Como uno de los equipos de plegado de chapa más utilizados, la plegadora CNC es ampliamente utilizada en el procesamiento de chapa y la industria de fabricación de equipos. Es un equipo de apoyo crucial para el procesamiento de chapa metálica junto con la punzonadora de torreta CNC, la máquina cizalla de chapa CNC y la máquina de corte por láser CNC.
La plegadora CNC funciona utilizando una simple matriz general y moviendo repetidamente el cilindro para doblar la chapa en una variedad de formas de sección transversal complejas. Con el avance de las nuevas tecnologías, como CNC, servomotores y troqueles, la Prensa plegadora CNC se centra principalmente en el ahorro de energía y la alta eficiencia.
Además, con la mejora continua de la precisión y la eficacia del plegado, cada vez hay más componentes funcionales disponibles. Algunas empresas con gran capacidad de investigación y desarrollo se están centrando en el diseño de diversos componentes funcionales, esforzándose por mejorar el grado de automatización de las máquinas herramienta.
Entre todas las partes funcionales, el dispositivo de sujeción rápida de la matriz superior es el que tiene un impacto más significativo en la precisión y la eficacia del plegado, especialmente en la producción de plegados de múltiples variedades y lotes pequeños, donde la mejora de la eficacia del cambio de matriz es especialmente notable.
En este artículo se presentan dos nuevos dispositivos de sujeción de troqueles superiores que son fáciles de manejar, ahorran energía y son eficientes. Se describen en detalle el principio técnico, el diseño del mecanismo, las características técnicas y el proceso de trabajo.
1. Introducción de la tecnología tradicional de dispositivos de sujeción
El dispositivo de sujeción de la matriz superior de la plegadora CNC de China generalmente adopta una estructura mecánica, como se muestra en la Fig. 1 y Fig. 2.
El mecanismo de sujeción rápida excéntrico mostrado en la Fig. 1 se caracteriza por tener una varilla de leva en el extremo de la empuñadura de accionamiento. La empuñadura de accionamiento está firmemente sujeta al bloque de sujeción delantero mediante un pasador cilíndrico y un resorte se sujeta entre el bloque de sujeción delantero y el bloque fijo.
Para sujetar rápidamente el troquel superior del prensa plegadora máquina, el troquel superior debe introducirse por el lado del dispositivo de sujeción rápida. El troquel puede sujetarse rápidamente girando la palanca de accionamiento.
Al girar la palanca de mando en sentido inverso, el bloque de sujeción delantero se repone rápidamente mediante el muelle situado entre el bloque de sujeción delantero y el bloque fijo, liberando el troquel y permitiendo su transporte lateral.
El dispositivo es fácil de usar y de manejar, pero tiene algunas limitaciones, como una fuerza de sujeción desigual y la necesidad de insertar el troquel por el lateral.
La figura 2 presenta un mecanismo de sujeción rápida roscado. Para sujetar rápidamente el troquel de la prensa máquina de frenadoEl troquel superior debe introducirse por el lado del dispositivo de sujeción rápida.
La manivela se gira para accionar el tornillo, que a su vez acciona el bloque de sujeción delantero para avanzar y sujetar el troquel. Cuando la manivela se gira en sentido inverso, el bloque de sujeción delantero se desplaza hacia atrás, accionado por el tornillo, para soltar el troquel y transportarlo lateralmente.
Esta estructura ofrece las ventajas de tener una gran fuerza de sujeción, una buena capacidad de autobloqueo y un funcionamiento sencillo. Sin embargo, tiene algunas limitaciones, como una fuerza de sujeción desigual y una velocidad de sujeción más lenta.
2. Diseño del dispositivo hidráulico de sujeción automática
2.1 Diseño del sistema
En este documento, se proponen dos soluciones para abordar la situación de tensión y el tamaño de la matriz superior de la máquina plegadora, basándose en las características del dispositivo automático hidráulico de sujeción de la matriz superior de la máquina plegadora.
Esquema 1:
El troquel se fija mediante la fuerza de expansión generada al inyectar aceite a presión en la manguera de goma comprimida.
Ambos extremos del dispositivo de sujeción están equipados con un cierre de seguridad.
Cuando el troquel superior está asegurado, el pasador de seguridad del cierre de seguridad se inserta en el orificio del troquel.
Cuando la presión interna de la manguera de goma se disipa, el operario y el troquel quedan protegidos eficazmente.
