Manual de la máquina Lockformer Pittsburgh: Guía paso a paso
¿Alguna vez se ha preguntado cómo se fabrican con precisión los conductos de ventilación industriales? En este artículo analizaremos la Pittsburgh Lockformer Machine, una maravilla en la fabricación de conductos. Conocerá sus funciones clave, parámetros técnicos y usos prácticos. Únase a nosotros para descubrir los secretos de esta máquina esencial en el mundo de la ingeniería industrial.
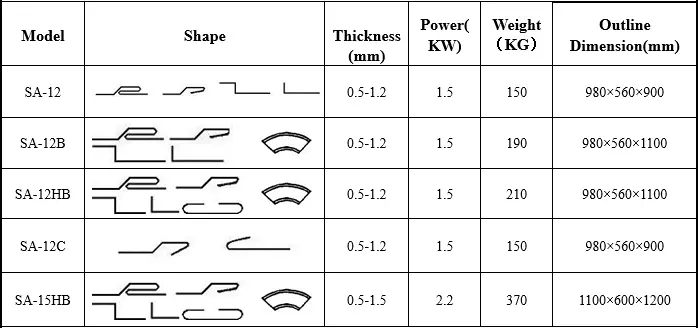
En formador de cerraduras de pittsburgh La máquina está diseñada específicamente para producir diversos conductos de ventilación cuadrados o rectangulares. Nuestra máquina de cierre Pittsburgh es SA12-SA15HB. Formando chapa de acero Espesor 0,5-1,5 mm (listado por separado en la página 2- Imágenes de la máquina).
Con características de tamaño pequeño, peso ligero, fácil de mover, operación simple y confiable, la máquina pittsburgh lockformer es especialmente adecuada para la fabricación in situ del conducto de escape en la industria y la minería, empresas, hoteles, centros comerciales.
Casos prácticos
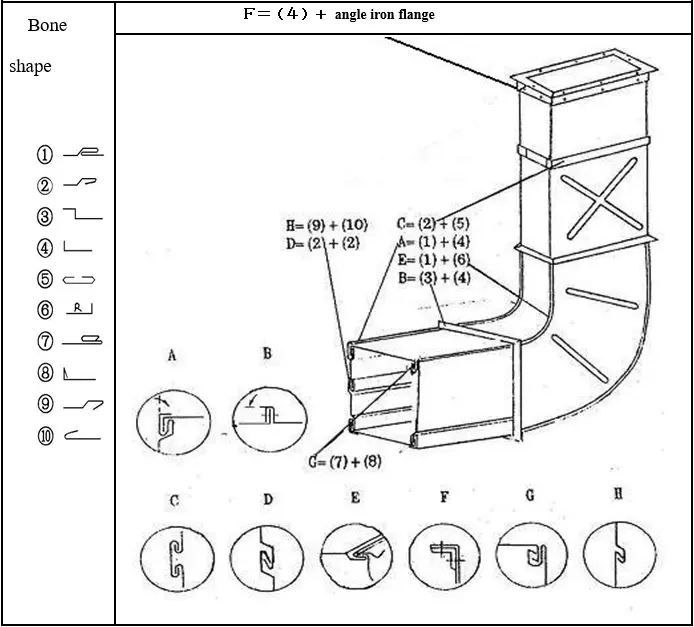
Fig.1
Estructura de la máquina de cierre Pittsburgh
Consta de las tres partes siguientes:
A. Mesa de trabajo
B. Transferencia y formación
C. Cabeza del codo
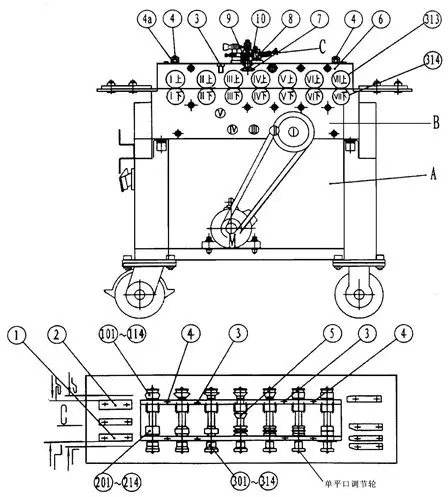
Fig.2
1) Para boca plana simple, apriete el segundo perno superior en el puerto de descarga derecho y afloje el perno ángel derecho.
