Explicación de la precisión de plegado de la prensa plegadora
¿Alguna vez se ha preguntado por qué puede ser tan difícil conseguir doblados precisos en chapas metálicas? En este artículo, exploramos las complejidades de la precisión del plegado en prensas plegadoras. Desde la comprensión de los errores de ángulo hasta los efectos de la calidad del material y la fuerza de plegado, conocerá los factores que influyen en la precisión del plegado. Aprenderá técnicas prácticas y consideraciones para mejorar sus operaciones de plegado y conseguir resultados más consistentes en sus proyectos metalúrgicos. Sumérjase para mejorar sus conocimientos y optimizar sus procesos de plegado.
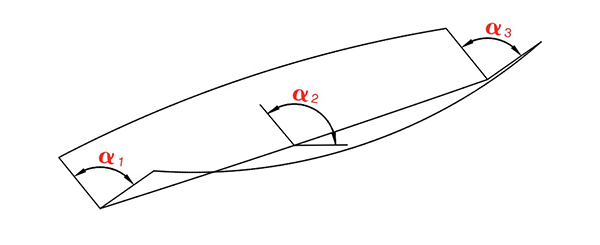
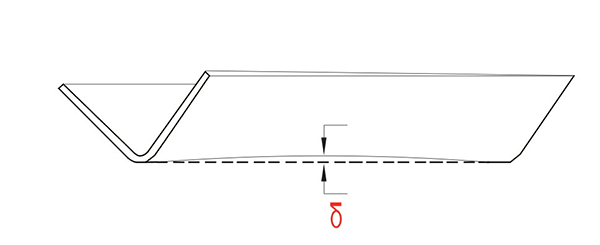
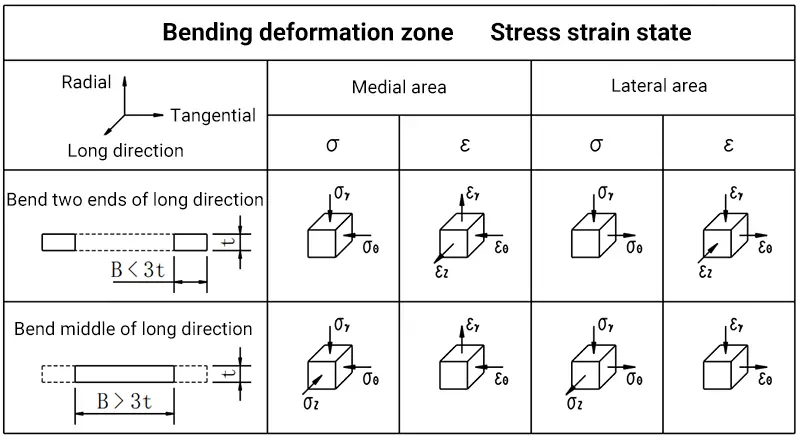
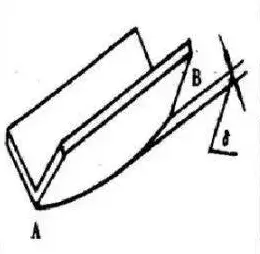
En chapa metálica flexión, el borde de la pieza doblada presentará una flexión natural, que suele medirse por su flexión máxima (δ).
Según el análisis de tensiones, la tensión (σZ) en la zona de deformación es de tracción en el exterior y de compresión en el interior. Estas tensiones de tracción y compresión opuestas crean un momento de flexión, necesario para mantener la pieza recta durante la flexión. Sin embargo, al final del proceso de flexión, este momento desaparece, provocando que la pieza se desvíe hacia arriba.
Cuanto más largo sea el placa curva mayor será la desviación (δ). Del mismo modo, cuanto mayor sea la placa curva es decir, cuanto menor sea la anchura de la placa, mayor será la deflexión (δ).
Sin embargo, la reducción del ángulo de flexión de 150° a 90° reducirá la desviación (δ).
Además, a medida que aumenta el espesor de la placa, la deformación (δ) aumentará proporcionalmente.
Aplicando presión en el borde del chapa plegada, como mediante el curvado de corrección o el curvado de tres puntos, puede mejorar la rectitud de la pieza.
Factores que afectan a la precisión de plegado
Los principales factores que influyen en la precisión del plegado en una plegadora son la rigidez de la plegadora, el modo de plegado y la fuerza de plegado.
1.Rigidez de la prensa plegadora
¿Cómo determinar el índice de rigidez de la máquina plegadora en el diseño?
