Tratamiento de superficies metálicas 101: Conceptos básicos
¿Alguna vez se ha preguntado cómo resisten el desgaste los objetos metálicos cotidianos? Este artículo descubre el fascinante mundo de los procesos de tratamiento de superficies metálicas. Desde mejorar la durabilidad hasta añadir funciones especiales, descubra cómo estas técnicas transforman materiales ordinarios en componentes extraordinarios. Sumérjase para conocer la ciencia que hay detrás de la modificación de superficies, la aleación, las películas de conversión y los recubrimientos, y cómo revolucionan la ingeniería moderna.
El tratamiento de superficies es un sofisticado proceso de ingeniería que aprovecha tecnologías avanzadas de la física, la química, la metalurgia y la ciencia de los materiales para modificar las propiedades superficiales de los componentes. El objetivo de este enfoque interdisciplinar es mejorar las características de la superficie manteniendo o mejorando las propiedades del material base, con el fin último de cumplir unos requisitos de rendimiento predeterminados.
Las principales funciones del tratamiento de superficies son:
Rendimiento mejorado:
Mejoran significativamente la resistencia a la corrosión y al desgaste
Mitigar, eliminar o reparar la degradación y los daños superficiales.
Prolongue la vida útil y la fiabilidad de los componentes en entornos difíciles
Ingeniería funcional de superficies:
Impartir propiedades especializadas a materiales ordinarios, como: - Dureza y tenacidad mejoradas - Mayor conductividad térmica o eléctrica - Mayor lubricidad o hidrofobicidad
Habilitar funcionalidades avanzadas como superficies autolimpiables o antiincrustantes
Beneficios económicos y medioambientales:
Optimizar la eficiencia energética en aplicaciones de fabricación y uso final
Reducir los costes globales de producción mediante la sustitución de materiales y la prolongación de la vida útil de los productos.
Mejorar la sostenibilidad medioambiental minimizando los residuos y el consumo de recursos.
Mejora estética:
Conseguir los acabados superficiales, texturas o colores deseados para mejorar el aspecto del producto.
Los procesos de tratamiento de superficies abarcan una amplia gama de técnicas, entre las que se incluyen: - Tratamientos químicos: Anodizado, fosfatado, deposición química de vapor (CVD) - Tratamientos físicos: Deposición física de vapor (PVD), pulverización de plasma, implantación iónica - Tratamientos mecánicos: Shot peening, bruñido, láser shock peening - Tratamientos térmicos: Nitruración, carburación, templado a la llama
2. Clasificación del proceso de tratamiento de superficies metálicas
Puede dividirse en cuatro categorías: tecnología de modificación de superficies, tecnología de aleación de superficies, tecnología de películas de conversión de superficies y tecnología de revestimiento de superficies.
1. Tecnología de modificación de superficies
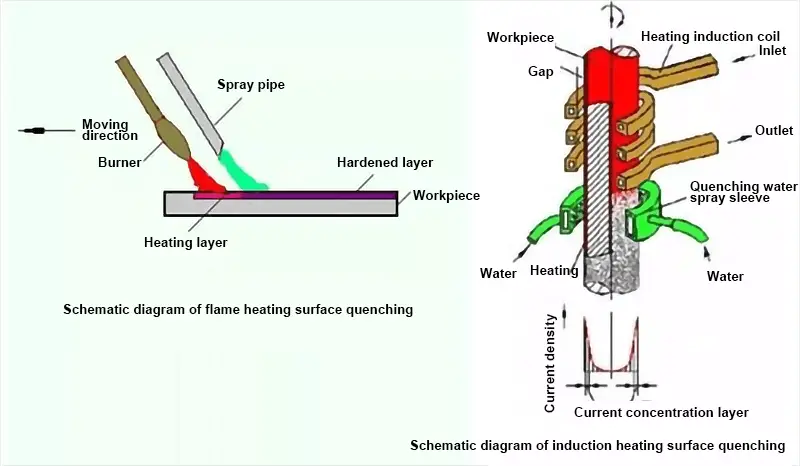
1. Enfriamiento superficial
El temple superficial se refiere al método de tratamiento térmico de austenitización de la capa superficial mediante calentamiento rápido y temple para reforzar la superficie de las piezas sin cambiar la composición química ni la estructura del núcleo del acero.
Los principales métodos de temple superficial son el temple a la llama y el calentamiento por inducción.
Las fuentes de calor habituales son las llamas oxiacetilénicas u oxipropánicas.
