Procedimiento de laminado de placas: Guía de funcionamiento paso a paso
¿Se ha preguntado alguna vez cómo unos operarios expertos doblan chapas de acero para formar cilindros perfectos? En esta cautivadora entrada de blog, le llevaremos entre bastidores para explorar el arte y la ciencia del laminado de chapas. Nuestro experto ingeniero mecánico le guiará a través del intrincado proceso, compartiendo con usted consejos y fascinantes perspectivas. Prepárese para descubrir los secretos de la creación de formas cilíndricas perfectas con maquinaria de última generación y técnicas ancestrales.
Para realizar la operación de laminado en una máquina curvadora de rodillos (también conocida como cilindradora o laminadora), es esencial que el operario conozca bien la estructura y el funcionamiento de la máquina.
El proceso de laminado suele requerir dos operarios: uno para controlar la máquina y supervisar todo el proceso, y otro para ayudar en la manipulación y guiado del material. Ambos operarios deben trabajar coordinadamente para conseguir un proceso de laminado preciso y eficaz de la pieza.
Ponga en marcha la máquina y compruebe que la presión del sistema hidráulico se encuentra dentro del rango de funcionamiento normal.
Compruebe si el soporte lateral (a veces denominado "lado volcado" o "extremo abatible") puede abrirse y cerrarse con suavidad.
Asegúrese de que todos los rodillos, especialmente el rodillo inferior, giran libre y correctamente. Esto confirma que el sistema de accionamiento funciona correctamente.
Puesta en servicio de rollos de chapa
Realice una inspección visual y realice los ajustes necesarios para asegurarse de que tanto el rodillo superior como el inferior están paralelos entre sí. Esto es fundamental para conseguir un plegado uniforme a lo largo de la pieza.
Ajuste la distancia central entre rodillos según el grosor del material y el radio de curvatura deseado. Consulte las especificaciones de la máquina y las tablas de laminación para realizar los ajustes adecuados.
Consideraciones materiales
Al laminar una chapa de acero, asegúrese de que sus parámetros entran dentro de las capacidades de la máquina:
Límite elástico del material
Diámetro mínimo de rodadura permitido
Anchura y grosor de la placa
Capacidad de la máquina (fuerza y par)
La calidad de la superficie de la chapa de acero debe cumplir los siguientes criterios:
Superficie lisa sin defectos perceptibles a lo largo de los bordes de corte
Plano y limpio, sin incrustaciones ni arañazos profundos que puedan afectar a la calidad del laminado.
Preparación del material
Antes de laminar, tenga en cuenta los siguientes pasos de preparación del material:
Para los aceros de carbono medio (por ejemplo, el acero 45# o el AISI 1045), puede ser necesario el recocido de toda la chapa para mejorar la conformabilidad y reducir el riesgo de agrietamiento durante el doblado.
Los aceros con bajo contenido en carbono no suelen requerir tratamiento térmico antes del laminado, ya que suelen ser más dúctiles y fáciles de conformar.
Consulte siempre las especificaciones del material y las directrices de ingeniería para la preparación adecuada de grados de acero específicos.
Proceso de precurvado de la curvadora de rodillos
Alineación
Colocación de la placa: Coloque la placa en la curvadora de rodillos.
Alineación visual: Alinee el borde superior del rodillo en paralelo con el borde de corte de la placa utilizando métodos visuales.
Margen de error: Asegúrese de que cualquier error de alineación esté dentro del rango de ±0,5 mm.
Circular rodante
Aplicación de presión inicial:
Aplique una presión continua de 15 mm en el círculo exterior del rodillo superior contra la superficie de la placa.
Controle la rotación del rodillo inferior mediante un mando de desplazamiento.
Detenga la rotación del rodillo inferior cuando la longitud del arco de la placa alcance entre 600 y 800 mm.
Aplicación de presión posterior:
Aplique una presión de 10 mm en el rodillo superior.
Gire el rodillo inferior y deténgalo cuando el extremo de la placa se vuelva tangente al rodillo inferior.
Repetición para la longitud de arco deseada:
Repita el proceso de presionar el rodillo superior y girar el rodillo inferior.
Continúe hasta que la longitud del arco de la chapa de precurvado coincida con la longitud del arco de la muestra.
Garantizar una transición fluida
Transición suave: Asegúrese de que el arco circular precurvado transita suavemente hacia el borde recto.
Evitar la flexión sin movimiento: Evitar cualquier fenómeno de flexión muerta para evitar dificultades en la corrección de la redondez durante el procesamiento posterior.
Precurvado del otro extremo
Proceso de repetición: Aplique el mismo método de precurvado al otro extremo de la placa.
