¿Alguna vez se ha preguntado cómo una enorme máquina puede punzonar y dar forma con precisión a chapas metálicas con facilidad? En esta entrada del blog, exploraremos el fascinante mundo de la prensa mecánica JH21. Conocerá sus principios de funcionamiento, componentes clave y consejos de seguridad esenciales para maximizar la eficiencia y la longevidad. Prepárese para descubrir los secretos de esta maravilla de la ingeniería.
Bienvenido al manual de servicio de la prensa mecánica JH21. Esta completa guía está diseñada para ayudarle en la correcta instalación, funcionamiento y mantenimiento de la prensa mecánica JH21. El manual se centra en las principales características de funcionamiento y avisos operativos para garantizar un rendimiento y seguridad óptimos. Tenga en cuenta que las figuras incluidas son sólo de referencia y que los productos reales pueden variar ligeramente.
I. Resumen
Principio de funcionamiento y aplicación
La punzonadora de bancada fija y respaldo abierto JH21-80Ton (800kN) funciona mediante un mecanismo de cigüeñal longitudinal y biela. El cigüeñal gira a través de una reducción de velocidad de dos etapas desde el motor, que impulsa el movimiento alternativo de la corredera.
La prensa cuenta con un sistema de accionamiento cerrado y un funcionamiento estable mediante el uso de un embrague neumático y un freno, lo que permite que la corredera se detenga en cualquier posición.
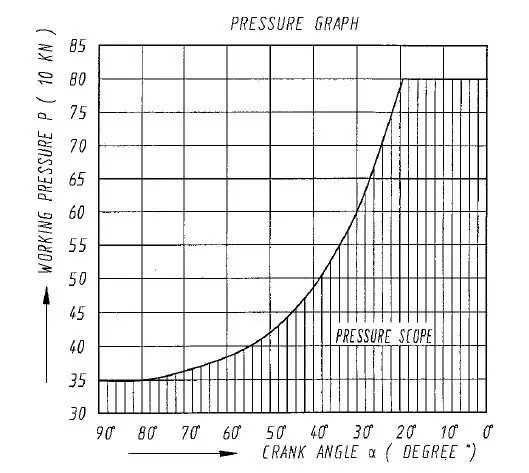
Esta prensa universal es ideal para diversas tareas de procesamiento de chapa metálica, como corte, punzonado, troquelado, plegado, embutición y estirado, pero no es adecuada para acuñación. La presión nominal de la prensa es de 800 kN, con una carrera de presión normal de 4,5 mm.
Los usuarios deben seleccionar la fuerza de presión adecuada basándose en la curva de presión, asegurándose de que la presión de trabajo y su ángulo de manivela no superan el rango indicado para evitar daños en la prensa.
Entorno y condiciones de trabajo
Para garantizar el funcionamiento normal de la prensa, minimizar la frecuencia de mantenimiento y prolongar su vida útil, no debe utilizarse en entornos con excesiva humedad, gases corrosivos, líquidos o gases explosivos. La presión del aire debe ser de al menos 0,6 MPa, y el voltaje debe ser de 380±38V con una frecuencia de 50±5Hz.
II. Especificación
No.
Artículo
Valor
Unidad
1
Presión nominal
800
KN
2
Golpe de deslizamiento
130
mm
3
Acarreo de la presión nominal
4.5
mm
4
Nº de carreras
60
SPM
5
Espacio máximo del troquel (ajuste hacia arriba, carrera hacia abajo desde el cabezal hasta la parte inferior de la corredera)
330
mm
6
Ajuste del espacio del troquel
80
mm
7
Distancia entre el centro de la guía y el marco
310
mm
8
Tamaño de la almohadilla (FB x LR)
600×1000
mm
9
Tamaño de la superficie de deslizamiento (FB x LR)
460×540
mm
10
Tamaño del orificio del vástago
Φ50×80
mm
11
Espesor del cabezal
140
mm
12
Distancia entre montantes
600
mm
13
Cojín de aire (pedido especial) Carrera máxima del colchón de aire
65
mm
Presión máxima
80
KN
14
Modelo de motor principal
Y132M-4
Potencia
7.5
KW
15
Dimensión general
F.B.
1711
mm
L.R
1210
mm
Altura
2895
mm
16
Peso total
≈6749
kg
III. Preparación antes de la operación
Para garantizar el correcto funcionamiento de la punzonadora, el usuario debe seguir los procedimientos adecuados y tener en cuenta los siguientes factores antes de utilizar la máquina.
Capacidad de carga nominal
La carga de trabajo debe mantenerse dentro del límite de presión nominal. Existen mecanismos de protección contra sobrecargas para evitar daños causados por perforaciones erróneas o chapas de grosor no uniforme. Es crucial no utilizar la prensa con sobrecargas aleatorias, ya que esto puede dañar fácilmente la máquina. Por lo tanto, es importante calcular con precisión la carga de trabajo antes de iniciar cualquier trabajo.
Capacidad de par
La fuerza de perforación varía con la posición de la corredera. Los usuarios deben consultar el gráfico de presión de carrera que ilustra estos cambios. Comprender esta relación ayuda a mantener la integridad de la máquina y a garantizar operaciones precisas.
Pegado
El atascamiento puede producirse si la presión de trabajo supera el par nominal. Además, la punzonadora puede atascarse si se aplica una carga antes de que se acople el embrague. Esto puede dañar el embrague. Si se produce un atasco durante el procesamiento, la máquina debe detenerse inmediatamente y deben tomarse medidas correctivas para evitar que se repita.
