¿Se ha preguntado alguna vez cómo se da forma de cilindros y conos perfectos a enormes estructuras de acero? Este artículo explora el fascinante mundo de las laminadoras de chapa, herramientas esenciales en industrias como la construcción naval y la fabricación de maquinaria. Descubrirá cómo estas máquinas transforman láminas planas de metal en formas intrincadas, haciendo posibles las maravillas de la ingeniería moderna.
La laminadora de chapas es un sofisticado equipo esencial en la fabricación de metales, diseñado para transformar chapas planas en diversas formas curvas y cilíndricas. Esta versátil máquina emplea rodillos de trabajo diseñados con precisión para aplicar una deformación controlada a la pieza de trabajo, lo que permite producir geometrías complejas que van desde cilindros perfectos a intrincadas formas cónicas.
En esencia, la laminadora de chapa funciona según el principio de la deformación plástica. Utiliza una combinación de sistemas hidráulicos y accionamientos mecánicos para ejercer fuerzas cuidadosamente calibradas a través de los rodillos de trabajo sobre la chapa. Este proceso induce una tensión de flexión que supera el límite elástico del material, lo que provoca una deformación permanente al tiempo que mantiene la integridad estructural.
La versatilidad de la máquina radica en su capacidad para manipular la posición, la velocidad de rotación y la presión aplicada de los rodillos de trabajo. Este control dinámico permite la creación de un amplio espectro de perfiles, incluyendo:
Segmentos de arco para elementos arquitectónicos
Perfiles cilíndricos para recipientes a presión y depósitos
Formas cónicas para embudos y transiciones industriales
Formas ovaladas para conductos especiales
Las laminadoras de chapa tienen una amplia aplicación en diversas industrias pesadas, entre ellas:
Procesamiento químico: para fabricar tanques de almacenamiento y recipientes de reacción
Generación de energía: en la producción de tambores de caldera e intercambiadores de calor
Construcción naval: para conformar secciones del casco y mamparos
Aeroespacial: en la fabricación de secciones del cuerpo de cohetes
En función de su configuración, las laminadoras de chapa se clasifican principalmente en dos tipos:
Máquinas curvadoras de chapa de tres rodillos: Con un rodillo inferior fijo y dos rodillos superiores ajustables, estas máquinas ofrecen simplicidad y son adecuadas para materiales de calibre más ligero.
Máquinas curvadoras de chapa de cuatro rodillos: Con dos rodillos motrices centrales y dos rodillos laterales ajustables, estas máquinas proporcionan un mayor control y precisión, por lo que son ideales para aplicaciones de gran resistencia y geometrías complejas.
La elección entre estas configuraciones depende de factores como el grosor del material, la precisión requerida y el volumen de producción, lo que permite a los fabricantes optimizar sus procesos de conformado de metales para aplicaciones específicas.
¿Qué es una laminadora de chapa?
A laminadora de chapatambién conocido como rodillo de chapa o rodillo de chapa, es una máquina herramienta especializada diseñada para el plegado continuo de chapas metálicas en piezas cilíndricas, cónicas o en forma de arco. Este versátil equipo utiliza los principios de la deformación plástica para lograr un plegado preciso y controlado de las chapas metálicas.
La máquina funciona manipulando las posiciones relativas y los movimientos de rotación de sus rodillos, que deforman continuamente la chapa para conseguir la curvatura deseada. Las laminadoras de chapa están disponibles en varias configuraciones, como diseños de dos rodillos, tres rodillos y cuatro rodillos, cada uno de los cuales ofrece ventajas específicas para distintas aplicaciones:
1. Máquinas de dos rodillos: Se utilizan principalmente para procesar chapas más pequeñas y formas cilíndricas simples.
2. Máquinas de tres rodillos: Ofrecen mayor versatilidad y se clasifican a su vez en:
Rodillo superior universal
Simétrico
Horizontal descendente ajustable
Tipos de arco ajustables
3. Máquinas de cuatro rodillos: Diseñadas para manipular chapas más grandes y gruesas, como las utilizadas en la fabricación de acero marino pesado.
Estas máquinas pueden clasificarse a su vez en función de sus sistemas de accionamiento, siendo los dos tipos principales los hidráulicos y los mecánicos. Los sistemas hidráulicos ofrecen un funcionamiento más suave y un mayor control de la fuerza, mientras que los sistemas mecánicos pueden proporcionar mayores velocidades y menores requisitos de mantenimiento.
Las máquinas laminadoras de chapas encuentran amplias aplicaciones en diversas industrias, entre ellas:
Fabricación de calderas y recipientes a presión
Construcción naval e ingeniería marina
Equipos de tratamiento de petróleo y productos químicos
Fabricación de torres de aerogeneradores
Grandes estructuras metálicas y elementos arquitectónicos
Componentes de maquinaria pesada
Fabricación de conductos HVAC
Las modernas laminadoras de chapa suelen incorporar funciones avanzadas como controles CNC, sistemas automatizados de alimentación de chapas y dispositivos de medición integrados para mejorar la precisión, la productividad y la repetibilidad en el proceso de conformado de metales.
Principio de funcionamiento de la laminadora de chapas
Existen muchas especificaciones y modelos diferentes de máquinas curvadoras de chapa. Estas máquinas pueden clasificarse en función de su estructura mecánica y el número de rodillos, lo que da lugar a versiones de tres y cuatro rodillos. Además, las máquinas curvadoras de chapa se pueden clasificar en función de su modo de accionamiento: mecánico o hidráulico.
La estructura de una máquina curvadora de chapa de tres rodillos es relativamente sencilla, ya que consta de un par de rodillos laterales y un rodillo superior que puede moverse hacia arriba y hacia abajo. La máquina curvadora de chapa de cuatro rodillos, sin embargo, tiene una estructura más compleja con un par de rodillos laterales, un rodillo superior y un rodillo inferior. A pesar de su mayor coste, este tipo de máquina ofrece un rendimiento superior y produce productos laminados de mayor calidad.
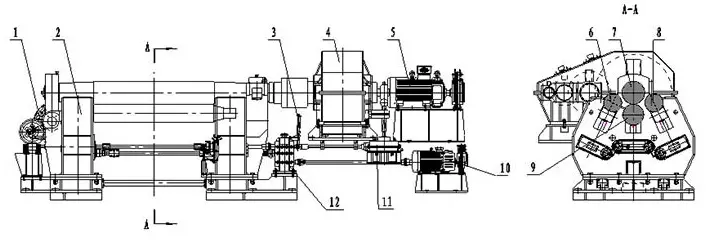
La máquina curvadora de chapas combinada consta principalmente de un dispositivo de descarga, un sistema de transmisiónun rodillo superior, un rodillo inferior y un bastidor.
Su estructura presenta piñones de múltiples sistemas de transmisión que engranan con los grandes engranajes del extremo del rodillo superior. El sistema de transmisión puede disponerse en dos grupos, colocados horizontal y simétricamente con el rodillo superior.