Deformación de deflexión de prensa plegadora máquina
2. Modo de flexión
1)Doblado del aire
2)Doblado en tres puntos
3)Coining
3. Fuerza de flexión
¿Cómo varía la fuerza de flexión durante la flexión?
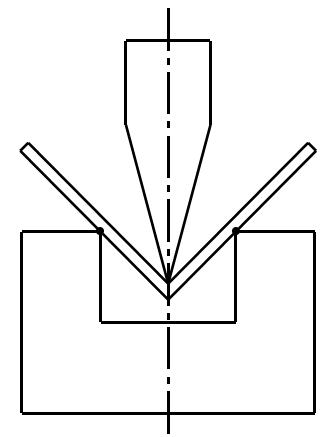
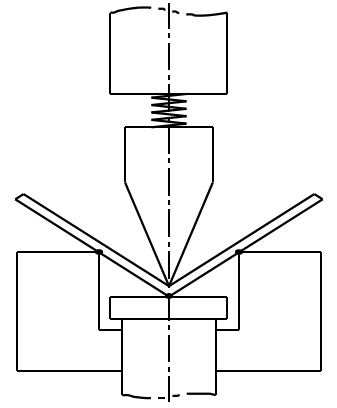
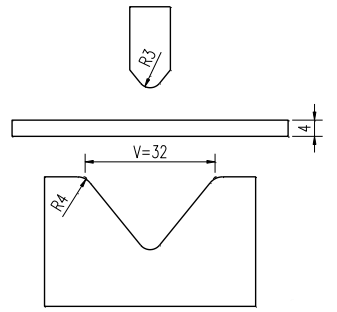
1)Doblado libre del punzón agudo
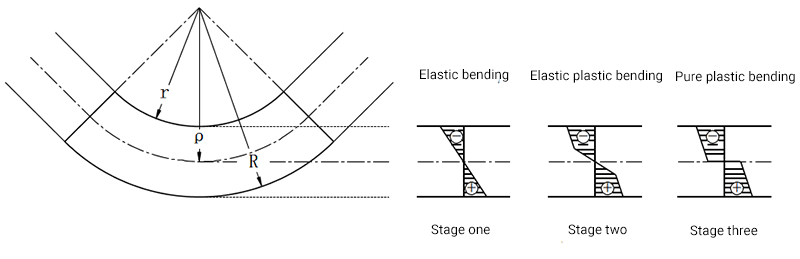
Como se ilustra en la figura adjunta, en el modo de flexión libre, el material de la hoja está hecho de Acero Q235que se considera que tiene un comportamiento elástico-plástico ideal con endurecimiento lineal. La dirección límite elástico de este material es σS = 250 MPa, y su módulo de endurecimiento (también conocido como módulo tangente) es de 1050 MPa.