El dispositivo hidráulico de sujeción automática es ideal para matrices de conformado a gran escala, como las que se utilizan en la industria del automóvil para prensar puertas y ventanas en forma de arco.
Esquema 2:
La fuerza generada por la manguera de compresión se utiliza también para extruir la matriz.
Además, el dispositivo de sujeción automático hidráulico está equipado con un mecanismo para compensar la desviación de la matriz superior y un mecanismo de bloqueo de seguridad.
La cuña superior del mecanismo de compensación de la deflexión puede ajustarse para extruir el pasador superior, compensando así cualquier deflexión de la matriz superior.
El pasador de seguridad de la estructura de bloqueo de seguridad proporciona una protección eficaz tanto para el operario como para el troquel superior.
Este dispositivo de sujeción automático hidráulico es adecuado para su uso con troqueles estándar y puede alojar troqueles segmentados.
2.2 Diseño estructural
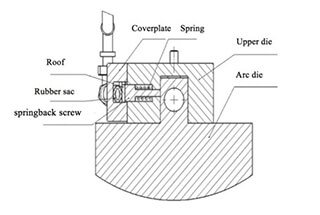
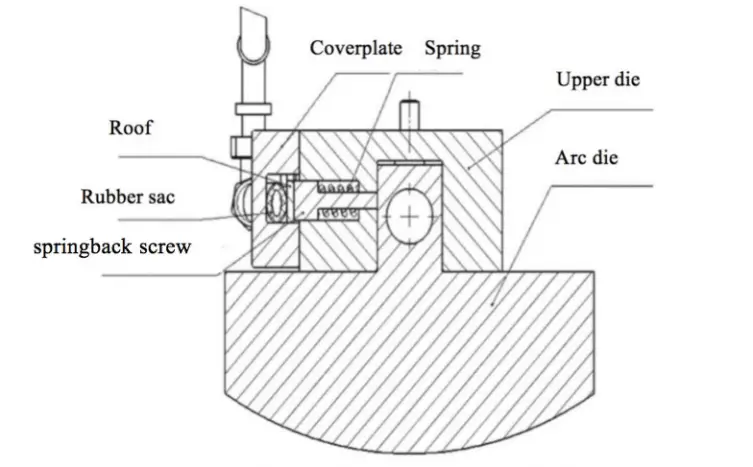
De acuerdo con la idea de diseño del esquema 1, se puede obtener el dispositivo de sujeción automática hidráulica de la matriz superior como se muestra en la Fig. 3 y Fig. 4.
Fig. 3 Esquema 1: Mecanismo hidráulico de sujeción automática de la matriz superior
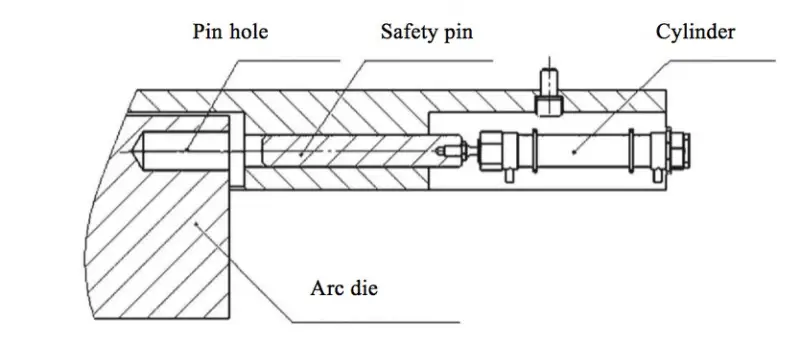
Fig. 4 Mecanismo de bloqueo de seguridad
El dispositivo automático hidráulico de sujeción de la matriz superior consta de un mecanismo de sujeción y un mecanismo de bloqueo de seguridad. Los componentes del mecanismo de sujeción incluyen la base de la matriz superior, el tornillo de rebote, la placa superior, el muelle, la placa de cubierta, la bolsa de goma, la manguera de seguimiento, la junta de transición y el tapón.
La base del troquel superior se fija firmemente a la parte inferior del bloque deslizante mediante tornillos. El asiento del troquel superior tiene una ranura vertical para sujetar el mango del troquel superior y varios agujeros avellanados paralelos en un lado. En estos agujeros avellanados se colocan los tornillos de rebote para las matrices de extrusión y los muelles para el restablecimiento del resorte de retroceso.
