijas: placa de fijación, placa de respaldo, asa del molde, base superior del molde, base inferior del molde, tornillos, pasadores, etc.
6.1 Diseño de los elementos de trabajo y selección de normas
La función es separar los materiales y obtener la forma y el tamaño requeridos de la pieza en bruto
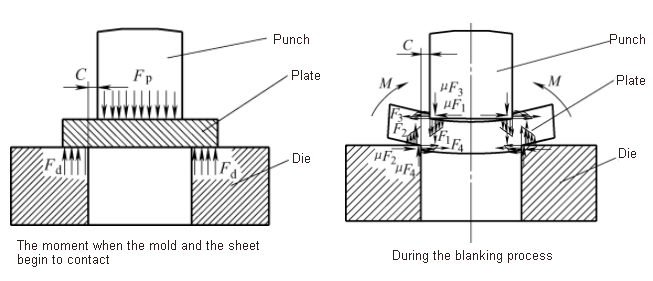
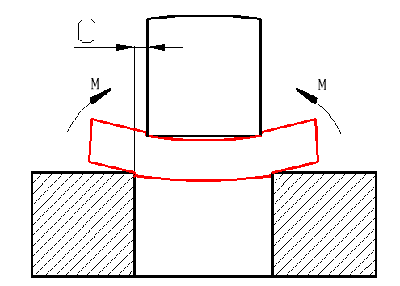
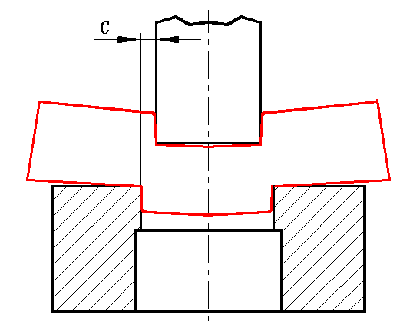
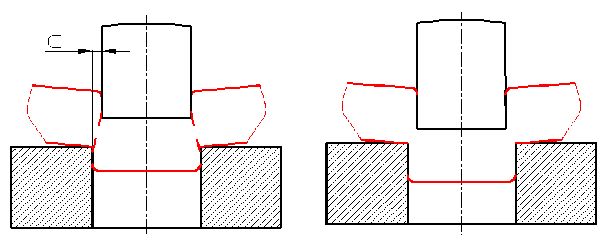
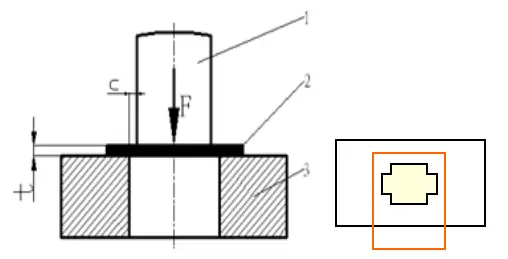
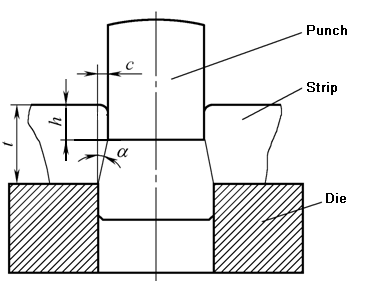
La holgura de la matriz de troquelado se refiere a la distancia entre la matriz y la pared lateral del borde del punzón en la matriz de troquelado. Se representa mediante el símbolo c, que se refiere a una holgura de un solo lado. (GB / T16743-2010)
(1) Impacto de la holgura en el proceso de cegado
1) La influencia de la holgura C en la calidad de la pieza. El valor de la holgura puede reducirse adecuadamente, lo que puede mejorar eficazmente la calidad de la sección de la pieza de corte.
2) Influencia de la holgura C en la fuerza de punzonado
Al aumentar C, la fuerza de punzonado F se reduce en cierta medida.
A medida que aumenta C, FX, FTy FE disminuye, la presión total de punzonado disminuye.
A la inversa, cuando Z se reduce, cada fuerza del proceso de troquelado aumentará, y la presión total de troquelado aumentará.
3) Influencia de la holgura C en la vida útil del molde
Formas de fallo del molde: desgaste, agrietamiento del borde de la matriz, astillado, deformación, etc.
La separación C afecta principalmente al desgaste del molde y a la fisura del borde.
Cuando se aumenta C, debido a que se reduce la fuerza del proceso de troquelado, se reduce el desgaste de la matriz y se reducen las grietas en el borde de la matriz, por lo que aumenta la vida útil. Por el contrario, la vida útil se acorta.
Resultados de los análisis:
La mejora de la calidad de la pieza requiere menos holgura en la matriz
La reducción de la presión del punzón requiere una mayor holgura de la matriz
Una mayor vida útil del molde requiere un mayor espacio libre
(2) Determinación del valor razonable de la diferencia
1) Cálculo teórico del valor razonable del hueco
Base: Las grietas en los bordes de corte superior e inferior se superponen, y la brecha del molde es razonable
Tabla 3-19 Clasificación del espacio libre en blanco de chapa metálica
Nombre del proyecto
Valores de categoría y brecha
Clase i
Clase ii
Clase iii
Clase iv
Clase v
Característica del plano de cizalladura
Ángulo de patada R
(2-5)%t
(4-7)%t
(6-8)%t
(8-10)%t
(10-12)%t
Altura de la banda luminosa B
(50-70)%t
(35-55)%t
(25-40)%t
(15-25)%t
(10-20)%t
Altura de la zona de fractura F
(25-45)%t
(35-50)%t
(50-60)%t
(60-75)%t
(70-80)%t
Altura de la fresa h
Delgado
Medio
Media
Alta
Más alto
Ángulo de rotura a
–
4°-7°
7°-8°
8°-11°
14°-16°
Planitud f
Bien
Bastante bueno
Media
Pobre
Peor
Precisión dimensional
Pieza ciega
Muy cerca del tamaño del troquel
Cerca del tamaño del troquel
Ligeramente más pequeño que el tamaño del troquel
Inferior al tamaño del troquel
Inferior al tamaño del troquel
Pieza de punzonado
Muy cerca del tamaño del punzón
Cerca del tamaño del punzón
Ligeramente mayor que el tamaño del punzón
Mayor que el tamaño del punzón
Mayor que el tamaño del punzón
Fuerza de perforación
Más grande
Grande
Media
Pequeño
Más pequeño
Fuerza de descarga,Fuerza de empuje
Grande
Más grande
El más pequeño
Más pequeño
Pequeño
Morir
Bajo
Baja
Más alto
Alta
Más alto
Tabla 3-20 Valor de corte de la chapa (GB / T16743-2010)
Al seleccionar las holguras de corte de las chapas metálicas, según los requisitos técnicos de las piezas de corte, las características de uso y las condiciones específicas de producción, etc., determine primero el tipo de holgura que debe adoptarse según la tabla 3-19 y, a continuación, seleccione el valor de holgura de este tipo según la tabla 3-20.
El hueco del nuevo molde debe ser el menor de los valores de hueco.
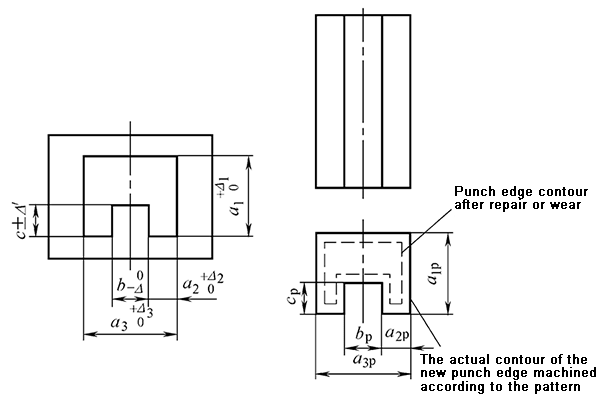
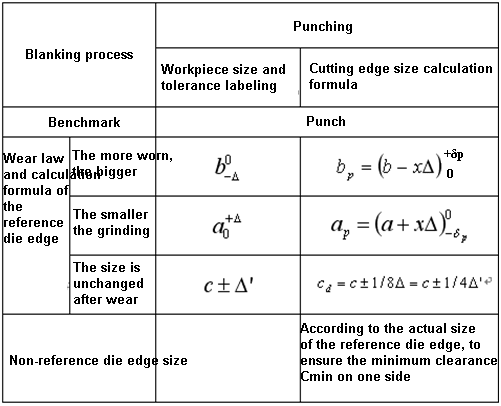
2.Determinación de las dimensiones y tolerancias de los bordes de punzonado y troquelado
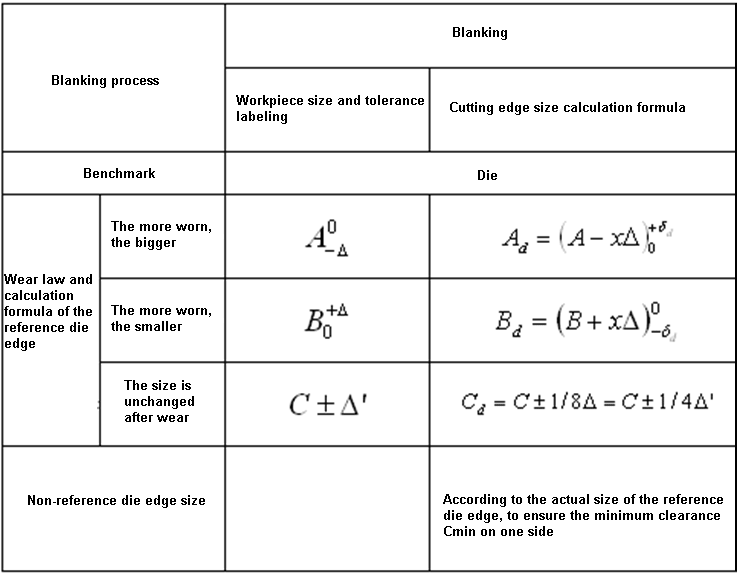
(1) Principio de cálculo del tamaño del filo de corte de punzones y matrices
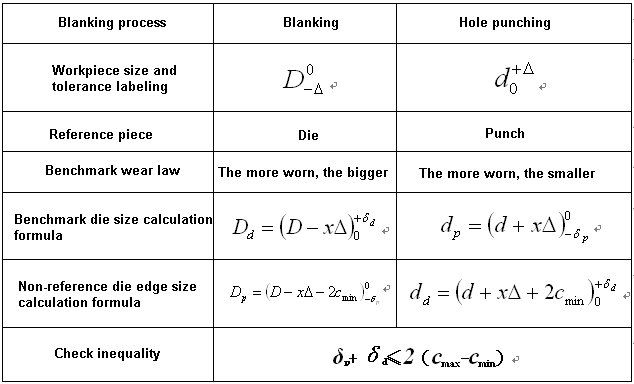
Al troquelar, seleccione la matriz como referencia, diseñe primero el tamaño del borde de la matriz, y el hueco se obtiene reduciendo el tamaño del borde de la matriz.
