12 Tipos y usos de utillaje para prensas plegadoras
¿Alguna vez se ha preguntado cómo una simple chapa se transforma en formas complejas? Esta entrada del blog se sumerge en el fascinante mundo de las plegadoras y las matrices de plegado. Descubra los tipos de punzones superiores y sus aplicaciones únicas, y aprenda cómo hacen posibles los doblados precisos. Prepárese para descubrir los secretos del plegado de metales.
El plegado es un proceso crítico de conformado de chapas metálicas que utiliza una plegadora y herramientas especializadas para crear deformaciones angulares precisas en las chapas metálicas. Este proceso implica la aplicación de una fuerza controlada para deformar plásticamente el material a lo largo de un eje lineal.
El utillaje de la prensa plegadora consta de dos componentes principales: el utillaje superior (punzón) y el utillaje inferior (matriz). El punzón, también denominado matriz superior o cuchilla plegadora, es el componente activo que aplica la fuerza de plegado. La matriz inferior, que soporta la pieza de trabajo, presenta una cavidad en forma de V o de canal que permite que el material fluya durante la operación de plegado.
La selección del utillaje adecuado es crucial para conseguir el ángulo de plegado, el radio y la calidad general de la pieza deseados. Factores como las propiedades del material, el grosor y la complejidad del plegado influyen en la elección de las configuraciones de punzón y matriz. Las plegadoras modernas suelen emplear sistemas de utillaje intercambiables, lo que permite cambios rápidos de configuración y una mayor flexibilidad de producción.
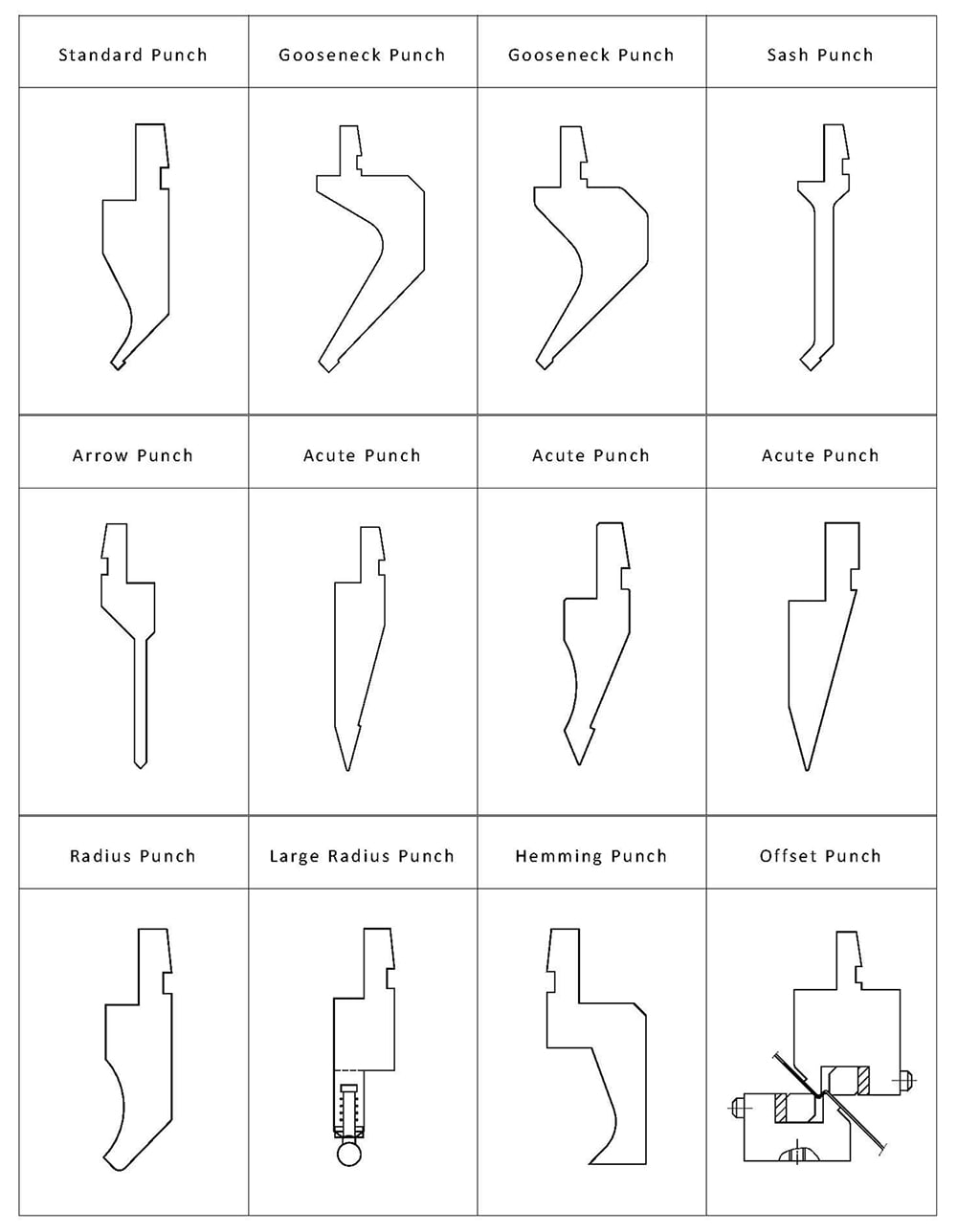
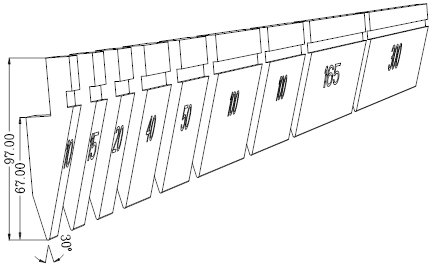
La clasificación específica de los troqueles superior e inferior se muestra en la figura 1.
1. Clasificación y tipos de punzón superior de plegadora: (Fig.1)
Fig.1
2. El punzón superior de la prensa plegadora se divide en dos tipos: tipo integral y tipo segmentado.
Punzón superior integrado: 835 mm y 415 mm
Punzón superior segmentado: segmentación a y segmentación b
Una longitud dividida: 10,15,20,40,50,100 (bocina derecha),100(bocina izquierda),200,300;
B longitud dividida: 10,15,20,40,50,100(bocina derecha),100(bocina izquierda),165,300;
3. Clasificación y aplicación de los distintos punzones
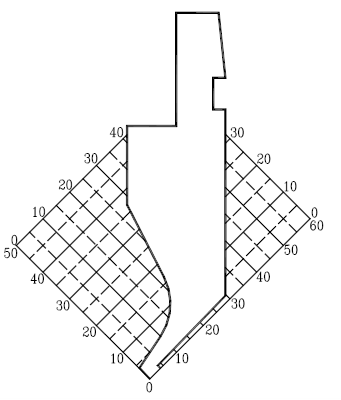
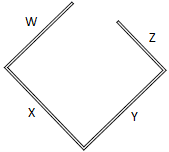
1. La aplicación del punzón estándar en la flexión es principalmente la evitación de la dirección W, y la diagrama de flexión es la siguiente:
2. Dirección X: cuando Xmin>4mm, se puede doblar (cuando se requiere el tamaño en la dirección W).
3. Dirección Y:cuando 0<Y<30mm, no se puede evitar la dirección Z. Cuando Y≧30mm, Z=Y-300.
Gráfico de división: División B
Bocina
02) Punzón de cuello de cisne
Valor tolerante a la presión (longitud total)
50TON/M
Material
42CrMo
Tratamiento térmico
HRC47±2
Tolerante a la presión Valor(separado)
45TON/M
Radio de la punta
0.2R
Coordinar gráfico(1:2)
Características de procesamiento:
1. La aplicación del punzón de cuello de cisne en la flexión es principalmente la evitación de la dirección W, y la diagrama de flexión es la siguiente:
2. Dirección X: cuando Xmin>9mm, se puede doblar (cuando se requiere el tamaño en la dirección W).
3. Dirección Y: cuando 0<Y<85mm, no se puede evitar la dirección Z. Cuando Y≧85mm, Z=Y-85
Gráfico dividido: A dividir
Bocina
03) Punzón de cuello de cisne
Valor tolerante a la presión (longitud total)
50TON/M
Material
42CrMo
Tratamiento térmico