Asuntos que requieren atención:
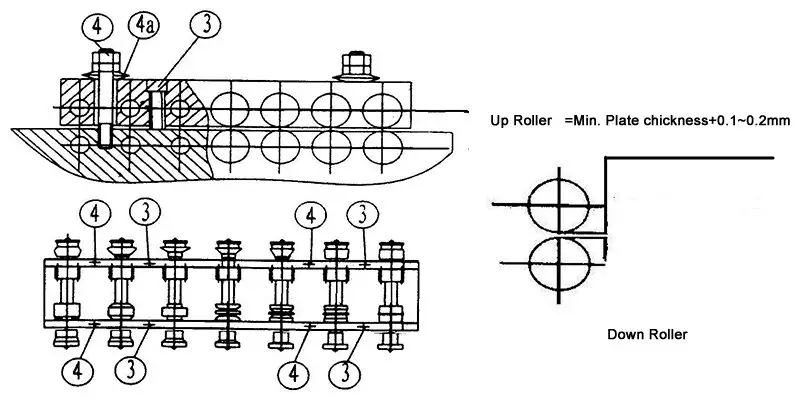
① Para la máquina de cierre SA-12-SA-15HB Pittsburgh, el espesor de la placa lateral, el perno de doble tornillo④, el muelle en forma de disco(4a) son ajustables. Cuatro-pernos ③、④ son fijos.
A. Mesa de trabajo
El tronco es una estructura de cáscara soldada con autógena que es hecha por el acero del ángulo y la hoja de acero fina, con un panel fijo de la mesa de trabajo en la tapa de la hoja, el panel se equipa de las placas de posicionamiento horizontales del plomo-en ①、② y de cuatro placas de posicionamiento fijas del plomo-hacia fuera, véase el fig 2.
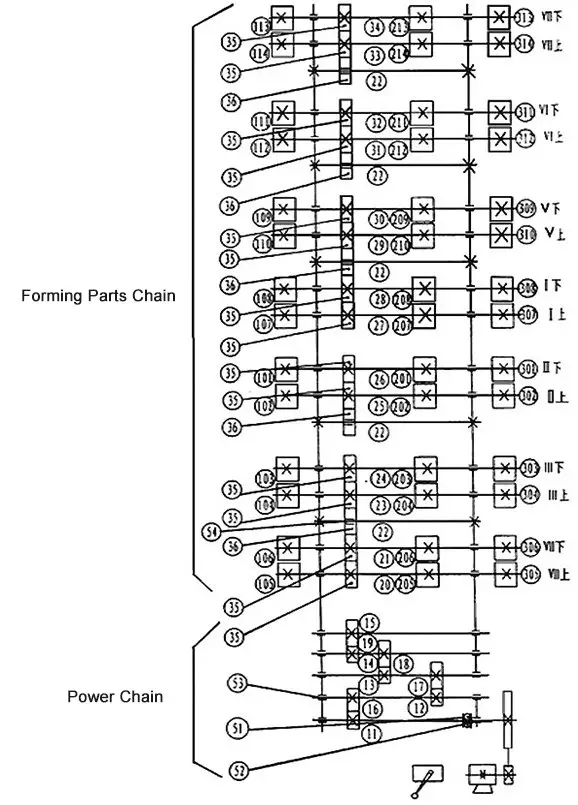
(Fig. 3)Sistema de transferencia
B. Transporte y conformado
Toda la sección de transmisión es una caja de cambios abierta.
Pasado a través de los ejes de engranaje11, 12,13,14 y los engranajes 16, 17, 18, 19 a la sección de formación, el engranaje 19 conduce por separado Ⅲ engranaje descendente 35 y Ⅳ engranaje descendente 35, luego a través de los múltiples engranajes de puente que conducen todo el sistema de movimiento.
