Mecanizado de ejes largos: Minimización de la deformación por flexión
¿Alguna vez se ha preguntado por qué los ejes largos y delgados se doblan durante el mecanizado? Este artículo revela las fuerzas ocultas que intervienen y ofrece soluciones prácticas para mejorar la precisión. Aprenda a minimizar la deformación y a mejorar sus técnicas de mecanizado para obtener resultados óptimos.
Durante el proceso de mecanizado, muchas piezas en forma de eje presentan una relación longitud/diámetro (L/d) superior a 25, lo que las clasifica como ejes delgados. Estos componentes presentan retos únicos durante la fabricación debido a su geometría.
Cuando se someten a los efectos combinados de las fuerzas de corte, la carga gravitatoria y las fuerzas de sujeción de la punta, los ejes largos y delgados orientados horizontalmente son susceptibles a la deflexión, la vibración y la inestabilidad potencial. Estos fenómenos pueden afectar significativamente a la precisión del mecanizado, al acabado superficial y a la calidad general de la pieza.
Para resolver estos problemas y mejorar la distribución de esfuerzos durante las operaciones de torneado en ejes esbeltos, es necesario adoptar un enfoque global. Se emplean las siguientes estrategias y técnicas para garantizar unos resultados óptimos:
Método de mecanizado: El torneado de avance inverso se aplica como estrategia de mecanizado principal. Esta técnica implica cortar desde el extremo del contrapunto hacia el mandril, lo que ayuda a minimizar la desviación y mejorar la estabilidad durante todo el proceso.
Selección de la geometría de la herramienta: Las herramientas de corte con ángulos de desprendimiento positivos y aristas vivas se eligen para reducir las fuerzas de corte y minimizar la desviación de la pieza. Además, las herramientas con un radio de punta grande pueden mejorar la calidad del acabado superficial.
Optimización de los parámetros de corte: Se suelen emplear velocidades de corte y avances más bajos para reducir las fuerzas de corte y las vibraciones. La profundidad de corte se controla cuidadosamente para equilibrar la velocidad de arranque de material con la estabilidad de la pieza.
Selección del dispositivo de sujeción: Los sistemas de sujeción robustos y precisos, como los mandriles de pinza o los mandriles hidráulicos, se utilizan para garantizar una sujeción segura de la pieza de trabajo y, al mismo tiempo, minimizar las desviaciones y las vibraciones.
Implementación de la luneta: Una luneta se coloca estratégicamente para proporcionar apoyo adicional a lo largo del eje. Este componente crucial ayuda a contrarrestar la flexión y a amortiguar las vibraciones, sobre todo en las secciones centrales de los ejes largos.
Estrategia de pasadas múltiples: Las pasadas de desbaste y acabado se planifican cuidadosamente para distribuir las tensiones uniformemente y mantener la precisión dimensional durante todo el proceso de mecanizado.
Aplicación de refrigerante a medida: El suministro preciso de refrigerante se emplea para controlar la expansión térmica y proporcionar lubricación, mejorando aún más la estabilidad del mecanizado y la calidad del acabado superficial.
Mediante la integración de estas técnicas y consideraciones avanzadas, los fabricantes pueden mecanizar eficazmente ejes largos y delgados manteniendo una alta precisión, una excelente calidad superficial y una exactitud dimensional, incluso para relaciones L/d difíciles superiores a 25.
1. Análisis de los factores causantes de la deformación por flexión durante el torneado de ejes largos y delgados
Existen dos tipos principales sujeción métodos para tornear ejes largos y delgados en un torno: uno es utilizar una punta y un centro, y el otro es utilizar dos puntas.