HRC47±2
Tolerante a la presión Valor(separado)
30TON/M
Radio de la punta
0.2R
Coordinar gráfico (0.8:1)
Características de procesamiento:
1. La aplicación del punzón de cuello de cisne en la flexión es principalmente la evitación de la dirección W, y el diagrama de flexión es el siguiente:
2. Dirección X: cuando Xmin>6mm, se puede doblar (cuando se requiere el tamaño en la dirección W).
3. Dirección Y: Cuando 0<Y<75mm, no se puede evitar la dirección Z. Cuando Y≧75mm, Z=Y-75.
Gráfico dividido: A dividir
Bocina
3.2. Puñetazo recto
01) Puñetazo de faja
Valor tolerante a la presión (longitud total)
30TON/M
Material
42CrMo
Tratamiento térmico
HRC47±2
Tolerante a la presión Valor(separado)
15TON/M
Radio de la punta
0.2R
Gráfico de coordenadas(0.8:1)
Características de procesamiento:
Adecuada para curvar productos simétricos. Se pueden evitar tanto la dirección delantera como la trasera.
Cuando Xmin>10mm,las direcciones W y X pueden aumentar en proporción.
Cuando 0<Y<20mm,Z=0.
Cuando Y>20mm, las direcciones Y y Z pueden aumentar en proporción.
La longitud plegable en la dirección W es mayor que la longitud plegable en la dirección Z.
Gráfico de división: B partido
Bocina
02) Puñetazo de flecha
Valor tolerante a la presión (longitud total)
50TON/M
Material
42CrMo
Tratamiento térmico
HRC47±2
Tolerante a la presión Valor(separado)
12TON/M
Radio de la punta
0.2R
Gráfico de coordenadas(0.8:1)
Características de procesamiento:
1. Adecuado para el curvado de productos simétricos, se pueden evitar las direcciones delantera y trasera, y la abertura de curvado puede ser tan pequeña como 6 mm.
2. Cuando X<50mm,Y<50mm,la dirección W y X pueden aumentar en proporción.
Gráfico de división: Una división
Bocina
03) Puñetazo agudo
Valor tolerante a la presión (longitud total)
100TON/M
Material
AM87
Tratamiento térmico
HRC47±2
Tolerante a la presión Valor(separado)
20TON/M
Radio de la punta
0.65R
Gráfico de coordenadas(0.8:1)
Características de procesamiento:
1. El rango aplicable está entre 30 ° y 180 °.
2. Utilice un pequeño ángulo de la punta de la herramienta para evitar el orificio roscado y otras piezas de trabajo que deban evitarse.
3. Se utiliza para doblado profundo, y la profundidad de inserción es adecuada para ángulo de flexión como se muestra en la siguiente figura:
Gráfico de división: B partido
Bocina
04) Puñetazo agudo
Valor tolerante a la presión (longitud total)
60TON/M
Material
AM87
Tratamiento térmico
HRC47±2
Tolerante a la presión Valor(separado)
30TON/M
Radio de la punta
0.37R
Gráfico de coordenadas(1:1)
Características de procesamiento:
1. Adecuado para ángulos entre 45° y 180
2. Utilice un pequeño ángulo de la punta de la herramienta para evitar el orificio roscado y otras piezas de trabajo que deban evitarse.
Gráfico de división:Una división
Bocina
05) Puñetazo agudo
Valor tolerante a la presión (longitud total)
100TON/M
Material
AM87
Tratamiento térmico
HRC47±2
Tolerante a la presión Valor(separado)
30TON/M
Radio de la punta
0.52R
Gráfico de coordenadas(1:1)
Características de procesamiento:
1. El rango aplicable está entre 30 ° y 180 °.
2. Utilice un pequeño ángulo de la punta de la herramienta para evitar el orificio roscado
3. Para la flexión profunda, la profundidad de inserción es aplicable al ángulo de flexión como se muestra a continuación
Gráfico de división:B partido
Bocina
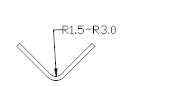
3.3. Punzón de radio
01) Punzón de radio
Valor tolerante a la presión (longitud total)
45TON/M
Material
42CrMo