Carga excéntrica
Como principio general, deben evitarse las cargas excéntricas, ya que pueden hacer que la superficie inferior de la guía y el cabezal no sean paralelos, lo que provocaría fuerzas desiguales en la cuña de la guía y afectaría a la precisión. Si no puede evitarse una carga excéntrica, debe gestionarse de acuerdo con la distancia permitida entre el centro de carga y el cabezal, tal y como se especifica en las directrices de la máquina, para garantizar la precisión y la seguridad.
Frecuencia de conexión única
Para garantizar un rendimiento óptimo y prolongar la vida útil del embrague y el freno, es importante respetar la frecuencia de conexión única recomendada que figura en las especificaciones principales de la punzonadora. Si se sobrepasa la frecuencia de conexión recomendada, puede producirse un desgaste anormal y un posible fallo del embrague y del freno. Para esta punzonadora, la frecuencia de conexión recomendada no es superior a 25 veces por minuto.
IV. Construcción y ajuste de las unidades principales
Marco (Figura 2)
El bastidor de la punzonadora es de acero de alta resistencia y está soldado. El carro se mueve hacia adelante y hacia atrás dentro de las cuñas. El tornillo situado en el lado derecho del bastidor sirve para ajustar la holgura entre las cuñas y el carro. El ajuste de la varilla de golpeo hará que las piezas punzonadas sean empujadas hacia abajo a medida que la corredera se acerca al punto muerto superior. Sin embargo, se debe tener cuidado de evitar que el expulsor toque el fondo de la ranura de la varilla de golpeo de la corredera para evitar accidentes. El cabezal del bastidor es la base de las mediciones de precisión. Debe mantener una superficie lisa y plana para evitar daños por herramientas y herramientas de corte.
Piezas motrices (Figura 3)
El motor principal acciona el volante mediante una correa trapezoidal y almacena energía en el volante, que se transmite al eje de engranajes a través de un embrague de fricción y un freno. El eje del engranaje acciona el engranaje grande en el baño de aceite, que a su vez acciona el cigüeñal para mover la corredera hacia arriba y hacia abajo.
Para ajustar la correa trapezoidal, afloje primero las cuatro contratuercas y gire los cuatro tornillos de ajuste por igual. Aplique 2 kg de fuerza en el centro de la correa trapezoidal, que se doblará hasta 10 mm para conseguir la tensión adecuada. A continuación, apriete las cuatro contratuercas. La correa trapezoidal nueva se estabilizará tras unos días de uso, pero puede ser necesario realizar más ajustes. La correa trapezoidal debe guardarse en un lugar fresco y seco y protegida de la luz y el aceite.
Al sustituir las correas trapezoidales, afloje primero los tornillos de ajuste, retire las correas viejas y desinstale los soportes del embrague. Es importante sustituir todas las correas por nuevas. El uso de correas nuevas y viejas reducirá la vida útil de las correas debido a las diferentes tensiones. Las correas viejas no deben mezclarse con las nuevas, y es importante tener en cuenta que las correas de la misma dimensión nominal pueden tener variaciones de longitud de varios centímetros. Las correas de un mismo grupo deben tener la misma longitud.
Para el funcionamiento automático, el usuario puede acoplar el alimentador automático al eje de salida de la cara del bastidor (el eje de salida es un pedido especial y no se incluye en los productos ordinarios).
Embrague y freno (Figura 4)
Esta punzonadora está equipada con un embrague neumático de fricción y freno, que se encuentra en el interior del bastidor. (Consulte el manual del embrague para obtener más información).
Diapositiva (Figura 5)
La corredera es un componente crítico de la prensa y su precisión afecta directamente a la precisión de la prensa.
Esta punzonadora JH21 dispone de largas cuñas hexagonales cuadradas que proporcionan una buena precisión y estabilidad.
La biela y el tornillo de cabeza esférica son componentes que convierten el movimiento giratorio en movimiento alternativo.
El extremo inferior del tornillo de cabeza esférica está en contacto con el asiento esférico, que aloja el protector hidráulico de sobrecarga.
En caso de sobrecarga, el protector liberará rápidamente el aceite del cojín hidráulico de la matriz, enviará una señal eléctrica y provocará la parada inmediata de la prensa, garantizando la seguridad de la matriz y de la prensa.
Una vez que el problema se ha resuelto y la corredera vuelve al punto muerto superior, el amortiguador hidráulico de la matriz restablecerá automáticamente la presión, permitiendo que la punzonadora reanude su funcionamiento.
Los usuarios pueden ajustar la altura del troquel. Para obtener instrucciones, consulte las operaciones de la parte eléctrica correspondiente en el manual de servicio.
Hay calzos en la biela y el casquillo. Con el tiempo, la holgura entre el cigüeñal y los casquillos puede aumentar.
Los usuarios pueden quitar cuñas para ajustar la holgura entre el cigüeñal y los bujes. (Holgura normal: 0,08-0,13 mm)
4.1 Ajuste de la holgura entre la corredera y los pasadores
La distancia entre el carro y las cuñas debe ser la adecuada para garantizar un funcionamiento suave y fiable del carro. Si es necesario, siga los pasos que se indican a continuación para ajustarla correctamente:
(1) Afloje los tornillos de las cuñas y los tornillos prisioneros del lado derecho del bastidor.