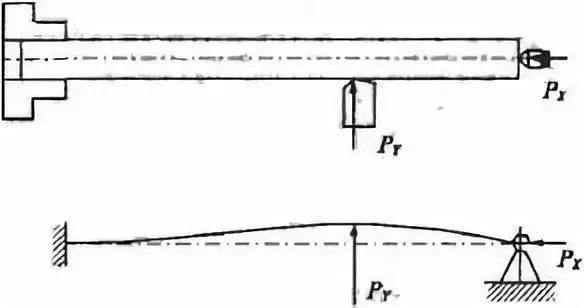
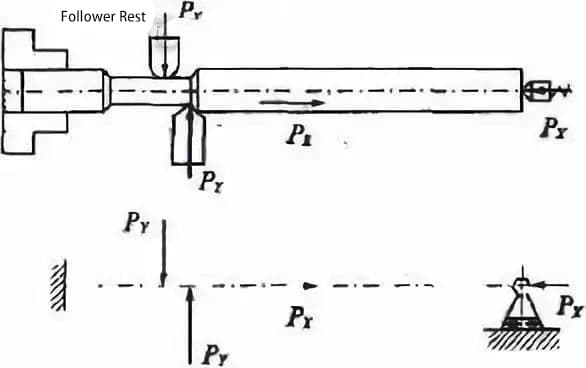
Aquí, analizamos principalmente el método de sujeción de una punta y un centro, como se muestra en la Figura 1.
Figura 1. Método de sujeción de una punta y un centro y análisis de fuerzas.
Mediante el análisis práctico del mecanizado, las principales razones de la deformación por flexión de los ejes largos y delgados durante el torneado son:
(1) Deformación causada por las fuerzas de corte
Durante el proceso de torneado, las fuerzas de corte generadas pueden descomponerse en fuerza de corte axial PX, fuerza de corte radial PY y fuerza de corte tangencial PZ. Las diferentes fuerzas de corte tienen diferentes efectos en la deformación por flexión de ejes largos y delgados durante el torneado.
1)Efecto de la fuerza de corte radial PY
La fuerza de corte radial se aplica perpendicularmente al plano que pasa por el eje del eje largo y delgado. Debido a la escasa rigidez del eje largo y delgado, la fuerza radial doblará el eje, provocando su deformación en el plano horizontal. En la figura 1 se muestra el efecto de la fuerza de corte radial en la deformación por flexión del eje largo y delgado.
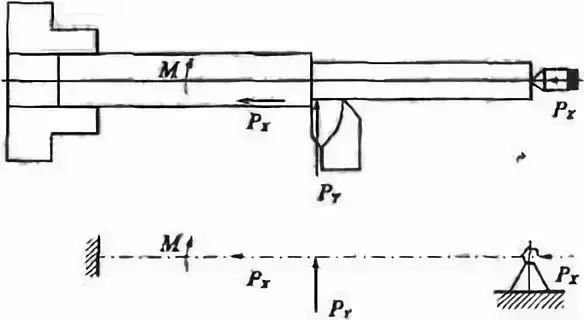
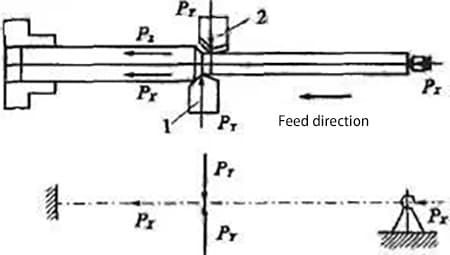
2)Efecto de la fuerza de corte axial PX
La fuerza de corte axial se aplica paralelamente al eje del eje largo y delgado, creando un momento de flexión en la pieza. En los procesos generales de torneado, el efecto de la fuerza de corte axial sobre la deformación por flexión de la pieza no es significativo y puede ignorarse. Sin embargo, debido a la escasa rigidez y estabilidad del eje largo y delgado, cuando la fuerza de corte axial supera un determinado valor, el eje se doblará longitudinalmente y provocará una deformación. Esto se muestra en la figura 2.
(2) Efecto del calor de corte
El calor de corte generado durante el mecanizado puede provocar la deformación térmica y el alargamiento de la pieza. Durante el torneado, el mandril y el centro del contrapunto están fijos y la distancia entre ellos permanece constante.
Como resultado, el alargamiento axial del eje largo y delgado está limitado por la distancia fija, lo que provoca la compresión axial y la deformación por flexión del eje cuando sufre una expansión térmica.
Por lo tanto, mejorar la precisión del mecanizado de ejes largos y delgados es esencialmente una cuestión de controlar las fuerzas y la deformación térmica en el proceso.