La placa de cubierta se fija en el lateral de la base superior de la matriz y tiene una ranura pasante. A través de esta ranura se introducen una placa superior y un tubo de goma, con la placa superior colocada entre el tornillo de rebote y el tubo de goma. El tubo de goma está en estado comprimido cuando no se utiliza.
Como se muestra en la Fig. 4, un mecanismo de bloqueo de seguridad está situado a cada lado del dispositivo de sujeción y consiste en un cilindro de aire y un pasador de seguridad. En los lados izquierdo y derecho del asiento superior de la matriz y de la máquina plegadora se colocan pasadores de seguridad.
Cuando se sujeta el troquel superior, el cilindro empuja el pasador de seguridad a través del orificio del asiento del troquel superior y dentro del orificio del troquel superior para garantizar que el troquel superior permanezca suspendido en la ranura del asiento del troquel superior incluso si la presión interna de la manguera de goma disminuye repentinamente. Esto garantiza la seguridad tanto del operario como de la matriz.
Siguiendo el concepto de diseño del esquema 2, se puede fabricar un segundo dispositivo hidráulico de sujeción automática para la matriz superior, como se muestra en las Fig. 5, 6 y 7.
El diagrama esquemático del dispositivo automático hidráulico de sujeción de la matriz superior revela que comprende un mecanismo de sujeción, un mecanismo de compensación de la desviación y un mecanismo de bloqueo de seguridad.
El dispositivo consta de una primera placa de cubierta, un cabezal de sujeción, una placa superior, un tubo de goma y un cabezal de sujeción.
La parte inferior del bloque deslizante se fija a la base superior de la matriz con tornillos.
La base superior del troquel tiene una ranura horizontal pasante en la parte inferior y un primer agujero avellanado en el lateral.
El primer orificio avellanado está provisto de un primer muelle, que se coloca en la superficie del tornillo de retroceso.
En springback El tornillo pasa a través del primer orificio avellanado e interactúa con el mango de la matriz superior de la plegadora.
El tubo pasante tiene un extremo equipado con un tubo pasante, mientras que un extremo del tubo de goma está conectado al saco de goma.
Se coloca un techo entre la manguera y el tornillo de retroceso.
En su estado inicial, la manguera está comprimida por la precarga del primer muelle.
El dispositivo mostrado en la Fig. 6 incluye un mecanismo de bloqueo de seguridad compuesto por un pasador de seguridad, un tornillo de sujeción y un segundo muelle. El mecanismo está diseñado para garantizar la seguridad del operario y de la matriz en caso de que el mecanismo de sujeción deje de funcionar.
El lateral de la base superior de la matriz está provisto de varios segundos orificios avellanados. Un extremo de estos orificios está conectado a la ranura horizontal pasante, mientras que el otro extremo está roscado. El pasador de seguridad pasa a través del segundo agujero avellanado y encaja con la ranura de la matriz superior en la máquina dobladora. La precarga del segundo muelle puede ajustarse girando el tornillo superior, que regula la fuerza de extrusión entre el pasador de seguridad y la matriz superior.
Además del mecanismo de bloqueo de seguridad, el dispositivo también incluye un mecanismo de compensación de la desviación de la matriz superior, como se muestra en la Fig. 7. Este mecanismo consta de varias cuñas superiores, cuñas inferiores, pasadores de elevación, grupos de muelles de disco y un tercer muelle.
La parte superior de la base de la matriz superior presenta múltiples ranuras, cada una equipada con dos terceros agujeros avellanados. Uno de los extremos de los terceros agujeros avellanados está conectado a la parte inferior de la base superior de la matriz. Las cuñas superior e inferior se instalan en la ranura de la base de la matriz superior y se conectan a ella mediante tornillos. Entre la cuña superior y la base de la matriz superior se coloca un grupo de muelles de disco.
Un tercer muelle se coloca en la superficie del pasador expulsor y se instala en el tercer agujero avellanado. A través de este orificio, el pasador expulsor se acopla a la matriz superior de la plegadora.
2.3 Características técnicas
- El dispositivo de sujeción automático hidráulico presentado en este trabajo es más superior al sujeción mecánica dispositivo. No sólo proporciona automatización, sino que también permite un funcionamiento más sencillo. La matriz puede insertarse cómodamente en la ranura del asiento superior de la matriz.