Tratamiento térmico
HRC47±2
Tolerante a la presión Valor(separado)
45TON/M
Radio de la punta
1.5R,3.0R
Gráfico de coordenadas(1:1)
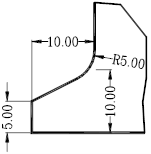
Características de procesamiento:
1. R radio es 1.5,3.0
2. El punzón de radio se utiliza a menudo como curvas para la cubierta superior
3. A veces se utiliza para dar forma a la pieza de trabajo con un ángulo pequeño.
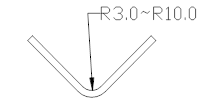
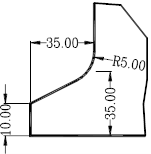
1. Este punzón de radio grande se utiliza principalmente para doblar el ángulo de arco interior de R, y el radio del ángulo de arco es R3~R10.
2. El punzón de radio se empareja con el correspondiente Ranura en V
Combinación gráfico:
3.4. Puñetazo especial
01) Punzón para dobladillos
Valor tolerante a la presión (longitud total)
100TON/M
Material
42CrMo
Tratamiento térmico
HRC47±2
Tolerante a la presión Valor(separado)
Radio de la punta
Gráfico (1:1)
Características de procesamiento:
1. El diagrama de la figura muestra la forma del producto después de doblarlo y aplanarlo. Se pueden doblar todas las formas similares. Debe utilizarse con moldes superior e inferior de 30°.
2. También puede utilizarse para prensar, remachar, dar forma, etc.
Gráfico de división:
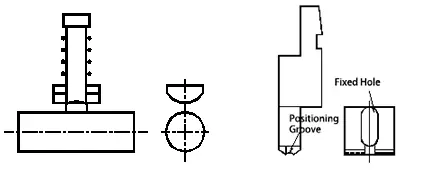
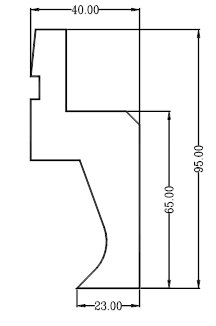
02) Punzón desplazado
Valor tolerante a la presión (longitud total)
/
Material
42CrMo
Tratamiento térmico
HRC47±2
Tolerante a la presión Valor(separado)
/
Radio de la punta
/
Gráfico (1:1)
Características de procesamiento:
1. Utilizado para el doblez de Z que no puede ser doblado por común prensa plegadora muere.
H=1~10mm
2. La forma del producto de curvatura es la que se muestra en la figura superior derecha, normalmente denominada Curva Z o desplazamiento.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se diseñan y fabrican con precisión las piezas de chapa metálica? En esta entrada del blog nos adentraremos en el fascinante mundo de la tolerancia de...
¿Cómo puede doblar con precisión una pieza de chapa metálica sin ensayo y error? El factor Y tiene la clave. Este artículo explica el factor Y, una constante crucial utilizada para calcular la...
¿Se ha preguntado alguna vez por qué a veces el acero se agrieta durante el plegado? En este artículo exploramos el fascinante mundo de la tecnología del plegado del acero y descubrimos las razones de defectos tan comunes como...
¿Alguna vez se ha preguntado cómo calcular con precisión la fuerza de flexión necesaria para la fabricación de chapas metálicas? En esta interesante entrada del blog, exploraremos los entresijos del cálculo de la fuerza de flexión,...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...
En esta entrada del blog, exploraremos el fascinante mundo de la flexión por aire y los diagramas de fuerzas que la hacen posible. Acompáñanos mientras profundizamos en la ciencia que hay detrás de este...
¿Alguna vez ha tenido problemas para calcular el margen de plegado adecuado para sus proyectos de chapa metálica? En esta entrada del blog, nos adentraremos en el mundo de los márgenes de plegado y...
¡Atención a todos los fabricantes y diseñadores de chapas metálicas! ¿Le cuesta determinar el radio de curvatura óptimo para sus proyectos? No busque más. En esta entrada del blog,...
¡Atención a todos los entusiastas de la metalurgia! ¿Está cansado de adivinar el tonelaje adecuado para su prensa plegadora? No busques más. En esta entrada del blog, nos sumergiremos en el mundo de la...



