En comparación con el mecanizado de superficies cilíndricas externas, las condiciones para el mecanizado de agujeros son mucho peores, lo que hace que las operaciones de agujeros sean más difíciles que el mecanizado cilíndrico externo. Esto se debe a:
1) El tamaño de la herramienta para el mecanizado de orificios está restringido por las dimensiones del orificio, lo que provoca una rigidez deficiente, que puede dar lugar fácilmente a flexiones, deformaciones y vibraciones.
2) Cuando se mecanizan orificios con una herramienta de tamaño fijo, el tamaño del orificio mecanizado suele depender directamente del tamaño de la herramienta. Cualquier error de fabricación o desgaste de la herramienta afectará directamente a la precisión del orificio mecanizado.
3) Durante el mecanizado de orificios, la zona de corte se encuentra dentro de la pieza, lo que da lugar a unas condiciones deficientes de evacuación de virutas y disipación del calor, lo que dificulta el control de la precisión del mecanizado y la calidad de la superficie.
1. Taladrado y escariado
(1) Perforación
Perforación es la operación principal para hacer agujeros en materiales sólidos, con un diámetro de perforación típico inferior a 80 mm. Existen dos métodos de taladrado: rotación de la broca y rotación de la pieza.
Los errores producidos por estos métodos difieren.
En el método de rotación de la broca, el eje central del agujero puede desviarse o desalinearse debido a los bordes de corte asimétricos y a la rigidez insuficiente de la broca, aunque el diámetro permanece esencialmente invariable.
En cambio, con el método de rotación de la pieza, cualquier desalineación de la broca provocará cambios de diámetro, pero el eje central del orificio permanece recto.
Entre las herramientas de perforación más comunes se encuentran las brocas helicoidales, las brocas de centrado y las brocas de perforación profunda. La más utilizada es la broca espiralcon diámetros de Φ0,1-80 mm.
Debido a las limitaciones de diseño, las brocas presentan una baja rigidez a la flexión y a la torsión. Junto con un centrado deficiente, la precisión del taladrado suele ser sólo de IT13~IT11.
En rugosidad superficial también es relativamente alto, normalmente entre Ra 50~12,5μm. El taladrado se utiliza principalmente para orificios con menores requisitos de calidad, como orificios para pernos, orificios inferiores roscados y orificios para aceite.
Para orificios que requieran una mayor precisión y calidad superficial, deben aplicarse operaciones posteriores como escariado, mandrinado o rectificado.
(2) Escariado
El escariado se utiliza para seguir procesando orificios ya taladrados, fundidos o forjados con el fin de aumentar su diámetro y mejorar su calidad de mecanizado.
Puede servir como paso previo al mecanizado de agujeros de precisión o como proceso final para agujeros con requisitos menores. Los escariadores se parecen a las brocas helicoidales, pero tienen más dientes y carecen de filos transversales.
En comparación con la perforación, el escariado presenta las siguientes características:
1) Los escariadores tienen múltiples dientes (3-8) que garantizan un mejor guiado y un corte más estable.
2) Sin filos transversales, los escariadores ofrecen mejores condiciones de corte.
3) Debido a los menores márgenes de mecanizado, las ranuras para virutas pueden ser menos profundas y el núcleo del escariador puede ser más grueso, lo que garantiza una mayor resistencia y rigidez.
La precisión del escariado suele estar entre IT11~IT10, con una rugosidad superficial que oscila entre Ra 12,5~6,3μm. El escariado suele utilizarse para orificios con diámetros inferiores a 30 mm.
Para agujeros de mayor diámetro (D ≥30mm), se utiliza inicialmente una broca más pequeña (0,5-0,7 veces el diámetro del agujero), seguida del escariador correspondiente para mejorar la calidad y la eficiencia del mecanizado.
Además de agujeros cilíndricos, pueden utilizarse escariadores especiales para mecanizar agujeros avellanados y caras planas. Suelen contar con una columna guía que utiliza un orificio premecanizado como guía.
2. Perforación
El mandrinado es uno de los métodos de mecanizado de precisión para agujeros y se aplica ampliamente en la fabricación.
Para orificios más pequeños, en comparación con el rectificado cilíndrico interno y el mandrinado fino, el escariado es un método más económico y práctico.
(1) Herramientas de perforación
Las herramientas de mandrinar suelen ser de dos tipos: manuales y mecánicas. Las herramientas manuales tienen un mango recto con una parte de trabajo más larga que proporciona un mejor guiado. Las herramientas accionadas a máquina tienen un mango o un diseño de encaje. Las herramientas de mandrinar pueden mecanizar orificios cilíndricos y cónicos.
