¿Cómo corta una máquina un metal duro con facilidad? Las máquinas de corte por plasma aprovechan el poder del gas ionizado a temperaturas increíblemente altas para cortar metales. Este artículo explica la ciencia que hay detrás de los estados de plasma y cómo estas máquinas utilizan arcos eléctricos y gases de alta velocidad para lograr cortes precisos. Los lectores conocerán la historia, los principios y las aplicaciones de la tecnología de corte por plasma, así como la solución de problemas comunes. Sumérjase en este fascinante tema y descubra cómo el corte por plasma da forma al mundo que nos rodea.
La industria moderna requiere la transformación de metales pesados y aleaciones, y la fabricación de herramientas y vehículos de transporte necesarios para las actividades cotidianas no puede prescindir de los metales.
Por ejemplo, grúas, coches, rascacielos, robots y puentes colgantes están hechos de componentes metálicos mecanizados con precisión.
La razón es sencilla: los materiales metálicos son muy resistentes y duraderos. Para la mayoría de los procesos de fabricación, especialmente los que implican artículos grandes y/o robustos, materiales metálicos son una elección natural.
Curiosamente, la resistencia de los materiales metálicos es también su inconveniente: como los metales no se dañan fácilmente, es muy difícil procesarlos para darles formas específicas. Cuando se necesita procesar un componente del mismo tamaño y resistencia que el ala de un avión, ¿cómo se puede conseguir un corte y una forma precisos?
En la gran mayoría de los casos, esto requiere el uso de un corte por plasma máquina. Aunque esto pueda parecer algo sacado de la ciencia ficción, en realidad, desde la Segunda Guerra Mundial, las máquinas de corte por plasma se han utilizado ampliamente.
En teoría, el principio de una máquina de corte por plasma es muy sencillo. Se procesa manipulando una de las formas de materia más comunes del universo conocido.
En este artículo, desvelaremos el misterioso velo de las máquinas de corte por plasma y veremos cómo esta herramienta tan mágica da forma a nuestro mundo.
Durante la Segunda Guerra Mundial, las fábricas estadounidenses produjeron blindados, armas y aviones cinco veces más rápido que las potencias del Eje, gracias a las grandes innovaciones de la industria privada en la producción en serie.
La forma de cortar y conectar más eficazmente los componentes de los aviones ha desencadenado algunas innovaciones tecnológicas.
Muchas fábricas que producen aeronaves militares han adoptado un nuevo método de soldadura, que implica el uso de materiales inertes. soldadura con gas de protección.
El gran descubrimiento radica en que el gas electrolizado por la corriente puede formar una barrera cerca de la soldadura para evitar la oxidación. Este nuevo método hace que las soldaduras sean más limpias y la estructura de conexión más fuerte.
Historia del corte por plasma
A principios de los años sesenta, los ingenieros hicieron otro descubrimiento. Descubrieron que aumentar el caudal de aire y reducir el tamaño de los poros puede ayudar a mejorar la temperatura de soldadura. El nuevo sistema puede alcanzar temperaturas más elevadas que cualquier soldadora comercial.
De hecho, a temperaturas tan altas, esta herramienta ya no sirve para soldar. En su lugar, es más bien una sierra que corta el metal resistente como un cuchillo caliente la mantequilla.
Arco de plasma
La introducción del arco de plasma revolucionó la velocidad, la precisión y la variedad de herramientas de cortey puede aplicarse a diversos metales. En la siguiente sección, presentaremos los principios científicos en los que se basa este sistema.
La facilidad con la que una máquina de corte por plasma puede penetrar en el metal se debe a las propiedades únicas del estado del plasma. ¿Qué es un estado de plasma?
En el mundo existen cuatro estados de la materia. La mayoría de las sustancias con las que entramos en contacto en nuestra vida cotidiana son sólidos, líquidos o gases. El estado de la materia viene determinado por la interacción entre las moléculas. Tomemos el agua como ejemplo:
El agua sólida es hielo. El hielo es un sólido compuesto por átomos eléctricamente neutros dispuestos en una red hexagonal. Como la interacción entre moléculas es estable, mantiene una forma fija.
El agua líquida es agua potable.Las moléculas siguen ejerciendo fuerzas entre sí, pero se mueven lentamente. Los líquidos tienen un volumen fijo, pero no una forma fija. La forma del líquido cambia según la forma del recipiente.
