En el proceso de diversificación y mejora de los productos industriales, la mejora de la calidad de los moldes, que repercute directamente en la calidad del producto, es una tarea crucial. Durante el proceso de fabricación de moldes, el esmerilado y pulido superficial de las piezas, que implica el procesamiento liso y el procesamiento espejo tras el procesamiento de la forma, es un paso importante para mejorar la calidad de los moldes.
Adoptar un método de pulido adecuado puede mejorar la calidad del molde y prolongar su vida útil, mejorando así la calidad del producto final.
Métodos de pulido habituales y principio de funcionamiento
1.1 Pulido mecánico
Pulido mecánico es un método para alisar la superficie de una pieza de trabajo eliminando la parte elevada mediante corte o deformación plástica del material. Este método suele implicar el uso de tiras de piedra de aceite, ruedas de lana, papel de lija y operación manual.
Para requisitos de mayor calidad superficial, puede aplicarse un método de pulido superfino.
El esmerilado y pulido ultrafino, una herramienta de esmerilado especializada, utiliza un movimiento rotatorio de alta velocidad en un líquido de pulido que contiene abrasivos para lograr una rugosidad superficial de Ra0,008 μm, la mejor en varios métodos de pulido. Este método se utiliza habitualmente en moldes de lentes ópticas. El pulido mecánico es el principal método de pulido de moldes.
1.2 Pulido químico
El pulido químico es una técnica en la que un material se disuelve en un medio químico, lo que produce un alisado de la parte ligeramente elevada de la superficie. Este método puede pulir piezas con formas complejas y tiene la ventaja de poder pulir varias piezas simultáneamente, lo que la hace muy eficaz. El sitio rugosidad superficial obtenido mediante pulido químico es típicamente Ra10 μm.
1.3 Pulido electrolítico
El principio básico del electropulido es similar al del pulido químico, ya que consiste en disolver selectivamente la superficie del material para conseguir una superficie lisa.
En comparación con el pulido químico, el electropulido elimina el impacto de las reacciones catódicas y proporciona un mejor resultado.
1.4 Pulido por ultrasonidos
El pulido por ultrasonidos es una técnica que utiliza las vibraciones ultrasónicas de una sección de herramienta para pulir materiales frágiles y duros con una suspensión abrasiva. La pieza se sumerge en una suspensión abrasiva y se somete a un campo ultrasónico, lo que hace que el abrasivo esmerile y pula la superficie de la pieza por la acción de las ondas ultrasónicas.
Mecanizado por ultrasonidos tiene una fuerza macroscópica mínima y no provoca la deformación de la pieza de trabajo, pero el utillaje puede ser difícil de fabricar e instalar.
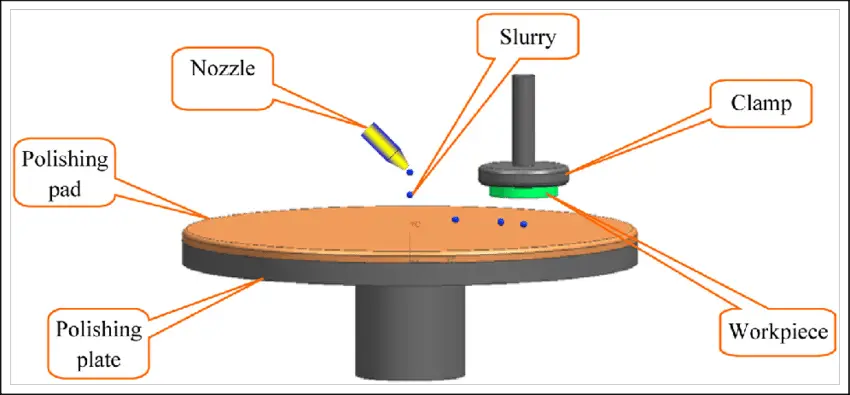
1.5 Pulido de fluidos
El pulido fluido utiliza un líquido que fluye y las partículas abrasivas que contiene para pulir la superficie de una pieza. El rectificado hidrodinámico se acciona mediante fuerzas hidráulicas.
El medio se compone principalmente de un compuesto especializado (sustancia polimérica) que fluye a baja presión y se combina con un abrasivo. El abrasivo puede ser polvo de carburo de silicio.
1.6 Pulido magnético
El rectificado y pulido magnéticos consisten en utilizar un abrasivo magnético para crear un cepillo abrasivo bajo la influencia de un campo magnético, lo que permite rectificar la pieza.