(2) Proceso de perforación y aplicaciones
La cantidad de material que se deja para el mandrinado influye significativamente en la calidad del mandrinado. Demasiado material aumenta la carga y el desgaste de la herramienta, lo que provoca un acabado superficial y una tolerancia dimensional deficientes.
Demasiado poco material no eliminará las marcas de herramienta de la operación anterior, no mejorando la calidad del agujero.
Generalmente, el mandrinado basto requiere una tolerancia de 0,35~0,15 mm, mientras que el mandrinado fino requiere 0,15~0,05 mm.
Para evitar la acumulación de virutas, el mandrinado suele utilizar velocidades de corte más bajas (para herramientas de acero rápido que trabajan en acero y fundición, v<8m/min).
La velocidad de avance depende del diámetro del agujero; los agujeros más grandes exigen velocidades de avance más altas, normalmente entre 0,3~1 mm/r para herramientas de acero rápido en acero y fundición.
Adecuado fluidos de corte son esenciales durante el mandrinado para la refrigeración, la lubricación y la evacuación de virutas, a fin de evitar la acumulación de virutas y garantizar su evacuación a tiempo.
En comparación con el rectificado y el mandrinado de precisión, el escariado ofrece mayores índices de producción y un mantenimiento de precisión más sencillo.
Sin embargo, el escariado no puede corregir los errores de posición en el eje del agujero, que deben garantizarse mediante la operación anterior. El escariado es inadecuado para agujeros escalonados y agujeros ciegos.
La precisión de los orificios escariados suele estar entre IT9~IT7, con una rugosidad superficial que oscila entre Ra 3,2~0,8μm.
Para orificios de tamaño medio que requieren una mayor precisión (como el IT7), la secuencia de taladrado, fresado y perforación es un método de fabricación típico.
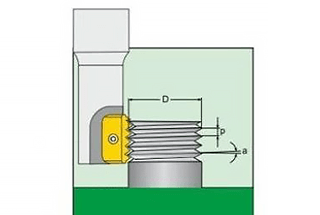
3. Trepanación
El trepanado es un método de mecanizado que amplía orificios prefabricados utilizando un herramienta de corte. Esta operación puede realizarse tanto en una trepanadora como en un torno.
1. Métodos de trepanación
Existen tres métodos distintos de trepanación.
1) La pieza gira mientras la herramienta avanza linealmente. Este método se utiliza principalmente en tornos.
Una característica de este método es que la línea central del orificio mecanizado se alinea con el eje de rotación de la pieza.
En redondez del agujero depende principalmente de la precisión de la rotación del husillo principal del torno, mientras que el error geométrico axial está influido por la precisión de la dirección de avance de la herramienta con respecto al eje de rotación de la pieza.
Este método es ideal para mecanizar orificios que requieren concentricidad con superficies externas.
2) La herramienta gira mientras la pieza avanza linealmente. El husillo de la trepanadora acciona la rotación de la herramienta, y la mesa de trabajo desplaza la pieza hacia delante.
3) La herramienta gira y avanza simultáneamente. En este método, la longitud del saliente de la barra de trepanado cambia, lo que provoca fuerzas y deformaciones variables en la barra. El diámetro del agujero cerca de la caja del husillo es mayor que más lejos, lo que da lugar a un agujero cónico.
Además, a medida que aumenta la longitud del voladizo, también aumentan las deformaciones por flexión debidas al peso del husillo, lo que provoca flexiones en el eje del orificio mecanizado. Este método sólo es adecuado para orificios más cortos.
2. Trepanación de diamantes
En comparación con el trepanado general, el trepanado diamantado se caracteriza por un menor retrocorte, menores velocidades de avance y mayores velocidades de corte.
Puede lograr una gran precisión de mecanizado (IT7 a IT6) y un acabado superficial muy suave (Ra entre 0,4 y 0,05 μm). Inicialmente, el trepanado de diamante se realizaba con herramientas de diamante, pero ahora se utilizan habitualmente herramientas de carburo de tungsteno, CBN y diamante sintético.
Se utiliza principalmente para metales no férreos, pero también puede emplearse para hierro fundido y acero.
Los parámetros de corte estándar para el trepanado con diamante son:
- Corte posterior para pretratamiento: de 0,2 a 0,6 mm,
- Trepanación final: 0,1 mm;
- Velocidad de avance: De 0,01 a 0,14 mm/rev;
- Velocidades de corte: De 100 a 250 m/min para fundición, de 150 a 300 m/min para acero y de 300 a 2000 m/min para metales no ferrosos.
Para garantizar una alta precisión y calidad superficial en el trepanado con diamante, la máquina (trepanadora de diamante) debe tener una gran precisión geométrica y rigidez.