Alternativamente, puede estar dispuesto en tres grupos, con el rodillo superior simétricamente posicionado alrededor de un círculo central de 120 grados. Por último, el sistema de transmisión puede constar de cuatro grupos, con el rodillo superior colocado simétricamente alrededor de un círculo central de 90 grados.
El principio de funcionamiento del maquinaria de laminación es constante en todos los modelos. La posición relativa del rodillo superior y del rodillo lateral se ajusta para doblar y deformar gradualmente el chapa metálica entre los rodillos. La rotación positiva y negativa del eje principal hace que la chapa se mueva de un lado a otro entre los rodillos hasta que se produce la deformación plástica.
Mediante el ajuste continuo de la posición relativa del rodillo, el eje principal alterna continuamente y la deformación plástica de la chapa aumenta hasta que se procesa en un arco circular o un producto de pasada circular que cumple las especificaciones requeridas.
La capacidad de trabajo de la máquina curvadora de chapas se refiere al diámetro mínimo del tambor que puede producirse cuando el grosor y la anchura máximos de la chapa se laminan bajo límites de elasticidad especificados en estado frío. Este método se utiliza ampliamente a nivel nacional e internacional, ya que ofrece una alta precisión, un funcionamiento sencillo y un bajo coste. Sin embargo, requiere una chapa de alta calidad sin defectos ni inconsistencias en su estructura metalúrgica.
Para chapas más gruesas o radios de curvatura más pequeños que superen la capacidad de trabajo del equipo, puede utilizarse el método de laminado en caliente si el equipo lo permite. En los casos en que la chapa no puede laminarse en frío y la rigidez del laminador en caliente es insuficiente, se emplea el método de laminación en caliente.
Método de procesamiento de la conformación por doblado de la máquina dobladora de placas
En la fabricación de estructuras de acero, el proceso de conformado por doblado incluye varios métodos, como el laminado (redondeado), el doblado (cocción a fuego lento), el plegado y el prensado a presión. Este proceso puede completarse mediante transformación en caliente o en frío.
La flexión en redondo es una deformación por flexión que se consigue mediante el alargamiento de las fibras exteriores y el acortamiento de las fibras interiores de la chapa de acero bajo la influencia de una fuerza externa, mientras que las fibras centrales permanecen inalteradas. Si el radio del cilindro es grande, la chapa de acero puede laminarse a temperatura ambiente, pero si el radio es pequeño y la chapa es gruesa, es necesario calentarla.
Existen tres métodos para laminar chapas de acero a temperatura ambiente: el laminado mecánico, el prensado en molde y la fabricación manual. El redondeado mecánico se realiza en la laminadora de chapas, también conocida como laminadora redonda. El redondeo de las chapas en esta máquina se consigue mediante la presión generada cuando el rodillo superior se desplaza hacia abajo. El principio de funcionamiento del redondeado se muestra en la siguiente figura.
A) Máquina curvadora simétrica de tres rodillos B) Tres asimétricos curvado de rodillos máquina C) Dibujo de la curvadora de cuatro rodillos
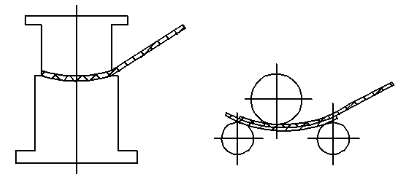
Cuando se utiliza una máquina curvadora de tres rodillos (enrolladora) para curvar la chapa, ambos extremos de la chapa deben precurvarse. La longitud de precurvado se calcula como 0,5L + (30 a 50) mm, donde L es el distancia entre centros del rodillo inferior.
El proceso de precurvado puede realizarse mediante prensado con una prensa o utilizando una placa de apoyo en la laminadora.
a) Presione y doble previamente con un máquina de prensar b) Precurvado con placa de apoyo en la redondeadora
Diferentes tipos de laminadoras de chapa
Las laminadoras de chapas, también conocidas como curvadoras de chapas, son fundamentales en diversos procesos industriales, especialmente en la fabricación de metales. Estas máquinas son esenciales para conformar formas cilíndricas o cónicas a partir de placas metálicas planas, y sirven a industrias como la automovilística, la aeroespacial, la energética y la de defensa.
La clasificación de las laminadoras de chapa varía en todo el mundo. En los países occidentales, la clasificación suele centrarse en la configuración de los rodillos de trabajo, mientras que en China se basa en el número y el mecanismo de ajuste de los rodillos de trabajo.
Las principales categorías son:
1. Máquinas curvadoras de chapas de tres rodillos:
Configuraciones simétricas y asimétricas
Mecanismos de ajuste horizontal, inclinado, en arco y vertical
Ofrecen versatilidad en las operaciones de plegado y son adecuadas para una amplia gama de espesores de chapa
2. Máquinas curvadoras de placas de cuatro rodillos:
Variantes de ajuste de la inclinación del balanceo lateral y del arco de balanceo lateral
Proporcionan un mayor control sobre el proceso de plegado, lo que permite formas más complejas y una mayor precisión
3. Máquinas curvadoras de chapa especializadas:
Dobladoras de placas verticales para cilindros de gran diámetro
Dobladoras de chapas marinas para aplicaciones de construcción naval
Curvadoras de rodillos dobles para necesidades industriales específicas
Dobladoras de chapa cónica para crear formas cónicas
Curvadoras multibobina para manipular chapas extragruesas o conseguir radios más estrechos
Dobladoras polivalentes diseñadas para ofrecer flexibilidad en diversas operaciones de doblado
Los sistemas de transmisión de las laminadoras de chapa han evolucionado con el tiempo:
1. Transmisión mecánica:
Tecnología de larga tradición con una estructura sencilla y un rendimiento fiable
Rentable para máquinas pequeñas y medianas
Limitado en aplicaciones que requieren un par elevado o un control preciso
2. Transmisión hidráulica:
Cada vez más popular para aplicaciones de alto par y baja velocidad
Ofrece mejor control y eficiencia energética
Adecuado para operaciones de laminado de chapa a gran escala
3. Sistemas híbridos mecánico-hidráulicos:
Combina el accionamiento principal mecánico con el movimiento del cilindro de trabajo controlado hidráulicamente
Equilibrio entre fiabilidad tradicional y capacidad de control moderna
4. Sistemas totalmente hidráulicos:
Utiliza motores hidráulicos tanto para el accionamiento principal como para el control del rodillo de trabajo.
Proporcionan la máxima flexibilidad y precisión en las operaciones de plegado
Ideal para tareas de plegado complejas y aplicaciones pesadas
Los últimos avances en la tecnología de laminado de chapa incluyen la integración de sistemas CNC para mejorar la precisión y la repetibilidad, así como el desarrollo de accionamientos energéticamente eficientes y sistemas de supervisión inteligentes para un mantenimiento predictivo. Estas innovaciones están ampliando los límites de lo que es posible en el conformado de metales, lo que permite a los fabricantes producir formas más complejas con tolerancias más estrictas y una mayor eficiencia.