Este método tiene una gran eficacia de procesamiento, proporciona resultados de buena calidad y permite controlar fácilmente las condiciones de procesamiento. Con un abrasivo adecuado, la rugosidad superficial puede alcanzar Ra 0,1 μm.
1.7 Pulido de composites por ultrasonidos con chispa eléctrica
Para mejorar la velocidad de pulido de piezas de trabajo con una rugosidad superficial de Ra 1,6 μm o superior, se puede conseguir un pulido compuesto combinando ondas ultrasónicas con una fuente de potencia dedicada de alta frecuencia de pulso estrecho y alto pico de corriente.
La acción simultánea de la vibración ultrasónica y los impulsos eléctricos sobre la superficie de la pieza reduce rápidamente su rugosidad superficial. Este método es muy eficaz para pulir superficies rugosas de moldes tras su mecanizado mediante torno, fresado, chispa eléctrica y corte por hilo.
Herramientas y especificaciones comunes para el pulido de moldes
Las herramientas comunes para el pulido de moldes incluyen: papel de lija, piedra de aceite, rueda de fieltro, pasta abrasiva, llana de aleación, aguja de esmerilado de diamante, bambú, piedra de afilar de fibra, esmeriladora rotativa redonda.
- Papel de lija: 150#,180#,320#,400#,600#,800#,1 000#,1 200#,1 500#;
- Oilstone: 120#,220#,400#,600#;
- Rueda de fieltro: cilíndrica, redondeada, punta cuadrada;
- Pasta de amolar: 1# (blanca) 3# (amarilla) 6# (naranja) 9# (verde) 15# (azul) 25# (marrón) 35# (roja) 60# (morada);
- Hoces: cuadradas, redondas, planas, triangulares y de otras formas;
- Aguja de amolar de diamante: generalmente con mango de 3/32 o mango de 1/8, con forma redonda, forma cilíndrica, forma de columna recta larga, forma de cono redondo largo;
- Bambú: Varias formas se adaptan al operario y a la forma del molde. La función es presionar el papel de lija y molerlo en la pieza de trabajo para lograr la rugosidad superficial requerida.
- Piedra de afilar de fibra: 200# (negra) 400# (azul) 600# (blanca) 800# (roja)
Proceso de la técnica de pulido
3.1 Pulido en bruto
Las superficies después del acabado, electroerosión, rectificado, etc. pueden pulirse con una pulidora de superficies giratoria con una velocidad de rotación de 35 000 a 40 000 r/min.
También existe la molienda manual con piedra de aceite, tira de piedra de aceite más queroseno como lubricante o refrigerante.
El orden de utilización es 180#→240#→320#→400#→600#→800#→1 000#.
3.2 Pulido semifino
El semiacabado utiliza principalmente papel de lija y queroseno. El número de papel de lija es: 400#→600#→800#→1 000#→1 200#→1 500#.
De hecho, el papel de lija #1 500 sólo se utiliza para las acero para troqueles (por encima de 52 HRC), no para acero preendurecido, ya que podría dañar la superficie del acero preendurecido y no se conseguiría el efecto de pulido deseado.
3.3 Pulido fino
El pulido fino utiliza principalmente pasta abrasiva de diamante.
Si se esmerila con una rueda de tela de pulir para mezclar polvo abrasivo de diamante o pasta abrasiva, el orden de esmerilado habitual es 9 μm (1 800 #) → 6 μm (3 000 #) → 3 μm (8 000 #).
La pasta de diamante de 9 μm y la rueda de paño de pulido se pueden utilizar para eliminar las marcas de pelo del papel de lija 1 200# y 1 50 0#.
A continuación, se realiza el pulido con un fieltro y una pasta de diamante del orden de 1 μm (14 000 #) → 1/2 μm (60 000 #) → 1/4 μm (100 000 #).
Pulir el entorno de trabajo
El proceso de pulido debe llevarse a cabo en dos lugares de trabajo separados, realizando el desbaste en un lugar y el pulido fino en otro. Se debe tener cuidado de eliminar cualquier partícula de arena que haya quedado en la superficie de la pieza del proceso anterior.
Normalmente, tras el pulido basto con piedra de aceite y papel de lija 1 200#, la pieza debe limpiarse de polvo para garantizar que no se adhieran partículas de polvo a la superficie del molde. Para requisitos de precisión superiores a 1 μm, incluido 1 μm, el pulido puede realizarse en una cámara de pulido limpia.
