Imagine un mundo en el que cortar los materiales más duros sea tan fácil como cortar mantequilla. Ésta es la promesa del mecanizado no tradicional. En este artículo, exploramos cómo técnicas avanzadas como la electroerosión y el mecanizado por láser están revolucionando la fabricación. Prepárese para descubrir los secretos de estos potentes métodos y sus increíbles aplicaciones.
En primer lugar, examinemos la definición de mecanizado no tradicional.
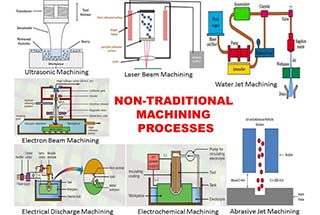
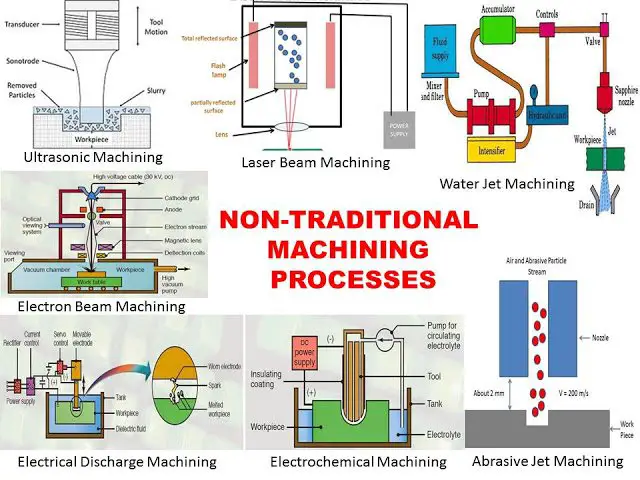
El mecanizado no tradicional, también conocido como "mecanizado no convencional" o "procesos de fabricación avanzados", engloba un conjunto diverso de técnicas de eliminación y modificación de materiales que utilizan distintas formas de energía. Estos procesos aprovechan la electricidad, la energía térmica, los fotones, las reacciones electroquímicas, las interacciones químicas, las ondas acústicas o las fuerzas mecánicas especializadas para manipular materiales a micro o macroescala.
A diferencia de los métodos de mecanizado convencionales, que se basan principalmente en fuerzas de corte mecánicas, los procesos no tradicionales explotan interacciones únicas entre la energía y el material para lograr una eliminación precisa del material, una deformación controlada, alteraciones específicas de las propiedades o una deposición selectiva del material. Estas técnicas suelen destacar en el procesamiento de materiales difíciles de mecanizar, la creación de geometrías complejas o la consecución de acabados superficiales que superan las capacidades de los métodos tradicionales.
Los resultados de los procesos de mecanizado no tradicionales pueden incluir:
Eliminación de material: Erosión de precisión o vaporización del material
Deformación: Conformación controlada sin corte convencional
Modificación de propiedades: Alteración de las características del material en la superficie o a granel.
Adición de materiales: Deposición o revestimiento selectivo de materiales
Estos procesos avanzados desempeñan un papel crucial en la fabricación moderna, permitiendo la producción de componentes de alta precisión para la industria aeroespacial, los dispositivos médicos, la electrónica y otras industrias de vanguardia.
Desarrollo y definición del mecanizado no tradicional
El mecanizado mecánico tradicional ha sido la piedra angular de la producción humana y la civilización material durante siglos. La mayoría de los productos actuales, desde electrodomésticos hasta complejos vehículos de transporte y equipos de defensa, se siguen fabricando y ensamblando con estos métodos convencionales.
El mecanizado tradicional se basa principalmente en la energía mecánica y las fuerzas de corte para eliminar el exceso de material, dando forma a las piezas con dimensiones geométricas y acabados superficiales específicos. Este proceso requiere que el material de la herramienta sea más duro que el de la pieza.