Ventajas y desventajas de la laminadora de chapa
Ventajas y desventajas de la máquina curvadora de chapas de tres rodillos
La curvadora de chapas de tres rodillos es una herramienta versátil en el conformado de metales, que utiliza tres rodillos de trabajo (dos inferiores y uno superior) para dar forma a chapas metálicas planas en perfiles cilíndricos, cónicos o personalizados. A medida que la chapa pasa por los rodillos, se somete a una flexión continua, en la que la capa interior experimenta compresión, la capa intermedia permanece neutra y la capa exterior experimenta deformación por tracción. Este proceso produce una deformación plástica permanente que permite dar forma a la pieza con precisión.
El rodillo superior de la máquina, normalmente en forma de tambor, puede ajustarse verticalmente mediante accionamiento hidráulico, proporcionando una presión controlada sobre la pieza de trabajo. Este diseño mejora la rectitud del producto y es especialmente adecuado para fabricar componentes cilíndricos superlargos con diversos perfiles de sección transversal. Los rodillos inferiores, accionados por un sistema reductor de engranajes, proporcionan el par necesario para el laminado de chapas. Además, los rodillos de soporte ajustables complementan a los rodillos inferiores, mejorando aún más el control sobre el proceso de plegado.
Las principales ventajas de la curvadora de tres rodillos son:
Versatilidad en la producción de una amplia gama de perfiles curvos
Capacidad para manipular planchas gruesas (más de 50 mm) con eficacia
Mejora de la rectitud en productos cilíndricos largos
Mayor precisión gracias a los rodillos de apoyo ajustables
Sin embargo, el sistema tiene algunas limitaciones:
Requisito de precurvado de los extremos de las chapas mediante equipos auxiliares
Posibilidad de reducir la eficacia en el procesamiento de piezas más cortas
Mayor inversión inicial en comparación con plegadoras más sencillas
Para mitigar algunos de estos inconvenientes y mejorar el rendimiento general, los fabricantes suelen incorporar una serie de rodillos locos fijos debajo de los rodillos inferiores. Esta modificación reduce la distancia efectiva entre rodillos, mejorando así la precisión de la pieza de trabajo y la estabilidad de la máquina, especialmente al procesar materiales de mayor calibre.
Ventajas y desventajas de la laminadora de chapa de cuatro rodillos
La plegadora de chapa de cuatro rodillos ofrece un proceso de operación racionalizado, que consta principalmente de dos pasos principales: prensado y rotación. Este flujo de trabajo simplificado puede reducir los requisitos de mano de obra y mejorar la eficiencia general en las operaciones de conformado de metales.
Las principales ventajas del sistema de cuatro rodillos son:
Funcionamiento simplificado, lo que reduce potencialmente el tiempo de formación del operador
Mayor precisión circular en los productos laminados
Capacidad de precurvado y curvado completo sin cambiar la posición de la chapa
Mayor control del proceso de plegado, lo que permite formas más complejas
Sin embargo, el sistema también presenta ciertas limitaciones:
Tiempos de ciclo más largos para cada operación de laminado en comparación con algunos métodos alternativos.
Requisitos de carga y descarga manual, que pueden afectar a la productividad global
Posibilidad de que la inversión inicial y los costes de mantenimiento sean más elevados debido al rollo adicional.
A pesar de estos retos, la máquina curvadora de chapa de cuatro rodillos es prometedora para futuros desarrollos. La investigación y los avances tecnológicos en curso se centran en abordar sus limitaciones actuales, especialmente en áreas como la automatización de los procesos de carga y descarga y la optimización de los ciclos de laminado. A medida que se implementen estas mejoras, el sistema de cuatro rodillos tiene el potencial de convertirse en una solución cada vez más práctica y eficaz para una amplia gama de aplicaciones de conformado de metales, ofreciendo una mayor versatilidad y precisión en las operaciones de plegado de chapas.
Partes y funciones de la laminadora de chapa
La laminadora de chapas es un equipo fundamental utilizado en la fabricación de metales para conformar chapas metálicas planas en formas cilíndricas o de arco. Este proceso es fundamental en la producción de componentes cilíndricos de acero, ampliamente utilizados en diversas industrias de fabricación de maquinaria debido a su eficiencia y eficacia. Profundicemos en la estructura y funciones específicas de sus componentes clave:
Conjunto de rodillo superior: - Cilindro principal de aceite - Alojamiento superior del rodamiento de rodillos - Rollo superior - Rodamientos autoalineables de doble hilera
El rodillo superior es un componente crucial, con muñones en ambos extremos equipados con rodamientos de doble hilera extra anchos. La implementación de rodamientos de rodillos autoalineables facilita el manejo de la inclinación del rodillo principal y el enrollado cónico, mejorando la versatilidad y precisión de la máquina en las operaciones de conformado.
Mecanismo de movimiento horizontal: - Movimiento motor - Reductor - Engranaje helicoidal - Mecanismo de tuerca
Este sistema permite que el conjunto de rodillos superiores se desplace horizontalmente, lo que posibilita el laminado asimétrico de las chapas. Esta característica es esencial para conseguir geometrías complejas y mantener un grosor uniforme en el producto laminado.
Conjunto de rodillo inferior: - Rodillo inferior - Alojamiento del rodamiento - Engranajes - Cojinetes de deslizamiento
El conjunto de rodillo inferior está diseñado para aplicaciones de baja velocidad y alta carga a temperaturas de funcionamiento estándar. Proporciona el soporte y el accionamiento necesarios para la chapa durante el proceso de laminado, garantizando una presión y una rotación constantes.
Conjunto de poleas guía: - Rodillo loco - Mecanismo de cuña
Este componente ajustable permite ajustar con precisión el proceso de laminado para adaptarse a diversas especificaciones de chapa, lo que aumenta la flexibilidad y precisión de la máquina.
Sistema de propulsión principal: - Motor principal - Reductor de freno
Este sistema proporciona la energía primaria y el control para la operación de laminado, garantizando una rotación suave y uniforme de los rodillos.
Mecanismo de basculación: - Carnero - Cilindro basculante
Instalado en el lateral de la estantería volcada, este mecanismo facilita el vuelco y la restauración de la máquina, lo que resulta crucial para el mantenimiento y determinadas operaciones de rodadura especializadas.
Cada uno de estos componentes funciona de forma coordinada para permitir el conformado preciso y eficaz de chapas metálicas en las formas cilíndricas o de arco deseadas. La integración de sistemas hidráulicos, rodamientos de precisión y robustos mecanismos de accionamiento permite manipular una amplia gama de espesores y materiales de chapa, lo que convierte a la laminadora de chapas en una herramienta versátil e indispensable en los procesos modernos de fabricación de metales.
Especificaciones de la máquina laminadora de chapa
Los parámetros clave de una máquina laminadora de chapas, también conocida como máquina curvadora de rodillos, incluyen:
Espesor máximo de la placa (mm): Define la chapa más gruesa que la máquina puede enrollar eficazmente.
Anchura máxima de la placa (mm): Indica la placa más ancha que puede alojar la máquina.