Al perforar, se selecciona el punzón como referencia. Primero se diseña el tamaño del borde del punzón, y la holgura se obtiene aumentando el tamaño del borde del punzón.
El tamaño del filo de la matriz de referencia con el tamaño aumentado después del desgaste es igual o próximo al tamaño límite mínimo de la pieza; el tamaño de la matriz de referencia con el tamaño reducido después del desgaste es igual o próximo al tamaño límite máximo de la pieza. Para el tamaño del filo de corte que no cambia antes y después del desgaste, es igual al tamaño de la pieza de trabajo.
En principio, las tolerancias de fabricación de las dimensiones de la pieza y las dimensiones del filo de troquelado se marcan como desviaciones unidireccionales según el principio "en el cuerpo", es decir, las dimensiones de la pieza ciega y el filo de troquelado se marcan como desviaciones negativas unidireccionales, las piezas perforantes y los filos de troquelado. Las dimensiones se marcan como desviaciones positivas unidireccionales, y las dimensiones que no cambian tras la abrasión se etiquetan generalmente como desviaciones bidireccionales.
(2) Método de cálculo del tamaño del filo de corte
El método de cálculo del tamaño del filo de corte está relacionado con el método de procesamiento del molde. Hay dos métodos comunes de procesamiento de moldes:
Tratamiento por separado
Método de procesamiento cooperativo
Comparación de dos métodos de transformación de moldes
Método de transformación de moldes
Método de tratamiento separado (método de tratamiento de intercambio)
Tratamiento cooperativo
Definición
El punzón y la matriz se mecanizan respectivamente hasta alcanzar el tamaño final según sus respectivos planos.
La matriz de referencia se mecaniza primero, y el tamaño del borde de la matriz de no referencia se configura según el tamaño real del borde de la matriz de referencia ya cortado de acuerdo con la holgura mínima razonable.
Ventajas
(1) El punzón y la matriz pueden fabricarse en paralelo, lo que acorta el ciclo de fabricación del molde; (2) Las piezas del molde pueden intercambiarse
(1) La separación del molde está garantizada por la preparación, lo que reduce la dificultad del procesamiento del molde; (2) Sólo es necesario dibujar una pieza de modelo de referencia detallada para reducir la carga de trabajo de dibujo.
Desventajas
(1) Es necesario realizar un dibujo parcial del punzón y la matriz por separado; (2) La separación del molde está garantizada por la precisión del procesamiento del molde, lo que aumenta la dificultad de procesamiento del molde.
El molde no de referencia debe fabricarse después de fabricar el molde de referencia, y el ciclo de fabricación del molde es largo.
Aplicación
Con el desarrollo de la tecnología de fabricación de moldes, la mayoría de los moldes en la producción real se fabrican por métodos de procesamiento separados, y la aplicación de métodos de procesamiento es cada vez menor. .
1) Tratamiento separado de los troqueles macho y hembra
Coeficiente de desgaste x valor
Espesor del material t/mm
Valor x de la pieza no circular
Valor x de la pieza circular
1
0.75
0.5
0.75
0.5
Tolerancia de la pieza Δ/mm
1
<0.16
0.17~0.35
≥0.36
<0.16
≥0.16
1~2
<0.20
0.21~0.41
≥0.42
<0.20
≥0.20
2~4
<0.24
0.25~0.49
≥0.50
<0.24
≥0.24
>4
<0.30
0.31~0.59
≥0.60
<0.30
≥0.30
Ejemplo de cálculo del tamaño del filo de corte
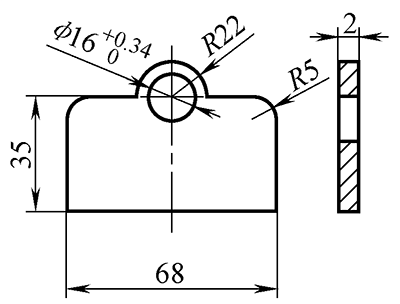
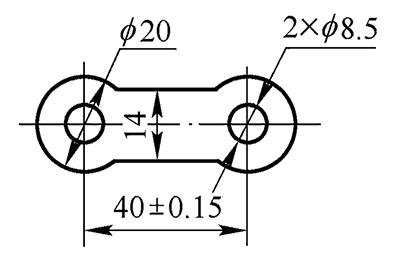
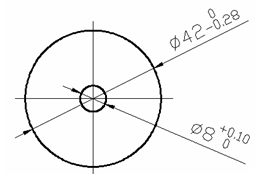
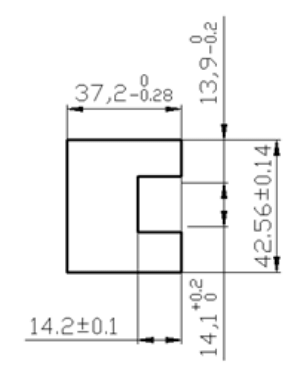
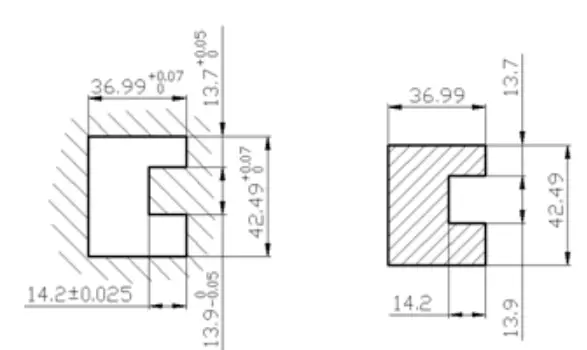
Ejemplo 3-7 La pieza mostrada en la figura 3-73 está troquelada. El material es Q235, y el espesor del material es t = 2mm. Calcule las dimensiones y tolerancias de los bordes de punzonado y troquelado.
Solución: Como se muestra en la Figura 3-73, esta pieza requiere dos procesos de troquelado, a saber, troquelado y perforación. El tamaño del borde de la matriz y la tolerancia se calculan a continuación.
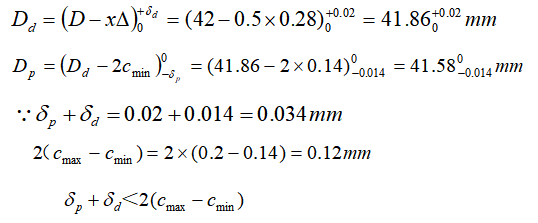
1) Blanqueo
Basado en el molde cóncavo, debido a la forma regular, el molde se procesa por separado.
Comprobando la Tabla 3-19 y la Tabla 3-20 se obtiene c = (7% ~ 10%) t, es decir:
cmin =7%t=0,07×2=0,14mm;
cmax=10%t=0.10×2=0.2mm;
Consulta la tabla 3-24 para obtener el coeficiente de desgaste: x = 0,5;
Las desviaciones de fabricación de los moldes convexo y cóncavo obtenidas buscando en la Tabla 3-25 son: δp = 0,014mm, δd = 0,02mm;
Calculado a partir de la fórmula:
Por lo tanto, la precisión del molde es adecuada.
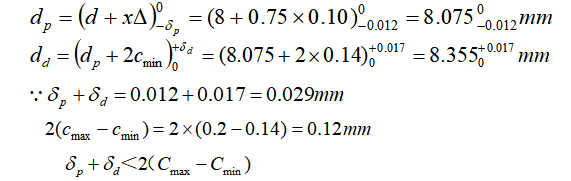
2) Perforación
Tomando como referencia el punzón, dado que la forma del agujero es sencilla, se utiliza el método de fabricación por separado para procesar el molde.
Busca en la tabla 3-24: χ=0,75
Comprueba la tabla 3-25 para obtener: δp = 0.012mm, δd = 0.017mm
Calculado a partir de la fórmula de la Tabla 3-23:
Por lo tanto, la precisión del molde es adecuada.