Laminado circular
Procedimiento de laminado previo al curvado
Configuración inicial
Aplique la presión inicial:
Antes de iniciar la rotación continua del rodillo inferior, aplique una presión continua de 15 mm sobre el rodillo superior. Esta presión debe basarse en la superficie de contacto de la placa.
Utilice la función jog para girar ligeramente el rodillo inferior y asegurarse de que todos los rodillos funcionan correctamente.
Precauciones de seguridad:
No utilice el engranaje para arrancar el rodillo inferior de forma continua durante este procedimiento para evitar accidentes.
Los operadores deben estar atentos al arrancar la máquina enrolladora. El operario ayudante debe dar órdenes oportunas y precisas, especialmente en las zonas en las que el operario principal tenga puntos ciegos visuales.
Rodar el círculo
Presionar el rodillo superior:
Para formar un círculo, pulse repetidamente el rodillo superior.
Cuando la distancia entre los dos extremos de la placa alcance los 800 mm, reduzca la presión de prensado del rodillo superior a incrementos de 3-5 mm hasta que los dos extremos estén próximos.
Desplazamiento de la placa de control:
Durante el proceso de laminado, observe si la placa se desplaza. Si el desplazamiento visual supera los 10 mm, detenga el proceso de laminado para corregir el error.
Corrección del desplazamiento de la placa
Medidas correctoras:
Levante el rodillo superior 30 mm.
Mueva la placa en sentido contrario hasta que el material del cilindro de acero esté totalmente suelto.
Empuje el rodillo inferior para presionar el rodillo superior a su posición original y continúe enrollando el círculo.
Alineación de bordes y soldadura por puntos
Alineación del borde del cilindro:
Generalmente, el borde del cilindro no estará perfectamente alineado después del laminado.
Solución de alineación:
Levante el rodillo superior 5 mm.
Coloque una estera de chapa de acero de 3 mm debajo de la posición de desplazamiento que entra en contacto con el rodillo inferior.
Utilice el mando de desplazamiento para colocar la almohadilla entre la placa y el rodillo inferior.
Presione el rodillo superior de 3 a 5 mm para mover la placa hacia la dirección de alineación.
Mueva el rodillo inferior para alinear la superficie circular con precisión, utilizando una muestra o una regla para la medición.
Soldadura por puntos:
Tras confirmar que la alineación es correcta, realice la soldadura por puntos en las posiciones correspondientes.
Asegúrese de que las soldaduras por puntos no tengan defectos y sean resistentes y eficaces.
Laminado circular sin precurvado
El proceso de laminado circular sin precurvado es fundamentalmente similar al proceso de laminado con precurvado, con algunas diferencias clave que deben gestionarse cuidadosamente para garantizar resultados de alta calidad.
Consideraciones clave
Ausencia de precurvado:
En este proceso, la chapa se lamina directamente sin el paso inicial de precurvado. Esto requiere un control preciso para evitar deformaciones no deseadas o incoherencias en el producto final.
Evitar la flexión muerta:
A lo largo de todo el proceso de laminado, es crucial garantizar que no se produzca la flexión muerta, que se refiere a la flexión excesiva e involuntaria de la chapa. Esto puede lograrse manteniendo una presión y una alineación constantes durante la operación de laminado.
Alineación de bordes antes de la soldadura por puntos:
Antes de soldar por puntos, es esencial asegurarse de que los dos bordes rectos de la placa estén perfectamente rectos o ligeramente hacia dentro (cóncavos con una desviación no superior a 10 mm). Esta alineación es crítica cuando los dos extremos de la placa se juntan para formar un círculo completo. La correcta alineación de los bordes ayuda a conseguir una unión soldada fuerte y sin juntas.
Etapas del proceso
Configuración inicial:
Coloque la placa correctamente en la laminadora, asegurándose de que está bien alineada para evitar cualquier desalineación inicial que pueda provocar defectos.
Operación de rodadura:
Comience el proceso de laminado, aplicando una presión uniforme en toda la placa. Supervise de cerca el proceso para asegurarse de que la placa se dobla uniformemente sin ningún signo de flexión muerta.
Inspección de bordes:
Después de la operación de laminado, inspeccione los bordes de la placa. Asegúrese de que estén rectos o presenten una ligera concavidad hacia dentro (≤ 10 mm). Este paso es crucial para lograr un ajuste adecuado cuando se unan los extremos.
Preparación de la soldadura por puntos:
Alinee con cuidado los dos extremos de la placa. Los bordes deben coincidir perfectamente para facilitar una soldadura fuerte y uniforme. Cualquier desalineación en esta fase puede provocar puntos débiles en la soldadura y posibles problemas estructurales en el producto final.