2. Medidas para mejorar la precisión del mecanizado de ejes largos y delgados
Para mejorar la precisión del mecanizado de ejes largos y delgados, deben tomarse diferentes medidas en función de las distintas condiciones de producción.
(1) Elección del método de sujeción adecuado
De los dos métodos de sujeción tradicionales utilizados para tornear ejes largos y delgados en un torno, el uso de un método de sujeción de doble punto central garantiza el posicionamiento preciso de la pieza de trabajo y la coaxialidad.
Sin embargo, este método no es adecuado para ejes largos y delgados con poca rigidez, alta deformación por flexión y vibración, y sólo es adecuado para piezas de trabajo con bajas relaciones longitud-diámetro, pequeños márgenes de mecanizado y altos requisitos de coaxialidad.
Para mecanizar ejes largos y delgados, se suele utilizar un método de sujeción de una punta y un centro.
Sin embargo, si el centro del contrapunto se aprieta demasiado, no sólo puede doblar el eje largo y delgado, sino también obstaculizar su alargamiento térmico durante el torneado, causando compresión axial y deformación por flexión.
Además, la superficie de sujeción del mandril y el orificio central del contrapunto pueden no ser coaxiales, provocando un sobreposicionamiento después de la sujeción y dando lugar a la deformación por flexión del eje largo y delgado.
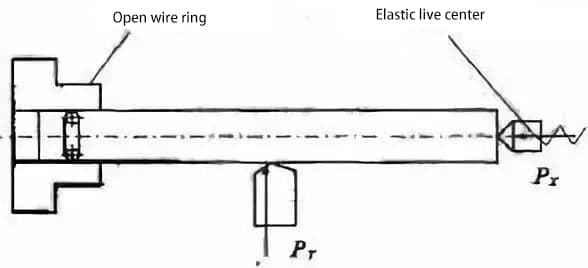
Por lo tanto, cuando se utiliza el método de sujeción de una punta y un centro, se debe utilizar una parte superior elástica para permitir que el eje largo y delgado se alargue libremente debido a la expansión térmica, reduciendo la deformación por flexión térmica.
Al mismo tiempo, se puede insertar un anillo de alambre abierto entre el mandril y el eje largo y delgado para reducir la longitud de contacto axial entre ellos, eliminar el sobreposicionamiento durante la instalación y reducir la deformación por flexión, como se muestra en la figura 3.
(2) Reducción directa de la deformación por tensión de ejes largos y delgados
1)Utilizar una luneta y un apoyo central
Cuando se tornean ejes largos y delgados utilizando un método de amarre de una punta y un centro, para reducir la influencia de la fuerza de corte radial en la deformación por flexión, se utilizan tradicionalmente una luneta y un apoyo central.
Esto añade soporte al eje largo y delgado, aumentando su rigidez y reduciendo eficazmente el impacto de la fuerza de corte radial.
2)Utilización del método de sujeción axial para tornear ejes largos y delgados
Aunque el uso de una luneta y un apoyo central puede aumentar la rigidez de la pieza y eliminar el impacto de la fuerza de corte radial, no puede resolver el problema de la fuerza de corte axial que dobla la pieza, especialmente para ejes largos y delgados con grandes relaciones longitud-diámetro, donde la deformación por flexión es más obvia.
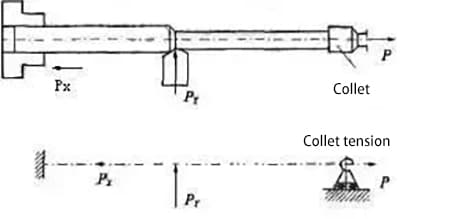
Por lo tanto, se puede utilizar un método de sujeción axial para tornear ejes largos y delgados. El torneado con sujeción axial se refiere a un proceso en el que un extremo del eje largo y delgado se sujeta con un mandril, y el otro extremo se sujeta con un mandril de pinza especialmente diseñado que aplica tensión axial al eje, como se muestra en la figura 4.
Durante el proceso de torneado, el eje largo y delgado está sometido constantemente a tensión axial, lo que resuelve el problema de que la fuerza de corte axial doble la pieza.