Límite elástico de la chapa (MPa): Especifica el límite elástico máximo de los materiales que puede procesar la máquina.
Velocidad de laminación (m/min): Determina la cadencia de producción y el tiempo de ciclo.
Diámetro mínimo de la bobina a plena carga (mm): Representa el diámetro más pequeño que la máquina puede enrollar a su capacidad máxima.
Diámetro del rodillo superior (mm): Afecta a la fuerza de flexión y al radio mínimo de curvatura.
Diámetro del rodillo inferior (mm): Influye en las capacidades de apoyo e impulso.
Distancia central entre rodillos inferiores (mm): Impacta en la capacidad de la máquina para formar diferentes radios y formas.
Potencia del motor principal (kW): Determina la fuerza de salida y la capacidad de procesamiento de la máquina.
Peso de la máquina (t): Indica la robustez y estabilidad del equipo.
Dimensiones totales (longitud × anchura × altura) (mm): Crucial para la planificación de la instalación y la distribución del espacio de trabajo.
Capacidad de precurvado (opcional): Especifica la capacidad de la máquina para formar dobleces iniciales en los extremos de la chapa.
Tipo de sistema de control: Indica si la máquina se maneja manualmente, con control CNC o si ofrece ambas opciones.
Estas especificaciones son fundamentales para seleccionar la laminadora de chapas adecuada para los requisitos de fabricación, las propiedades de los materiales y los volúmenes de producción específicos.
Aplicaciones de la laminadora de chapa
Las laminadoras de chapa, a menudo denominadas "las máquinas de las máquinas de producción" y consideradas la "columna vertebral" de la fabricación industrial, desempeñan un papel crucial en la fabricación moderna. A pesar de su relación aparentemente distante con la vida cotidiana, estas máquinas forman parte integral de la producción de numerosos productos que utilizamos a diario. Son esenciales en diversas industrias, como la automovilística, la aeroespacial, la informática, los equipos médicos y la producción de energía.
A medida que se amplía el ámbito de aplicación de las máquinas laminadoras de chapa, aumenta la importancia de establecer las normas correspondientes. La creciente demanda de estas máquinas hace necesario el desarrollo de normas y sistemas pertinentes. En última instancia, esta normalización impulsará el avance de la tecnología de laminación de chapas hasta nuevas cotas y mejorará la calidad de los productos laminados.
Para afrontar los retos del futuro, es imperativo no sólo utilizar las normas existentes, sino también investigar y desarrollar nuevas normas y sistemas. Este enfoque con visión de futuro ayudará a impulsar la tecnología de laminación de chapas a niveles más altos de precisión, eficiencia y versatilidad, mejorando continuamente la calidad y las capacidades de las máquinas de laminación de chapas.
Los expertos del sector prevén un futuro mercado de laminadoras de chapa que ofrezca una gama más amplia de opciones, con múltiples variedades y especificaciones para satisfacer las demandas de proyectos de fabricación integrales. Esta diversificación incluirá probablemente:
Máquinas de alta precisión controladas por CNC para curvaturas complejas
Rodillos de gran tamaño para aplicaciones de la industria pesada
Máquinas especializadas para materiales y aleaciones exóticos
Máquinas híbridas que combinan el laminado con otros procesos de conformado
La industria se está alejando de las laminadoras de chapa de gama baja, ya que no sostendrán el crecimiento futuro. En su lugar, es crucial centrarse en el diseño innovador y en la investigación y el desarrollo para el éxito futuro de la industria. Este cambio hace hincapié en:
Sistemas de control avanzados para mejorar la precisión y la repetibilidad
Integración de la supervisión en tiempo real y el mantenimiento predictivo
Procesos de laminado eficientes desde el punto de vista energético y respetuosos con el medio ambiente
Funciones mejoradas de manipulación de materiales y automatización
Los principales fabricantes de laminadoras de chapa se esfuerzan por establecer centros automáticos de innovación científica y tecnológica. Estos centros crearán plataformas para transformar y modernizar la industria tradicional de maquinaria de laminación, fomentando el desarrollo de productos de laminación avanzados. Las principales áreas de interés son:
Optimización de los parámetros de laminación mediante IA
Tecnologías de realidad virtual y gemelos digitales para el diseño de máquinas y la formación de operarios
Desarrollo de sistemas de rodadura inteligentes e interconectados para la integración de la Industria 4.0
Investigación de nuevas técnicas de laminado para materiales y aplicaciones emergentes
Gracias a la fuerte demanda del mercado y a los continuos avances tecnológicos, las perspectivas de futuro del sector de las laminadoras de chapa son amplias y prometedoras. A medida que la industria evolucione, desempeñará un papel cada vez más importante en la configuración del futuro de la fabricación en diversos sectores, contribuyendo a procesos de producción más eficientes, precisos e innovadores.
Factores que influyen en el precio de las laminadoras de chapa
El coste de las máquinas curvadoras de chapa es un factor crítico para todos los usuarios. Las fluctuaciones de precios pueden afectar significativamente a los intereses de las partes interesadas. Examinemos los factores clave que afectan al precio de las plegadoras de chapa para ayudar a los usuarios a tomar decisiones de compra bien fundadas.
Especificaciones y dimensiones:
Las laminadoras de chapa están disponibles en una amplia gama de tamaños, lo que ofrece a los clientes diversas opciones. Los precios de las máquinas están directamente relacionados con el tamaño, ya que las especificaciones más grandes tienen precios más altos y las unidades más pequeñas son más económicas. Los fabricantes suelen ofrecer diseños personalizados para requisitos de tamaño específicos. Si el presupuesto inicial no se ajusta al presupuesto del cliente, la negociación entre las partes puede llevar a un punto de precio mutuamente aceptable.
Capacidad de procesamiento de materiales:
El precio de una máquina curvadora de chapa está intrínsecamente ligado a sus capacidades de procesamiento de materiales. Las máquinas diseñadas para manipular chapas más anchas y gruesas, procesando así piezas de mayor volumen, suelen ser más caras. La capacidad de trabajar con diversos materiales y conseguir tamaños y formas específicos también influye en el precio.
Sistema de accionamiento: Mecánico vs. Hidráulico:
Las curvadoras de chapa se clasifican en función de su sistema de accionamiento: mecánico o hidráulico. Los tipos mecánicos pueden clasificarse a su vez en configuraciones simétricas y asimétricas.
Estos sistemas de accionamiento difieren en sus principios de funcionamiento, características de rendimiento y adecuación a la aplicación. La elección entre los tipos mecánico e hidráulico depende de los requisitos específicos del usuario. Los precios varían significativamente entre estos tipos debido a las diferencias en la complejidad del diseño, los procesos de fabricación y las capacidades generales de rendimiento. Además, los precios pueden fluctuar de un fabricante a otro en función de su experiencia y eficiencia de producción.