(2) Ajuste las cuñas del lado izquierdo y apriete el tornillo.
(3) Ajuste las cuñas del lado derecho y determine si debe añadir o quitar calzos en función de la holgura.
Después del ajuste, apriete los tornillos delanteros y los tornillos prisioneros del lado derecho.
(4) La holgura entre la corredera y las cuñas debe ser de 0,03 a 0,05 mm, pero el valor total admisible de la holgura de la superficie de contacto delantera y trasera debe ser de 0,04 a 0,08 mm.
Normalmente, la holgura entre los extremos superior e inferior es mayor. La medición es precisa cuando la profundidad del medidor de espesor es superior a 30 mm.
Nota: El calibre de 0,03 mm debe estar dentro, el de 0,05 mm no.
(5) Después del ajuste, compruebe la holgura de cada pieza y vuelva a ajustar si es necesario.
4.2 Dispositivo de golpe deslizante
La fuerza de derribo es de 5% de la presión nominal.
4.2.1 Estructura del equipo de noqueo por deslizamiento
(1) Se compone de la varilla de golpeo, el asiento de golpeo y la barra de golpeo.
(2) La barra de golpeo está situada por encima de la línea central de la guía, cruzando la guía.
(3) Cuando la corredera sube, la barra de expulsión toca la varilla de expulsión, expulsando las piezas troqueladas.
4.2.2 Funcionamiento y ajuste del equipo de derribo por deslizamiento
(1) Desenrosque el tornillo de fijación de la varilla ciega y ajuste la varilla ciega a la posición adecuada. Tenga en cuenta que las varillas ciegas de los lados izquierdo y derecho deben estar a la misma altura.
(2) Después del ajuste, apriete los tornillos de fijación.
(3) El contacto de la barra transversal y la corredera puede provocar ruidos al utilizar la barra de golpeo.
4.2.3 Aviso
Cuando cambie el troquel, asegúrese de elevar la varilla de golpeo a su posición más alta antes de ajustar la altura del carro para evitar golpear la varilla de golpeo durante el ajuste de la altura del troquel.
Ajuste la posición de la barra de golpeo de modo que el material sea empujado cuando la corredera se desplace cerca del punto muerto superior.
Sin embargo, no deje que la barra de golpe toque el fondo de la ranura de golpe para evitar accidentes.
4.3 Contador
El contador, que se instala en el cuadro eléctrico, se utiliza para llevar la cuenta y mostrar el número acumulado de golpes.
El contador registrará una cuenta de 1 cada vez que el tobogán se mueva hacia arriba y hacia abajo.
Si es necesario reiniciar, pulse el botón de reinicio.
El contador puede utilizarse para calcular el rendimiento de la producción.
4.3.1 Panel del contador
4.3.2 Método de funcionamiento
(1) Gire el interruptor a la posición OFF y el contador no funcionará.
(2) Gire el interruptor a la posición ON y el contador funcionará.
Nota:
Al reajustar el contador, la corredera debe detenerse en el punto muerto superior. Si se repone el contador con la punzonadora en funcionamiento, puede dañarse el contador.
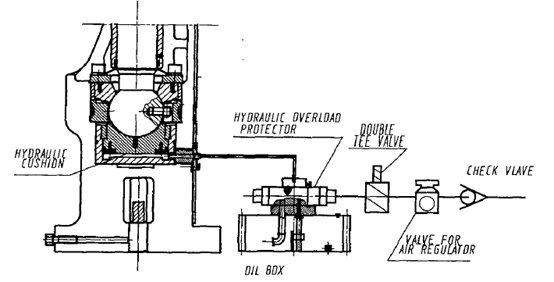
Protector hidráulico de sobrecarga
El protector de sobrecarga hidráulica puede detectar automáticamente la presión de aceite del cilindro oleohidráulico del carro. Si la presión es insuficiente, puede suministrar presión rápidamente para mantener el funcionamiento normal. En caso de una sobrecarga causada por una perforación incorrecta o un grosor desigual de la chapa durante el proceso, el protector puede descargarse inmediatamente para proteger los accesorios y el troquel de posibles daños. El protector hidráulico de sobrecarga se compone de un cilindro presurizado, una válvula de alivio de presión y un interruptor inductivo.
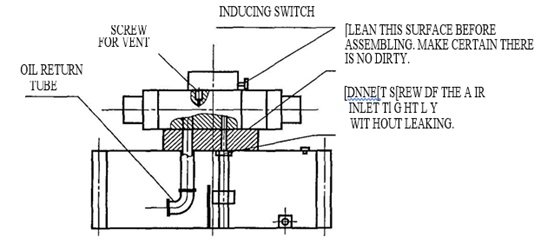
5.1 Preparación antes del funcionamiento del protector hidráulico contra sobrecargas
Compruebe el nivel de aceite y asegúrese de que hay suficiente aceite en la bomba de aire. Si el nivel de aceite es bajo, afloje el tornillo del orificio de vertido y añada aceite hidráulico antioxidante decapante (ISO VG-32) u otro aceite hidráulico de rendimiento similar.
Asegúrese de que el indicador de aire es normal.
Si la corredera se detiene en el punto muerto superior, pulse el botón de reinicio y la bomba neumática comenzará a funcionar. Después de aproximadamente 1 minuto, la presión del aceite alcanzará el valor especificado y la bomba neumática se detendrá.