El agua gaseosa es vapor de agua. En el vapor de agua, las moléculas se mueven rápidamente y no hay conexión entre ellas. Al no haber fuerza entre las moléculas, los gases no tienen forma ni volumen fijos.
La cantidad de calor (convertido en energía) que absorben las moléculas de agua determina sus propiedades y su estado. En pocas palabras, más calor (más energía) hace que las moléculas de agua alcancen un estado crítico en el que los enlaces químicos entre ellas se rompen.
A bajas temperaturas, las moléculas están fuertemente unidas y la sustancia se encuentra en estado sólido. Al absorber más calor, las interacciones entre las moléculas se debilitan y la sustancia se vuelve líquida.
Al absorber aún más calor, las interacciones entre las moléculas casi desaparecen y la sustancia se convierte en un gas. ¿Qué ocurre si seguimos calentando el gas? Esto hará que entre en el cuarto estado, el estado de plasma.
Cuando un gas alcanza temperaturas extremadamente altas, entra en estado de plasma. La energía empieza a separar completamente las moléculas entre sí y los átomos comienzan a dividirse.
Normalmente, los átomos están formados por protones y neutrones en el núcleo atómico (véase la teoría atómica), así como por electrones que rodean al núcleo atómico.
En el estado de plasma, los electrones se separan de los átomos. Una vez que la energía térmica hace que los electrones abandonen los átomos, comienzan a moverse a gran velocidad. Los electrones tienen carga negativa, mientras que los núcleos atómicos restantes tienen carga positiva. Estos núcleos atómicos cargados positivamente se denominan iones.
Cuando los electrones de alta velocidad chocan con otros electrones o iones, liberan enormes cantidades de energía. Son precisamente estas energías las que confieren al plasma sus propiedades especiales y su increíble capacidad de corte.
Conocimiento común sobre el estado del plasma:
Cerca del 99% de la materia del universo se encuentra en estado de plasma. Debido a su altísima temperatura, no es frecuente encontrarlo en la Tierra; sin embargo, es muy común en cuerpos celestes como el Sol. En la Tierra, este estado puede observarse en los relámpagos.
Imagen por cortesía de la Administración Nacional Oceánica y Atmosférica (NOAA).
Máquina de corte por plasma
Las máquinas de corte por plasma no son los únicos dispositivos que manipulan la energía del plasma. Dispositivos como las luces de neón, las luces fluorescentes y las pantallas de plasma funcionan todos basados en el estado del plasma. Estos dispositivos utilizan el estado de plasma "frío". Aunque el plasma frío no se puede utilizar para corte de metalpero sigue teniendo aplicaciones considerables.
Las máquinas de corte por plasma tienen varias formas y tamaños. Hay máquinas de corte por plasma gigantes controladas por brazos robóticos para realizar cortes precisos, así como máquinas de corte por plasma manuales simplificadas que se utilizan en talleres.
Independientemente de su tamaño, todas las máquinas de corte por plasma se basan en los mismos principios y tienen diseños estructurales similares.
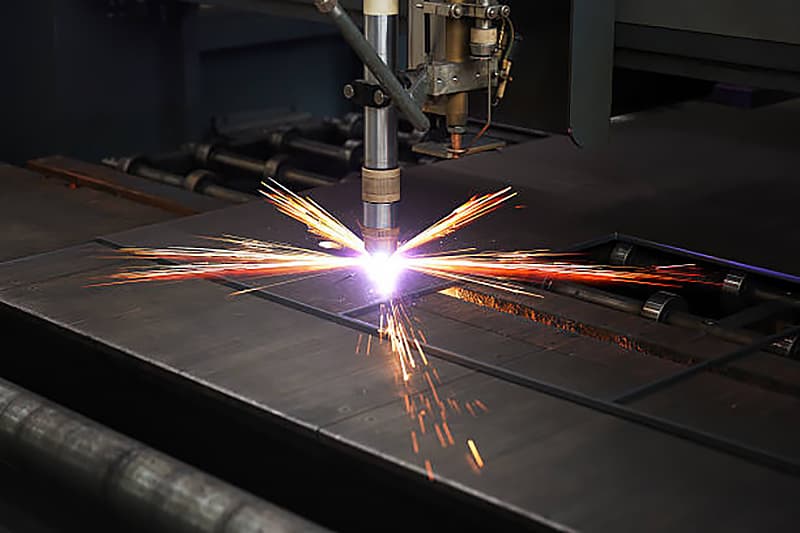
Cuando una máquina de corte por plasma está en funcionamiento, se suministran gases comprimidos como nitrógeno, argón u oxígeno a través de un canal estrecho. En el centro del canal se coloca un electrodo negativo. Cuando se suministra energía al electrodo negativo y la boquilla entra en contacto con el metal, se forma un circuito conductor de electricidad que genera chispas de alta energía entre el electrodo y el metal.