A la hora de invertir en plegadoras de chapa totalmente automatizadas de alta calidad, es fundamental tener en cuenta otros factores además del precio. Evalúe las especificaciones, las métricas de rendimiento, el nivel de automatización, la eficiencia energética y la fiabilidad a largo plazo. Este enfoque integral garantiza la selección de una máquina que no sólo se ajuste al presupuesto, sino que también satisfaga de forma óptima las condiciones de trabajo y los requisitos de producción específicos.
¿Cómo se utiliza la laminadora de chapa?
La laminadora de chapas, también conocida como curvadora de chapas, funciona según el principio de aplicar fuerzas externas mediante presión hidráulica o medios mecánicos para mover los rodillos de trabajo. Esta acción permite moldear con precisión chapas metálicas en diversas formas, incluidos componentes cilíndricos, ovalados y en forma de arco. El proceso implica la rotación controlada y los ajustes de posición de rodillos de trabajo especialmente diseñados. Examinemos los pasos y consideraciones clave para utilizar eficazmente una máquina curvadora de rodillos.
Preparación para el laminado de chapas
Inspección de la máquina: Compruebe minuciosamente todos los componentes de la laminadora, asegurándose de su correcto funcionamiento y de la fijación segura de todas las piezas. Preste especial atención al sistema de frenos, verificando su fiabilidad y eficacia.
Ajuste de los rodillos: Ajuste con precisión la distancia entre rodillos en función del grosor de la chapa a conformar. Este paso crítico garantiza una distribución óptima de la presión y evita daños en el material.
Evaluación de la capacidad: No supere nunca la capacidad especificada de la máquina. Evalúe cuidadosamente las propiedades mecánicas de la pieza de trabajo, asegurándose de que entran dentro de los límites operativos de la máquina.
Procedimientos operativos y precauciones de seguridad
Colocación de la pieza: Coloque firmemente la placa metálica en la máquina, alineándola correctamente con los rodillos.
Protocolo de arranque: Ponga en marcha la máquina con una sola operación deliberada. Garantice una comunicación clara y cumpla los comandos especificados durante todo el proceso.
Zonas de seguridad: Mantenga una distancia de seguridad con las partes móviles, especialmente los rodillos y la pieza de trabajo. No coloque nunca las manos sobre la placa durante el funcionamiento ni utilice métodos de inspección manual con la máquina en marcha.
Consideraciones sobre los bordes: Al laminar, deje suficiente material en los bordes de la placa para evitar la inestabilidad de la pieza y posibles accidentes.
Conciencia operativa: Prohibir permanecer de pie sobre la pieza o comprobar manualmente la redondez del cilindro durante el funcionamiento de la máquina.
Técnicas de laminación adaptables:
Para chapas gruesas, diámetros grandes o materiales de alta resistencia: Reduzca el número de rodillos móviles y realice varias pasadas para conseguir la forma deseada gradualmente.
Al conformar cilindros estrechos: Coloque la pieza centrada en los rodillos para garantizar una distribución uniforme de la presión y evitar deformaciones.
Prevención de enredos: Una vez que la placa se engancha con los rodillos, permanezca atento para evitar que la ropa o partes del cuerpo sean arrastradas hacia la máquina.
Procedimientos de parada y postoperatorios
Respuesta ante anomalías: Detenga inmediatamente las operaciones si se producen ruidos o vibraciones inusuales. Realice una inspección minuciosa y efectúe los ajustes o reparaciones necesarios antes de reanudar el trabajo.
Aislamiento de la alimentación: Apague el interruptor principal y desconecte la fuente de alimentación para garantizar la seguridad durante la manipulación posterior a la operación.
Gestión de la pieza: Retire con cuidado la pieza conformada y almacénela en el área designada, siguiendo los procedimientos adecuados de manipulación de materiales.
Siguiendo estas directrices, los operarios pueden garantizar un uso seguro y eficaz de las laminadoras de chapa, maximizando la calidad del producto y minimizando los riesgos operativos. El mantenimiento periódico, la formación de los operarios y el cumplimiento estricto de los protocolos de seguridad son esenciales para el rendimiento óptimo y la longevidad de los equipos.
Aquí está la versión optimizada del párrafo:
Consejos para el manejo de laminadoras de chapa
Tenga en cuenta las siguientes directrices a la hora de utilizar una laminadora de chapas:
Aplique un programa de lubricación regular según el diagrama del fabricante. Asegúrese de que todos los depósitos de aceite y los puntos de lubricación manual están llenos para mantener un rendimiento óptimo y una larga vida útil de la máquina.
Permanezca atento a cualquier ruido o vibración inusual durante el funcionamiento. Si los detecta, detenga inmediatamente la máquina y realice una inspección minuciosa para evitar posibles daños o peligros para la seguridad.
Antes del encendido, verifique el movimiento direccional del rodillo inferior y el recorrido vertical del rodillo superior. Compruebe si hay obstrucciones o desalineaciones que puedan impedir el funcionamiento normal.
Cumpla estrictamente los procedimientos de procesamiento y protocolos de funcionamiento especificados de la máquina. Tenga especial cuidado al ajustar la posición del cilindro superior, especialmente en los puntos críticos de su recorrido vertical.
Establezca protocolos de comunicación claros. Todos los operadores deben coordinar sus acciones y seguir las órdenes del supervisor rodante. Implemente un sistema de contraseñas para evitar la activación no autorizada de la máquina.
Cuando se desconecta el accionamiento principal, el cilindro superior puede levantarse con seguridad. Esto permite el reajuste por inclinación del cojinete de vuelco y el ajuste del rodillo superior según sea necesario.
Durante las operaciones de laminado de tubos de gran diámetro, preste especial atención a la colocación de las manos para evitar que queden atrapadas entre la placa de acero y los rodillos. Implemente las protecciones de seguridad adecuadas y la formación de los operarios para mitigar este riesgo.
Cuando utilice grúas aéreas para la manipulación de materiales, extreme las precauciones para evitar colisiones con la máquina rodante. Establezca trayectorias de elevación despejadas y utilice observadores cuando sea necesario.
Siguiendo estas precauciones y buenas prácticas, los operarios pueden garantizar un uso seguro y eficaz de las laminadoras de chapa, maximizando la productividad y minimizando el riesgo de accidentes o daños en los equipos.
Mantenimiento de la laminadora de chapa
Lubrique regularmente todos los vasos de aceite y puntos de lubricación manual según se especifica en el diagrama de lubricación de la máquina para garantizar un rendimiento óptimo y la longevidad del equipo.
El proceso de laminado de chapas se lleva a cabo de acuerdo con los parámetros especificados de la máquina. Para esta operación, trabajamos con chapas de 20 mm de grosor, 2.500 mm de longitud y un límite elástico inferior a 250 MPa. Es crucial verificar estas propiedades del material antes de procesarlo para evitar daños en la máquina y garantizar la calidad del producto.
Antes de iniciar el proceso de laminado, encienda la máquina y realice una comprobación de funcionamiento. Asegúrese de que el rodillo inferior se mueve suavemente hacia delante y hacia atrás, y que el movimiento vertical del rodillo superior no presenta ninguna resistencia anormal ni se atasca. Esta inspección previa al funcionamiento es vital para identificar posibles problemas mecánicos.