Si la corredera no se detiene en el punto muerto superior, siga los siguientes procedimientos:
① Ajuste el modo de funcionamiento a carrera "PULGADAS".
② Utilice el botón de operación para mover la corredera hasta que se detenga en el punto muerto superior. (Tenga cuidado con la altura de trabajo del troquel por seguridad si se ha instalado).
③ Una vez que la corredera alcance el punto muerto superior, pulse el botón de reinicio, y la bomba de aire del protector de sobrecarga comenzará a funcionar. Después de aproximadamente 1 minuto, la presión alcanzará el valor especificado, y la bomba de aire se detendrá automáticamente, y la luz indicadora de sobrecarga se apagará.
④ La punzonadora puede utilizarse ahora en modo de funcionamiento simple o continuo.
⑤ La preparación para el funcionamiento ha finalizado.
(6) Eliminación de Aire del Amortiguador de Presión de Aceite en el Protector Hidráulico de Sobrecarga
Si hay aire en el cojín de presión de aceite, la función del protector de sobrecarga hidráulica puede no funcionar correctamente y hacer que la bomba de aire funcione continuamente.
Para eliminar el aire:
① Detener la corredera en el punto muerto superior.
② Por seguridad, apague el motor principal. Espere a que el volante se detenga por completo. A continuación, utilice una llave hexagonal para aflojar el tornillo del orificio de drenaje de aceite del protector de sobrecarga hidráulica, permitiendo que el aceite salga.
③ Si el aceite sale entrecortado o con burbujas, indica la presencia de aire.
Una vez que el aceite deje de salir de forma entrecortada o burbujeante, apriete el tornillo del orificio de drenaje de aceite. Compruebe si hay fugas de gas en la junta entre la bomba y el plano final de la caja de aceite y asegúrese de que los tubos de aceite no tienen fugas.
④ La eliminación del aire se ha completado.
(7) Rearme del protector hidráulico de sobrecarga:
Si la punzonadora se sobrecarga, se encenderá el indicador de sobrecarga.
Utilícelo según el paso (5) del procedimiento.
5.2 Mantenimiento del protector contra sobrecargas
(1) Compruebe periódicamente si hay fugas de gas en el tubo de conexión a la válvula de seguridad.
(2) Limpie periódicamente el filtro de aceite.
(3) Compruebe regularmente el apriete de los pernos de las piezas de conexión.
(4) Compruebe regularmente el nivel de aceite de la caja.
(5) Compruebe periódicamente el funcionamiento de la válvula electromagnética.
5.3 Averías comunes y resolución de problemas del protector hidráulico contra sobrecargas
NO.
Estado del fallo
Origen del fracaso
Solución
1
La bomba neumática de aceite no funciona
1. Fallo de la fuente de aire
1. Eliminación
2. Fuga de aire en el tubo neumático
2. Cambiar
3. Avería de la válvula electromagnética
3. Mantener, chean y cambiar
2
La bomba neumática de aceite funciona incesantemente durante mucho tiempo
1. Interferencias de aire en el sistema
1. Escape de aire
2. Fuga de aceite en el sistema de conexión del tubo exterior
2. Mantenimiento
3. El puerto de la válvula de protección de seguridad está bloqueado
3. Desmontar, comprobar y limpiar
3
La bomba neumática de aceite funciona pero no puede generar presión
1. El anillo de estanqueidad del vástago de la bomba neumática de aceite está dañado.
1. Cambiar el anillo de estanqueidad
2. El anillo de sellado de alta presión de la bomba neumática de aceite está dañado.
2. Cambiar el anillo de estanqueidad
4
La bomba neumática de aceite no funciona después de la carga de aire, pero el aire de escape del puerto
1. El núcleo de la válvula de la bomba neumática de aceite está bloqueado.
1. Repare
2. El núcleo de la válvula de la bomba neumática de aceite está bloqueado por feculencia.
2. Desmontar, comprobar y limpiar
V. Sistema neumático (Figura 6)
La electroválvula es el principal componente de ejecución y tiene una función de autocontrol. Si una válvula no funciona correctamente, la otra válvula liberará aire, provocando la desconexión del embrague y la parada del carro, garantizando la seguridad de las personas y de la prensa. La presión de la fuente de aire debe estar entre 0,55 y 0,6 MPa, y es importante ajustarla al valor especificado. El lubricador debe mantener un cierto nivel de aceite, y el filtro de gas y el depósito de aire deben vaciarse frecuentemente de agua y contaminantes.
Consumo de aire de la punzonadora y el compresor
Consumo de aire del embrague JH21-80 0,18 m3/min. Se recomienda elegir un compresor de 0,3 m3/min para una sola prensa.
Aviso:
(1) Al añadir aceite al lubricador, debe liberarse la presión de aire de la tubería para evitar accidentes.
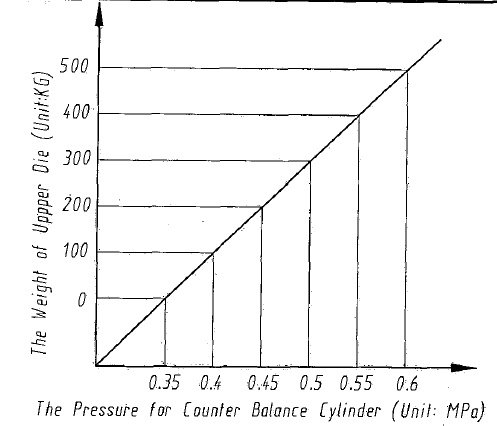
(2) La presión del cilindro de contrapeso y el peso del troquel superior pueden ajustarse de acuerdo con la siguiente figura. La presión de trabajo máxima admisible del cilindro de contrapeso es de 0,8 MPa.