A medida que el gas inerte fluye por el canal, las chispas calientan el gas hasta que alcanza el cuarto estado de la materia. Esta reacción produce una corriente de plasma con una temperatura de hasta unos 16.649 grados centígrados y un caudal de hasta 6.096 metros por segundo, convirtiendo rápidamente el metal en escoria.
El plasma mismo tiene una corriente que fluye a través de él. Mientras el electrodo esté continuamente alimentado y el plasma esté en contacto con el metal, el ciclo del arco será continuo.
Para evitar la oxidación y los daños causados por propiedades desconocidas del plasma, el boquilla de corte por plasma está equipado con otro conjunto de canales que liberan continuamente gas protector para proteger la zona de corte. La presión del gas protector puede controlar eficazmente el radio del plasma columnar.
Corte por plasma
Las máquinas de corte por plasma se han convertido en una herramienta habitual en la industria moderna. Se han utilizado ampliamente en talleres de automóviles personalizados, así como en la fabricación de chasis y carrocerías a medida por parte de los fabricantes de automóviles.
Las empresas de construcción utilizan máquinas de corte por plasma en proyectos a gran escala para cortar y fabricar grandes vigas y placas metálicas. Los cerrajeros pueden utilizar máquinas de corte por plasma para perforar agujeros en zonas seguras cuando los clientes se quedan fuera.
En a CNC (Control Numérico por Ordenador), no es necesario tocar el material. Todo lo que tiene que hacer es dibujar en el ordenador la forma que desea cortar y el proceso de corte se automatizará.
1. Principio de funcionamiento
El plasma es un gas calentado a temperaturas extremadamente altas y altamente ionizado. La energía del arco se transfiere a la pieza de trabajo, que se funde y es expulsada, creando un estado de trabajo de plasma corte por arco.
El aire comprimido entra en la antorcha de corte y se distribuye en dos corrientes por la cámara de gas, formando gas plasma y gas auxiliar. El arco de gas plasma funde el metal, mientras que el gas auxiliar enfría las distintas partes del soplete de corte y sopla el metal fundido.
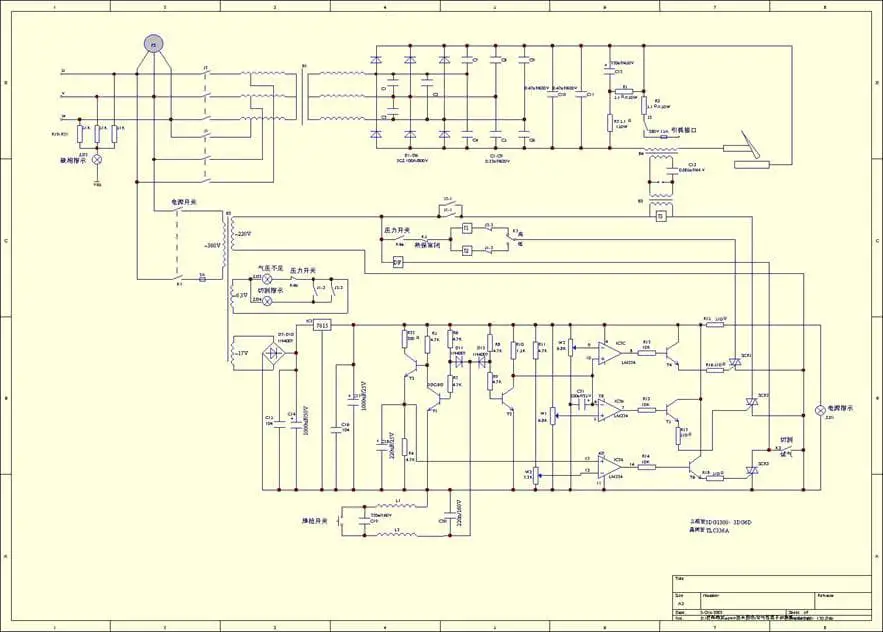
La fuente de alimentación de corte incluye un circuito principal y un circuito de control. El diagrama de bloques del principio eléctrico se muestra en la figura:
El circuito principal consta de un contactor, un transformador de potencia trifásico de alta resistencia a las fugas, un puente rectificador trifásico, una bobina de encendido por arco de alta frecuencia y elementos de protección. Presenta una característica externa empinada causada por la resistencia de alta fuga. El circuito de control completa todo el proceso de corte a través del interruptor de botón del soplete de corte:
Alimentación de pregas - Alimentación del circuito principal - Encendido del arco de alta frecuencia - Proceso de corte - Parada del arco - Parada.