Sin embargo, el rápido avance de la ciencia y la tecnología desde la década de 1950, impulsado especialmente por las demandas de la industria de defensa, ha dado lugar a retos de fabricación cada vez más complejos. Entre ellos, la necesidad de componentes de alta precisión, alta velocidad, alta temperatura y alta presión, así como de productos miniaturizados. En consecuencia, los materiales se han vuelto más difíciles de mecanizar y las geometrías de los productos más complejas, con tolerancias dimensionales y requisitos de acabado superficial cada vez más estrictos.
Esta evolución de la demanda ha hecho necesarias nuevas capacidades en la fabricación mecánica, entre ellas:
Mecanizado de materiales difíciles de cortar como aleaciones duras, aleaciones de titanio, aceros resistentes al calor, aceros inoxidables, aceros templados y materiales no metálicos como diamantes, jade precioso, cuarzo, germanio y silicio.
Mecanizado de superficies complejas, incluidas superficies de forma libre en álabes de turbinas, turbinas integrales, carcasas de motores y matrices de forja.
Fabricación de características especiales como estrías internas, boquillas de pulverización, microagujeros y ranuras estrechas en boquillas de hilatura.
Para hacer frente a estos retos, los investigadores han desarrollado el Mecanizado No Tradicional (NTM), también conocido como Mecanizado No Convencional (NCM). Estos procesos utilizan diversas formas de energía -eléctrica, magnética, acústica, óptica y térmica-, así como energía química y técnicas mecánicas especializadas para afectar directamente a la zona de mecanizado, eliminando, deformando o alterando las propiedades del material.
Entre las principales características del mecanizado no tradicional se incluyen:
La capacidad de utilizar materiales de herramienta significativamente más blandos que el material de la pieza de trabajo.
Tratamiento directo de materiales mediante fuentes de energía como la electricidad, las reacciones electroquímicas, las ondas sonoras o la luz.
Fuerzas mecánicas mínimas durante el mecanizado, lo que provoca una deformación mecánica o térmica mínima o nula, mejorando así la precisión y la calidad de la superficie.
El potencial para combinar diferentes métodos, creando procesos híbridos que mejoran significativamente la eficiencia y la precisión de la producción.
Desarrollo continuo de nuevas técnicas NTM a medida que surgen nuevas fuentes de energía y aplicaciones.
Estas características permiten a la NTM procesar una amplia gama de materiales, tanto metálicos como no metálicos, independientemente de su dureza, resistencia, tenacidad o fragilidad. La NTM destaca en el mecanizado de geometrías complejas, microsuperficies y componentes de baja rigidez. Además, algunos métodos NTM son capaces de conseguir un superacabado, un acabado espejo e incluso una precisión de mecanizado a escala nanométrica (atómica).
A medida que los métodos de mecanizado tradicionales alcanzan sus límites para abordar estos retos técnicos avanzados, el mecanizado no tradicional se ha convertido en una solución indispensable en la fabricación moderna, ampliando continuamente los límites de lo que es posible en el procesamiento de materiales y la fabricación de productos.