(3) El relé eléctrico se enclava en el circuito eléctrico. Si la presión es demasiado baja, el circuito no funcionará. El relé de presión se ha ajustado antes de salir de fábrica; no debe ajustarse al azar.
VI. Lubricación (Figura 7)
Sistemas de lubricación
La punzonadora emplea tanto un sistema de lubricación automática intermitente como una lubricación manual con aceite. El aceite se distribuye a todos los puntos de lubricación a través de un distribuidor de aceite. Los componentes específicos, como el rodamiento del volante, la junta rotativa y el cojín de aire, se lubrican mediante una pistola de aceite.
Importancia de la lubricación
La lubricación es vital para la prensa del cigüeñal, ya que:
Reduce el desgaste de los componentes
Aumenta la vida útil de la máquina
Garantiza la precisión de las operaciones
Reduce el consumo de energía
Reduce los costes de mantenimiento
Todas las piezas en movimiento relativo deben estar lubricadas, excepto las superficies de fricción del embrague de fricción y del freno.
Control de la lubricación
Durante el funcionamiento de la prensa, es fundamental controlar el efecto de la lubricación para evitar obstrucciones en las vías de aceite y prevenir el sobrecalentamiento y los daños en el casquillo principal, el cojinete de biela y las cuñas de deslizamiento. La temperatura no debe superar los +70°C ni descender por debajo de -35°C. Si la temperatura aumenta, la punzonadora debe pararse inmediatamente. Además, la temperatura del motor principal no debe superar los +60°C (medida en la cubierta del motor).
Programa de mantenimiento de la lubricación
Aceite para cajas de cambios:
Sustituya el aceite lubricante de la caja de cambios después de los 3 primeros meses (aproximadamente 750 horas) de uso.
Posteriormente, sustituya el aceite cada 6 meses (aproximadamente 1500 horas).
Limpie la caja de cambios cada 6 meses.
Cojinete del volante y cojinete del eje de transmisión:
Estos rodamientos son cerrados y deben llenarse de grasa antes del montaje.
Rellene la grasa lubricante (grasa de litio 3#) cada 2 meses.
Compruebe la grasa cada 6 meses.
Al rellenar la grasa, asegúrese de rellenar 60-70% del espacio entre el volante y el cojinete.
Cilindro de contrapeso:
Utiliza tanto lubricación por aire como lubricación manual por pistola de aceite.
Añada 100 ml de aceite 20# al husillo de bolas y al asiento de bolas antes de realizar la prueba después de la instalación.
Llene el lubricador con aceite 20# y compruébelo semanalmente.
Lubricación durante el funcionamiento
Puesta en marcha inicial:
Encienda el motor principal y espere 5 minutos a que la bomba de lubricación empiece a funcionar antes de poner en marcha la prensa.
Periodos de inactividad:
Si la prensa ha estado inactiva durante 24 horas, haga funcionar el motor principal durante 10 minutos antes de iniciar la producción.
Depósito de aceite lubricante
Compruebe diariamente el depósito de aceite lubricante y rellénelo según sea necesario.
Durante el periodo de instalación inicial, se necesita más aceite, por lo que debe rellenarse rápidamente.
Lubricación manual
Asegúrese de que la alimentación está desconectada cuando lubrique manualmente.
Sustitución de aceite
Cuando sustituya el aceite, limpie a fondo el interior del depósito de aceite y los tubos.
Tabla de lubricación
Siga las instrucciones de lubricación indicadas en la prensa para garantizar un mantenimiento y un funcionamiento correctos.
NO.
Punto de lubricación
Marca y tipo de aceite lubricante
Modo de lubricación
1
Casquillo de biela
00# Grasa de cal
Lubricación por motor
2
Casquillo principal delantero
00# Grasa de cal
Lubricación por motor
3
Casquillo principal trasero
00# Grasa de cal
Lubricación por motor
4
Gib (6 puntos)
00# Grasa de cal
Lubricación por motor
5
Rosca de conexión
Aceite para engranajes CKC150
Lubricación manual con pistola de aceite
6
Husillo de bolas
Aceite para engranajes CKC150
Lubricación del aceite de llenado
7
Caja de cambios
Aceite para engranajes CKC150
Lubricación por inmersión
8
Equilibrador
HL150 Aceite lubricante
Bomba de aceite manual Lubricación
9
Bomba de aceite manual
HL150 Aceite lubricante
10
Bomba de grasa
00# Grasa de cal
Lubricación eléctrica
11
Puntos de lubricación del cojín de aire
2# Grasa de litio
Lubricación manual con pistola de aceite
12
Cojinete del volante
2# Grasa de litio
Lubricación manual con pistola de aceite
VII. Plano de cimentación (figura 8)
Preparación antes de la construcción
Excavación:
Excavar el terreno de acuerdo con las especificaciones del plan de cimentación.
Refuerzo del suelo:
Si el suelo es blando, hay que hincar pilotes para reforzarlo. Asegúrese de que la presión del suelo no sea inferior a 8 toneladas/m².
Colocación de escombros:
Coloque escombros en el fondo de la excavación a una altura de entre 100 mm y 200 mm para proporcionar una base estable.
