Punzones y matrices offset: métodos y técnicas de ajuste
¿Alguna vez se ha preguntado cómo se consigue la precisión en el trabajo del metal? El método de punzonado y troquelado offset es una técnica clave que permite realizar ajustes precisos en los offsets, esenciales para crear formas metálicas específicas. Este artículo explica los componentes, patrones y métodos para utilizar y ajustar estas herramientas. Al leerlo, comprenderá claramente cómo utilizar y ajustar eficazmente el equipo de punzonado y troquelado offset para sus proyectos de metalistería.
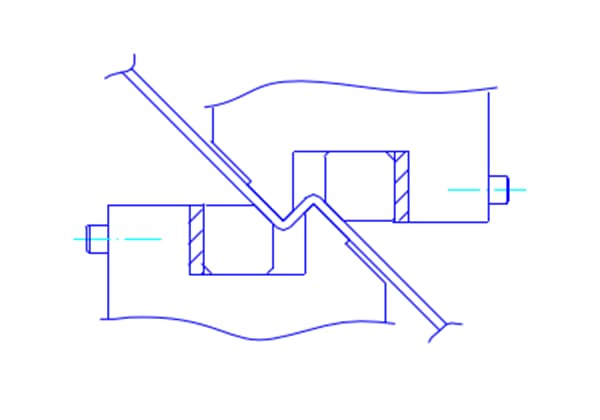
Este producto, que se muestra en la figura siguiente, consta de un cuerpo de molde y un cojín, que pueden crear aumentos y disminuciones de las compensaciones, y realizar el plegado de segmentos disminuyendo hacia delante.
El cojín del componente principal se fija con pernos, y el grosor del cojín se puede cambiar, o los ángulos del cojín se pueden cambiar, y el desplazamiento cambiará.
2. Patrones:
El espesor máximo de chapa aplicable es SPCC-2,3t.
La gama de desplazamientos que se pueden producir es H=1~10MM.
2.1) El desplazamiento del molde viene determinado por el montaje de la almohadilla y el ángulo del componente. Para obtener información sobre el desplazamiento del molde, el montaje de la almohadilla y la cantidad de bisel del componente, consulte la Tabla 1.
Componente
Bisel de la calza
0
1.4
2.9
4.3
4.9
7.8
9.2
0.5
6.72
5.92
5.06
4.26
3.91
2.25
1.14
1.0
7.15
6.33
5.47
4.66
4.32
2.66
1.85
2.0
7.95
7.15
6.28
5.48
5.14
3.48
2.67
4.0
9.58
8.79
7.93
7.12
6.78
5.11
4.31
Cuadro 1
Fórmula para calcular la altura de desplazamiento:
Altura de desplazamiento = {11,0-(grosor de la cuña)}×0,574 + (cantidad de bisel)×0,819
Sin embargo, el desplazamiento del producto es igual al desplazamiento del molde. La cantidad exacta del desplazamiento del molde para el producto se confirma mediante el plegado de prueba de cada producto, con resultados tanto correctos como erróneos.
2.2) Si el desplazamiento H es pequeño, el ángulo θ aumentará.
2.3) El radio de curvatura R suele ser menor o igual que R2. Si el desplazamiento H es pequeño, el ángulo R también disminuirá.
2.4) El cojín está clasificado como accesorio de tercera clase, con 2 piezas cada uno para 1,4t, 2,9t y 4,9t, y combinado con el componente de bisel.
3. Métodos para ajustar el molde mediante un pasador de ajuste
1)Primero, instale el molde superior; después de colocar el molde inferior en el asiento de instalación del molde inferior, ajústelo utilizando el pasador de ajuste.
2)Si el desplazamiento es relativamente pequeño (alrededor de H=1~2mm), el molde también puede calibrarse directamente haciendo coincidir los moldes superior e inferior.
3)Método de ajuste de la escala del pasador de ajuste:
(1) Al ajustar la cota A, la desviación puede variar debido a diferencias en el grosor de la chapa o en la forma del plegado, y no puede generalizarse. Este es sólo un rango de ajuste aproximado: A = V/3 + 0,245t;
(2) Mida la distancia vertical entre los puntos a y b, y la distancia vertical entre los dos extremos del molde debe ser igual.
4)Precauciones de uso de la herramienta de pasador de ajuste:
4)-1 En primer lugar, combine el bisel y la cuña de acuerdo con la altura del desplazamiento e instale los moldes superior e inferior, pero no fije primero el molde inferior.
4)-2 El ajuste de la fijación del pasador de ajuste debe ser consistente con (0.245t) y el espesor de la placa correspondiente. Después de ajustar a la escala correspondiente, se deben apretar todos los tornillos.
4)-3 Como se muestra en la figura siguiente, coloque dos fijaciones de pasador de ajuste simétrico en el molde inferior, alinéelas con el molde superior y presione hacia abajo hasta aproximadamente 1 tonelada o menos. Después de fijar el molde inferior, retire la fijación.
4)-4 La dimensión A mostrada en la figura anterior puede cambiar teóricamente debido al desplazamiento y al grosor de la placa. Debido a que este dispositivo establece automáticamente el desplazamiento, sólo se puede ajustar el grosor de la placa de acuerdo con A = 0,245t. Existen datos teóricos y pruebas reales de flexión, y debe tomarse el mejor ángulo (especialmente para flexión con diferente grosor de placa o flexión de ángulo romo, etc.).
Advertencia: No utilice una resistencia a la compresión superior a la especificada para el molde;
Si se detecta algún daño en el molde, deje de utilizarlo inmediatamente.
El molde debe instalarse siguiendo estrictamente los procedimientos de funcionamiento.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo una simple chapa se transforma en formas complejas? Esta entrada del blog se sumerge en el fascinante mundo de las máquinas plegadoras y las matrices de plegado. Descubra...
Imagine comprar una plegadora y darse cuenta de que no satisface sus necesidades: ¡un error muy caro! Esta guía explica los principios y factores críticos que hay que tener en cuenta a la hora de comprar una plegadora. Desde...
¡Atención a todos los entusiastas de la metalurgia! ¿Está cansado de adivinar el tonelaje adecuado para su prensa plegadora? No busques más. En esta entrada del blog, nos sumergiremos en el mundo de la...
¿Se ha preguntado alguna vez cómo se doblan las piezas metálicas para darles distintas formas? En este fascinante artículo, nos adentraremos en el arte y la ciencia del doblado en la estampación metálica. Nuestro experto...
¿Alguna vez se ha preguntado por qué sus proyectos de chapa metálica no siempre encajan a la perfección? La clave está en conocer el margen de plegado. Este concepto garantiza un plegado preciso y reduce el desperdicio de material. En este...
¿Alguna vez ha tenido problemas con el springback en el estampado y plegado de metales? Este artículo profundiza en técnicas prácticas para minimizar estos problemas comunes, mejorando la precisión en sus proyectos de metalistería. Conozca las...
¿Cómo puede una plegadora revolucionar el mecanizado de chapa? Este artículo explora tres técnicas innovadoras de las plegadoras de paneles de chapa metálica: el aplanado, el redondeado y el plegado con forma. Al conocer estos métodos, los lectores...
¿Alguna vez se ha preguntado por qué sus dobleces de metal no siempre son perfectos? El secreto está en el coronado de la prensa plegadora, una técnica que garantiza la precisión y la calidad en la fabricación de metal. Este artículo le revelará...
¿Se ha preguntado alguna vez cómo una prensa plegadora da forma al metal con tanta precisión? Este artículo desvela las fascinantes partes y funciones de una prensa plegadora, mostrándole su papel esencial...