2) Coordinar el tratamiento de los troqueles masculinos y femeninos
Fórmula de cálculo del tamaño del borde de la matriz de corte durante el procesamiento cooperativo
Fórmula de cálculo del tamaño del borde de la matriz de punzonado durante el procesamiento cooperativo
Ejemplo de dibujo de piezas convexas y cóncavas cuando se utiliza el método de mecanizado
Preste atención a la tolerancia dimensional del filo de corte
3.Diseño estructural de los elementos de trabajo y selección de normas
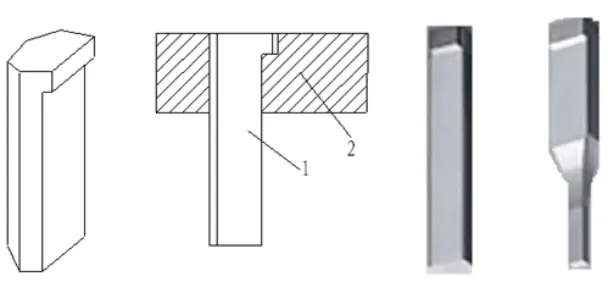
(1)Forma estructural de la matriz convexa y su método de fijación.
Problemas que hay que resolver al diseñar los punzones
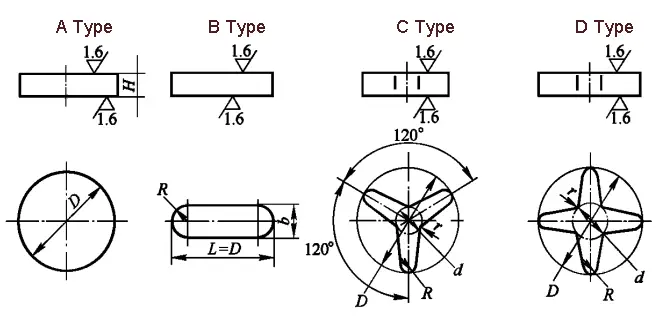
Requisitos de dureza: Cr12MoV, Cr12, Cr6WV filo de corte 58 ~ 62HRC, parte fija del cabezal 40 ~ 50HRC; CrWMn filo de corte 56 ~ 60HRC, parte fija del cabezal 40 ~ 50HRC
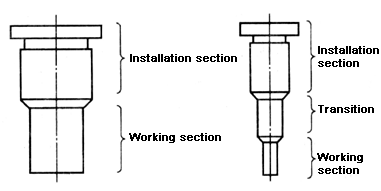
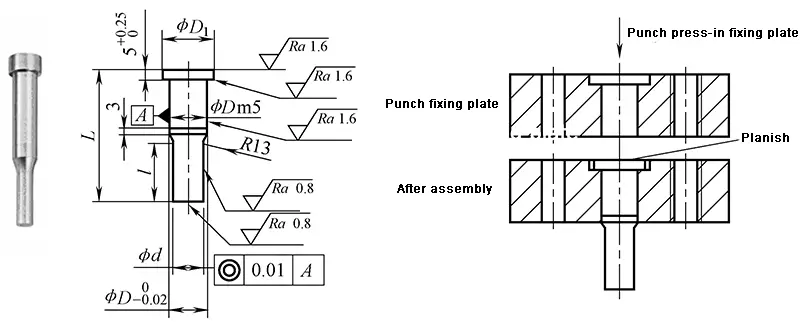
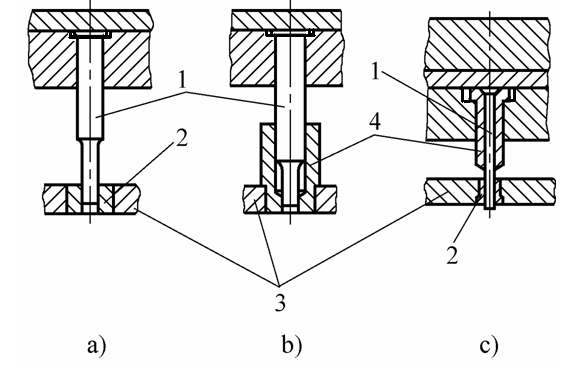
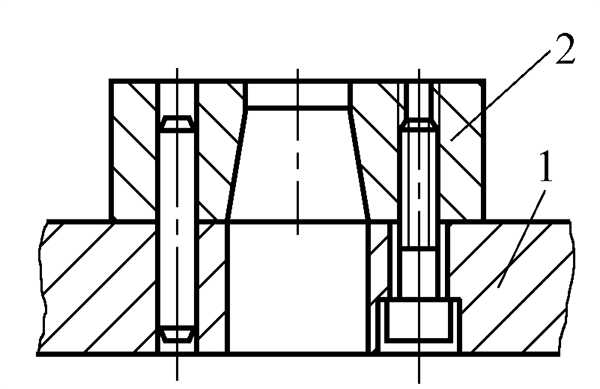
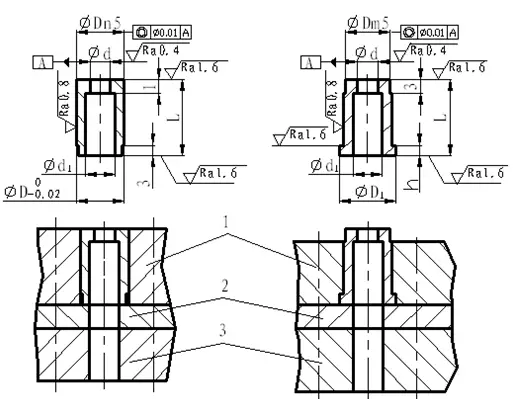
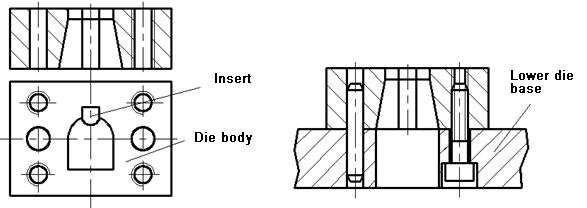
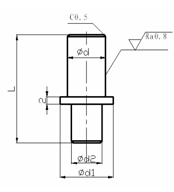
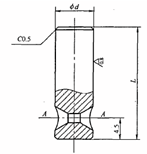
Estructura y método de fijación de la matriz circular convexa de varilla retráctil de cabeza cilíndrica
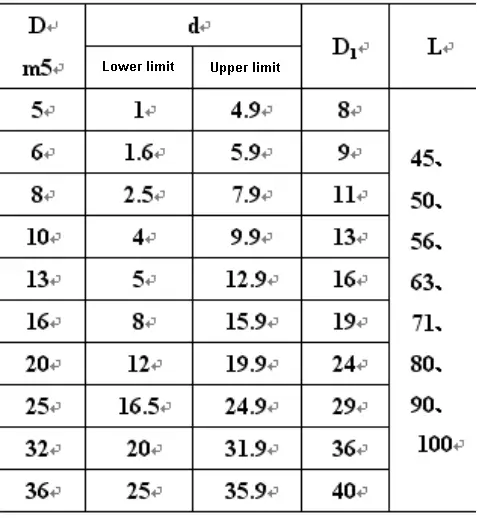
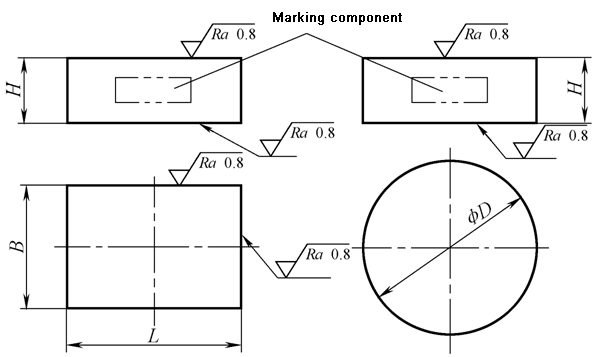
Dimensiones estándar y ejemplos de marcado del punzón circular de varilla retráctil de cabeza cilíndrica(JB/T5826-2008).