Vertido de hormigón:
Deje agujeros en la base al verter el hormigón para alojar los pernos de anclaje y otras instalaciones necesarias.
Preparación e instalación del hormigón
Preparación del hormigón:
Prepare la mezcla de hormigón de acuerdo con las especificaciones del plan de cimentación.
Curado del hormigón:
Después de verter el hormigón, déjelo secar y curar adecuadamente. Una vez curado, retire cualquier encofrado o plancha de madera utilizados durante el proceso de vertido.
Instalación de punzonadoras
Montaje:
Instale la punzonadora ensamblando la punzonadora, los pernos de anclaje y la placa de ajuste horizontal en la fosa designada.
Ajuste horizontal:
Ajuste la punzonadora para asegurarse de que está nivelada horizontalmente.
Relleno de fosos para pernos de anclaje:
Una vez que la punzonadora esté correctamente ajustada, rellene las fosas de los pernos de anclaje con hormigón.
Curado final y reparaciones:
Deje que el hormigón se seque y se cure. Una vez curado, realice las reparaciones necesarias para garantizar que los cimientos sean estables y seguros.
Consideraciones adicionales
Preparación del reposapiés:
Los clientes deben preparar la plataforma alrededor de la punzonadora utilizando materiales adecuados para garantizar la estabilidad y la seguridad.
A prueba de golpes:
Si es necesaria una protección contra los golpes, añada una capa de arenisca fina de unos 150 mm de ancho alrededor de los cimientos para absorber las vibraciones y reducir el impacto en la estructura circundante.
VIII. Instalación y pruebas
Comprender la estructura de la prensa
Antes de realizar cualquier ajuste en la prensa, es fundamental conocer a fondo su estructura. De este modo se garantiza una manipulación y configuración adecuadas, minimizando el riesgo de errores y daños.
Instalación de la prensa
Preparación de los cimientos:
Prepare los cimientos de acuerdo con el plan de cimentación.
Si el suelo es blando, refuércelo adecuadamente con armadura de hierro.
Colocación inicial:
Una vez que la prensa llega a la fábrica, colóquela en un lugar seco durante varios días.
Compruebe el electromotor y el transformador antes de iniciar el proceso de instalación.
Limpieza:
La punzonadora se recubre con aceite antioxidante durante el transporte. Límpiela antes de la instalación.
Preste especial atención a la limpieza del aceite de las superficies de las cuñas y las superficies de fricción.
Medición del nivel:
Mida la nivelación de la prensa con un nivelador de precisión.
Fije los pernos de cimentación sólo cuando el nivel cumpla la norma exigida (0,3/1000 mm).
Asegúrese de que el cabezal esté fijo antes de medir la nivelación.
Instalación de almohadillas:
Si los usuarios optan por instalar el cabezal ellos mismos, asegúrese de que la interfaz entre el cabezal y la mesa de trabajo esté limpia y libre de residuos como papel, restos de metal, calibres, arandelas y suciedad.
Instalación del motor
Inspección y limpieza:
Desembale el paquete e inspeccione si hay accesorios dañados.
Limpie el motor, la polea de la correa, la ranura del volante y el soporte. Evite que caiga líquido sobre el electromotor.
Limpie la correa trapezoidal con un paño y no con una solución limpiadora.
Montaje del motor:
Monte el motor en su posición conjunta, pero no apriete del todo los tornillos.
Sujete el peso del motor con una eslinga antes de apretar los tornillos.
Alineación:
Alinee la línea de referencia de la ranura de la polea de la correa y la ranura del volante.
Coloque correctamente el motor para evitar daños en la ranura de la correa y en el cojinete del motor.
Apriete los tornillos del soporte del motor después de la alineación.
Tensión de la correa:
Mueva el motor hasta el volante y asegúrese de que la correa trapezoidal no tenga una tensión excesiva al colocarla en el bloque.
La tensión de la correa debe ser de unos 10 mm cuando se presiona con el pulgar.
Ajuste horizontal
Reforzar la nivelación:
Asegúrese de que los tornillos estén apretados antes de medir.
Limpie el cabezal y coloque un calibrador de nivel de precisión en la parte delantera, central y trasera del cabezal.
Utilice cuñas para ajustar la nivelación del marco.
Calzos:
Asegúrese de que las cuñas son lo suficientemente grandes como para distribuir el peso uniformemente en la interfaz.
Compruebe la nivelación al cabo de un mes y reajústela si es necesario.
Realice comprobaciones cada seis meses para mantener el rendimiento de la prensa.
Instalación de tuberías de aire
Conexión:
Conecte la línea de aire a la parte posterior de la prensa.
Asegúrese de que la presión de aire requerida es de 0,6 MPa.
La distancia entre la fuente de aire y la prensa no debe ser superior a 5 metros.
El diámetro de la tubería no debe ser inferior a 1 pulgada.
Limpie el canal de polvo y residuos antes de la conexión.
Pruebas
Control de precisión:
Tras la instalación, compruebe la precisión de acuerdo con el certificado.
Ajuste la precisión si es necesario debido a los empujones y vibraciones del transporte.
Limpieza inicial:
Limpie la grasa y la suciedad, especialmente de las superficies de las cuñas y las zonas de fricción.
Procedimiento operativo:
Seleccionar el procedimiento operativo adecuado en función de los requisitos del trabajo.
Prepare las herramientas necesarias.
Instalación de troqueles:
Utilice un recorrido de una pulgada y mueva gradualmente la corredera hasta el punto muerto inferior.