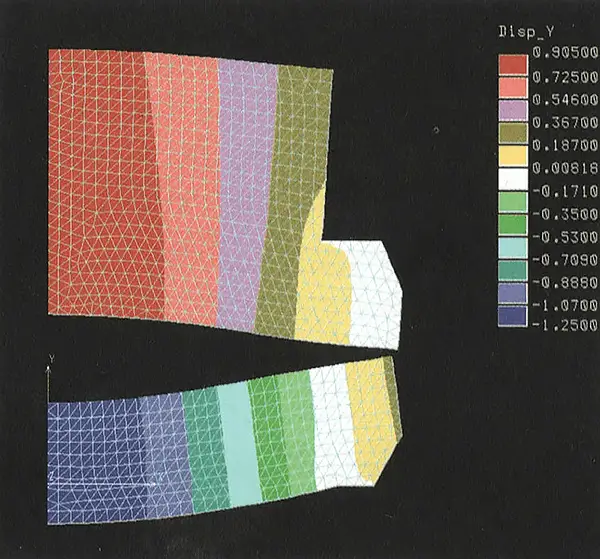
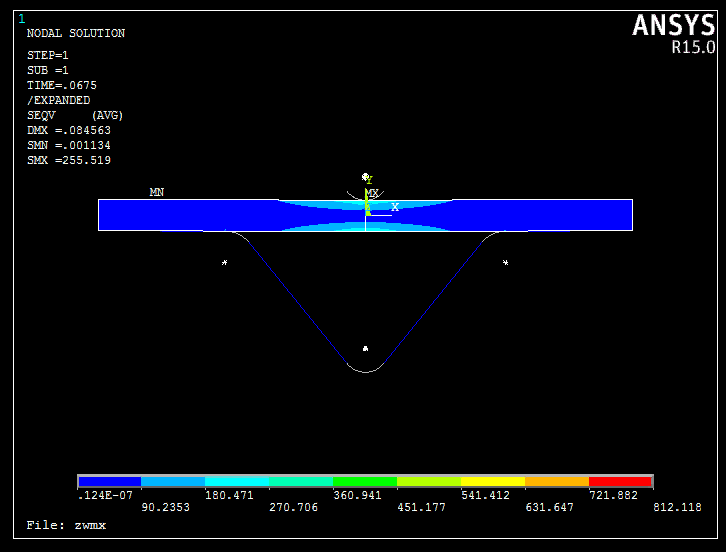
Los resultados del análisis ANSYS son los siguientes
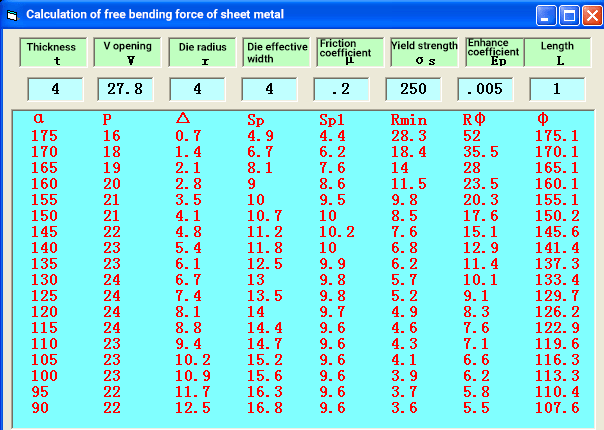
Los resultados del método analítico son los siguientes
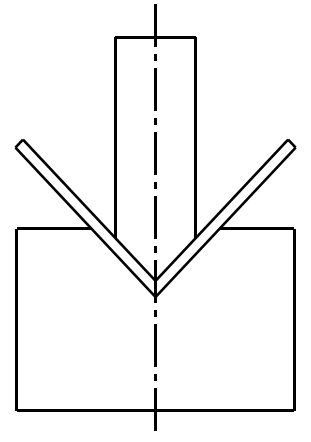
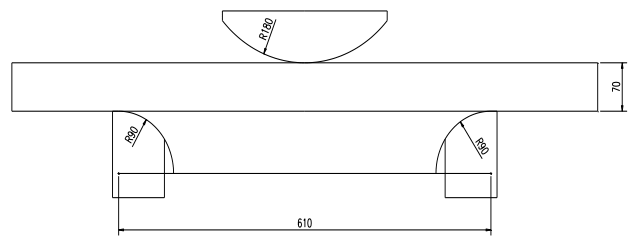
2)Doblado de cuchilla ancha
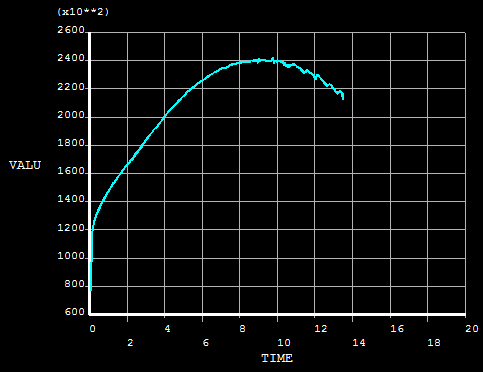
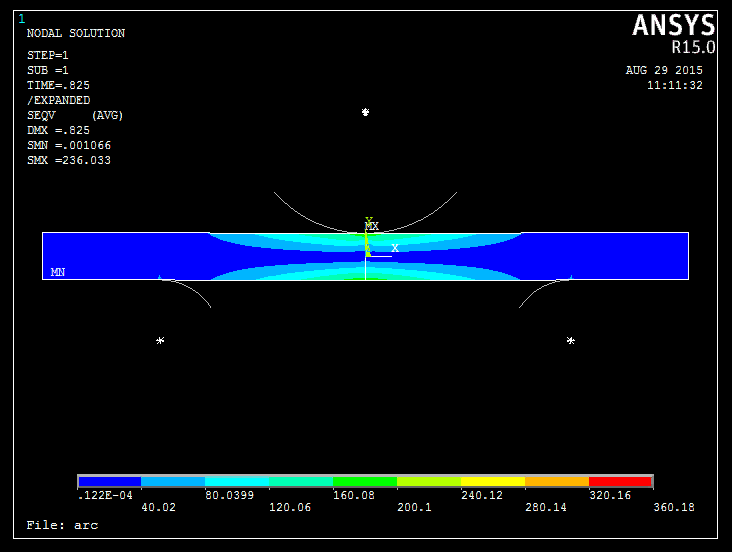
Como se muestra en la figura adjunta, la matriz superior se diseña con un amplio arco R180, y el material de la chapa se establece como X80. Este material tiene un comportamiento elástico-plástico ideal con endurecimiento lineal, y su límite elástico es σs = 552 MPa. El módulo de endurecimiento (también conocido como módulo tangente) de este material es de 840 MPa.