Las máquinas de cierre Pittsburgh están generalmente equipadas con 6 -7 pares de ejes formadores, cada par de ejes está equipado con un engranaje de transmisión 35 y dos columnas a izquierda y derecha o tres columnas a izquierda, centro y derecha de carretes rodantes.
(Fig. 3) es un diagrama de transmisión completa, sin embargo, no todas las máquinas están equipadas con todos los componentes que figuran en la fig, como SA-12、SA-15、SA-12H、SA15 máquina sin 201-214 carrete rodante.
C. Cabeza del codo
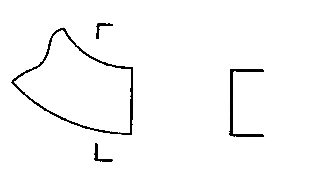
Principal estructural: (una fig.2 superior), a través de engranaje cónico (5),(7) engranaje de accionamiento (10) y carrete rodante (8)y(9), la pieza de trabajo se pondrá en el hueco del carrete y formando pieza de trabajo en forma de abanico en una cierta altura del hueso de ángulo recto, como se muestra en fig.1: E=(1)+(6)
Fig.4
La cabeza del codo es una parte dedicada instalada en la parte superior de la máquina de cierre de Pittsburgh ( como se muestra en la fig.2: C), se utiliza principalmente para el hueso de ángulo recto, es decir, doblar la placa en forma de abanico en una cierta altura de borde de ángulo recto( ver fig.4).
Conecte este tipo de ángulo recto y "" placa en forma con un borde de la brida para hacer conector de tubería de ángulo.
Cada modalidad de la cerradora Pittsburgh se equipará con un componente de codo según la demanda del usuario, por ejemplo, cambiar SA12C por SA12BC.
Ajuste y uso
La máquina formadora de cerraduras de Pittsburgh se puede utilizar para conectar o plegar, pero no puede rodar, por lo que cuando se utiliza la máquina, es necesario cierto espacio entre el rodillo superior y el rodillo inferior, y el espacio es aproximadamente el espesor mínimo de la placa más 0,1-0,2 ( 3 ).
La holgura debe ajustarse antes de la entrega, los usuarios no deben girar arbitrariamente el tornillo de límite (3) y la tuerca de fijación (4) y el muelle del disco (4a)( como se muestra en la fig.2 y 5).
Fig.5
En caso de que la separación cambie debido a que el tornillo (3), la tuerca (4) se aflojen, o causado por otras razones, primero, afloje la tuerca (4), y ponga un par de espaciadores del mismo grosor como entre los cuatro grupos de rodillos situados más a la izquierda, luego ajuste el tornillo de tope (3) hasta que los cuatro espacios queden básicamente paralelos, vuelva a bloquear la tuerca (4),[.=Espesor mínimo de la placa+0,1-0,2mm], si el espesor es mínimo, poner el separador y dejar un ligero espacio.
Rodillo de ángulo recto 300 pieza, ajuste manualmente el rodillo y el muelle en forma de disco, mantenga la hoja fina "" en forma de 90°.
②Ajuste de la forma ósea:
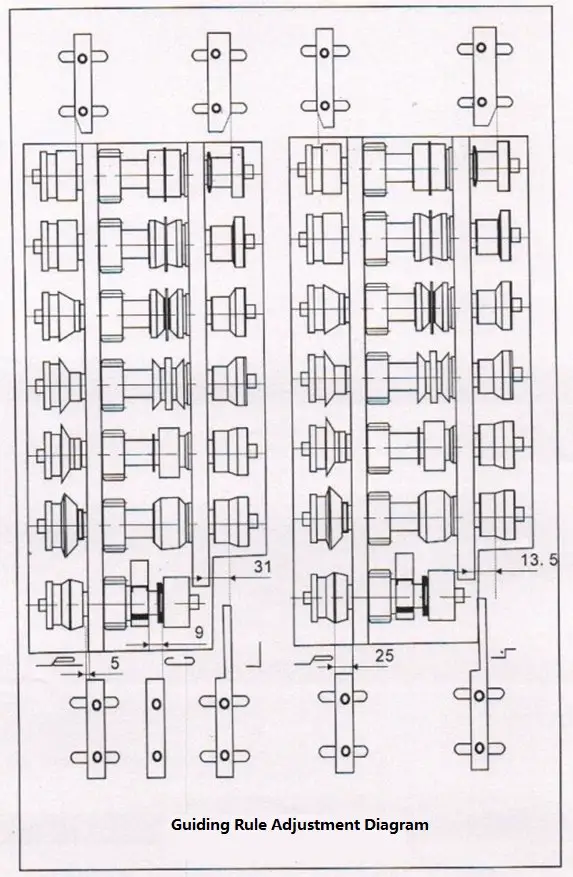
Afloje los tornillos (1) y (2) de la placa de posicionamiento de entrada y mueva la placa guía en dirección horizontal para ensanchar o estrechar el piezas conformadas. Placa ancha , placa estrecha , plato ancho placa estrecha .