Clasificaciones del mecanizado no tradicional
Los procesos de mecanizado no tradicionales pueden clasificarse en varias categorías en función de su fuente de energía, forma funcional y principios subyacentes. Este sistema de clasificación proporciona un enfoque estructurado para comprender y comparar diversas técnicas de fabricación avanzada. La siguiente tabla presenta una visión general de estas clasificaciones:
Método de mecanizado
Principal forma de energía
Forma funcional
Mecanizado por descarga eléctrica
Mecanizado por deformación EDM
Electricidad, Energía térmica
Fusión, gasificación
Mecanizado de corte por electroerosión
Electricidad, Energía térmica
Fusión, gasificación
Mecanizado electroquímico
Mecanizado electroquímico
Energía electroquímica
Transferencia de iones
Mecanizado por electroconformado
Energía electroquímica
Transferencia de iones
Mecanizado de chapado
Energía electroquímica
Transferencia de iones
Mecanizado por haz de alta energía
Mecanizado por rayo láser
Luz, Energía térmica
Fusión, gasificación
Mecanizado por haz de electrones
Electricidad, Energía térmica
Fusión, gasificación
Mecanizado por haz de iones
Electricidad, Energía mecánica
Abscisión
Mecanizado por arco de plasma
Electricidad, Energía térmica
Fusión, gasificación
Corte de material y mecanizado por erosión
Mecanizado por ultrasonidos
Energía acústica y mecánica
Abscisión
Mecanizado por flujo abrasivo
Energía mecánica
Abscisión
Mecanizado químico
Mecanizado de fresado químico
Energía química
Corrosión
Fabricación de placas fotográficas
Energía química
Corrosión
Energía luminosa
Proceso litográfico
Luz, Energía química
Fotoquímica, corrosión
Fotoelectroformado
Luz, Energía química
Fotoquímica, corrosión
Mecanizado de grabado
Energía química
corrosión
Vinculación
Energía química
Enlaces químicos
Mecanizado por explosión
Energía química, Energía mecánica
explosión
Mecanizado de conformado
Pulvimetalurgia
Energía térmica
Termoformado
Energía mecánica
Conformado superplástico
Energía mecánica
Superplástico
Creación rápida de prototipos
Energía térmica
Moldeo por fusión en caliente
Energía mecánica
Mecanizado de materiales compuestos
Mecanizado por arco electroquímico
Energía electroquímica
Corrosión por fusión y gasificación
Rectificado mecánico por electroerosión
Electricidad, Energía térmica
Transferencia iónica, fusión, corte
Grabado electroquímico
Energía electroquímica, Energía térmica
Fundición, corrosión por gasificación
Electroerosión por ultrasonidos
Sonido, calor, electricidad
Fusión, Abscisión
Mecanizado electrolítico complejo
Energía electroquímica, energía mecánica
Abscisión
Base de corte Mecanizado combinado
Energía mecánica, acústica y magnética
Corte
Este sistema de clasificación permite a ingenieros y fabricantes seleccionar el proceso de mecanizado no tradicional más adecuado en función de las propiedades específicas del material, los resultados deseados y los requisitos de producción. La comprensión de estas categorías facilita la toma de decisiones informadas en escenarios de fabricación avanzada, permitiendo la optimización de los procesos de producción y la consecución de geometrías complejas o acabados superficiales que resultan difíciles o imposibles con los métodos de mecanizado convencionales.
Tipos de procesos de mecanizado no convencionales
Mecanizado por descarga eléctrica (EDM):
Principio básico:
El mecanizado por electroerosión (EDM) es un método de mecanizado no tradicional que consiste en grabar materiales conductores mediante la erosión eléctrica causada por la descarga de impulsos entre dos polos sumergidos en un líquido de trabajo. Este proceso también se conoce como Mecanizado por Descarga o Mecanizado por Electroerosión. El equipo básico para este método es una máquina herramienta de electroerosión.
Características principales de EDM:
Capaz de procesar materiales difíciles de cortar con métodos de mecanizado tradicionales y piezas de formas complejas.
En el proceso de mecanizado no interviene ninguna fuerza de corte.
Evita defectos como rebabas, marcas de herramientas y estrías.
La herramienta material del electrodo no necesita ser más duro que el material de la pieza.
El proceso de mecanizado se automatiza fácilmente gracias al uso directo de la electricidad.
Requiere la eliminación posterior de la capa metamórfica generada en la superficie en algunas aplicaciones.
El tratamiento de la contaminación por humos producida durante la depuración y el tratamiento del fluido de trabajo puede resultar problemático.
Ámbito de aplicación:
Mecanizado de moldes y piezas con orificios y cavidades de formas complejas.