Asegúrese de que los troqueles no colisionen y ajuste la altura manualmente.
No inicie la carrera única o continua hasta que se hayan completado los ajustes.
Ajuste de la barra:
Ajuste la posición de la barra de expulsión para la expulsión de la pieza después de que la carrera de la corredera se haya detenido (cerca del punto muerto superior).
Asegúrese de que la barra ciega no toque el fondo de la ranura de la barra ciega durante el movimiento.
Ajustes finales:
Utiliza el trazo en pulgadas y avanza paso a paso.
Realice golpes simples y continuos sólo cuando no haya nada que impida que la prensa funcione correctamente.
Presión atmosférica
La presión de aire de la punzonadora debe estar entre 0,55-0,60 MPa.
La presión máxima de la válvula de seguridad debe ser de 1 MPa.
IX. Preparación de la operación
Preparación de la carrera
Encienda la caja de control principal:
Coloque el interruptor de aire de la caja de control principal en la posición ON.
Asegúrese de que la punzonadora funciona correctamente.
Asegure la caja de control principal:
Cierre la puerta de la caja de control principal.
Advertencia: Por razones de seguridad, está prohibido abrir la puerta de la caja de control principal mientras la prensa está en funcionamiento.
Preparación de la operación
Encendido:
Encienda el interruptor del panel de control. El indicador de alimentación (bucle AC110V) debe iluminarse.
Verificación de parada de emergencia:
Asegúrese de que el botón de "Parada de emergencia" no está activado.
Comprobación de presión:
Si la presión no está dentro del rango normal, el indicador se apagará y la punzonadora entrará en estado de Parada de Emergencia.
Corrija la presión de aire al valor adecuado y haga funcionar la prensa hasta que se ilumine el indicador.
Arrancar y parar el motor principal
Arranque del motor principal:
Pulse el botón de inicio:
El motor principal se pondrá en marcha y se encenderá el indicador del motor principal.
Nota: El motor principal sólo funcionará si el interruptor de modo está en la posición "OFF".
Parada del motor principal:
Pulse el botón de parada del motor:
El motor principal dejará de funcionar y el indicador se apagará.
Escenarios de parada automática:
El motor principal se detendrá automáticamente en los siguientes casos:
Fusible de bucle fundido:
Si se funde el fusible de bucle del motor principal.
Protección por relé térmico:
Si el relé térmico está en modo de protección.
X. Control diario
Revisión inicial
Limpiar la almohadilla: Asegúrese de que el cabezal esté limpio y libre de objetos. Esto es crucial para evitar cualquier interferencia durante las operaciones.
Accionar el volante: Utilice la varilla para accionar manualmente el volante y compruebe que funciona con suavidad.
Especificaciones del cable de alimentación: Compruebe que las especificaciones del cable de alimentación cumplen los requisitos de la máquina para garantizar un funcionamiento seguro y eficaz.
Comprobación después de abrir la válvula de aire
Presión atmosférica: La presión de aire del embrague debe estar dentro del rango especificado de 0,55-0,6 MPa. Esto garantiza el correcto funcionamiento del mecanismo del embrague.
Fugas de aire: Asegúrese de que no hay fugas de aire en el sistema. Para ello, compruebe si hay fugas de aire en el cilindro del embrague y en la junta rotativa.
Comprobación tras el encendido
Indicadores de potencia: Gire el interruptor a la posición ON. Los indicadores de alimentación y presión deben encenderse, confirmando que el sistema está alimentado y presurizado.
Selección de modo: Coloque el conmutador de selección de modo en la posición "carrera en pulgadas". Pulse y suelte el botón de funcionamiento "a dos manos" para comprobar la acción de la electroválvula. Asegúrese de que se libera aire y de que el embrague se mueve de forma flexible y sin interferencias.
Comprobación después de arrancar el motor principal
Funcionamiento del motor principal: Pulse el botón de arranque. El motor principal debería funcionar y el indicador debería encenderse.
Rotación del volante: Compruebe que el sentido de giro del volante coincide con el marcado en la prensa.
Velocidad del volante: Compruebe la velocidad de arranque y aceleración del volante. El sonido del deslizamiento de la correa trapezoidal debe ser normal, lo que indica que la tensión y la alineación son correctas.
Comprobación de funcionamiento
Funcionamiento en pulgadas: Durante el modo de carrera en pulgadas, asegúrese de que la prensa funciona suavemente sin ruidos anormales ni pesadez. Mantenga pulsado el botón de funcionamiento a dos manos durante esta comprobación.
Carrera simple y continua:
Carrera única: La prensa no debe funcionar continuamente al pulsar el botón de funcionamiento. La posición de parada debe estar entre +5° y -10° del punto muerto superior, sin que se permita ninguna desviación.
Carrera continua: El movimiento debe ser normal. Pulse el botón de parada de emergencia para asegurarse de que el embrague se separa y el botón de parada de emergencia se bloquea. La posición de parada también debe estar entre +5° y -10° del punto muerto superior. Al pulsar el botón de parada de emergencia, la punzonadora debe detenerse inmediatamente.
Comprobación al ajustar la corredera
Interruptor de ajuste deslizante: Gire el interruptor de ajuste deslizante a la posición ON para prohibir el funcionamiento durante el ajuste.
Ajuste de la altura del troquel: Ajuste la altura del troquel. Cuando el carro alcance los límites superior e inferior, detenga el ajuste del motor.