Ejemplo de marcado: D = 5mm, d = 2mm, L = 56mm punzón circular cilíndrico retráctil marcado: punzón circular cilíndrico retráctil 5×2×56 JB / T5826-2008
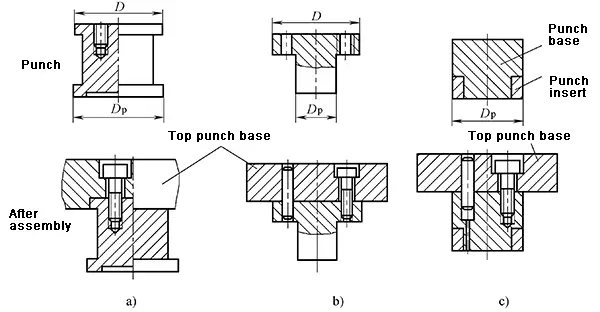
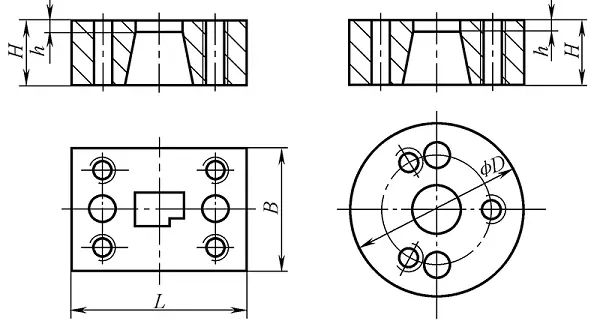
Forma estructural y método de fijación de matrices convexas circulares grandes y medianas
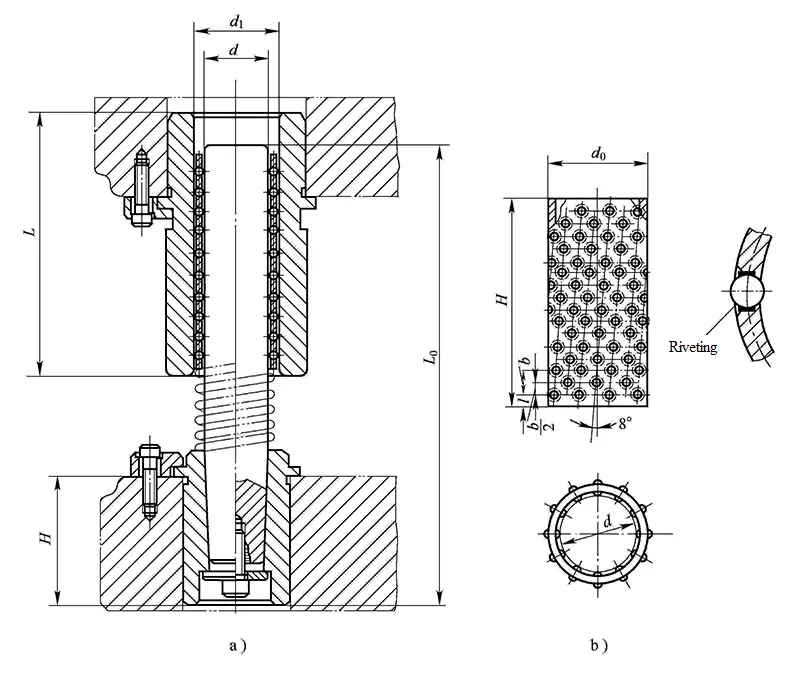
Estructura y método de fijación del punzón perforador
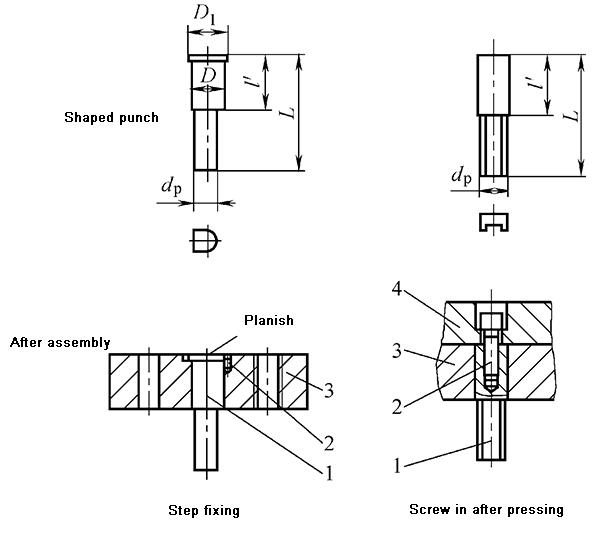
2) Forma estructural y método de fijación de la matriz convexa de forma especial
Estructura escalonada: la parte fija es redonda o rectangular
Estructura recta
La matriz convexa de forma especial adopta una estructura escalonada y un método de fijación
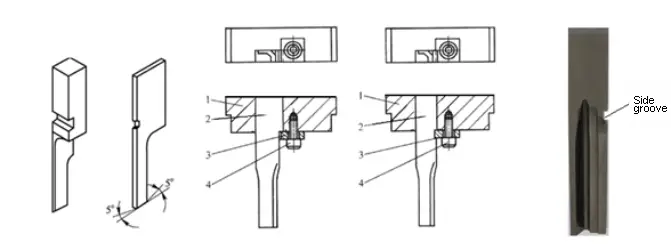
Punzón lateral fijo ranurado de forma especial con una placa de presión
Fijación de punzón perfilado con pasador transversal
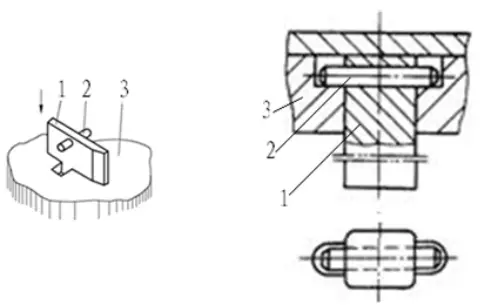
Fijación del punzón perfilado con una plataforma colgante
3)Determinación del tamaño del punzón en relación con la estructura del molde.
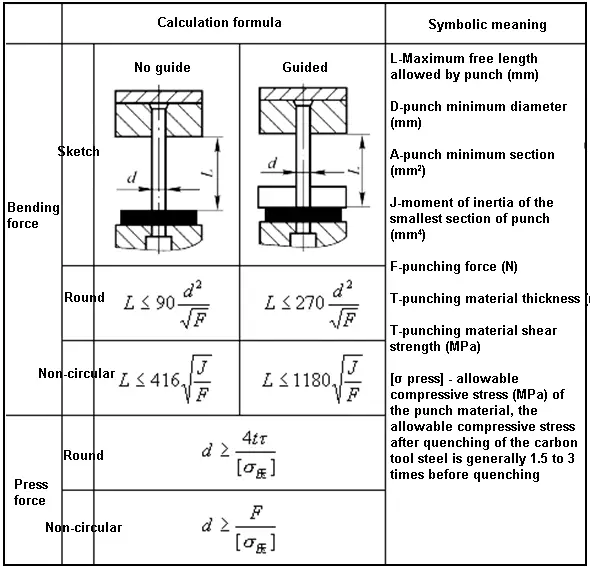
(3) Comprobación de la resistencia del punzón
Comprobación de la capacidad de presión
Control antiestabilidad
(2) Diseño de la estructura del troquel y selección de normas
Requisitos del tratamiento térmico de las matrices
1) Forma estructural y método de fijación de la matriz
Integral
Combinado
Tipo de bloque
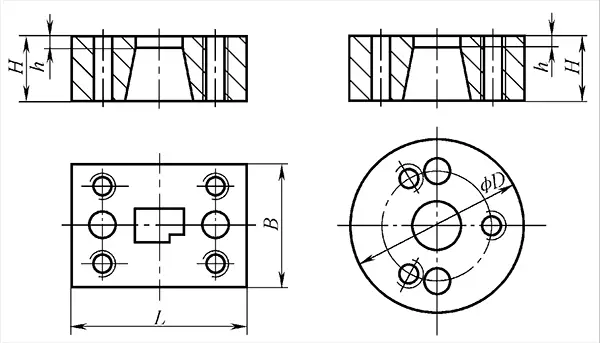
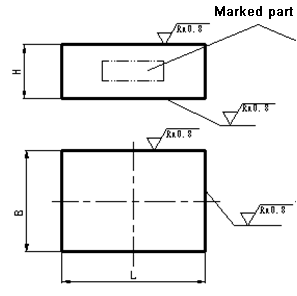
Estructura de matriz integral utilizada habitualmente en las matrices de estampación ordinarias.
Existen dos tipos de troquel integral: rectangular y redondo.
Ejemplo de marcado: L = 125mm, B = 100mm, H = 20mm marcado de molde cóncavo rectangular: plantilla cóncava rectangular 125×100×20 JB / T7643.1-2008
Método de fijación integral del troquel:
Materiales recomendados:
T10A,
9Mn2V,
Cr12,
Cr12MoV
Dureza del tratamiento térmico: 60 ~ 64HRC
Método de fijación: los tornillos y los pasadores se fijan directamente en la base inferior del molde.
Estructura de matriz combinada y método de fijación
Materiales recomendados:
Cr12MoV
Cr12
Cr6WV
CrWMn
Dureza del tratamiento térmico: 58 ~ 62HRC
Dado en bloque
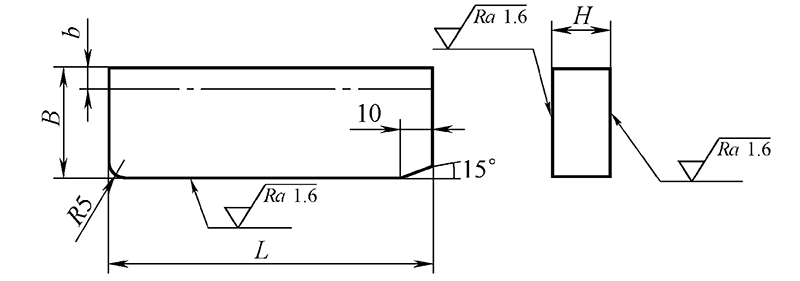
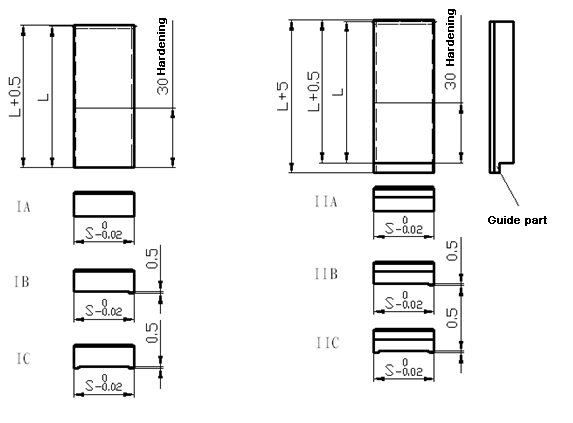
2) Forma del filo de la matriz
3) Diseño de la forma y el tamaño de la matriz
Forma: redonda o rectangular
Diseño de la dimensión del troquel--Fórmula empírica
El tamaño calculado de la forma de la matriz obtenida a partir de esto es:
Fases de diseño de la matriz de corte:
Ejemplo de diseño de forma de troquel
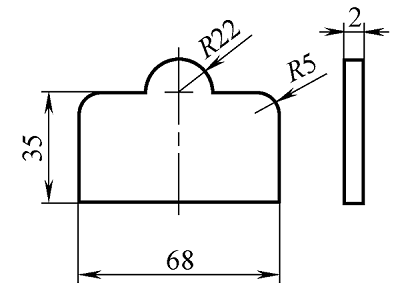
Ejemplo 3-9 Intente diseñar la forma y las dimensiones de la matriz de corte para la pieza mostrada en la figura 3-92.
Solución: Como la forma del punzón es próxima a un rectángulo, la forma de la matriz es rectangular.