El cojinete del husillo principal suele utilizar cojinetes de bolas de contacto angular de precisión o cojinetes deslizantes hidrostáticos, y los componentes giratorios de alta velocidad deben estar finamente equilibrados.
Además, el mecanismo de avance debe funcionar con gran suavidad para garantizar un movimiento de avance constante y a baja velocidad de la mesa de trabajo.
El trepanado de diamante ofrece una excelente calidad de mecanizado y productividad. Se utiliza ampliamente para el mecanizado final de orificios de precisión en la producción en serie, como orificios de cilindros de motores, orificios de pistones y orificios de husillos principales en cabezales de máquinas herramienta.
Sin embargo, cabe señalar que cuando se mecanizan productos de metal ferroso con trepanado de diamante, sólo deben utilizarse herramientas de carburo de tungsteno o CBN.
Las herramientas de diamante son inadecuadas debido a la gran afinidad entre los átomos de carbono del diamante y los elementos ferrosos, lo que reduce la vida útil de la herramienta.
3. Herramientas de trepanación
Las herramientas de trepanación pueden clasificarse en herramientas de un solo filo y de doble filo.
4. Características y aplicaciones de la trepanación
Comparado con el proceso de perforación-expansión-ensanchamiento, el trepanado no está limitado por el tamaño de la herramienta. Tiene una gran capacidad para corregir errores, lo que permite múltiples pasadas de la herramienta para ajustar las desalineaciones iniciales del orificio.
Además, mantiene una gran precisión posicional con respecto a la superficie de referencia.
En comparación con el torneado exterior, el trepanado se enfrenta a retos como la menor rigidez del sistema de herramientas, mayores deformaciones, condiciones inadecuadas de refrigeración y evacuación de virutas, e importantes deformaciones térmicas tanto de la pieza como de la herramienta. Como consecuencia, la calidad del mecanizado y la productividad del trepanado son inferiores a las del torneado exterior.
Del análisis anterior se desprende que el trepanado ofrece una amplia gama de procesamiento, capaz de mecanizar diversos tamaños de orificios y grados de precisión.
Para orificios de gran diámetro que requieren una gran precisión dimensional y posicional, el trepanado suele ser la única opción de mecanizado.
Su precisión de mecanizado oscila entre IT9 e IT7. El trepanado puede realizarse en trepanadoras, tornos, fresadoras y otras máquinas herramienta, lo que ofrece versatilidad y una amplia aplicación en la producción.
En la producción de grandes volúmenes, a menudo se utilizan plantillas de trepanación para aumentar la eficacia.
4. Bruñido
(1) Principios del bruñido y del cabezal de bruñido
El bruñido es un proceso de acabado en el que se utiliza un cabezal de bruñido equipado con muelas (piedras de afilar) para alisar los orificios.
Durante el bruñido, la pieza permanece inmóvil mientras el cabezal de bruñido, accionado por el husillo principal de la máquina, gira y gira de forma lineal.
Las varillas de rectificado ejercen presión sobre la superficie de la pieza de trabajo, eliminando una capa extremadamente fina de material, lo que da como resultado un patrón de intersección en forma de cruz.
Para evitar el seguimiento repetitivo de los granos abrasivos, las revoluciones por minuto de la rotación del cabezal de bruñido y sus alternaciones deben ser coprime.
El ángulo de la trama está asociado a la velocidad de vaivén y a la velocidad circunferencial del cabezal de bruñido. El tamaño de este ángulo afecta a la calidad y la eficacia del bruñido.
Normalmente, se utiliza un ángulo más grueso para el bruñido de desbaste y un ángulo más fino para el bruñido de acabado. Para facilitar la eliminación de las virutas y los abrasivos rotos, reducir la temperatura de corte y mejorar la calidad del mecanizado, debe utilizarse abundante líquido de corte durante el bruñido.
Para garantizar un bruñido uniforme en toda la pared del orificio, la varilla de amolar debe sobrepasar en cierta medida ambos extremos del orificio.
Para garantizar un bruñido uniforme y minimizar el impacto de los errores de rotación del husillo en la precisión del mecanizado, la mayoría de los cabezales de bruñido están conectados de forma flotante al husillo principal.
Para el ajuste de la expansión radial de las varillas de rectificado en el cabezal de bruñido se adoptan diversas estructuras, como la manual, la neumática y la hidráulica.
(2) Características técnicas y ámbito de aplicación del bruñido
1) El bruñido consigue una gran precisión dimensional y geométrica. La precisión de mecanizado oscila entre IT7 e IT6. Los errores de redondez y cilindricidad del orificio pueden controlarse dentro de un estrecho margen. Sin embargo, el bruñido no mejora la precisión posicional del orificio procesado.