Soldadura por puntos:
Realice una soldadura por puntos para unir los dos extremos de la placa. Asegúrese de que la soldadura sea consistente y fuerte, proporcionando una base sólida para cualquier proceso de soldadura o acabado posterior.
Directrices de soldadura para distintos tipos de acero
Acero dulce (por ejemplo, Q235A)
Para soldar acero dulce, como el Q235A, se recomienda utilizar una soldadora con protección de gas CO2. Este tipo de soldadora proporciona un arco estable y una buena penetración, lo que resulta ideal para el acero dulce. He aquí los pasos y consideraciones clave:
Preparación de la zona de soldadura:
Asegúrese de que la zona de soldadura está bien lijada y limpia. Debe eliminarse cualquier contaminante como óxido, aceite o pintura para evitar defectos en la soldadura.
La ranura debe tener el tamaño adecuado para permitir la penetración y fusión correctas del metal de soldadura.
Especificaciones de las juntas soldadas:
El grosor de la superficie de la junta de soldadura debe ser inferior a 3 mm. Esto ayuda a conseguir una soldadura fuerte y uniforme.
La altura residual de la junta de soldadura debe ser uniforme. Si la altura supera los 3 mm, debe reducirse mediante lijado o amolado hasta que cumpla la norma.
La soldadura debe ser uniforme y no presentar defectos superficiales como grietas, porosidad o socavaduras.
Acero al carbono medio (por ejemplo, 45#)
Para los aceros al carbono medios, como el 45#, son necesarios pasos adicionales para garantizar la integridad y el rendimiento de la soldadura:
Tratamiento posterior a la soldadura:
Tras la soldadura, el material debe ser redondeado y recocido. El recocido ayuda a aliviar las tensiones internas y a mejorar la tenacidad y ductilidad de la unión soldada.
El proceso de recocido consiste en calentar la pieza soldada a una temperatura específica, mantenerla a esa temperatura durante un cierto tiempo y, a continuación, enfriarla lentamente.
Procedimiento de soldadura:
El procedimiento de laminado y soldadura del acero con medio contenido de carbono es similar al del acero con bajo contenido de carbono. Sin embargo, debido a su mayor contenido de carbono, el acero medio al carbono es más propenso a agrietarse y requiere un control cuidadoso de los parámetros de soldadura.
Materiales especiales
Cuando se trabaja con materiales especiales, es crucial seguir un proceso de soldadura específico adaptado a las propiedades del material. Los materiales especiales pueden incluir aceros de alta resistencia, aceros inoxidables o metales no ferrosos, cada uno de los cuales requiere técnicas y consideraciones de soldadura únicas:
Procedimientos específicos para materiales:
Consulte las directrices de soldadura del material para determinar el método de soldadura adecuado, el material de aportación y los tratamientos previos y posteriores a la soldadura.
Los materiales especiales suelen requerir velocidades de calentamiento y enfriamiento controladas para evitar problemas como la distorsión térmica o las tensiones residuales.
Control de calidad:
Realice inspecciones minuciosas de las soldaduras para asegurarse de que cumplen las normas exigidas. Pueden ser necesarios métodos de ensayo no destructivos, como pruebas ultrasónicas o radiográficas, para detectar defectos internos.
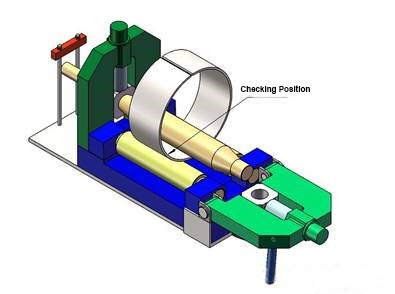
Corrección de la redondez en curvadoras de rodillos
Configuración inicial
Colocación del cilindro:
Coloque el cilindro de soldadura terminado en los rodillos de plegado de chapa.
Asegúrese de que el centro del cilindro esté alineado y paralelo a la línea central de los rodillos de la placa.
Coloque el cilindro centrado en la máquina de laminación para garantizar una distribución uniforme de la presión hidráulica.
Precurvado y laminado inicial
Laminación de piezas planas:
Rodar las partes planas por separado hacia delante y hacia atrás antes de realizar la corrección de la redondez.
La distancia de prensado debe ser de 3-5 mm cada vez hasta que la redondez coincida con la muestra, utilizando un método de inspección visual.
Enrollado de la junta de soldadura:
Coloque la junta de soldadura del cilindro en la parte inferior.
Ajuste el rodillo superior hacia abajo para que haga contacto con el cilindro.
Baje lentamente el rodillo superior y ruede hacia adelante y hacia atrás con una presión inicial inferior, generalmente no superior a 15 mm.