Mecanizado de diversos materiales duros y quebradizos, como aleaciones duras y acero templado.
Procesamiento de agujeros finos profundos, agujeros perfilados, ranuras profundas, hendiduras estrechas y corte de rodajas finas, etc.
Mecanizado de todo tipo de herramientas y herramientas de medición como herramientas de corte, placas de muestra y calibradores de anillos roscados.
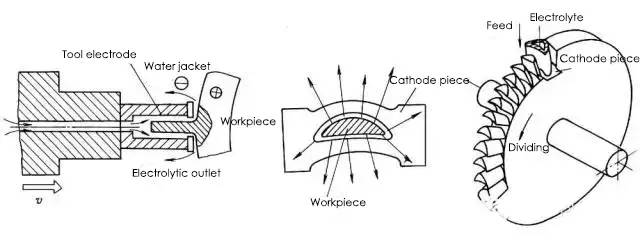
Mecanizado electrolítico:
Principio básico:
En el mecanizado electrolítico se utiliza el principio de la disolución electroquímica, con la ayuda de un molde como cátodo. La pieza se mecaniza con una forma y un tamaño determinados.
Ámbito de aplicación:
El mecanizado electrolítico es ideal para materiales difíciles de mecanizar y para piezas con formas complejas o paredes finas.
Este método se ha utilizado ampliamente para diversas aplicaciones, como el estriado de cañones de armas, álabes, impulsores integrales, moldes, orificios y piezas perfiladas, biselado y desbarbado.
En muchas operaciones de mecanizado, la tecnología de mecanizado electrolítico ha adquirido un papel significativo o incluso indispensable.
Ventajas:
Amplia gama de mecanizado - Casi todos los materiales conductores pueden procesarse mediante mecanizado electroquímico sin verse limitados por las propiedades mecánicas y físicas como la resistencia, dureza, tenacidad o estructura metalográfica del material. Suele utilizarse para el mecanizado de aleaciones duras, aleaciones de alta temperatura, acero templado, acero inoxidable y otros materiales difíciles de mecanizar.
Alto índice de producción
Buena calidad de mecanizado, especialmente en términos de calidad superficial
Puede utilizarse para el mecanizado de paredes delgadas y piezas deformables - No hay contacto entre la herramienta y la pieza de trabajo, no hay fuerza de corte mecánica, no hay tensión residual o deformación, y sin rebabas ni rebabas durante el proceso de mecanizado electroquímico.
El cátodo de la herramienta está libre de desgaste.
Limitaciones:
Baja precisión de mecanizado y mecanizado
Alto coste de mecanizado. Cuanto menor sea el lote, mayor será el coste adicional por pieza.
Mecanizado por láser:
Principios básicos:
El mecanizado por láser es un proceso que utiliza haces de luz de alta energía, enfocados por una lente, para fundir o vaporizar materiales y eliminarlos en poco tiempo para lograr el mecanizado.
Ventajas:
La tecnología de mecanizado por láser presenta ventajas como el mínimo desperdicio de material, la rentabilidad en la producción a gran escala y la versatilidad en el mecanizado de objetos. En Europa, la tecnología láser se utiliza mucho para soldar materiales especiales, como carrocerías de automóviles de alta calidad, alas de aviones y fuselajes de naves espaciales.
Ámbito de aplicación:
Como aplicación más utilizada, las tecnologías de mecanizado por láser incluyen principalmente soldadura láser, corte por lásermodificación de superficies, marcado por láser, taladrado lásermicromecanizado y deposición fotoquímica, estereolitografía, grabado por láser, etc.
Mecanizado por haz de electrones:
Principios básicos:
El mecanizado por haz de electrones (EBM) es el mecanizado de materiales utilizando los efectos térmicos o de ionización de un haz de electrones convergentes de alta energía.