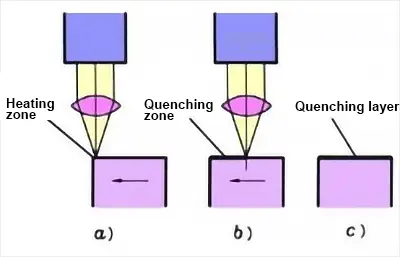
2. Fortalecimiento de la superficie con láser
El refuerzo de superficies por láser es el proceso de utilizar un rayo láser focalizado para irradiar la superficie de una pieza de trabajo, calentando el material de la superficie, extremadamente fino, hasta una temperatura superior a la temperatura de transformación de fase o punto de fusión en un tiempo muy corto. A continuación, el material se enfría rápidamente para endurecer y reforzar la superficie de la pieza.
El refuerzo superficial por láser puede dividirse en tratamiento de refuerzo por transformación de fase por láser, tratamiento de aleación superficial por láser y revestimiento láser tratamiento.
El reforzamiento superficial por láser tiene una zona afectada por el calor pequeña, una deformación pequeña y un funcionamiento cómodo. Se utiliza principalmente para el refuerzo local de piezas, tales como matrices de corte, cigüeñales, levas, árboles de levas, ejes estriados, carriles guía de instrumentos de precisión, cortadores de acero de alta velocidad, engranajes y camisas de cilindros de motores de combustión interna.
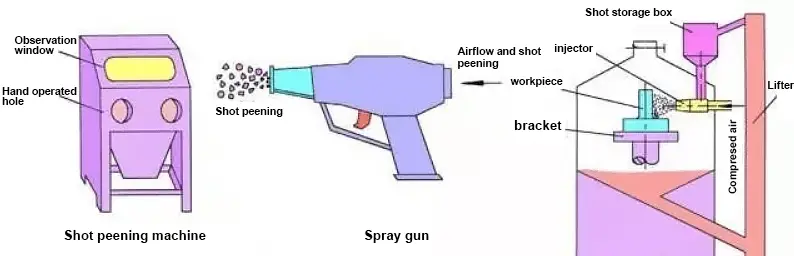
El shot peening es una tecnología de refuerzo que consiste en pulverizar un gran número de partículas móviles a alta velocidad sobre la superficie de las piezas. Este proceso crea innumerables impactos pequeños en la superficie metálica, induciendo la deformación plástica en las regiones superficiales y subsuperficiales de las piezas para lograr el refuerzo.
Función:
Mejorar la resistencia mecánica, la resistencia al desgaste, la resistencia a la fatiga y la resistencia a la corrosión de las piezas;
Se utiliza para la extinción de superficies y la desincrustación;
Elimine el tensión residual de piezas de fundición, forja y soldadura.
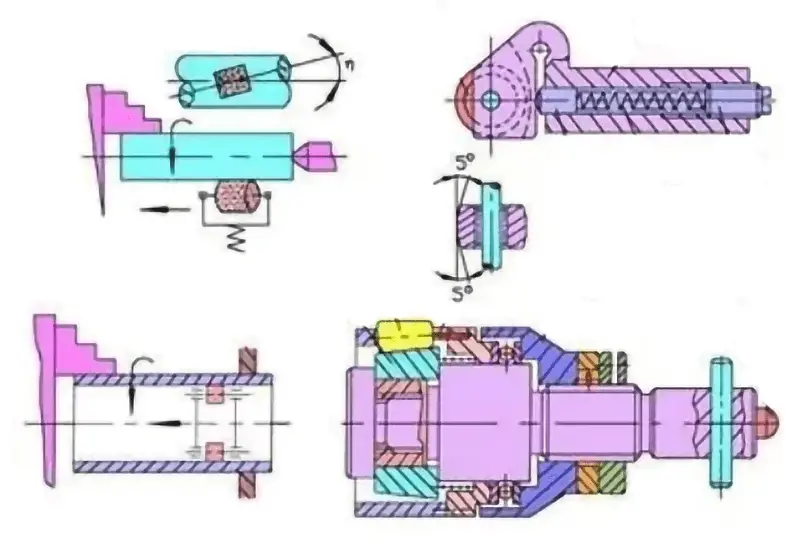
4. Rodando
El laminado es un proceso de tratamiento de superficies en el que rodillos duros o rodillos se presionan sobre la superficie giratoria de la pieza a temperatura ambiente y se mueven a lo largo de la dirección del bus para deformar plásticamente y endurecer la superficie de la pieza, con el fin de obtener una superficie precisa, lisa y reforzada o un patrón específico.
Aplicación: superficie cilíndrica, superficie cónica, plano y otras piezas con forma relativamente simple.