Para un pulido más preciso, debe realizarse en un entorno absolutamente limpio, ya que el polvo, el humo, la caspa y las gotas de agua pueden arruinar las superficies pulidas de alta precisión. Una vez finalizado el proceso de pulido, la superficie de la pieza debe protegerse del polvo.
Una vez finalizado el proceso de pulido, deben eliminarse completamente todos los abrasivos y lubricantes para garantizar que la superficie de la pieza esté limpia y, a continuación, debe aplicarse una capa de revestimiento antioxidante para moldes sobre la superficie de la pieza.
Factores que afectan a la pulibilidad de la superficie
5.1 Estado de la superficie de la pieza
Durante el proceso de mecanizado, la capa superficial puede resultar dañada por el calor, tensión internao de otros factores, y unos parámetros de corte incorrectos pueden influir en el resultado del pulido. La superficie después de la electroerosión es más difícil de rectificar que las superficies después del mecanizado o el tratamiento térmico.
Por lo tanto, la electroerosión debe completarse antes de que finalice el proceso de electroerosión, de lo contrario se formará una fina capa endurecida en la superficie. Si la electroerosión no se realiza correctamente, la profundidad de la capa afectada por el calor puede alcanzar hasta 0,4 mm, y su dureza es superior a la del sustrato. Esta capa endurecida debe eliminarse.
Para obtener los mejores resultados, se recomienda incluir un proceso de desbaste para proporcionar una base sólida para el pulido.
5.2 Calidad del acero
El acero de alta calidad es esencial para obtener buenos resultados de pulido, ya que las diversas inclusiones y poros del acero influirán en la calidad del pulido. Para obtener un efecto de pulido satisfactorio, hay que tomar nota de la rugosidad superficial de la pieza al inicio del mecanizado.
Si una pieza requiere pulido de espejoses crucial seleccionar un acero con buenas prestaciones de pulido y someterlo a un tratamiento térmico; de lo contrario, es posible que no se consiga el efecto deseado.
5.3 Proceso de tratamiento térmico
Un tratamiento térmico inadecuado puede dar lugar a una dureza desigual de la superficie del acero o a diferencias en sus características, lo que dificulta el proceso de pulido.
5.4 Tecnología de pulido
El pulido se realiza principalmente de forma manual, por lo que las habilidades humanas son el principal factor que afecta a la calidad del pulido. Se cree comúnmente que la técnica de pulido afecta a la rugosidad de la superficie.
En realidad, un buen efecto de pulido sólo puede conseguirse combinando buenas técnicas de pulido con acero de alta calidad y un tratamiento térmico adecuado. Por el contrario, si la técnica de pulido es deficiente, incluso el acero de alta calidad puede no producir un acabado de espejo.
6.1 El rectificado con papel de lija para moldes y el rectificado con piedra de aceite deben prestar atención a los siguientes aspectos
(1) Para superficies de molde más duras, sólo deben utilizarse herramientas de lijado de piedra bituminosa limpias y blandas.
(2) Al cambiar a un papel de lija más fino, la pieza de trabajo y las manos del operario deben limpiarse para evitar arrastrar arena gruesa a la siguiente operación de lijado fino.
(3) Durante cada proceso de lijado, la lija debe lijarse desde una dirección diferente de 45° hasta eliminar la capa superior de arena. Una vez eliminada la capa superior de arena, debe aumentarse el tiempo de lijado en 25%, antes de cambiar a una lija más fina.
(4) El lijado en distintas direcciones ayuda a evitar la formación de ondas irregulares en la pieza.
6.2 Aspectos a tener en cuenta en el esmerilado y pulido con diamante
El esmerilado y pulido con diamante debe realizarse con poca presión, especialmente cuando se pulen piezas de acero preendurecido y se utilizan pastas abrasivas finas.
La presión típica cuando se utiliza una pasta abrasiva 8000# es de 100-200 g/cm2pero mantener este nivel de precisión puede ser todo un reto.
Para solucionar este problema, puede crear un mango fino y estrecho en la tira o cortar una parte de la tira para hacerla más flexible. Esto ayuda a regular la presión de pulido y evita que la superficie del molde se someta a una presión excesiva.
Cuando se utilizan técnicas de esmerilado y pulido con diamante, no sólo debe estar limpia la superficie de trabajo, sino también las manos de los trabajadores.