Características principales:
Alta densidad de energía, fuerte penetración, una amplia gama de profundidad de fusión única, gran relación de anchura de soldadura, rápido velocidad de soldadura, pequeña zona de impacto térmico, pequeña deformación de trabajo.
Ámbito de aplicación:
El mecanizado por haz de electrones tiene una amplia gama de materiales mecanizables y puede mecanizar zonas muy pequeñas.
Alcanza una precisión de mecanizado a nivel nanométrico, capaz de mecanizado molecular o atómico.
Tiene una alta productividad, pero el coste del equipo de mecanizado es elevado.
El proceso de mecanizado produce una contaminación mínima.
Es adecuada para el mecanizado de microagujeros y rendijas estrechas y también puede utilizarse para soldadura y litografía fina.
La tecnología de revestimiento de puentes de soldadura por haz de electrones en vacío es la principal aplicación del mecanizado por haz de electrones en la industria de fabricación de automóviles.
Mecanizado por haz de iones:
Principios básicos:
El mecanizado por haz de iones se realiza acelerando y enfocando la corriente de iones generada por la fuente de iones hacia la superficie de la pieza en estado de vacío.
Características principales:
Gracias al control preciso de la densidad del flujo de iones y de la energía de los iones, se puede conseguir un mecanizado de ultraprecisión a nivel nanométrico, molecular y atómico. El mecanizado por haz de iones provoca una contaminación, tensión y deformación mínimas y se adapta a los materiales procesados, pero tiene un coste elevado.
Ámbito de aplicación:
El mecanizado por haz de iones puede dividirse en dos tipos: grabado y revestimiento.
Mecanizado por grabado:
El grabado iónico se utiliza en el mecanizado del cojinete neumático de los giroscopios y las ranuras de los motores de presión dinámica, con alta resolución, alta precisión y buena consistencia de repetición.
Otra aplicación del grabado por haz de iones es el grabado de gráficos de alta precisión, como circuitos integrados, dispositivos optoelectrónicos y dispositivos ópticos integrados.
El grabado por haz de iones también se utiliza para adelgazar materiales a fin de preparar muestras para microscopía electrónica de penetración.
Mecanizado de revestimientos:
El mecanizado por recubrimiento con haz de iones tiene dos formas: la deposición por pulverización catódica y el recubrimiento con iones.
El recubrimiento iónico puede aplicarse a una amplia gama de materiales. Pueden recubrirse películas metálicas o no metálicas sobre superficies metálicas o no metálicas, así como diversas aleaciones, compuestos o materiales sintéticos, materiales semiconductores y materiales de alto punto de fusión.
La tecnología de recubrimiento por haz de iones se utiliza para recubrir películas lubricantes, películas resistentes al calor, películas resistentes al desgaste, películas decorativas y películas eléctricas.
Arco de plasma El mecanizado por plasma es un método de mecanizado no tradicional para cortar, soldar y pulverizar metal o no metal mediante la energía térmica del arco de plasma.
Características principales:
Microhaz de plasma soldadura por arco es capaz de soldar láminas y chapas finas.
Tiene un efecto de ojo de cerradura único que permite la soldadura por un solo lado y el conformado libre por los dos lados.
En arco de plasma tiene una alta densidad de energía y temperatura en la columna del arco, lo que se traduce en una gran capacidad de penetración. Esto significa que el biselado no es necesario para el acero de 10-12 mm de espesor y completa. penetración de la soldadura y el conformado a doble cara se puede lograr en una sola pasada, lo que se traduce en una rápida velocidad de soldadura, una alta productividad y una mínima deformación por tensión.
Sin embargo, el equipo para este proceso es complejo y tiene un alto consumo de gas, por lo que sólo es adecuado para la soldadura en interiores.
Ámbito de aplicación:
Es ampliamente utilizado en la producción industrial, especialmente para la soldadura de cobre y aleación de cobre, titanio y aleación de titanio, acero de aleación, acero inoxidable, molibdeno utilizado en la industria militar y la tecnología industrial de vanguardia, como la industria aeroespacial, como la cáscara de misiles de aleación de titanio, algunos de los aviones de paredes delgadas contenedores.