Cumpla estrictamente los procedimientos de procesamiento de planchas y los métodos de operación establecidos. Tenga especial cuidado cuando el rodillo superior se acerque a su posición de altura máxima, ya que se trata de un punto crítico de la operación que requiere una estrecha vigilancia.
Después de que el accionamiento principal deje de funcionar, siga esta secuencia: eleve el cilindro superior, vuelva a colocar el cojinete de giro en su posición neutra y, a continuación, ajuste la inclinación del cilindro superior según sea necesario para la siguiente operación o mantenimiento.
Permanezca atento a cualquier ruido o vibración inusual durante el funcionamiento de la plegadora. Si los detecta, detenga inmediatamente el proceso y realice una inspección minuciosa para evitar posibles daños en el equipo o riesgos para la seguridad.
La coordinación eficaz del equipo es esencial durante la operación. Todo el personal debe seguir las directrices del supervisor del panel de rodillos. Para mantener la seguridad y la responsabilidad, nunca inicie la máquina sin la debida autorización y la contraseña correcta.
Extreme las precauciones para evitar lesiones en las manos durante el proceso de doblado de las planchas. Mantenga las manos alejadas de las placas de acero y los rodillos en todo momento. Nunca intente guiar o ajustar manualmente las placas de acero durante las operaciones de laminado.
Cuando utilice puentes grúa para maniobrar chapas o bidones de acero, mantenga una distancia de seguridad con la máquina de laminado para evitar colisiones que puedan dañar el equipo o comprometer la seguridad. Después del laminado, asegúrese de limpiar correctamente los materiales acabados, realice el mantenimiento necesario del equipo y desconecte rápidamente la alimentación eléctrica de la máquina.
Siguiendo estas directrices detalladas de mantenimiento y funcionamiento, puede garantizar unos procesos de laminado de chapas seguros, eficaces y de alta calidad, al tiempo que maximiza la vida útil de su equipo.
Resolución de problemas de la laminadora de chapa
Dado que la máquina curvadora de chapa está sometida a un gran esfuerzo durante su funcionamiento, es propensa a sufrir varios fallos durante su uso. En la siguiente sección, hablaremos de dos fallos comunes y sus respectivas soluciones.
1. Fractura y reparación del eje principal de la curvadora de chapa
Una máquina dobladora de placas 50×3000 de una fábrica de maquinaria experimentó grietas en su eje principal tras un año de uso. Tras realizar una detección de defectos por ultrasonidos, se descubrió que la estructura del eje principal estaba dividida en dos partes: una sección forjada y otra fundida, que no cumplían la norma nacional de detección de defectos de clase II.
Para determinar con mayor precisión la causa de los daños, el personal de mantenimiento diseccionó el eje principal y comprobó que los resultados de la detección eran exactos. Tras su análisis, se llegó a la conclusión de que la causa principal de la fractura del eje principal era soldadura deficiente. La zona de soldadura era pequeña, el proceso era brusco y había inclusiones de escoria de soldadura, lo que provocaba defectos de baja resistencia.
1.1 Esquema de reparación.
Basándonos en las condiciones de tensión del eje principal, utilizamos un soldadura a tope técnica. Para ello, se realizaron dos ranuras en forma de U en el lugar de la soldadura, y se mecanizaron respectivamente una fosa y un resalte en el centro del eje roto, con un ajuste de tolerancia de H7/H7.
Para garantizar la coaxialidad de la soldadura, se diseñaron un bloque de dimensionamiento en forma de V y un anillo de igual diámetro como parte de la configuración.
Durante la inspección del material del eje principal mediante equipos de inspección, se descubrió que está fabricado con acero n.º 45. Sin embargo, este acero tiene un rendimiento de soldadura deficiente, lo que crea numerosos problemas durante la soldadura. Sin embargo, este acero tiene un rendimiento de soldadura deficiente, lo que crea numerosos problemas durante la soldadura.
Además, debido al gran diámetro del eje principal, es necesario precalentar antes de soldar. La máquina de soldadura utilizada es la XC500 con protección de gas de dióxido de carbono. El hilo de soldadura utilizado es ER50-6 con un diámetro de 1,2 mm.
Durante el proceso de soldaduraLa tensión se mantiene en torno a 35 V, la corriente oscila entre 220 y 250 A y la velocidad oscila entre 15 y 25 cm/min.
Para garantizar penetración total del eje principal, debe reducirse la velocidad durante la fase inicial de soldadura y emplearse el método de transporte de la banda en línea recta. A medida que aumenta la anchura de la ranura, el movimiento de soldadura debe cambiarse a una forma de diente de sierra para minimizar la deformación.
Además, la soldadura debe ser realizada por dos personas simultáneamente, alternando una rotación hacia arriba y otra hacia abajo.
1.3 Soldadura.
Antes de soldar, hay que realizar algunos pasos de pretratamiento.
En primer lugar, hay que desmontar el eje principal y realizar determinados procesos de mecanizado, como picados y ranuras, en el eje principal, tal y como se especifica en los planos. También hay que comprobar que los dos ejes rotos se ensamblan correctamente.
Para evitar el impacto de la escoria de soldadura en el conjunto, la zona próxima a la soldadura debe limpiarse con un desescoriador para eliminar cualquier residuo de escoria generado durante el mecanizado.
A continuación, los ejes rotos se colocan en el T20 mandrinadora y se alinean utilizando un bloque de ajuste en forma de V para ajustar la diferencia de altura horizontal. A continuación, se unen los dos ejes con un rodillo y se comprueba la coaxialidad con una regla de corte. Los ajustes finos se realizan con una fina lámina de cobre para garantizar que el error de coaxialidad no supere los 0,05 mm.
Por último, se utilizan cantoneras para reforzar los cuatro extremos.
Para reducir la deformación del eje principal durante la soldadura, se utiliza el método de dos personas soldando simultáneamente. El rodillo instalado en el eje principal se suelda simétricamente en cuatro posiciones, arriba, abajo, izquierda y derecha, aumentando gradualmente la longitud de soldadura.
Después de cada sesión de soldadura, la escoria de soldadura debe eliminarse rápidamente, y cualquier tensión de soldadura debe aliviarse golpeando la soldadura.
Para garantizar la coaxialidad, la soldadura debe detenerse cuando alcance 3/5 de la profundidad de la ranura y debe comprobarse la desviación de la coaxialidad para determinar la dirección del siguiente doblez. El huso puede enderezarse aumentando adecuadamente la longitud del arco de soldadura y la corriente.
1,4 Efecto.
Las estadísticas indican que, tras esta reparación del husillo, no se han producido grietas en él en los últimos tres años.
El proceso completo de reparación por soldadura duró cuatro días y requirió 15 kg de varilla para soldar. El coste total de la reparación, incluidos los gastos de mecanizado y material, fue de 5.788 yuanes.