De acuerdo con las dimensiones exteriores máximas de la pieza b = 40 + 20 = 60mm y el espesor del material es de 2mm, consultar Tabla 3-29: K = 0.28, entonces las dimensiones de la matriz se pueden calcular de la siguiente manera:
H = Kb = 0,28×60 = 16,8 mm
c = (1,5 ~ 2) H = (1,5 ~ 2)×16,8 = 25,2 mm ~ 33,6 mm,
Tomemos c = 30 mm.
Entonces: L = 40 + 19,88 + 30×2 = 119,88mm
B = 19,88 + 30×2 = 79,88 mm
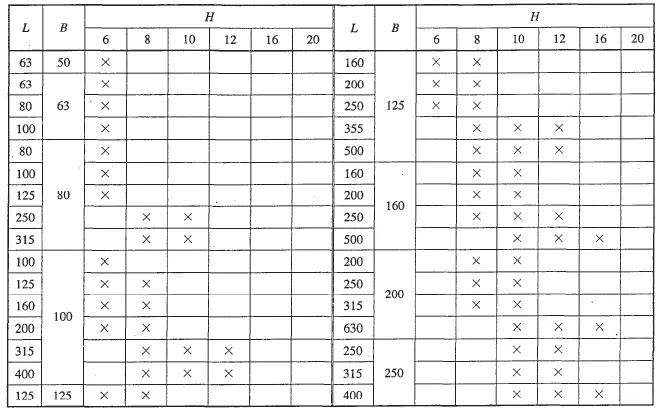
Estas son las dimensiones externas calculadas de la matriz. De acuerdo con las dimensiones calculadas en la Tabla 3-31, sabemos que el tamaño real de la matriz debe ser:
L×B×H = 125mm×80mm×18mm
Datos parciales de la plantilla cóncava rectangular
(3) Diseño de troqueles convexos y cóncavos
La matriz convexa y cóncava es una pieza de trabajo de la matriz compuesta que tiene las funciones de matriz de corte y matriz de punzonado. Sus bordes interior y exterior son bordes de corte, y el espesor de la pared entre los bordes interior y exterior depende del tamaño de la pieza de corte.
Espesor mínimo de la pared de la matriz macho y hembra
Boceto
Espesor t/mm
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.2
1.5
1.75
Espesor mínimo de pared a/mm
1.4
1.6
1.8
2.0
2.3
2.5
2.7
3.2
3.8
4.0
Espesor t/mm
2.0
2.1
2.5
2.7
3.0
3.5
4.0
4.5
5.0
5.5
Espesor mínimo de pared a/mm
4.9
5.0
5.8
6.3
6.7
7.8
8.5
9.3
10.0
12.0
6.2 Diseño de piezas de posicionamiento y selección de normas
Función: Determinar la posición exacta de la pieza en bruto en el molde.
Hay dos tipos de piezas en bruto que se introducen en el molde:
Tira (tira o bobina)
Blanco individual
La tira "avanza" a lo largo del molde
Las piezas en bruto individuales se "colocan" en la posición designada del molde
Ejemplo de colocación de una pieza en bruto
Piezas Leader
Su función es garantizar que la tira se introduce en el molde en la dirección correcta.
Las piezas de plomo más comunes son:
Placa guía
Pasador guía
Dispositivo de presión lateral
(1) Placa guía
Su función es controlar la dirección de alimentación de la banda
Suelen ser dos piezas, distribuidas a ambos lados de la dirección de alimentación de la banda, y fijadas directamente a la matriz con pasadores roscados. Existen dos formas:
Estructura no estándar: placa guía y placa de descarga en conjunto
Método de fijación de la placa guía de estructura estándar
Las dimensiones de la placa guía y de la plantilla cóncava son las mismas.
Placa guía de estructura no estándar
La placa guía y la placa de descarga están integradas
Estructura con placa receptora
La placa guía es más larga que la plantilla cóncava
(2) Pasador guía
Por lo general, se requieren al menos dos, situadas en el mismo lado de la franja. Se recomienda la estructura estándar. El material es acero 45 y la dureza del tratamiento térmico es de 43 ~ 48HRC.
(3) Dispositivo de presión lateral
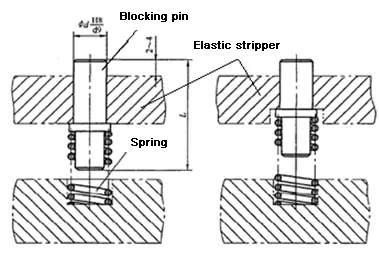
Piezas de retención
Su función es controlar la distancia a la que la tira se introduce en el molde, es decir, el control de la distancia. Las estructuras comunes incluyen pasadores de bloqueo de material, bordes laterales, pasadores guía, etc.
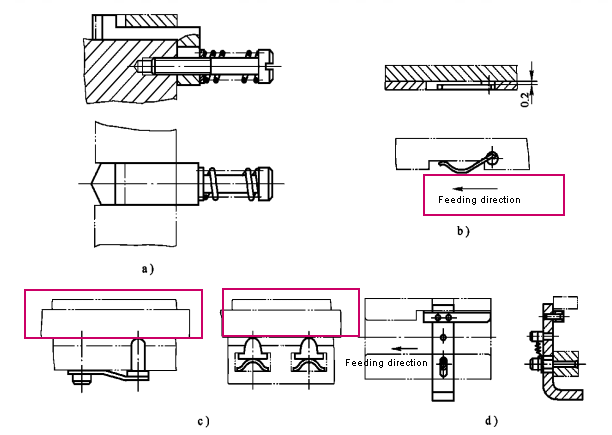
El pasador de bloqueo se divide en pasador de bloqueo fijo y pasador de bloqueo móvil.
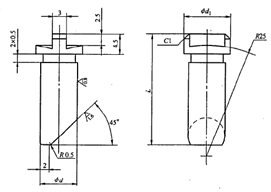
El pasador de tope fijo incluye un pasador de tope de cabeza redonda y un pasador de tope en forma de gancho.
El pasador de tope móvil incluye: pasador de tope inicial, pasador de tope de retorno y pasador de tope elástico superior.
(1) Pasador de tope fijo
Su función es controlar la distancia de alimentación de la banda, es decir, controlar la distancia de alimentación de la pieza estándar. Se fija directamente a la matriz delante de la alimentación.
Base de selección: Espesor t de la chapa punzonada, ver Tabla 3-34
Principio de funcionamiento del pasador de tope fijo
Pasador de gancho
(2)Pinza de tope activa
Todos son de estructura estándar, se recomienda el acero 45 para el material del bloque o pasador, la dureza del tratamiento térmico es de 43 ~ 48HRC
El dispositivo de bloqueo del material de partida suele instalarse en la placa guía, y se utiliza sobre todo para la primera alimentación de la matriz progresiva.
Dispositivo antibalas
Se instala en la placa de descarga elástica, y se utiliza sobre todo en el molde compuesto tipo flip.
Existen tres formas:
Dispositivo de bloqueo de material con resorte
Dispositivo de bloqueo con cúpula de goma
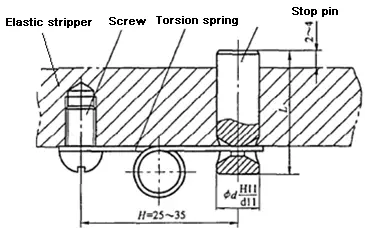
Dispositivo de bloqueo del material de expulsión por muelle de torsión
Dispositivo de bloqueo de material con resorte
Dispositivo de bloqueo con cúpula de goma
Dispositivo de bloqueo del material de expulsión por muelle de torsión
Tapón de alimentación
Se instala en una placa de descarga rígida, utilizada sobre todo en moldes de alimentación manual
Principio de funcionamiento del dispositivo de bloqueo de tipo cinturón
(3) Hoja lateral
La función es controlar la distancia de alimentación de la banda, es decir, controlar la distancia de alimentación.
Borde lateral: En la matriz progresiva, para limitar la distancia de alimentación de la banda, se troquela una pieza con una forma determinada en el lateral de la banda.
La hoja lateral tiene piezas estándar, y se recomienda T10A. La dureza del tratamiento térmico es de 56 ~ 60HRC.
Método estándar de selección de la cuchilla lateral: Según la distancia, la longitud del filo lateral = la distancia
Borde lateral estándar
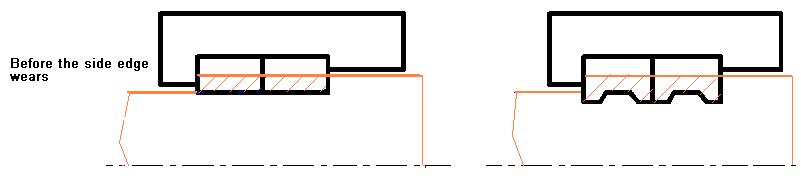
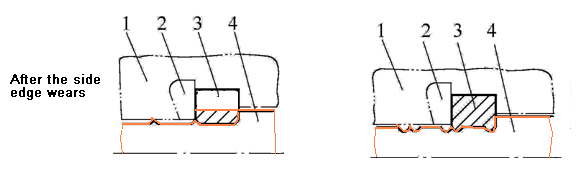
Localización de las rebabas tras el corte lateral romo
Cuchilla lateral especial
Las piezas no estándar vienen determinadas por la forma del punzón.