6.3 El pulido de moldes de plástico debe prestar atención a los siguientes aspectos
El pulido de moldes de plástico es muy diferente del acabado de superficies en otras industrias.
Técnicamente, el proceso debería denominarse tratamiento de espejo. Este método exige un alto nivel no sólo de pulido, sino también de planitud, suavidad y precisión geométrica de la superficie.
En pulido de espejos estándar se divide en cuatro niveles: A0=Ra0,008μm, A1=Ra0,016 μm, A3=Ra0,032 μm, y A4=Ra0,063 μm.
El electropulido, el pulido fluido y otros métodos a menudo son incapaces de controlar con precisión la exactitud geométrica, y la calidad superficial producida por el pulido químico, el pulido ultrasónico, el pulido magnético y otros métodos no cumplen los requisitos necesarios.
En consecuencia, el tratamiento de precisión de los espejos de los moldes se consigue principalmente mediante pulido mecánico.
Cómo resolver problemas comunes en el pulido
7.1 Pulido excesivo
El reto más importante al que se enfrenta el pulido diario es el "sobrepulido". Esto ocurre cuando se prolonga el tiempo de pulido, lo que provoca una disminución de la calidad de la superficie del molde.
Dos síntomas del pulido excesivo son la "piel de naranja" y las "picaduras". El sobrepulido es más frecuente en el pulido mecánico.
7.2 La razón por la que la pieza tiene "piel de naranja"
Las superficies irregulares y rugosas reciben el nombre de "piel de naranja" y se producen por varias razones.
La causa más frecuente es el sobrecalentamiento de la superficie del molde o una carburación excesiva.
Una presión de pulido elevada y un tiempo de pulido prolongado son las causas principales de la formación de la "piel de naranja".
Por ejemplo, al utilizar un disco de pulir, el calor generado por el disco puede provocar fácilmente la "piel de naranja".
Los aceros más duros son capaces de soportar mayores presiones de pulido, mientras que los aceros más blandos son más susceptibles a un pulido excesivo.
Las investigaciones han demostrado que el grado de sobrepulido varía en función de la dureza del acero.
7.3 Medidas para eliminar la "piel de naranja" de la pieza de trabajo
Cuando se detecta una mala calidad superficial, muchas personas tienden a aumentar la presión de pulido y prolongar el tiempo de pulido.
Sin embargo, este enfoque a menudo conduce a un mayor deterioro de la calidad de la superficie.
Para remediarlo, se pueden utilizar los siguientes métodos:
(1) Elimine la superficie defectuosa y utilice un tamaño de grano ligeramente más grueso que antes para el esmerilado. A continuación, realice el esmerilado con una fuerza de pulido menor.
(2) Realizar la distensión a una temperatura inferior a la temperatura de revenido de 25°C. Esmerile con el tamaño de grano más fino antes de pulir hasta obtener el resultado deseado. Por último, pula con una fuerza más ligera.
7.4 Causas de la formación de "picaduras" en la superficie de la pieza de trabajo
La formación de micro-pits o picaduras durante el proceso de pulido suele estar causada por no metálico impurezas en el acero, normalmente óxidos duros y quebradizos que se desprenden de la superficie del acero. Los principales factores que contribuyen a la "picadura" son:
(1) Presión de pulido excesiva y tiempo de pulido prolongado.
(2) Pureza insuficiente del acero y alto contenido de impurezas duras.
(3) Óxido superficial en el molde.
(4) No eliminación de la cascarilla negra.
7.5 Medidas para eliminar la corrosión por picaduras de las piezas de trabajo
(1) Vuelva a esmerilar a fondo la superficie utilizando un tamaño de grano ligeramente más grueso que antes. El último paso del esmerilado debe realizarse con una piedra de aceite suave y afilada antes del pulido.
(2) Cuando se utilice un tamaño de grano inferior a 1 mm, es mejor evitar el uso de la herramienta de pulido más blanda.
(3) Minimizar el tiempo y la fuerza de pulido en la medida de lo posible.
Conclusión
El pulido de la cavidad durante el proceso de producción del molde es un paso crucial que afecta a la calidad y la vida útil del molde y, a su vez, a la calidad del producto final.
Si se comprenden los principios y procedimientos del pulido y se selecciona un método de pulido adecuado, se puede mejorar la calidad y la vida útil del molde, lo que se traduce en una mejora de la calidad del producto.