5. 5. Trefilado
El trefilado de alambres es un método de tratamiento de superficies que consiste en hacer pasar el metal a través de una matriz bajo una fuerza externa, comprimiendo el área transversal del metal y obteniendo la forma y el tamaño del área transversal requeridos, lo que se denomina proceso de trefilado de alambres metálicos.
El trefilado puede hacerse en líneas rectas, líneas aleatorias, ondulaciones y líneas en espiral según las necesidades de decoración.
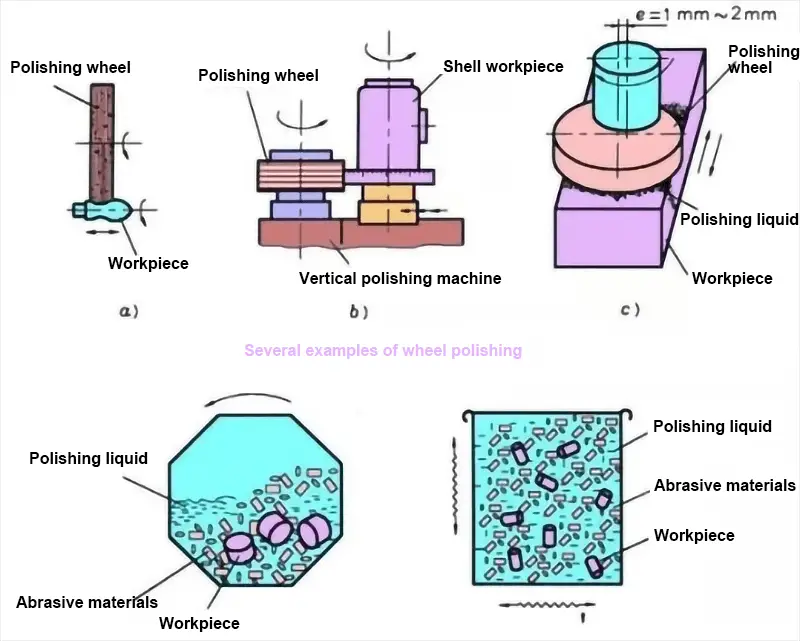
6. Pulido
El pulido es un método de acabado utilizado para modificar la superficie de las piezas. Generalmente, sólo puede conseguir una superficie lisa y no puede mejorar o incluso mantener la precisión de mecanizado original. Con diferentes condiciones de preprocesado, el valor Ra (una medida de rugosidad superficial) tras el pulido puede alcanzar de 1,6 a 0,008 μm.
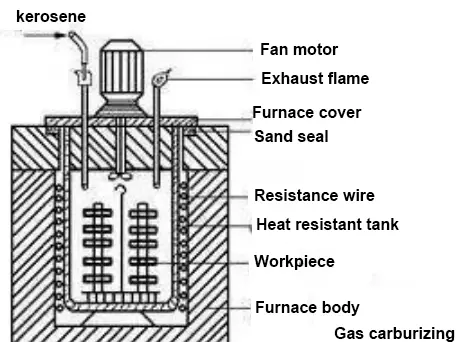
El proceso típico de la tecnología de aleación superficial es el tratamiento térmico superficial químico.
Es un proceso de tratamiento térmico que consiste en colocar la pieza en un medio específico para calentarla y aislarla. Esto permite que los átomos activos del medio penetren en la superficie de la pieza y cambien su composición y organización químicas. Este proceso altera la superficie de la pieza, lo que a su vez modifica su rendimiento.
En comparación con el temple superficial, el tratamiento térmico superficial químico no sólo modifica la estructura superficial del acero, sino que también altera su composición química.
La carburación y la nitruración pueden clasificarse en elementos múltiples y otros elementos en función de los distintos elementos utilizados.
El proceso de tratamiento térmico químico comprende tres etapas fundamentales: descomposición, absorción y difusión.
Los dos métodos principales de tratamiento térmico superficial químico son la carburación y la nitruración.
Comparación
Carburización
Nitruración
Objetivo
Mejorar la dureza de la superficie, la resistencia al desgaste y resistencia a la fatiga de la pieza, manteniendo al mismo tiempo una buena tenacidad del corazón.
Mejorar la dureza superficial, la resistencia al desgaste y la resistencia a la fatiga de la pieza, y mejorar la resistencia a la corrosión.
Material
Acero con bajo contenido en carbono que contiene 0,1 ~ 0,25% C. Un alto contenido en carbono reduce la tenacidad del núcleo.
Es un acero de carbono medio que contiene Cr, Mo, Al, Ti y V.