Tope lateral
(4) Pasador guía
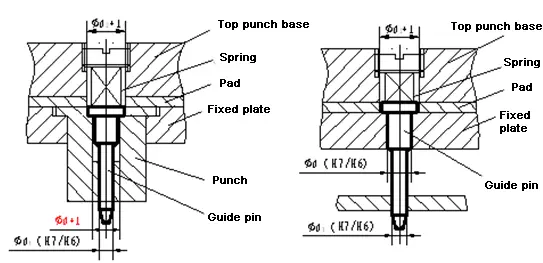
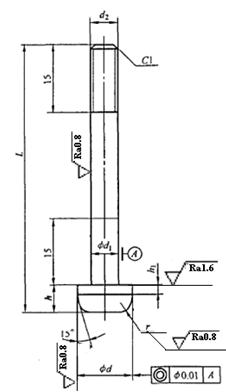
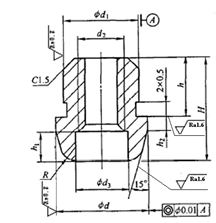
Se utiliza principalmente para el posicionamiento preciso de la banda en la matriz progresiva. Es una pieza estándar. Consta de cabeza y varilla. La varilla del pasador guía se utiliza para la fijación. Se recomienda utilizar el pasador guía 9Mn2V en función del diámetro d del agujero prepunzonado.
Tamaño básico:
Diámetro de la pieza guía d--utilizar H7 / h6 o H7 / h7 para cooperar con el orificio guía
Altura de la parte guía h--tómese h = (0,8 ~ 2) t
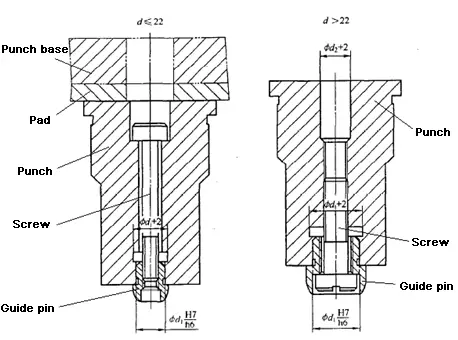
Estructura y método de fijación del pasador guía tipo A estándar
Pasador guía tipo A
Estructura y método de fijación del pasador guía estándar tipo B
Pasador guía tipo B
Estructura y método de fijación del pasador guía C estándar
Pasador guía tipo C
Estructura y método de fijación del pasador guía estándar tipo D
Pasador guía tipo D
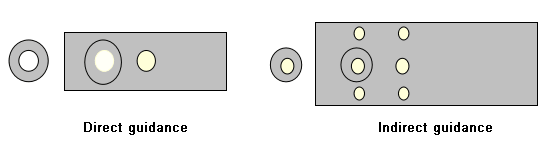
Dos formas de guiar los pasadores:
El pasador guía puede alinearse directa o indirectamente.
La alineación directa se refiere al uso de orificios en la pieza para la alineación. Los pasadores de alineación suelen instalarse en la matriz de corte.
La alineación indirecta consiste en utilizar los orificios de proceso preperforados para la alineación, y los pasadores de alineación suelen instalarse en la placa de fijación de la matriz convexa.
Los pasadores guía no pueden utilizarse de forma independiente. ¡¡!!
El pasador guía suele utilizarse junto con un pasador de bloqueo, un borde lateral y un dispositivo de alimentación automática.
Relación posicional con el pasador de bloqueo:
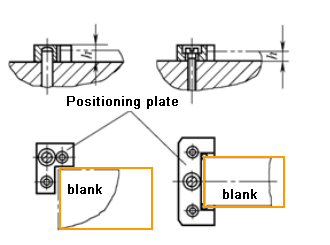
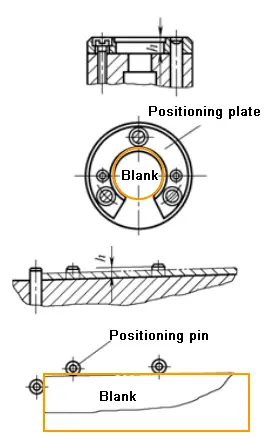
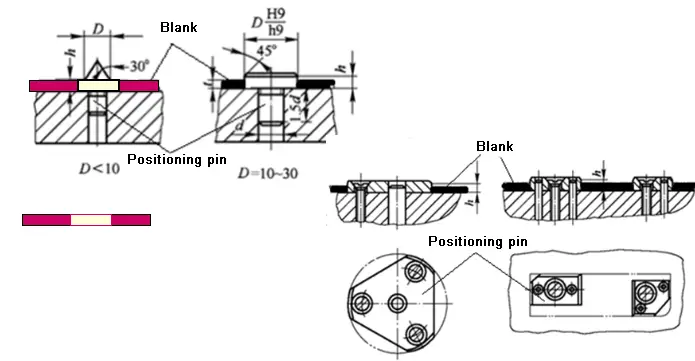
(3) placa de posicionamiento y pasador de posicionamiento
Posicionamiento mediante forma en blanco
Posicionamiento mediante forma interior en blanco
6.3 Diseño y selección estándar de las piezas de prensado, descarga y alimentación
La función consiste en sujetar la chapa y descargar o empujar las piezas y la chatarra
Dispositivo de descarga (cortador de residuos)
Dispositivo de empuje
Expulsión del dispositivo
Dispositivo de descarga
El objetivo es eliminar las partes o restos que quedan fuera de la matriz macho o hembra.
Según diferentes fuentes de fuerza de descarga:
Dispositivo de descarga rígido
Dispositivo de descarga flexible
Cuchilla de corte de residuos (para descargar al embutir piezas de cantos profundos)
(1) Dispositivo de descarga rígido (fijo)
Consiste en una placa (denominada placa de descarga), que se fija directamente en la matriz mediante tornillos y pasadores. La fuerza de descarga es causada por el impacto rígido entre la pieza en bruto de la placa y la placa de descarga. Es adecuado principalmente para la descarga de placas gruesas con gran fuerza de descarga y sin requisitos de planitud de la placa.
Principio de descarga del dispositivo de descarga rígido
La fuerza causada por el impacto rígido de la placa de descarga y el material se utiliza para la descarga.
Diseño de placa de descarga (rígida)
La forma y el tamaño de la forma exterior suelen ser los mismos que los de la matriz
La forma del agujero depende de la forma del punzón para este punzonado, y hay una holgura entre ambos. Si actúa al mismo tiempo como placa guía, se utiliza un ajuste de holgura de H7 / h6 con el punzón.
El grosor de la placa de descarga viene determinado por el grosor de la placa, véase la tabla siguiente.
Se recomienda que el material sea acero 45, y la dureza es de 43 ~ 48HRC.
Espesor de la chapa
t(mm)
Anchura de peladoB(mm)
≤50
50~80
80~125
125~200
>200
S
S'
S
S'
S
S'
S
S'
S
S'
0.8
6
8
6
10
8
12
10
14
12
16
0.8~1.5
6
10
8
12
10
14
12
16
14
18
1.5~3
8
–
10
–
12
–
14
–
16
–
3~4.5
10
–
12
–
14
–
16
–
18
–
>4.5
12
–
14
–
16
–
18
–
20
–
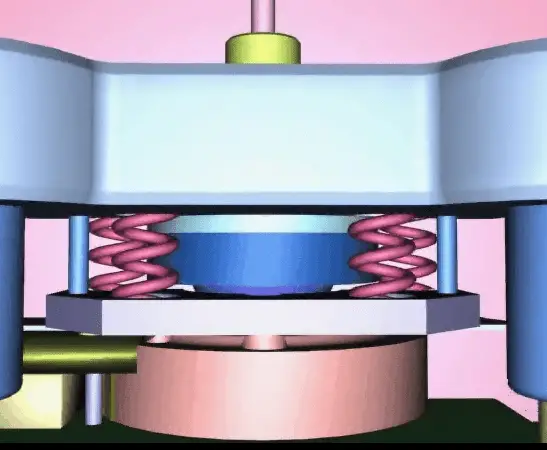
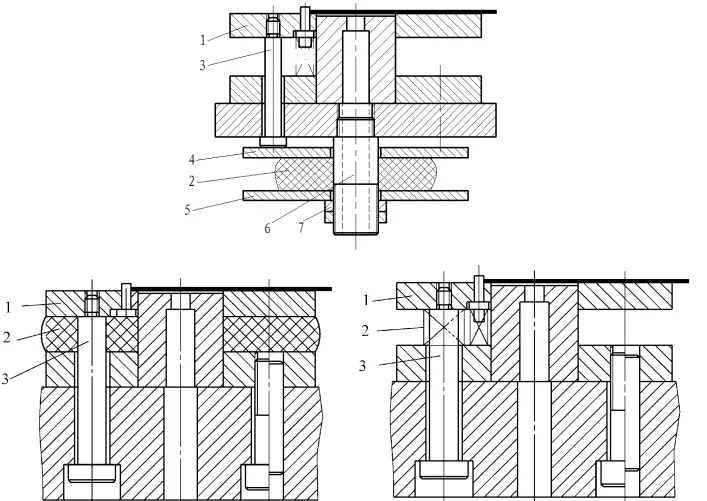
(2) Dispositivo de descarga elástica
Consta de una placa de descarga, un elemento elástico y un tornillo de descarga. Suele instalarse en el molde superior y también puede instalarse en el molde inferior.
La fuerza de descarga se debe a la compresión del elemento elástico.
Este tipo de placa de descarga se utiliza a menudo para punzonado con materiales finos, fuerza de descarga pequeña y requisitos de planitud de la placa.