Los resultados del análisis ANSYS son los siguientes
Curva de fuerza de flexión:
Existen otros factores que afectan a la precisión del plegado, entre los que se encuentran el grosor desigual de la chapa, la dureza de la chapa, la deformación del banco de trabajo y del husillo durante el plegado, la selección de la apertura de la matriz, la profundidad de la matriz superior en la inferior, el desgaste de la matriz y la convexidad del banco de trabajo. Estos factores pueden causar errores en el ángulo de doblado y la rectitud de la pieza después del doblado.
4. Influencia de la calidad del material en la precisión
La curva nominal es una curva libre de bajo carbono chapa de acero con una resistencia a la tracción σb = 450 N/mm², que dobla la chapa en un ángulo de 90° en la matriz en forma de V con una distancia de apertura V = 8 × S.
Cuando el curvado nominal se realiza con chapas de grosor desigual, pueden producirse errores de ángulo.
Cuando la dureza de la chapa no es uniforme, el springback de la pieza durante el plegado no es igual.
Por lo tanto, la calidad de los materiales tiene un impacto significativo en la calidad del procesado.
5. Compensación convexa de la mesa de trabajo
Bajo la acción de la carga, el banco de trabajo y el ariete sufrirán una deformación elástica.
La profundidad del troquel superior en el troquel inferior es desigual en toda su longitud, lo que puede afectar al ángulo de plegado y a la rectitud de la pieza.
Para resolver este problema, la máquina adopta el NC convexo de la mesa de trabajo para compensar su deformación, mantener la profundidad de la matriz superior en la matriz inferior esencialmente uniforme a lo largo de toda la longitud, y mejorar la precisión de la ángulo de flexión y rectitud de la pieza.
6. Carga excéntrica
La carga excéntrica se refiere a la operación de carga en el lado izquierdo o derecho del ariete. La máquina tiene una gran capacidad para resistir la carga excéntrica.
Bajo la acción de la fuerza de carga excéntrica, se generará una inclinación entre el banco de trabajo y el ariete.
El mecanismo de detección de rejilla situado en ambos extremos del ariete detectará la desviación y proporcionará información al ordenador. El ordenador controla la servoválvula proporcional para ajustar la cantidad de aceite que entra en el cilindro de aceite, mantener sincronizada la posición de los dos pistones y mantener un pequeño error de paralelismo entre el banco de trabajo y el ariete.
Al procesar piezas especiales, hay que tener en cuenta la carga excéntrica mencionada. En general, es necesario evitar el funcionamiento bajo carga excéntrica.
7. Corrección del error de ángulo de flexión
Después del pieza de flexión se ha formado, y el ángulo es de aproximadamente α°, el valor de error del ángulo medido △α° puede corregirse ajustando la posición Y del punto muerto inferior. El valor de corrección △Y puede calcularse aproximadamente de acuerdo con la siguiente fórmula: △Y = K × V × △α
Dónde:
△ Y - valor de corrección del punto muerto inferior (mm)
V - apertura de la matriz seleccionada (mm)
△ α - Valor del error angular (grados)
K - Factor de corrección (grados /mm)
Cuando α ≈ 90°, K ≈ 0,0055; para varilla de acero plegada de 8-12 caras, cuando α ≈ 135°-157,5°, K ≈ 0,004.
Si el ángulo de la pieza inspeccionada es mayor que los requisitos del dibujo, ajuste la posición del punto muerto inferior hacia abajo de acuerdo con el valor de corrección △Y; de lo contrario, ajuste hacia arriba.
Ejemplo 1:
Los ángulos de ambos extremos son iguales al ángulo central.