Para los rollos siguientes, el cilindro no debe superar los 10 mm por rollo.
(Refiérase a la distancia de prensado del cilindro para un ciclo de laminación = diámetro * espesor de la chapa / 10000).
Presión máxima y balanceo
Ajuste de la presión máxima:
La distancia inferior máxima del rodillo superior para la corrección del círculo (Refiérase a la presión máxima del cilindro = diámetro * espesor de la placa / 3000) puede ajustarse según sea necesario, pero no debe exceder 20% del valor de referencia.
Distribución uniforme de la tensión:
Cuando la distancia inferior alcance la condición óptima, ruede cinco círculos más para garantizar una distribución uniforme de la tensión.
Medir la redondez del círculo interior en un punto inferior al diámetro horizontal.
Ajustes y mediciones finales
Laminación final y medición:
Baje la cantidad en su lugar después de rodar alrededor de cinco vueltas para asegurar una distribución uniforme de la tensión.
Mida el círculo de diámetro del cilindro bajando el nivel (en el sentido de las agujas del reloj 7-8 o 4-5 para el puntero horario).
Levantar el rodillo superior:
Si la redondez del cilindro es consistente después de la medición, levante lentamente el rodillo superior, aumentando la distancia no más de 5mm por vuelta, generalmente 2-3mm.
Después de 3-4 vueltas, el rodillo superior ya no debe estar en contacto con el cilindro.
Verificación de la redondez:
Mida la redondez con una cinta métrica. Por lo general, una desviación de la redondez inferior a 10 mm es aceptable.
Puede ser necesaria una corrección manual adicional del círculo para cumplir las especificaciones del dibujo.
Corrección artificial de la redondez
Método de calentamiento por llama:
Normalmente, para corregir la redondez se utiliza el método de calentamiento por llama.
Marque los tamaños máximo y mínimo y las posiciones de los arcos utilizando una muestra o una cinta métrica. Asegúrese de que las marcas sean precisas y visibles.
Calefacción para corrección:
Calentar con una llama las posiciones no cualificadas del arco circular y del tamaño.
Para placas gruesas, utilice una llama eléctrica grande para calentarlas.
Calentar a unos 600-700℃ para acero con bajo contenido en carbono Q235, utilizando calentamiento puntual o lineal para crear una diferencia de temperatura en la dirección del espesor de la chapa de acero. Esto induce una deformación local para lograr la corrección de redondez deseada.
Medición posterior al calentamiento:
Tras el enfriamiento, mida la posición calentada utilizando una muestra y una cinta métrica.
Si la medición no está dentro de las tolerancias especificadas, emplee un método de corrección circular artificial para alinearla con los requisitos del dibujo.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez cómo se da forma de cilindros y conos perfectos a enormes estructuras de acero? Este artículo explora el fascinante mundo de las laminadoras de chapa, herramientas esenciales en industrias como...
¿Se ha preguntado alguna vez cómo se dobla una enorme plancha de acero para darle forma? En este artículo, exploramos la fascinante mecánica que hay detrás de las laminadoras de chapa, revelando las fuerzas y los cálculos...
¿Se ha preguntado alguna vez quiénes son los principales fabricantes de laminadoras de chapa? Este artículo presenta a los principales fabricantes del sector, detallando sus innovaciones, gamas de productos y alcance mundial. Desde...
¿Se ha preguntado alguna vez cómo se consiguen las formas exactas de grandes estructuras metálicas, como aerogeneradores y barcos? Este artículo desvela el fascinante mundo de las laminadoras de chapa metálica,...
Imagine transformar placas metálicas planas en cilindros precisos o formas intrincadas con una sola máquina. Bienvenido al mundo de la curvadora de chapa. Esta potente herramienta, esencial en...
¿Se ha preguntado alguna vez cómo consigue una plegadora de chapa de cuatro rodillos curvas tan precisas? Este artículo explora el cálculo de los desplazamientos de posición de los rodillos laterales, guiado por un ingeniero mecánico experimentado....
¿Alguna vez se ha preguntado cómo se transforman enormes planchas de acero en formas perfectamente curvadas? En esta cautivadora entrada del blog, nos sumergiremos en el fascinante mundo de las curvadoras de 3 rodillos. Descubra...
Imagine que intenta doblar una gruesa plancha de acero en un cilindro perfecto: ¿cuánta fuerza necesitaría? Este artículo se sumerge en los cálculos críticos para determinar la carga y la potencia...
¿Se ha preguntado alguna vez cómo se forman esas enormes estructuras de acero en curvas perfectas? El curvado de rodillos es el secreto. En este artículo nos adentraremos en el fascinante mundo...