 Bocina
Bocina


 Bocina
Bocina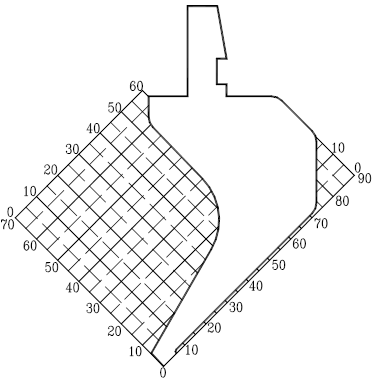


 Bocina
Bocina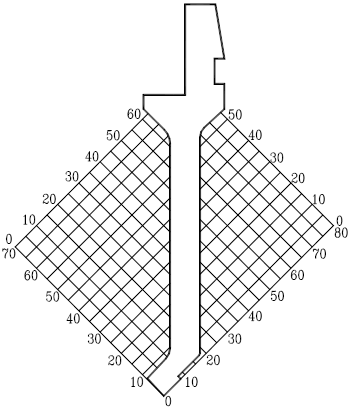

 Bocina
Bocina



 Bocina
Bocina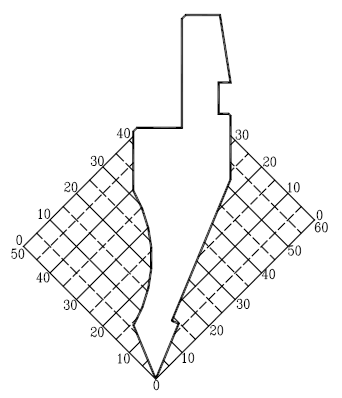



 Bocina
Bocina


 Bocina
Bocina