Si se comprara un nuevo husillo, costaría 220000 yuanes y tardaría 35 días en transportarse e instalarse.
En comparación, la reparación de husillos no sólo ahorra costes, sino que también reduce el tiempo necesario y aumenta la eficacia.
2. Reparación de avería de motor de máquina curvadora de chapa
Una máquina curvadora de placas de presión de tres rodillos Em040-160 fabricada en Italia dejó de funcionar repentinamente durante su funcionamiento.
Tras la inspección, se comprobó que la señal eléctrica era normal y se determinó inicialmente que se trataba de un problema mecánico.
El trabajador de mantenimiento retiró primero el motor de la cola del rodillo superior y giró manualmente el eje de entrada del reductor del rodillo superior para confirmar que el reductor funcionaba correctamente.
Al desmontar el motor, se descubrió que la placa de cubierta móvil en la cara extrema de la placa de distribución de aceite en el lado de entrada de aceite del motor estaba rota, y el anillo de sellado debajo de la placa de cubierta también se había dañado. Los restos del daño habían penetrado en el émbolo, haciendo que el aceite se canalizara tanto dentro como fuera de la placa de distribución de aceite, impidiendo la generación de presión de trabajo.
El motor hidráulico utilizado en esta máquina dobladora es un motor importado de pistones radiales marca Sai S7b3000 o cinco estrellas. Adquirir piezas nuevas del motor al fabricante llevaría mucho tiempo y resultaría caro.
Por lo tanto, el departamento de mantenimiento de equipos decidió reparar el motor internamente, basándose en la tarea de producción y el progreso de la fábrica.
Se mecanizó una nueva placa de cubierta móvil al tamaño de la placa de distribución de aceite, y se obtuvo un anillo de sellado de un agente de sellado de aceite. Las juntas originales eran una junta tórica y un anillo de ranura circular.
Sin embargo, el agente sólo disponía de juntas tóricas y anillos planos, mientras que los tamaños originales eran de 2,5 y 1,9 mm.
Como solución, se utilizó un anillo de retención de 3 mm en lugar del anillo de retención de 1,9 mm. Dado que la ranura del retén de la placa de distribución de aceite era de 3,6 mm de profundidad y 3,2 mm de anchura, la junta tórica de 3,0 tenía un ligero hueco en la ranura para la compresión, y el anillo de retención plano de 1,4 podía colocarse con seguridad en la ranura.
Se montó el motor y se reinició la máquina, permitiendo que el rodillo superior girara libremente. Tras un mes en funcionamiento, el motor seguía funcionando con normalidad.
3. Conclusión
En conclusión, el proceso de laminado de chapas requiere una gran cantidad de potencia motriz y la máquina de laminado de chapas tiene un volumen enorme. Además de doblar la pieza de trabajo, una parte significativa de la energía consumida durante el proceso de laminado de chapas es utilizada por los componentes mecánicos y mecánicos de la máquina. sistemas hidráulicos.
Además, debido a la pesada carga durante el uso, la máquina dobladora de placas es propensa a fallar durante el impacto.
Existen varios tipos de averías que pueden producirse en una máquina curvadora de chapa. Los dos fallos más comunes y los métodos de reparación se han comentado anteriormente.
A medida que la tecnología siga desarrollándose, habrá más fallos y soluciones en el futuro del trabajo con máquinas curvadoras de rodillos.
A través de la práctica continua, la tecnología de mantenimiento de la máquina curvadora de rodillos seguirá mejorando.
Mejor proveedores / fabricantes de laminadora de chapa
Los mejores fabricantes / proveedores de Máquina laminadora de chapas
Para ser precisos, no existe un único "mejor" fabricante de laminadoras de chapa, sino el proveedor más adecuado para sus requisitos específicos y necesidades de producción.
A la hora de seleccionar una laminadora de chapa para su proceso de fabricación, deben considerarse cuidadosamente numerosos factores críticos. Estos factores incluyen:
Capacidad y especificaciones de la máquina (gama de espesores de chapa, capacidad de anchura, diámetro mínimo de laminación)
Precisión y consistencia del laminado
Tipo de máquina (3 rodillos, 4 rodillos o configuraciones especializadas)
Sofisticación del sistema de control (capacidades CNC, interfaz de usuario, opciones de programación)
Compatibilidad de materiales (acero al carbono, acero inoxidable, aleaciones)
Eficiencia energética y costes de explotación
Requisitos de mantenimiento y asistencia posventa
Capacidad de integración con las líneas de producción existentes
Funciones de seguridad y cumplimiento de las normas del sector
Reputación, experiencia y presencia mundial del fabricante
Para tomar una decisión con conocimiento de causa, es fundamental evaluar a fondo sus requisitos de producción, sus limitaciones presupuestarias y sus objetivos de fabricación a largo plazo. Además, tenga en cuenta factores como los plazos de entrega, las opciones de personalización y la disponibilidad de piezas de repuesto.
Para obtener una orientación completa sobre la selección de la laminadora de chapas óptima para su aplicación específica, le recomendamos que continúe con las siguientes secciones, que profundizarán en estas consideraciones y le proporcionarán información de expertos para ayudarle en su proceso de toma de decisiones.
Sin embargo, una lista de los diez mejores platos fabricantes de curvadoras en el mundo puede seguir sirviendo de referencia.
Encontrará más información sobre ellos en el siguiente artículo.
1. Influencia del material metálico en la producción de curvado de rodillos
El material de la chapa es uno de los factores más cruciales en el diseño de una máquina curvadora de chapas.
Por ejemplo, al laminar chapas del mismo grosor, las chapas con alto límite elástico tienen requisitos estrictos en cuanto a la presión de la máquina curvadora de chapa. Si no se tiene en cuenta, pueden producirse defectos o deformaciones en las esquinas de la placa de material procesado.
Hoy en día, la resistencia del acero ha aumentado mucho, lo que ha provocado un incremento de los requisitos para la presión de laminación de la máquina dobladora.
La Sociedad Americana de Ingenieros Mecánicos (ASME) ha establecido las normas correspondientes para ello, clasificando varias tipos de acero como A36, A516grado70, series Hardox400/500, series AR200/300, etc.
La presión de laminación para aceros con distintas especificaciones también varía.
La fragilidad del temple, el límite elástico del metal y el uso previsto de la placa de material son factores importantes que los fabricantes de laminadoras de placas deben tener en cuenta.
Esto es especialmente significativo desde que la industria siderúrgica sufrió reformas en las últimas décadas. Por ejemplo, el acero dulce ya no es popular y ha pasado a la historia.
2. Cooperar con fabricantes que estén dispuestos a discutir los detalles con usted.
Para obtener el resultado deseado, el comprador debe aprender primero a hacer las preguntas adecuadas.
Cada empresa tiene sus propias necesidades. Respondiendo a estas preguntas, el departamento de ventas puede crear un conjunto de planes que satisfagan mejor las necesidades de compra.
Las empresas también deben plantearse si necesitan laminar productos cónicos o parabólicos para ampliar su mercado.