Bajo la acción de la tensión axial, se reduce el grado de deformación por flexión causado por la fuerza de corte radial, y se compensa el alargamiento axial causado por el calor de corte, mejorando la rigidez y la precisión de mecanizado del eje largo y delgado.
3)Utilización del método de corte inverso para tornear ejes largos y finos
El método de corte inverso se refiere a un proceso en el que el herramienta de corte avanza hacia la dirección del contrapunto desde el mandril del husillo durante el proceso de torneado del eje largo y delgado, como se muestra en la figura 5.
De esta manera, la fuerza de corte axial generada durante el proceso de mecanizado hace que el eje largo y delgado esté bajo tensión, eliminando la deformación por flexión causada por la fuerza de corte axial.
Al mismo tiempo, el uso de un centro de contrapunto elástico puede compensar eficazmente la deformación por compresión y el alargamiento térmico de la pieza desde la herramienta de corte hasta el extremo del contrapunto, evitando la deformación por flexión de la pieza.
Utilizando un enfoque de doble herramienta para tornear ejes largos y delgados en una bancada de torno modificada con un portaherramientas trasero añadido, se pueden utilizar simultáneamente las herramientas de corte delantera y trasera, como se muestra en la Figura 6.
Se colocan dos herramientas de torneado radialmente opuestas, con la herramienta delantera instalada en la orientación correcta y la herramienta trasera instalada a la inversa.
Las fuerzas de corte radiales generadas durante el torneado con las dos herramientas se anulan mutuamente, lo que da como resultado una deformación y vibración mínimas de la pieza y una gran precisión de mecanizado, por lo que resulta adecuado para la producción por lotes.
4)El corte magnético se utiliza para tornear ejes delgados.
El principio del corte magnético es similar al del corte inverso. Durante el torneado, el eje delgado se estira mediante la fuerza magnética, lo que reduce su deformación por flexión y mejora su precisión de mecanizado.
(3) Controlar razonablemente la cantidad de corte.
La selección de la cantidad de corte influye en el tamaño de las fuerzas de corte y en la cantidad de calor de corte generado durante el proceso de corte. Por lo tanto, también afecta a la deformación causada al tornear ejes esbeltos.
1)Profundidad de corte (t)
Suponiendo que se determine la rigidez del sistema de mecanizado, a medida que aumenta la profundidad de corte, también aumentan las fuerzas de corte y la cantidad de calor de corte generado durante el torneado. Esto conduce a un aumento de la deformación causada por las fuerzas y el calor aplicados al eje delgado.
Por lo tanto, al tornear ejes delgados, se recomienda minimizar la profundidad de corte en la medida de lo posible.
2)Avance (f)
El aumento del avance incrementará el espesor de corte y las fuerzas de corte, pero el aumento de las fuerzas de corte no es directamente proporcional al aumento del avance.
Así, el coeficiente de deformación causado por las fuerzas aplicadas al eje delgado disminuirá. Desde la perspectiva de la mejora de la eficiencia de corte, el aumento de la velocidad de avance es más beneficioso que el aumento de la profundidad de corte.
3)Velocidad de corte (v)
Aumentar la velocidad de corte ayuda a reducir las fuerzas de corte. Esto se debe a que, a medida que aumenta la velocidad de corte, aumenta la temperatura de corte, disminuye la fuerza de fricción entre la herramienta y la pieza, y se reduce la deformación causada por las fuerzas aplicadas al eje delgado.
Sin embargo, una velocidad de corte excesiva puede hacer que el eje delgado se doble debido a las fuerzas centrífugas, lo que puede alterar la suavidad del proceso de corte.
Por lo tanto, la velocidad de corte debe controlarse dentro de un cierto rango, y para piezas con una gran relación longitud-diámetro, la velocidad de corte debe reducirse adecuadamente.
Para reducir la deformación por flexión de los ejes delgados durante el torneado, es importante minimizar las fuerzas de corte generadas durante el torneado.
Entre los ángulos geométricos de la herramienta, el ángulo de desprendimiento, el ángulo de inclinación principal y el ángulo de inclinación son los que más influyen en las fuerzas de corte.