2) El bruñido produce un acabado superficial superior con una rugosidad superficial Ra de 0,2~0,25μm y una profundidad de capa de metal alterado muy mínima de 2,5~25μm.
3) En comparación con las velocidades de rectificado, la velocidad circunferencial del cabezal de bruñido puede no ser alta (vc=16~60m/min).
Sin embargo, debido a la gran superficie de contacto entre la barra de rectificado y la pieza, y a una velocidad de vaivén relativamente alta (va=8~20m/min), el bruñido sigue manteniendo una elevada tasa de producción.
El bruñido se utiliza mucho en la producción en serie para mecanizar cilindros de motores y orificios precisos en diversos dispositivos hidráulicos.
Suele mecanizar orificios con diámetros de [tamaño específico] o superiores, y puede mecanizar orificios profundos con una relación longitud-diámetro superior a 10.
Sin embargo, el bruñido no es adecuado para orificios en metales no ferrosos con una plasticidad significativa, ni puede procesar orificios con chaveteros o ranuras estriadas.
5. Brochado
(1) Herramienta de brochado y brochado
El brochado de agujeros es un método de mecanizado de precisión de alta producción que se ejecuta con una herramienta de brochado especialmente diseñada en una máquina brochadora.
Las brochadoras se clasifican en horizontales y verticales, siendo las horizontales las más comunes.
Durante el brochado, la herramienta de brochado realiza un movimiento lineal a baja velocidad (movimiento primario).
Generalmente, la herramienta de brochado debe tener al menos 3 dientes de trabajo engranados; de lo contrario, puede funcionar de forma inestable y es probable que produzca ondulaciones circulares en la superficie de la pieza.
Para evitar una fuerza de brochado excesiva que podría romper la herramienta, el número de dientes que trabajan simultáneamente no debe superar normalmente de 6 a 8.
Existen tres técnicas distintas de brochado:
1) Brochado capa por capa:
Esta técnica elimina secuencialmente la sobremedida de mecanizado de la pieza capa por capa. Para facilitar rotura de virutasLas herramientas de brochado diseñadas para esta técnica se denominan brochas estándar. Las herramientas de brochado diseñadas para esta técnica se denominan brochas estándar.
2) Brochado segmentario:
La característica de esta técnica es que cada capa metálica de la superficie de mecanizado es eliminada por un conjunto de dientes escalonados de casi el mismo tamaño (normalmente formado por 2-3 dientes). Cada diente elimina sólo una parte de una capa metálica. Las brochas diseñadas para este método se denominan brochas de corte de rueda.
3) Brochado combinado:
Este método combina las ventajas del brochado por capas y por segmentos. Las secciones de corte grueso utilizan el brochado por segmentos, mientras que las secciones de corte fino adoptan la técnica por capas. De este modo, no sólo se acorta la longitud de la herramienta de brochado, lo que aumenta la productividad, sino que también se consigue un mejor acabado superficial. Las brochas diseñadas para este método se conocen como brochas combinadas.
(2) Características técnicas y ámbito de aplicación del brochado de agujeros
1) La herramienta de brochado tiene varios filos; en una sola carrera de brochado, completa secuencialmente el mecanizado de desbaste, el mecanizado de acabado y el pulido del orificio, lo que hace que el proceso sea muy eficaz.
2) La precisión del brochado de agujeros depende en gran medida de la precisión de la herramienta de brochado. En condiciones estándar, la precisión del brochado de agujeros puede alcanzar de IT9 a IT7, y la rugosidad superficial Ra puede estar entre 6,3 y 1,6 μm.
3) Durante el brochado de orificios, la pieza se posiciona mediante el orificio que se está mecanizando (la parte delantera de la herramienta de brochado sirve como componente de posicionamiento). Esto hace que sea difícil garantizar la precisión de posición entre el orificio y otras superficies. Para las piezas giratorias en las que las superficies circulares interior y exterior requieren concentricidad, el brochado suele realizarse en primer lugar y, a continuación, se mecanizan otras superficies utilizando el orificio como referencia.
4) Las herramientas de brochado no sólo pueden mecanizar agujeros redondos, sino también agujeros perfilados y agujeros estriados.
5) Las herramientas de brochado son herramientas de tamaño fijo; tienen formas complejas y son caras, lo que las hace inadecuadas para el mecanizado de orificios más grandes.
El brochado de agujeros se utiliza con frecuencia en la producción en serie para el mecanizado de agujeros pasantes en piezas pequeñas y medianas con diámetros comprendidos entre Ф10 y 80 mm y profundidades de agujero no superiores a cinco veces el diámetro.