Para doblar un dodecágono con α= 150°, seleccione la abertura V = 200mm, y mida el ángulo después de doblarlo, α= 151,5°. Utilizando el método anterior, se calcula que △α es 1,5°, y K es 0,004.
△Y = K × V × △α = 0,004 × 200 × 1,5 = 1,2 mm.
Introduzca en el ordenador la posición de punto muerto inferior Y + △Y.
Ejemplo 2:
Los ángulos de ambos extremos no son iguales al ángulo central.
Para una pieza doblada a α=90° con abertura V = 60mm, los ángulos reales medidos en ambos extremos son α=90°, y el ángulo medio es α=91° (la cantidad convexa no es suficiente).
Utilizando el método anterior: △α = 1°; K=0.0055
△Y = K × V × △α = 0,0055 × 60 × 1 = 0,33 mm.
Añade △Y al valor convexo original e introdúcelo en el ordenador.
Si el ángulo medio es menor que los ángulos de ambos extremos (la cantidad convexa es demasiado grande), reduzca el valor convexo en △Y de la base original e introdúzcalo en el ordenador.
Ejemplo 3:
Los ángulos en los extremos inferiores de la columna no son iguales. Con un ancho de abertura V = 60 mm, una pieza se dobla a α= 90°.
El ángulo real medido en el extremo izquierdo es α=90°, y el ángulo en el extremo derecho es α=91° (inferior izquierdo y superior derecho).
Utilizando el método anterior: △α=1, K=0.0055
△Y=K × V × △α=0,0055 × 60 × 1=0,33mm
Introduzca el valor Y + △Y en el punto cero del extremo derecho hacia arriba para cambiar su posición de referencia.
8. Precisión angular
La precisión del ángulo es posiblemente el parámetro más complejo y difícil de controlar en las operaciones de plegado. Existen dos métodos de curvado habituales: el curvado por el fondo y el curvado por el centro. curvado por aire. A continuación se ilustran diversas aplicaciones del curvado con fondo.
Diversas aplicaciones del curvado de fondos
La flexión de fondo se controla ajustando la fuerza descendente aplicada durante el proceso de plegado para dar forma al metal. Sus ventajas incluyen una gran precisión angular, que alcanza hasta ±15 minutos, con ángulos de plegado constantes.
Sin embargo, los inconvenientes son importantes: requiere entre cinco y ocho veces más fuerza que el plegado por aire y tiene menor flexibilidad. Los distintos ángulos o formas requieren herramientas diferentes.
El plegado por aire, también conocido como plegado libre, es el más utilizado. Se controla regulando el descenso del eje Y, es decir, la profundidad a la que la matriz superior penetra en la inferior, controlando así el ángulo de curvatura.
Las ventajas del plegado por aire son la menor fuerza necesaria y la gran flexibilidad, ya que un juego de herramientas puede doblar piezas en varios ángulos. El inconveniente es la menor precisión en el ángulo de la pieza doblada y la menor consistencia.
¿Por qué es menor la precisión angular de las piezas curvadas al aire? Por ejemplo, al doblar chapa metálica con un troquel inferior V10, una diferencia de 0,05 mm en la distancia a la que el troquel superior presiona hacia abajo puede dar lugar a una desviación del ángulo de 1°, como se muestra en la tabla siguiente.
Tabla: Cambios en la profundidad de descenso correspondientes a una variación de ángulo de 1° para diferentes aberturas de la matriz inferior y ángulos de flexión.
Ángulo de plegado/Abertura inferior del molde
30°
45°
60°
75°
90°
105°
120°
135°
150°
165°
4
0.17
0.07
0.04
0.03
0.02
0.02
0.02
0.01
0.01
0.01
6
0.26
0.11
0.07
0.05
0.04
0.03
0.03
0.03
0.03
0.03
8
0.36
0.14
0.08
0.06
0.05
0.04
0.04
0.03
0.03
0.03
9
0.41
0.16
0.09
0.07
0.05
0.05
0.05
0.04
0.03
0.03
10
0.45
0.18
0.10
0.08
0.05
0.05
0.05
0.05
0.05
0.04
12
0.54
0.22
0.13
0.08
0.07
0.05
0.05
0.05
0.05
0.05
14
0.61
0.24
0.15
0.10
0.08
0.07
0.06
0.06
0.06
0.06
15
0.66
0.26
0.16
0.11
0.08
0.08
0.07
0.07
0.07
0.06
16
0.71
0.28
0.16
0.12
0.09
0.08
0.07
0.07
0.07
0.07
18
0.81
0.32
0.19
0.13
0.11
0.09
0.08
0.08
0.07
0.07
20
0.90
0.36
0.21
0.15
0.11
0.10
0.09
0.09
0.09
0.08
22
1.00
0.40
0.23
0.16
0.13
0.11
0.10
0.09
0.09
0.09
24
1.09
0.44
0.25
0.17
0.14
0.11
0.10
0.10
0.10
0.10
En la actualidad, la precisión del eje Y de las plegadoras suele alcanzar los 0,01 mm, por lo que la desviación del ángulo no debería ser demasiado grave. Pero, ¿puede garantizarse que el grosor de la chapa sea perfectamente constante?