1)Ángulo de inclinación (γ)
El ángulo de desprendimiento (γ) afecta directamente a las fuerzas de corte, la temperatura de corte y la potencia de corte.
El aumento del ángulo de rastrillo puede reducir la deformación plástica de la capa de metal que se está cortando, lo que se traduce en una reducción significativa de las fuerzas de corte.
Por lo tanto, al tornear ejes delgados, se recomienda aumentar el ángulo de desprendimiento de la herramienta tanto como sea posible, dentro de la restricción de garantizar que la herramienta tenga suficiente resistencia. El ángulo de desprendimiento suele ser γ=13°-17°.
2)Ángulo de inclinación principal (kr)
El ángulo de inclinación principal (kr) afecta al tamaño y la proporción de las tres fuerzas de corte. A medida que aumenta el ángulo de inclinación principal, la fuerza de corte radial disminuye significativamente, mientras que la fuerza de corte tangencial aumenta entre 60°-90°.
La proporción de las tres fuerzas de corte es más razonable en el rango de 60°-75°. Al girar ejes delgados, se suele utilizar un ángulo de inclinación principal superior a 60°.
3)Ángulo de inclinación (λs)
El ángulo de inclinación (λs) afecta a la dirección de flujo de las virutas durante el torneado, a la fuerza de la punta de la herramienta y a la proporción de las tres fuerzas de corte.
A medida que aumenta el ángulo de inclinación, la fuerza de corte radial disminuye significativamente, pero las fuerzas de corte axial y tangencial aumentan.
La proporción de las tres fuerzas de corte es más razonable dentro del rango de -10° a +10°. Cuando se tornean ejes delgados, se suele utilizar un ángulo de inclinación positivo de 0° a +10° para que las virutas fluyan hacia la superficie que se va a mecanizar.
3. Conclusión
Debido a la escasa rigidez de los ejes delgados, la gran deformación causada por las fuerzas y el calor durante el torneado dificulta la garantía de los requisitos de calidad de mecanizado de los ejes delgados.
Sin embargo, utilizando métodos de sujeción adecuados y métodos de mecanizado avanzados, seleccionando ángulos de herramienta y cantidades de corte razonables, y otras medidas, se pueden garantizar los requisitos de calidad de mecanizado de los ejes esbeltos.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Por qué a veces las máquinas herramienta CNC no ofrecen resultados precisos? Desde el desgaste de la herramienta hasta una calibración incorrecta de la máquina, hay varios factores que pueden afectar a la precisión. Este artículo analiza nueve problemas comunes...
¿Se ha preguntado alguna vez qué empresas lideran el sector de las fresadoras? Este artículo desvela los 10 principales fabricantes de fresadoras de 2024, destacando sus innovaciones, impacto global y contribuciones a...
¿Alguna vez se ha preguntado por la fascinante historia del torno, una máquina herramienta que ha revolucionado la fabricación? En esta cautivadora entrada de blog, le llevaremos de viaje por...
¿Alguna vez se ha preguntado por los gigantes de la industria de las máquinas CNC? En esta fascinante entrada de blog, nos adentraremos en el mundo de la fabricación CNC, explorando...
En el mundo de la fabricación, en rápida evolución, las máquinas CNC se han vuelto indispensables. Pero con numerosos fabricantes compitiendo por la atención, ¿cómo elegir la mejor? Como ingeniero mecánico experimentado,...
Imagine un mundo donde la precisión se une al arte, donde el metal se pliega a la voluntad de mentes visionarias. En el ámbito de las máquinas herramienta, China se ha convertido en...
En el mundo de la fabricación de precisión, las marcas alemanas de máquinas CNC destacan como titanes de la calidad y la innovación. Descubra los secretos del éxito de Trumpf, DMG MORI y Chiron,...
¿Está buscando una máquina de torneado pero le abruman las opciones? En esta entrada del blog, analizaremos los factores clave que debe tener en cuenta a la hora de elegir un fabricante de tornos ....
¿Se ha preguntado alguna vez qué empresas lideran el sector de las rectificadoras en China? Este artículo desvela los 10 principales fabricantes, desde Shenyang Machine Tool hasta Wuhan Heavy Duty Machine...