Proceso de trabajo del dispositivo de descarga elástica
Varias formas estructurales del dispositivo de descarga elástica
El dispositivo de descarga se instala en el molde superior
Dispositivo de descarga instalado en el molde inferior
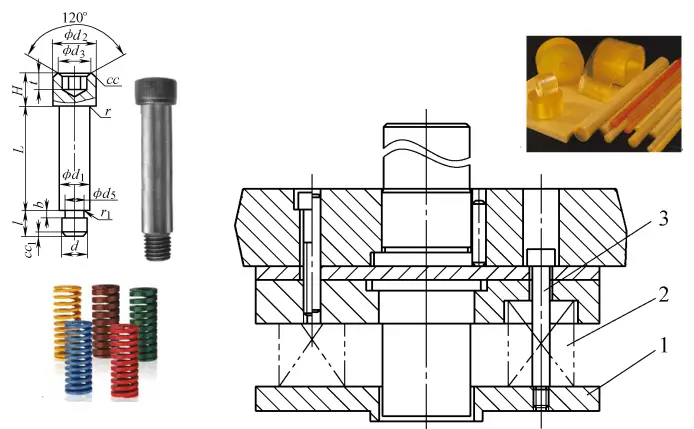
Hay que diseñar: placa de descarga, elemento elástico y tornillo de descarga.
En general, la forma y el tamaño de la placa de descarga son coherentes con la matriz. Si hay demasiados elementos elásticos o demasiado grandes, se permite aumentar el tamaño de la placa de descarga para facilitar la colocación del elemento elástico.
El patrón de agujeros de la placa de descarga coincide con la forma de la matriz de punzonado. Hay un cierto espacio entre ambas. El grosor de la placa de descarga depende del grosor de la placa perforada.
El tornillo de descarga es una pieza estándar (a diferencia del tornillo de fijación, que está dedicado al molde) y puede seleccionarse directamente de la norma.
Los elementos elásticos más utilizados son los muelles y las gomas, que son piezas estándar y pueden seleccionarse en función de las condiciones.
Conexión del dispositivo de descarga elástica-tornillo de descarga
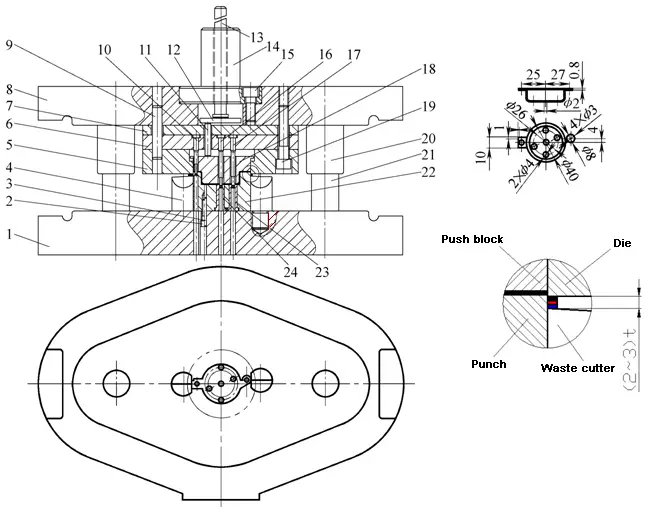
(3) Cuchilla de corte de residuos
Cuando corte la pieza estirada, utilice un cortador de chatarra para descargar.
La cuchilla de corte de residuos se instala normalmente en el borde de la punzón cortantey su filo de corte es aproximadamente 2 a 3 más grueso que el filo de corte. Al troquelar, el troquel presiona los residuos hacia abajo sobre el filo de corte de la cuchilla de corte para cortar los residuos para su descarga.
Estructura estándar de la cortadora de residuos
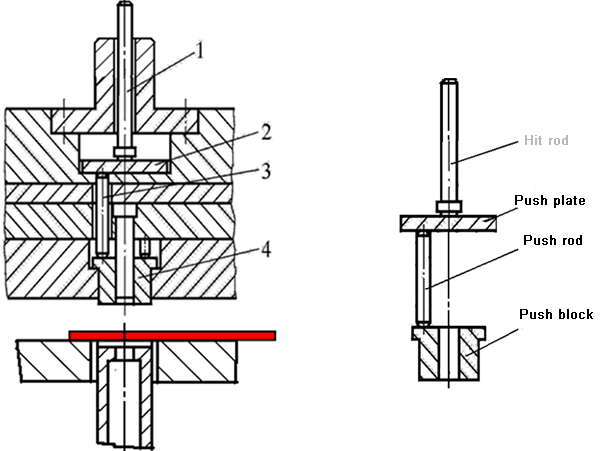
Dispositivo de empuje
Su función es empujar la pieza o la chatarra atascada en la cavidad de la matriz a lo largo de la dirección de punzonado.
En función de la fuente de la fuerza de empuje:
Empujador rígido
Empujador elástico
(1) Empujador rígido
Componentes del empujador rígido
Principio del empujador rígido
Diseño de un empujador rígido
Diseño del bloque empujador
Estructura de la placa de empuje: piezas estándar opcionales
Empujador elástico
Compuesto por elementos elásticos y bloques de empuje
Diseño necesario: bloque empujador y elemento elástico.
Dispositivo de expulsión
El efecto es expulsar el material atascado en la cavidad de la matriz en dirección contraria al punzonado.
Proceso de trabajo del dispositivo superior
6.4 Diseño de las piezas guía y selección de normas
Su función es garantizar el guiado del movimiento y determinar las posiciones relativas de las matrices superior e inferior. El objetivo es hacer que los troqueles macho entren correctamente en los troqueles hembra y que las holguras periféricas de los troqueles macho y hembra sean lo más uniformes posible.
Manguito guía de columna: manguito guía de columna deslizante; manguito guía de columna esférico
Placa guía
(1) Poste guía y guía de casquillo guía
Manguito de guía del poste guía deslizante
El manguito guía del poste guía deslizante es estándar
Montaje del poste guía deslizante y del manguito guía
Casquillo guía del poste guía de bolas
Guía de bolas
a) Guía de bolas
b) Jaula de bolas de acero
Guía de bolas
La posición de instalación del manguito guía del poste guía de la bola en el molde
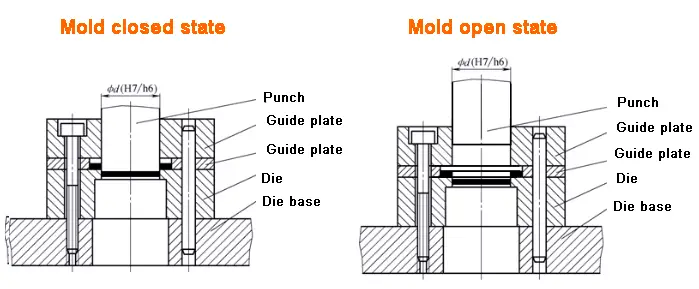
(2) Guía de la placa guía
La placa guía es una placa de descarga rígida.
La diferencia es que la separación entre la placa guía y el punzón es de H7/h6. Para que la placa guía desempeñe una función de guía, la placa guía debe tener suficiente longitud de contacto con el punzón. El espesor H se toma generalmente como:
H = (0.8~1) Hmorir (Hmorir es el espesor de la matriz)
Al mismo tiempo, durante todo el proceso de trabajo del molde (incluido el retorno del molde), el punzón y el orificio de la placa guía no se separan.
6.5 Diseño y selección estándar de piezas de conexión y fijación
La función consiste en fijar los troqueles macho y hembra en los troqueles superior e inferior, y los troqueles superior e inferior en la prensa. incluyen:
Base del molde (marco)
Mango del troquel
Tampón
Placa de fijación
Tornillo
Pin
(1) Base del molde
Hay una base de molde superior y una base de molde inferior, que se utilizan para ensamblar y soportar las piezas utilizadas para el molde superior o el molde inferior.
Encofrado estándar
Base superior del molde
Base inferior del molde
Puesto de guía
Manguito guía
En función del ajuste del poste guía y del manguito guía, el encofrado estándar incluye:
Encofrado deslizante
Encofrado guía rodante
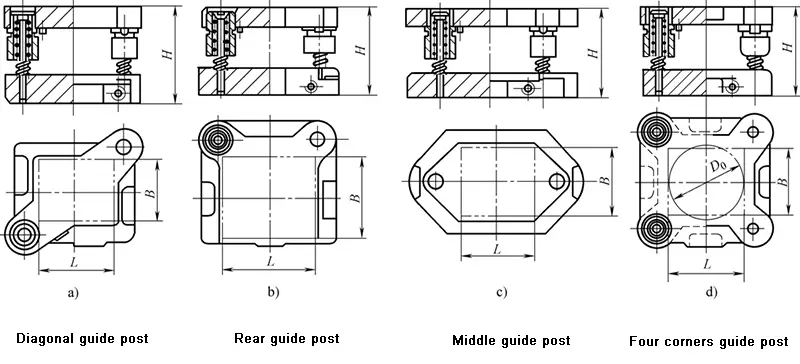
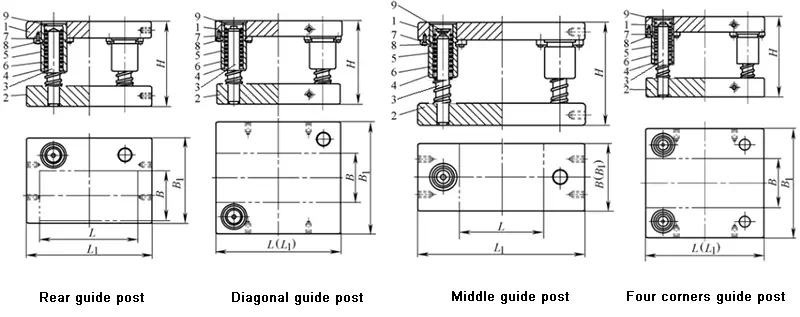
Dependiendo de la posición del poste guía y del manguito guía, el encofrado estándar incluye:
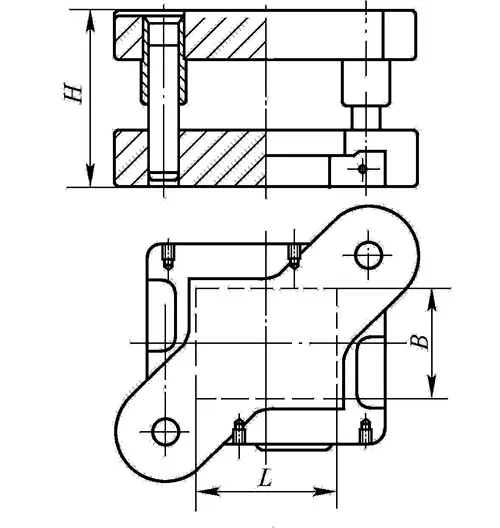
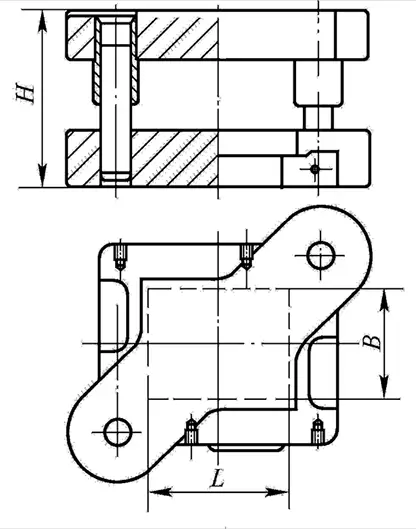
Encofrado de pilares guía diagonales
Encofrado de poste guía trasero
Encofrado de poste guía intermedio
Encofrado de poste guía de cuatro esquinas
Base de molde estándar: base de molde superior, base de molde inferior, poste guía, manguito guía
Guía deslizante encofrado estándar
Encofrado deslizante de acero
Principio de selección de la base del molde: Seleccionar en función del perímetro del molde
(2) Piezas estándar del mango del molde
Su función es fijar el molde superior en la corredera de la prensa, lo que suele aplicarse a moldes pequeños y medianos.