Se utiliza ampliamente en piezas mecánicas como aviones, automóviles y tractores; como ejes de engranajes, árboles de levas, etc.
Se utiliza para piezas con elevados requisitos de resistencia al desgaste y precisión y piezas resistentes al calor, al desgaste y a la corrosión. Tales como eje pequeño de instrumento, engranaje de carga ligera y cigüeñal importante, etc.
3. Tecnología de películas de conversión superficial
1. Ennegrecimiento y fosfatado
Ennegrecimiento:
El proceso de calentar acero o piezas de acero a una temperatura adecuada en aire, vapor o productos químicos para formar una película de óxido azul o negro en su superficie se conoce como "azulado". El acero o las piezas de acero también pueden volverse azules durante el proceso.
Fosfatado:
El fosfatado es un proceso en el que una pieza de trabajo de acero, aluminio o zinc se sumerge en una solución de fosfatado (normalmente una solución a base de fosfato ácido) y se deposita en la superficie una película cristalina de conversión de fosfato insoluble en agua.
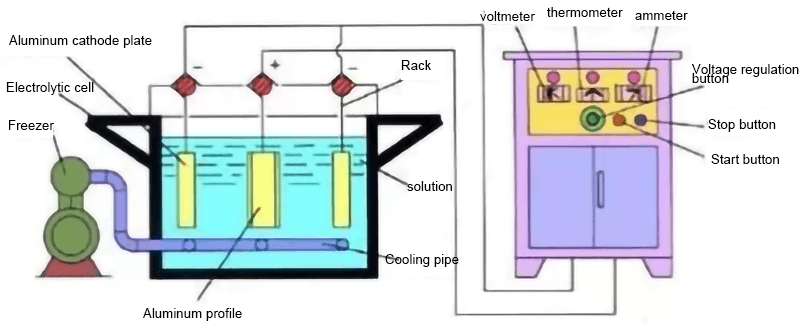
2. Oxidación anódica
Se refiere principalmente al proceso de creación de una capa de óxido en la superficie del aluminio y sus aleaciones.
Durante el anodizado, las piezas de aluminio o aleación de aluminio se sumergen en un electrolito ácido y actúan como ánodo bajo la influencia de corriente externa. Esto da lugar a la formación de una película anticorrosión y de oxidación que se combina firmemente con el sustrato en la superficie de las piezas.
Esta película de óxido posee propiedades únicas como protección, decoración, aislamiento y resistencia al desgaste.
Antes del anodizado, se procederá al pulido, desengrasado, limpieza y otros tratamientos previos, seguidos del lavado, la coloración y el sellado.
Aplicación: Se utiliza habitualmente en el tratamiento protector de algunas piezas especiales de automóviles y aviones, así como en el tratamiento decorativo de productos de artesanía y ferretería de uso cotidiano.
4. Tecnología de revestimiento de superficies
1. Pulverización térmica
La pulverización térmica consiste en calentar y fundir metal o materiales no metálicos.materiales metálicos y soplándolos continuamente sobre la superficie de la pieza con gas comprimido. Así se crea un revestimiento que se combina firmemente con el sustrato, lo que permite que la superficie de la pieza adquiera las propiedades físicas y químicas necesarias.
La tecnología de pulverización térmica puede mejorar la resistencia al desgaste, la resistencia a la corrosión, la resistencia al calor y el aislamiento de los materiales.
Aplicaciones: aeroespacial, energía atómica, electrónica y otras tecnologías de vanguardia en casi todos los campos.
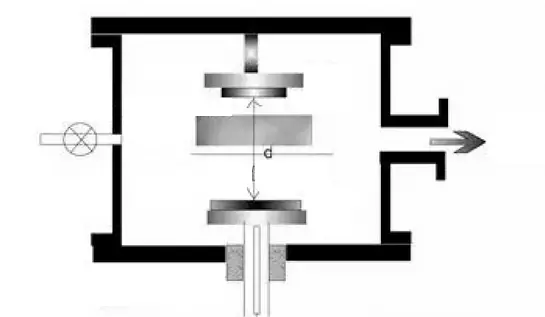
2. Revestimiento al vacío
El revestimiento al vacío es un proceso de tratamiento de superficies que consiste en depositar diversas películas metálicas y no metálicas sobre una superficie metálica mediante destilación o pulverización catódica en condiciones de vacío.
El revestimiento al vacío puede producir revestimientos superficiales muy finos. Además, ofrece ventajas como alta velocidad, buena adherencia y menos contaminación.