Mecanizado por ultrasonidos:
Principios básicos:
Mecanizado por ultrasonidos hace que la superficie de la pieza de trabajo gradualmente romper mediante el uso de frecuencia ultrasónica como la herramienta de vibración de pequeña amplitud y punzón en la superficie procesada por libre abrasivo en el líquido entre él y la pieza de trabajo.
El mecanizado por ultrasonidos se utiliza a menudo para perforar, cortar, soldar, anidar y pulir.
Características principales:
Puede mecanizar cualquier material, especialmente adecuado para el mecanizado de diversos materiales duros, frágiles no conductores, con alta precisión, buena calidad superficial, pero en baja productividad.
Ámbito de aplicación:
El mecanizado por ultrasonidos se utiliza principalmente para la perforación (incluyendo agujeros redondos, agujeros con forma y agujeros curvos, etc.), corte, ranurado, anidado, tallado de diversos materiales duros y quebradizos, tales como vidrio, cuarzo, cerámica, silicio, germanio, ferrita, piedra preciosa y jade, desbarbado de piezas pequeñas en lotes, pulido de la superficie del molde y rectificado de la muela abrasiva.
Mecanizado químico:
Principios básicos:
El mecanizado químico utiliza soluciones ácidas, alcalinas o salinas para corroer o disolver el material de las piezas con el fin de obtener la forma, el tamaño o la superficie deseados de la pieza.
Es adecuada para el mecanizado de grandes superficies y puede procesar muchas piezas al mismo tiempo.
La rugosidad superficial alcanza Ra1,25~2,5μmsin tensiones, grietas ni rebabas.
Fácil de manejar.
No apto para el mecanizado de ranuras y orificios estrechos
No es adecuado para eliminar defectos como rugosidades superficiales y arañazos.
Ámbito de aplicación:
Adecuado para el aclareo de grandes superficies;
Adecuado para el mecanizado de orificios complejos en piezas de paredes finas
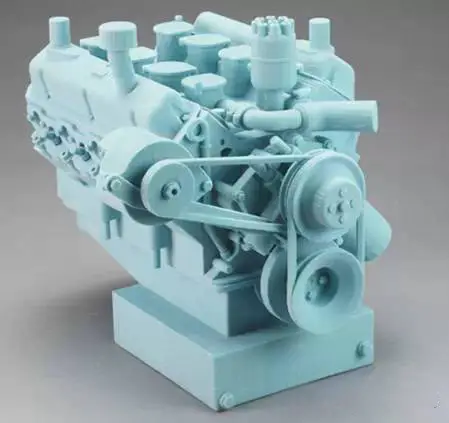
Creación rápida de prototipos:
La tecnología RP es una integración y un desarrollo de la moderna tecnología CAD/CAM, la tecnología láser, la tecnología de control numérico por ordenador, la tecnología de servoaccionamiento de precisión y la tecnología de nuevos materiales. Los diferentes sistemas de prototipado rápido tienen distintos principios de conformado y características del sistema debido a la variación de los materiales de conformado, pero el principio fundamental sigue siendo el mismo, que es "fabricar por capas, construyendo sobre cada capa".
Es similar a un proceso de integración matemática y, visualmente, el sistema de prototipado rápido se asemeja a una "impresora 3D".
Principios básicos:
La integración y el desarrollo de la tecnología RP, basada en la moderna tecnología CAD/CAM, tecnología láser, tecnología de control numérico por ordenador, tecnología de servoaccionamiento de precisión y nuevo material permite la recepción directa de datos de diseño de productos (CAD) y la fabricación rápida de muestras, moldes o modelos de nuevos productos sin necesidad de moldes, cortadores o utillajes.