Las asas estándar más comunes son:
Asa de molde a presión
Mango de molde atornillable
Empuñadura del molde de brida
Asa de molde flotante
El material del molde se recomienda utilizar acero Q235A o #45.
Principio de selección: el diámetro del orificio del mango de la prensa
Cuatro estructuras estándar de mangos de molde comunes
(3) Placa fija
Su función es instalar y fijar pequeños moldes macho o hembra, y finalmente instalarlos en la base del molde superior o en la base del molde inferior en su conjunto.
Es una pieza estándar y está disponible en dos tipos: rectangular y circular.
Diseño de la placa de fijación
La selección de la placa de fijación del troquel macho se basa en la forma y el tamaño del troquel hembra.
El tamaño plano de la placa fija es el mismo que el de la matriz, y el grosor es generalmente de 0,6 a 0,8 veces el grosor de la matriz.
Los orificios de montaje y los punzones de la placa de fijación adoptan un ajuste de transición H7 / m6 o H7 / n6 o H7 / m5. Después del prensado, las superficies extremas de la placa de fijación y la placa de fijación se rectifican juntas.
Se recomienda utilizar acero 45 como material de la placa de fijación, y la dureza del tratamiento térmico es de 28 ~ 32HRC.
Placa de fijación rectangular
(4) Placa de apoyo
Está situado entre los moldes convexo y cóncavo y la base del molde, y soporta y dispersa la carga de prensado para evitar que las bases superior e inferior del molde sean presionadas fuera del hueco.
El uso de una almohadilla en el molde depende de dos condiciones:
La presión unitaria generada por la superficie del extremo fijo del punzón sobre la base del molde supera la presión que puede soportar la base del molde.
Es decir: σ = P / F≥ [σpress]
El uso de un dispositivo de empuje rígido en el molde superior requiere el mecanizado de orificios en la base del molde.
Diseño de placas
La placa de respaldo es una pieza estándar, que tiene una placa de respaldo redonda (JB / T7643.6-2008) y una placa de respaldo rectangular (JB / T7643.6-2008).
La base de selección es la forma y el tamaño del troquel.
El tamaño plano de la placa de soporte es el mismo que el de la matriz, y el grosor suele ser de 5-12 mm.
Se recomienda el acero 45 como material, y la dureza del tratamiento térmico es de 43 ~ 45HRC.
Cuando se diseña un molde compuesto, a veces debe instalarse una almohadilla entre los moldes convexo y cóncavo y la base del molde.
Placa de apoyo estándar
(5) Tornillos y pasadores: piezas estándar
Las piezas de fijación del molde incluyen principalmente tornillos y pasadores. El tornillo conecta principalmente las piezas del molde para formar un todo, y el pasador desempeña la función de posicionamiento. Los tornillos hexagonales son la mejor opción para los tornillos. Los pasadores cilíndricos suelen utilizarse como clavijas. En el diseño, no debe haber menos de dos pasadores cilíndricos.
La distancia entre el pasador y el tornillo no debe ser demasiado pequeña para evitar que disminuya la resistencia. Las especificaciones, cantidades, distancias y otras dimensiones de los tornillos y pasadores del molde pueden diseñarse tomando como referencia la combinación típica de matriz en frío de la norma nacional.
El diámetro del tornillo viene determinado por el grosor de la matriz.
Selección del diámetro del tornillo
Espesor del troquel
<13
13-19
19-25
25-32
>32
Diámetro del tornillo
M4,M5
M5,M6
M6,M8
M8,M10
M10,M12
Selección y comprobación del equipo de corte
7.1 Selección de equipos
La selección se basa en el tamaño de la fuerza del proceso de cegado y la estructura del molde.
Los pasos de la selección son:
(1) Calcular la fuerza de corte total F total en función de las características de la estructura del molde.
Cuando se utiliza el dispositivo de descarga rígido y el método de descarga inferior, la fuerza total del proceso de blanking es:
Ftotal=F+FT
Cuando se utiliza el dispositivo de descarga elástica y el método de descarga superior, la fuerza total del proceso de blanking es:
Ftotal=F+FX+FD
Cuando se utiliza el dispositivo de descarga elástica y el método de descarga inferior, la fuerza total del proceso de blanking es:
Ftotal=F+FX+FT
(2) Compruebe los datos del equipo en función de la potencia total del proceso de blanking, establezca la presión nominal F del equipo ≥ Ftotaly, a continuación, seleccione inicialmente el equipo y obtenga los parámetros pertinentes del mismo.
7.2 Equipo primario seleccionado tras la comprobación
(1) Compruebe la altura de cierre
(2) Comprobación del tamaño del plano
(3) Compruebe el tamaño del orificio del asa del molde
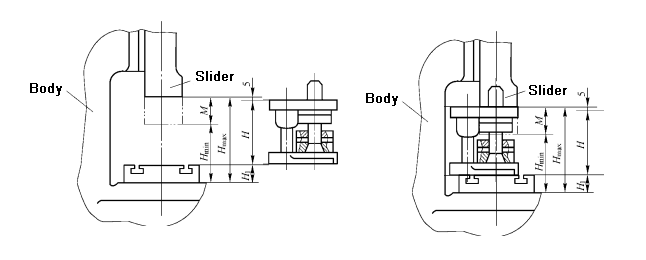
La altura de cierre de la prensa se refiere a la distancia entre la superficie inferior de la corredera y la superficie superior de la mesa cuando la corredera se encuentra en la posición límite inferior. La altura de cierre de la prensa tiene una altura de cierre máxima Hmax y una altura mínima de cierre Hmin.
La altura de cierre H del molde se refiere a la distancia entre el plano inferior de la base inferior del molde y el plano superior de la base superior del molde cuando el molde está en el polo inferior de la posición de trabajo.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha planteado alguna vez el potencial de cambio de la tecnología de servoprensa en la fabricación? En este artículo, exploraremos cómo estas máquinas avanzadas están revolucionando la industria, ofreciendo una precisión sin precedentes, eficiencia,...
¿Alguna vez se ha preguntado cómo se fabrican las máquinas que dan forma a nuestro mundo? Este blog le lleva de viaje por los principales fabricantes de punzonadoras. Aprenderá sobre...
Como ingeniero, usted sabe que el diablo está en los detalles cuando se trata de diseñar y fabricar maquinaria. Un aspecto crucial que puede determinar la calidad...
La selección del utillaje de punzonado de torreta adecuado puede afectar significativamente a la eficacia de su producción y a la calidad de sus productos. ¿Tiene problemas con las rebabas o el desgaste de las matrices en su procesamiento de chapas metálicas? Esta guía...
¿Qué empresa encabeza la lista de fabricantes de máquinas ferralladoras? Este artículo explora las marcas líderes del sector, detallando su historia, innovaciones y oferta de productos. Al leerlo, obtendrá información...
¿Alguna vez se ha preguntado cómo se fabrican las piezas metálicas de su coche o sus electrodomésticos? La estampación metálica, un proceso que consiste en dar forma a láminas de metal con matrices, es la clave. Este método ofrece...
¿Se ha preguntado alguna vez cómo se fabrican los coches de forma tan rápida y segura? Este artículo desvela la magia que se esconde detrás de las líneas de producción automatizadas de estampación, en las que los robots sustituyen a la mano de obra, aumentando la eficiencia...
¿Qué materiales hacen que las matrices de estampación sean robustas y precisas? Las matrices de estampación requieren una gran durabilidad y precisión, y materiales como el acero, el carburo y diversas aleaciones desempeñan un papel fundamental. Este artículo explora...
¿Le intrigan las maravillas de la estampación metálica? En esta entrada del blog, nos sumergimos en el fascinante mundo del rebordeado, el cuello y el abombado de orificios. Nuestro experto ingeniero mecánico le guiará...