Principio del metalizado por pulverización catódica en vacío
Según los distintos procesos, el revestimiento al vacío puede dividirse en evaporación al vacío, pulverización catódica al vacío y revestimiento iónico al vacío.
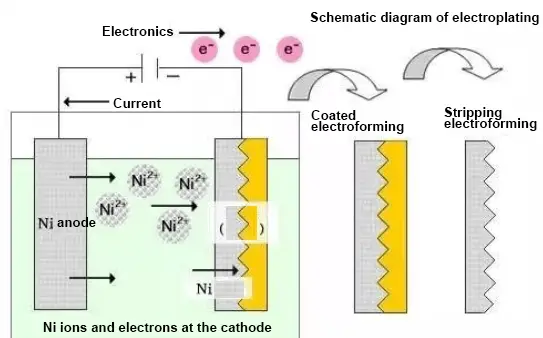
3. Galvanoplastia
La galvanoplastia es un proceso electroquímico y redox.
Para ilustrar el niquelado: las piezas metálicas se sumergen en una solución de sal metálica (NiSO4) como cátodo, mientras que la placa metálica de níquel sirve de ánodo. Al conectar la fuente de alimentación de CC, se depositará un recubrimiento de níquel metálico sobre las piezas.
Los métodos de galvanoplastia se clasifican en galvanoplastia ordinaria y galvanoplastia especial.
4. Deposición de vapor
La tecnología de deposición de vapor es una novedosa tecnología de recubrimiento que utiliza métodos físicos o químicos para depositar sustancias en fase vapor que contienen elementos de deposición sobre la superficie de los materiales. De este modo se crean películas finas.
La tecnología de deposición de vapor se clasifica en deposición física de vapor (PVD) y deposición química de vapor (CVD) en función de los diferentes principios del proceso de deposición.
Deposición física de vapor (PVD)
La deposición física de vapor es una tecnología que consiste en vaporizar materiales en átomos, moléculas o iones mediante métodos físicos en condiciones de vacío. Posteriormente, se deposita una fina película sobre la superficie de los materiales mediante el proceso de vaporización.
La tecnología de deposición física comprende tres métodos fundamentales: evaporación al vacío, pulverización catódica y metalizado iónico.
Deposición química en fase vapor (CVD)
La deposición química de vapor es un proceso que implica conformado de metales o películas compuestas sobre la superficie de un sustrato mediante la interacción entre el gas mezclado y la superficie del sustrato a una temperatura específica.
Las películas de deposición química de vapor se utilizan ampliamente en diversas industrias, como la fabricación mecánica, la industria aeroespacial, el transporte y la industria química del carbón. Estas películas poseen propiedades únicas, como buena resistencia al desgaste, resistencia a la corrosión, resistencia al calor y propiedades eléctricas y ópticas.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado por el fascinante mundo de la dureza de los metales? En esta entrada del blog, nos adentraremos en los fascinantes conceptos y métodos de medición y mejora de la dureza de...
¿Alguna vez se ha preguntado cómo calcular con precisión el peso del acero o del metal para sus proyectos? En esta entrada del blog, exploraremos el fascinante mundo del cálculo del peso del acero....
¿Qué hace que un metal sea el más fuerte? En este artículo exploramos el fascinante mundo de los metales, desde la incomparable resistencia a la tracción del tungsteno hasta la increíble resistencia a la corrosión del titanio. Descubra cómo estos poderosos...
¿Cómo evoluciona la chapa metálica desde la materia prima hasta los intrincados componentes de nuestros dispositivos cotidianos? Este artículo se adentra en el fascinante mundo de la fabricación de chapas metálicas, explorando materiales como el SPCC,...
¿Alguna vez se ha preguntado por qué algunos metales son perfectos para su proyecto y otros no? En este artículo analizamos los factores clave para seleccionar el material metálico adecuado para su...
¿Se ha preguntado alguna vez qué secretos esconden las relucientes superficies de los metales? En este fascinante artículo nos adentramos en los entresijos del análisis de la composición de los metales. Nuestro experto autor,...
El punto de fusión es un factor crítico que hay que tener en cuenta al procesar materiales metálicos. Se define como la temperatura a la que una sustancia pura pasa de sólido a...
¿Alguna vez se ha preguntado qué significan esos números que aparecen en las chapas metálicas? En este artículo, nos sumergiremos en el mundo del calibre de la chapa y desmitificaremos este aspecto esencial de la metalurgia....
Los metales se clasifican en ferrosos y no ferrosos, cada uno con propiedades y usos únicos. Este artículo explora las características, aplicaciones y datos fascinantes de estos metales, desde el hierro común hasta...