Como resultado, el uso y la aplicación generalizados de la tecnología RP acortan significativamente el ciclo de desarrollo de nuevos productos, reducen los costes de desarrollo y mejoran la calidad del mismo.
La transición del tradicional "método de eliminación" al actual "método de crecimiento", y de la fabricación con moldes a la fabricación sin moldes, representa el revolucionario impacto de la tecnología RP en la industria manufacturera.
Características principales:
La tecnología RP convierte el complejo mecanizado tridimensional en una serie de mecanizados por capas, reduciendo significativamente la dificultad del mecanizado. Posee las siguientes características:
La rapidez de todo el proceso de conformado, que lo hace ideal para el vertiginoso mercado de productos actual;
Capacidad de crear objetos tridimensionales de cualquier forma compleja;
No se necesitan utillajes, troqueles ni cortadores especiales durante el moldeo, lo que reduce los costes y acorta el ciclo de producción;
Alto nivel de integración tecnológica, resultado del avance de la ciencia y la tecnología modernas, y demostración de su aplicación integral, con características distintivas de alta tecnología.
Las características anteriores indican que la tecnología RP es ideal para el desarrollo de nuevos productos, la fabricación rápida de piezas únicas y de lotes pequeños con formas complejas, el diseño y la producción de moldes y modelos, y la producción de materiales difíciles de mecanizar.
Además, es muy adecuado para la inspección del diseño de formas, el ensamblaje y la ingeniería inversa rápida.
Ámbito de aplicación:
La tecnología de prototipado rápido puede aplicarse en los campos de la aviación, aeroespacial, automoción, comunicaciones, tratamiento médico, electrónica, electrodomésticos, juguetes, equipamiento militar, modelado industrial (escultura), maquetas de edificios, industria de maquinaria, etc.
Conclusión
En este artículo, hemos enumerado nueve tipos de técnicas de mecanizado no tradicionales, que podrían servir de guía práctica para quienes deseen conocer el proceso de mecanizado no tradicional, sus ventajas, clasificaciones y mucho más.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez cómo los gigantes de la industria de la máquina herramienta dan forma a nuestro mundo? En este artículo, exploraremos las seis principales empresas de máquinas herramienta de Estados Unidos. Descubrirá...
¿Alguna vez se ha preguntado por los gigantes de la industria de las máquinas CNC? En esta fascinante entrada de blog, nos adentraremos en el mundo de la fabricación CNC, explorando...
En el mundo de la fabricación, en rápida evolución, las máquinas CNC se han vuelto indispensables. Pero con numerosos fabricantes compitiendo por la atención, ¿cómo elegir la mejor? Como ingeniero mecánico experimentado,...
Imagine un mundo donde la precisión se une al arte, donde el metal se pliega a la voluntad de mentes visionarias. En el ámbito de las máquinas herramienta, China se ha convertido en...
En el mundo de la fabricación de precisión, las marcas alemanas de máquinas CNC destacan como titanes de la calidad y la innovación. Descubra los secretos del éxito de Trumpf, DMG MORI y Chiron,...
¿Se ha preguntado alguna vez qué empresas están dando forma al futuro de la fabricación de tornos en China? En este artículo, exploramos los principales actores de la industria, destacando sus innovaciones y contribuciones. Descubrirá...
¿Se ha preguntado alguna vez qué empresas lideran el sector de las rectificadoras en China? Este artículo desvela los 10 principales fabricantes, desde Shenyang Machine Tool hasta Wuhan Heavy Duty Machine...
¡Descubra el lenguaje secreto que da vida a las máquinas! En esta cautivadora entrada de blog, nos sumergiremos en el fascinante mundo de G-code y M-code, los comandos de programación esenciales que...
¿Se ha preguntado alguna vez quiénes son los principales actores de la industria china de taladradoras? Este artículo presenta a los principales fabricantes que dominan el mercado, destacando sus innovaciones, amplias gamas de productos y...