El suministro eléctrico del circuito principal se controla mediante el contactor; el flujo de gas se controla mediante la válvula solenoide; y el oscilador de alta frecuencia enciende el arco y deja de funcionar una vez establecido el arco.
Además, el circuito de control también dispone de las siguientes funciones de bloqueo interno:
Acción del interruptor de control térmico, deja de funcionar.
2. Fallos de corte
(1) No cortar:
a: El espesor de la chapa excede el rango aplicable del equipo.
b: La velocidad de corte es demasiado rápida.
c: La inclinación del soplete de corte es demasiado grande.
d: La presión del aire comprimido es demasiado alta o demasiado baja.
e: La tensión de red es demasiado baja.
(2) Inestabilidad del arco de plasma:
a: El soplete de corte se mueve demasiado despacio.
b: La alimentación es bifásica y la tensión de funcionamiento disminuye.
c: La presión del aire comprimido es demasiado alta.
3. Instalación, mantenimiento y sustitución de piezas del soplete de corte.
Cuando instale o sustituya piezas del soplete de corte, desmóntelas en el orden de cubierta protectora-boquilla conductora-distribuidor de gas-cuerpo del soplete de corte con el cabezal del soplete de corte hacia arriba, y móntelas en el orden inverso.
Al instalar la boquilla, asegúrese de que esté concéntrica con el electrodo. La cubierta protectora debe estar bien apretada, y la boquilla debe estar bien presionada. Si hay holgura, no se puede realizar el corte.
Utilizar razonablemente el soplete de corte. Ponga en contacto la boquilla con la pieza a cortar antes de encender el arco. Una vez finalizado el corte, suelte el botón de la empuñadura para detener el arco y, a continuación, aleje el soplete de corte de la superficie de la pieza de trabajo para prolongar la vida útil de las piezas. Cuando el hueco central de la boquilla afecte a la calidad del corte, deberá sustituirse a tiempo.
Cuando el centro del electrodo está rebajado más de 2 milímetros o no puede encender el arco, el electrodo se puede instalar al revés o actualizado.
Cuando la cubierta protectora o el distribuidor de gas están agrietados o gravemente dañados, deben sustituirse a tiempo.
Cuando se detecta el aislamiento del cuerpo del soplete de corte, la funda de cuero sintético, el aislamiento del cable o daños en la tubería de gas, debe repararse o sustituirse a tiempo.
Para desmontar el soplete cortador, retraiga la funda de cuero sintético, desmonte los cables de conexión del interruptor, retraiga el mango hacia atrás y, a continuación, desmonte las juntas de conexión del cuerpo del soplete cortador.
Cuando sustituya una cubierta protectora cerámica nueva, aplique un poco de aceite de vaselina a la junta tórica del cuerpo del soplete de corte antes de enroscarla para prolongar la vida útil de la junta.
4. Averías comunes y métodos de resolución de problemas
No.
Fallos
Causas
Soluciones
1
Encienda el interruptor de alimentación, la luz indicadora de alimentación no se enciende.
1. El fusible del interruptor de alimentación está roto.
sustituir
2. El fusible detrás de la caja de alimentación está roto
Comprobar y sustituir
3. El transformador de control está averiado
sustituir
4. El interruptor de encendido está roto
sustituir
5. El indicador luminoso no funciona
sustituir
2
No se puede preajustar la presión del gas de corte
1. La fuente de aire no está conectada o no hay aire en la fuente de aire
Conectar la fuente de aire
2. El interruptor de encendido no está en la posición "on".
Disparador
3. La válvula reductora de presión está dañada
Reparar o sustituir
4. Cableado deficiente de la electroválvula
Comprobar el cableado
5. La electroválvula está averiada
sustituir
3
Si se pulsa el botón del soplete de corte durante el funcionamiento, no sale aire.