Indicador de altura del troquel: Compruebe si el indicador de altura del troquel coincide con el valor real para garantizar ajustes precisos.
XI. Mantenimiento y seguridad
Garantizar el funcionamiento seguro y eficaz de una punzonadora requiere el cumplimiento estricto de los procedimientos de mantenimiento y seguridad. Las siguientes directrices deben seguirse meticulosamente para mantener la integridad del equipo y la seguridad de los operarios:
Procedimientos operativos
Compromiso de embrague:
Conecte el embrague sólo después de que el motor haya arrancado y alcanzado la velocidad máxima de funcionamiento. De este modo se garantiza un funcionamiento suave y se evitan tensiones indebidas en los componentes mecánicos.
Puesta a tierra de equipos:
Mantenga la correcta conexión a tierra del equipo en todo momento. Compruebe regularmente las conexiones a tierra para asegurarse de que son seguras y funcionan correctamente. Esto es crucial para prevenir riesgos eléctricos.
Gestión de la energía:
Desconecte siempre la alimentación cuando el operario abandone la prensa. Esto evita la activación accidental y reduce el riesgo de lesiones o daños al equipo.
Gestión de la carga:
Asegúrese de que la carga de trabajo de la prensa está dentro del rango de seguridad especificado. La sobrecarga de la prensa puede provocar fallos mecánicos y entrañar graves riesgos para la seguridad.
Dispositivos de seguridad y precauciones
Montaje del dispositivo de seguridad:
No utilice la punzonadora si alguno de los dispositivos de seguridad no está correctamente montado. Los dispositivos de seguridad son fundamentales para proteger a los operarios de posibles lesiones.
Manipulación de materiales:
Está terminantemente prohibido perforar varias hojas simultáneamente. Esto puede causar daños a la prensa y comprometer la calidad de la pieza de trabajo.
Inspección y mantenimiento
Operación irregular:
Si la corredera cae libremente o golpea de forma irregular con ruido, detenga inmediatamente la punzonadora. Inspeccione la máquina para identificar y rectificar cualquier problema antes de reanudar el funcionamiento.
Inspección de tuberías aéreas:
Compruebe con frecuencia si hay fugas en la tubería de aire. Si se detecta una fuga, repárela antes de poner en funcionamiento la punzonadora. Las fugas de aire pueden afectar al rendimiento de los componentes neumáticos y provocar ineficiencias operativas.
Medidas de seguridad personal
Colocación del cuerpo:
Por razones de seguridad personal, no coloque nunca ninguna parte del cuerpo en la zona peligrosa del troquel. Esta zona es altamente peligrosa y puede causar lesiones graves.
Mantenimiento en zonas peligrosas:
No trabaje ni realice tareas de mantenimiento en la zona peligrosa sin aplicar las medidas de seguridad adecuadas. Esto incluye desenergizar la máquina y utilizar procedimientos de bloqueo/etiquetado.
Funciones de seguridad opcionales
Fotoprotector:
La prensa está equipada con puntos de conexión para un protector fotoeléctrico, que es un elemento de seguridad opcional. La instalación de un protector fotoeléctrico puede mejorar la seguridad al detectar la presencia de objetos o partes del cuerpo en la zona de peligro y detener la prensa automáticamente.
XII. Problemas y remedios
Problemas
Razón
Solución
Preparación de la operación
La punzonadora no funciona.
1. La presión de aire es demasiado baja.
1. Compruebe la presión del manómetro y ajuste la presión
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cuál es el secreto para producir piezas estampadas de alta calidad? En esta entrada del blog, nos adentraremos en el papel fundamental que desempeña la holgura del punzón y la matriz en...
¿Alguna vez se ha preguntado cómo garantizar el éxito de un proyecto de estampación metálica? En esta entrada del blog, nos sumergiremos en los factores críticos que pueden hacer o deshacer su proceso de estampación....
Imagine que su mano queda atrapada en las potentes mandíbulas de una máquina: una pesadilla para cualquier operario de una punzonadora. En este artículo se describen 12 precauciones de seguridad...
¿Por qué es crucial elegir el alimentador de punzones adecuado para su proceso de fabricación? En este artículo, exploramos tres tipos principales: alimentadores de aire, alimentadores de rodillos y servoalimentadores NC. Aprenderá...
¿Alguna vez se ha preguntado cómo consigue la fabricación moderna tanta precisión y eficacia? La ferralladora hidráulica es una máquina versátil que corta, perfora, cizalla y dobla metal con facilidad. En este artículo, explorará...
Imagine transformar simples chapas metálicas en componentes complejos y precisos con facilidad y eficacia. Esa es la magia de una punzonadora. En este artículo exploraremos cómo estas máquinas ahorran energía,...
¿Alguna vez se ha preguntado por qué su punzonadora de torreta CNC deja de funcionar con eficacia de repente? El mantenimiento y la resolución de problemas de estas máquinas puede ser todo un reto. En este artículo, nos sumergimos en los...
¿Siente curiosidad por las punzonadoras de torreta CNC? En esta entrada del blog, nos sumergiremos en el fascinante mundo de estas versátiles máquinas. Como ingeniero mecánico experimentado, le explicaré...
¿Se ha preguntado alguna vez cómo se fabrican las piezas de precisión? El corte fino es una tecnología revolucionaria que produce componentes de alta calidad con una precisión y velocidad inigualables. En esta entrada del blog,...