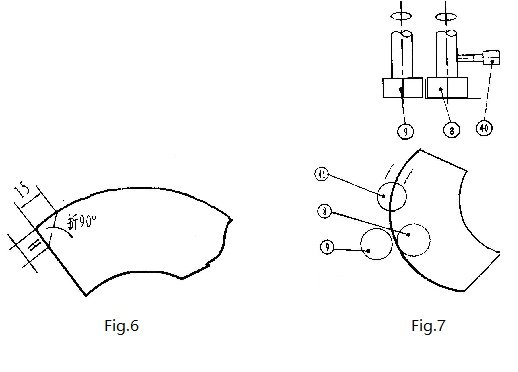
③Uso y ajuste del codo ( fig. 7 )
Primero, doblar la cabeza de la pieza en 90°,longitud 15mm, altura H (SA15-HB H=10mm, otros 8mm) (como se muestra en la fig.6).
A continuación, inserte el extremo B entre (8) y (9) en la dirección estrecha (como fig.7), luego apriete el tornillo (40), arranque la máquina, empuje con fuerza la placa junto con el rotor guía en el rodillo de laminación.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Le ha costado alguna vez conseguir doblados precisos en chapa metálica? Este artículo desmitifica la plegadora manual, una herramienta versátil esencial para plegar acero y metales no férreos. Al leerlo,...
¿Alguna vez se ha preguntado cómo se fabrican los conductos de aire de su casa u oficina? En esta fascinante entrada de blog, le llevaremos de viaje por el intrigante proceso...
¿Alguna vez se ha preguntado cómo se fabrican conductos de aire con precisión y eficacia? La conformadora de bridas TDF es la respuesta. Este artículo le guiará a través de su funcionamiento, destacando las...
Decidir cuál es la máquina Lockformer Pittsburgh adecuada para sus necesidades de fabricación de conductos puede resultar abrumador, especialmente para los recién llegados. Esta guía simplifica el proceso desglosando consideraciones clave como el voltaje,...
¿Por qué se prefieren a menudo los conductos redondos a los rectangulares en los sistemas de calefacción, ventilación y aire acondicionado? A pesar del uso tradicional de conductos rectangulares, la ingeniería moderna revela que los conductos redondos ofrecen ventajas significativas. Son...
Imagine que su sistema de aire acondicionado falla durante un caluroso día de verano debido a una instalación incorrecta de los conductos. Este artículo ofrece una guía paso a paso para crear e instalar conductos de aire acondicionado de gran volumen,...
¿Alguna vez se ha preguntado por la red oculta que mantiene su hogar confortable? En este interesante artículo, nos sumergimos en el mundo de los conductos de aire, explorando sus tipos, aplicaciones y...
¿Se ha preguntado alguna vez por qué el aire del interior de su casa está viciado o incluso es insalubre? Este artículo analiza el papel crucial de los sistemas de ventilación en el mantenimiento de la calidad del aire interior. Descubrirá...
¿Siente curiosidad por dominar la máquina de codos para conductos? Esta guía le mostrará cómo manejarla de forma eficaz y segura. Aprenderá la estructura de la máquina, el proceso paso a paso de formación y...














{kind=link}
{kind=link}