1. Fugas en tuberías
Arreglar la parte filtrada
2. La electroválvula está averiada
sustituir
4
Después de que la boquilla conductora entre en contacto con la pieza a cortar, pulse el botón del soplete de corte y se encenderá la luz indicadora de trabajo, pero no se habrá activado el corte por arco.
1. KT1 está roto
sustituir
2. El transformador de alta frecuencia está averiado.
Comprobar o sustituir
3. Oxidación de la superficie de la varilla de chispa o distancia de separación inadecuada.
Pulirlo o ajustarlo
4. Cortocircuito del condensador de alta frecuencia C7
sustituir
5. La presión del aire es demasiado alta
Bajar
6. La pérdida de la boquilla conductora es demasiado corta
sustituir
7. Circuito abierto o cortocircuito del elemento rectificador del puente rectificador.
Compruébelo y sustitúyalo
8. Mal contacto o circuito abierto del cable del soplete de corte.
Reparar o sustituir
9. El cable de tierra de la pieza no está conectado a la pieza
Conectado a la pieza
10. Hay una capa gruesa de pintura o suciedad en la superficie de la pieza.
Limpiar y hacer conductor
5
La luz indicadora de corte no se enciende cuando la boquilla conductora entra en contacto con la pieza a cortar y se pulsa el botón del soplete de corte
1. Acción del interruptor de control térmico
Esperar a que se enfríe o volver a trabajar
2. El interruptor del botón del soplete de corte está dañado
sustituir
6
Control del fusible para que se rompa tras el arranque a alta frecuencia
1. Transformador de alta frecuencia dañado
Comprobar y sustituir
2. Transformador de control dañado
Comprobar y sustituir
3. Cortocircuito de la bobina del contactor
sustituir
7
El fusible del interruptor principal está roto.
1. Cortocircuito del elemento rectificador
Comprobar y sustituir
2 Avería del transformador principal
Comprobar y sustituir
3. Cortocircuito de la bobina del contactor
Comprobar y sustituir
8
Frecuencia elevada pero sin formación de arco
1. El componente rectificador está defectuoso (hay un sonido anormal en el interior de la máquina).
Comprobar y sustituir
2. El transformador principal está dañado
Comprobar y sustituir
3. C1-C7 Abajo
Comprobar y sustituir
9
Interrupción del trabajo a largo plazo y fallo del arco
1. La temperatura del transformador principal es demasiado alta, y el interruptor de control térmico actúa
Esperar a que se enfríe antes de trabajar, prestar atención al descenso
¿Funciona el ventilador de temperatura y la dirección del viento?
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado por la tecnología de vanguardia que está revolucionando la fabricación de metales? El corte por plasma ha cambiado las reglas del juego del sector, ofreciendo una velocidad, precisión y versatilidad sin precedentes. En este artículo...
¿Su cortadora de plasma no funciona bien y no sabe por qué? Ya se trate de una antorcha rota o de arcos inestables, esta guía aborda los problemas más comunes de la cortadora de plasma. Desde...
¿Alguna vez se ha preguntado cómo conseguir cortes impecables con las máquinas de plasma CNC? Dominar los parámetros de corte es la clave. Este artículo se sumerge en los aspectos esenciales como la corriente de corte, la velocidad,...
Este artículo explora el fascinante mundo del corte térmico de metales, desde el oxicorte hasta los métodos por plasma y láser. Conozca sus ventajas únicas, sus limitaciones y el impacto en la fabricación moderna.....
Imagínese rodeado de una nube de partículas invisibles y nocivas cada vez que trabaja. El corte por plasma, aunque eficiente, produce polvo y gases peligrosos que pueden afectar gravemente a la salud y al...
Imagine cortar el metal como un cuchillo la mantequilla, pero sobre la marcha. Las cortadoras por plasma portátiles están revolucionando sectores como el automovilístico o el aeroespacial al ofrecer capacidades de corte...
Imagine cortar sin esfuerzo gruesas planchas de metal con precisión y velocidad. Este artículo profundiza en las complejidades operativas de una máquina de corte por plasma CNC, guiándole a través de todo, desde...
¿Alguna vez se ha preguntado cómo consiguen los fabricantes precisión y eficacia al cortar acero inoxidable? Este artículo se sumerge en seis técnicas avanzadas para el corte de acero inoxidable, destacando sus ventajas y aplicaciones....