La laminadora CNC con rodillo superior grueso y rodillo inferior fino es un modelo ideal para laminar objetos de esta forma.
Esta laminadora tiene la ventaja de eliminar eficazmente el desgaste de la superficie de la placa de material, con lo que se suprime la necesidad de rectificar los bordes en la punta del cono.
Aunque el Sistema CNC puede lograr teóricamente el equilibrio, la laminación cónica precisa se consigue realmente mediante el equilibrio del par. Lograr un equilibrio preciso permite a la placa de material procesar una conicidad perfecta en 5 segundos.
Por un lado, la contratación debe facilitar al proveedor todos los detalles necesarios, incluidos el diámetro, el material, el error, la forma, etc.
Por ejemplo, en la industria de recipientes a presión, puede haber requisitos para que el error de redondez en la dirección del diámetro sea inferior a 1% o sin defectos.
Si la potencia de la máquina curvadora de chapa es demasiado alta, puede producirse el fenómeno del cilindro, lo que dará lugar a productos no cualificados y afectará gravemente a los beneficios de la empresa.
Por otra parte, el fabricante de la laminadora debe tener en cuenta todas las necesidades particulares del comprador.
El comprador también debe encontrar un fabricante dispuesto a sentarse a discutir los detalles uno por uno.
Muchos detalles son fundamentales, pero a menudo los compradores los pasan por alto. En este punto, el fabricante responsable debe confirmar estos detalles.
3. Elegir según las mejores condiciones
A menudo, las empresas necesitan determinar qué materiales y espesores darán los mejores resultados.
Por lo tanto, los fabricantes de máquinas curvadoras de chapa deben diseñar y fabricar las máquinas correspondientes basándose en estos parámetros, lo que puede ahorrar una cantidad significativa de tiempo y reducir en gran medida la tasa de retrabajo.
La experiencia demuestra que las curvadoras de gama alta rinden mejor cuando trabajan a 50% de carga máxima.
Por ejemplo, una laminadora de chapas que pueda laminar chapas de 10 mm de grosor da los mejores resultados al laminar chapas de 5 mm.
Un problema importante en el laminado de chapas es el tamaño de la chapa de material. Además de esta cuestión, la mayoría de los problemas se centran en la presión entre los rodillos superior e inferior.
Si una laminadora de chapas diseñada para laminar chapas de 10 mm se utiliza para laminar chapas de 6 mm, puede producirse una distorsión cilíndrica.
Esto suele plantear dificultades, siendo el mayor problema cuando el grosor de la chapa alcanza el límite de la máquina curvadora de rodillos. Si no se utilizan juntas, hay que deshacerse de toda la máquina.
Por otra parte, cuando se diseña una máquina curvadora de placas con un gran espesor de placa para enrollar placas de material delgado, la resistencia de las placas de material en el centro es mayor que la de alrededor, lo que provoca una deformación en reloj de arena que no puede corregirse sin el uso de calzos.
4. Considere cuidadosamente el grosor y el diámetro de la bobina
Cuanto menor sea el diámetro, mayor será la presión de laminado necesaria. Cuando el diámetro interior de la chapa gruesa es muy pequeño, los diseñadores deben prestar atención a la posición del rodillo superior y a la estructura de la máquina curvadora de chapa, ya que estos dos factores influyen significativamente en el tamaño de la abertura.
El diámetro máximo del círculo de enrollado diseñado para la mayoría de las plegadoras es 1,5 veces el diámetro del rodillo superior.
Así, un rodillo superior de 50 mm puede enrollar hasta un diámetro interior máximo de 75 mm.
Ahora existe una nueva tecnología que permite que casi la mitad de la placa de material esté bajo presión durante el proceso de plegado, lo que aumenta el máximo flexión de diseño diámetro a 1,1 veces el método anterior y aumenta la gama de diámetros efectivos en 30%.
Es importante señalar que el rango de la mejor precisión de laminado que pueden alcanzar todas las máquinas curvadoras de chapa es la mitad del estándar de diseño.
5. Coordinación de las fuerzas de apoyo horizontales y verticales
Al diseñar una máquina curvadora de placas, el diseñador debe tener en cuenta la fuerza de apoyo de la placa de material en dos direcciones: horizontal y vertical.
Teniendo esto en cuenta, se reduce la mano de obra necesaria, ya que una sola persona puede completar la carga de trabajo que originalmente habría requerido dos.
Es importante tener en cuenta que, al laminar productos cilíndricos, si el diámetro es superior a 200 veces el grosor de la placa, ésta se doblará debido a su propio peso, lo que dará lugar a un diámetro incorrecto. Para evitarlo, debe utilizarse una máquina curvadora de placas con función de soporte de placas de material.
Sin embargo, algunos fabricantes pueden optar por utilizar carretillas elevadoras y grúas como soportes para reducir costes, pero este planteamiento suele ser ineficaz y limita el ámbito de aplicación de los equipos.
Muchos compradores tienden a pasar por alto factores clave, lo que provoca que el equipo adquirido no cumpla sus requisitos y cause problemas al departamento de producción.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez cómo unos operarios expertos doblan planchas de acero para formar cilindros perfectos? En esta cautivadora entrada de blog, le llevaremos entre bastidores para explorar el arte y la ciencia...
¿Se ha preguntado alguna vez cómo se dobla una enorme plancha de acero para darle forma? En este artículo, exploramos la fascinante mecánica que hay detrás de las laminadoras de chapa, revelando las fuerzas y los cálculos...
¿Se ha preguntado alguna vez quiénes son los principales fabricantes de laminadoras de chapa? Este artículo presenta a los principales fabricantes del sector, detallando sus innovaciones, gamas de productos y alcance mundial. Desde...
¿Se ha preguntado alguna vez cómo se consiguen las formas exactas de grandes estructuras metálicas, como aerogeneradores y barcos? Este artículo desvela el fascinante mundo de las laminadoras de chapa metálica,...
Imagine transformar placas metálicas planas en cilindros precisos o formas intrincadas con una sola máquina. Bienvenido al mundo de la curvadora de chapa. Esta potente herramienta, esencial en...
¿Se ha preguntado alguna vez cómo consigue una plegadora de chapa de cuatro rodillos curvas tan precisas? Este artículo explora el cálculo de los desplazamientos de posición de los rodillos laterales, guiado por un ingeniero mecánico experimentado....
¿Alguna vez se ha preguntado cómo se transforman enormes planchas de acero en formas perfectamente curvadas? En esta cautivadora entrada del blog, nos sumergiremos en el fascinante mundo de las curvadoras de 3 rodillos. Descubra...
Imagine que intenta doblar una gruesa plancha de acero en un cilindro perfecto: ¿cuánta fuerza necesitaría? Este artículo se sumerge en los cálculos críticos para determinar la carga y la potencia...
¿Se ha preguntado alguna vez cómo se forman esas enormes estructuras de acero en curvas perfectas? El curvado de rodillos es el secreto. En este artículo nos adentraremos en el fascinante mundo...