Si un 1.5 mm de grosor La chapa varía en 10% de grosor, es decir, una diferencia de 0,15 mm, equivalente a una diferencia de 0,15 mm en la distancia entre las matrices superior e inferior, lo que da como resultado una desviación angular de aproximadamente 3°.
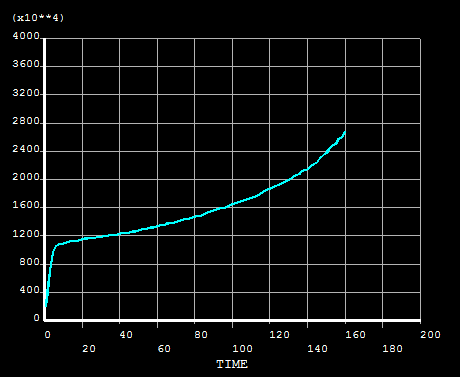
Del mismo modo, una variación de 10% en las características de endurecimiento por deformación de la chapa puede provocar un cambio de aproximadamente 1,5° en el ángulo de flexión. En la figura 6 se muestra el efecto del grosor de la chapa y del endurecimiento por deformación en el ángulo de flexión durante el curvado por aire.
Figura 6: Relación entre el espesor de la chapa, el endurecimiento por deformación y el ángulo de curvatura durante el curvado al aire
En esto se diferencian las curvadoras de máquina de corte de metal herramientas. Con corte de metales máquinas, independientemente de las diferencias de tamaño entre las piezas en bruto, la precisión final de las piezas mecanizadas puede garantizarse siempre que la máquina herramienta sea lo suficientemente precisa.
Sin embargo, este no es el caso de la práctica habitual de doblar el aire en prensas plegadorasno se trata de la precisión inherente a la máquina.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¡Atención a todos los entusiastas de la metalurgia! ¿Está cansado de adivinar el tonelaje adecuado para su prensa plegadora? No busques más. En esta entrada del blog, nos sumergiremos en el mundo de la...
Los operarios de prensas plegadoras desempeñan un papel crucial en la configuración del mundo que nos rodea, pero su trabajo no está exento de riesgos. En este artículo, analizaremos consejos de seguridad esenciales...
¿Se desgastan demasiado rápido sus herramientas de plegado? Este artículo se sumerge en las técnicas de reparación esenciales para prolongar la vida útil de sus herramientas, garantizando un rendimiento óptimo en su...
¿Se ha preguntado alguna vez cuál es el origen del término "prensa plegadora"? En esta cautivadora entrada de blog, nos embarcaremos en un fascinante viaje a través de la historia para descubrir las razones...
¿Alguna vez se ha preguntado cómo se dobla la chapa metálica para darle formas complejas? En este artículo se analizan seis tipos de procesos de plegado en prensas plegadoras: plegado, raspado, plegado por aire, rebajado, acuñado y plegado en tres puntos. Se...
En el vasto mundo de la fabricación, hay una máquina que destaca: la prensa plegadora. Con su capacidad para doblar y dar forma al metal con precisión y potencia, se ha convertido en un...
¿Alguna vez se ha preguntado qué hace que una plegadora CNC funcione sin problemas? La respuesta está en el aceite hidráulico. Este fluido esencial garantiza un rendimiento óptimo y la longevidad de la máquina. Nuestro artículo...
Reparar correctamente el cilindro hidráulico de una prensa plegadora es crucial para mantener el rendimiento y la seguridad de la máquina. El cilindro hidráulico suele constar de un pistón, un manguito, un vástago y un tornillo.....
¿Alguna vez se ha preguntado cómo consigue una prensa plegadora plegados tan precisos? Este artículo explora el fascinante mundo de los ejes de las prensas plegadoras y desvela los secretos que se esconden tras sus papeles y funciones. Aprenda cómo...