- El dispositivo de sujeción de este trabajo utiliza una sujeción hidráulica, que permite un ajuste preciso de la fuerza de sujeción y una distribución uniforme. El resultado es una mayor fiabilidad.
- El dispositivo también está equipado con un mecanismo de seguridad para proteger tanto al operario como al troquel.
- La matriz de extrusión de expansión de tubo de caucho se adopta para el dispositivo de sujeción en este trabajo, proporcionando una estructura simple, buena rentabilidad y practicidad.
- En el esquema 2, el dispositivo de sujeción está equipado con un mecanismo de compensación de la desviación para mejorar eficazmente la precisión de la flexión.
- En el esquema 2, la matriz superior de la plegadora puede segmentarse, lo que permite el montaje de diferentes matrices superiores en la plegadora.
2.4 Proceso de desplazamiento
Esquema 1:
El primer paso en el uso de una máquina plegadora es colocar la matriz superior sobre el troquel inferior de la mesa de trabajo, ya sea mediante accionamiento manual o con ayuda de un manipulador. A continuación, el bloque deslizante acciona el asiento superior de la matriz para que se desplace hacia abajo.
A continuación, el asa de la matriz superior se introduce en la ranura de la base de la matriz superior y el bloque deslizante se desplaza hasta el punto muerto inferior. A continuación, se activa el sistema hidráulico correspondiente.
El aceite a presión entra en el tubo de goma para estampar, haciendo que el tubo se expanda y extruya la placa superior y la placa de cubierta. Como la placa de cubierta está fijada a la base del troquel superior, la extrusión de la cubierta hace que se extienda el tornillo de retroceso del muelle, que a su vez sujeta el asa del troquel superior y el muelle.
A continuación, el cilindro del mecanismo de bloqueo de seguridad empuja el pasador de seguridad hacia el orificio del asiento de la matriz superior y entra en el orificio de la máquina plegadora. Durante el proceso de plegado, si se presiona el pasador central, la matriz de seguridad se extrae del cilindro neumático.
Una vez finalizado el plegado, la fuerza de preapriete del muelle expulsa el tornillo de retroceso, liberando la matriz superior de la máquina. A continuación, la matriz puede cambiarse manualmente o con ayuda del manipulador.
Esquema 2:
Al accionar el dispositivo, introduzca primero el mango del troquel superior de la plegadora en la ranura pasante de la base del troquel superior, ya sea manualmente o con la ayuda de un manipulador. Superar la precarga del segundo muelle deslizando el mango del troquel superior a lo largo del borde achaflanado del pasador de seguridad del dispositivo de seguridad.
Una vez que el mango del troquel superior se haya introducido completamente en la ranura pasante de la base del troquel superior, presione el pasador de seguridad en la ranura del troquel superior de la plegadora. El mecanismo de bloqueo de seguridad bloqueará y asegurará el troquel superior de la plegadora en su sitio.
La fuerza de pretensión del segundo muelle puede ajustarse girando el tornillo superior, ajustando así la fuerza de extrusión entre el pasador de seguridad y la matriz superior de la máquina dobladora.
Una vez colocados en el dispositivo todos los troqueles superiores necesarios, cierre tanto el troquel superior como el inferior de la plegadora y active el sistema hidráulico correspondiente.
El aceite a presión fluirá entonces hacia la parte interior del tubo de goma, haciendo que se expanda y extruya la placa superior y la placa de cubierta. La placa de cubierta y el asiento de la matriz superior se fijan en su lugar mediante tornillos, de modo que a medida que la cubierta se extruye, también empuja el tornillo de rebote, que a su vez comprime el primer muelle y sujeta la matriz superior de la plegadora.
En este punto, se puede utilizar el mecanismo de compensación de la desviación de la cuña superior de la plegadora. Para ello, ajuste la posición de la cuña superior girando el segundo tornillo en el sentido de las agujas del reloj.
La cuña superior extruirá entonces el grupo de muelles de disco y la cuña inferior, haciendo que la cuña inferior extruya el pasador eyector. El pasador eyector comprime entonces el segundo muelle y la matriz superior de la máquina plegadora, compensando eficazmente cualquier desviación de la matriz superior.
Una vez anulada la compensación de la desviación, gire el segundo tornillo en sentido antihorario y desplace la cuña superior hacia atrás mediante la precarga del grupo de muelles del disco.
El pasador de elevación y la cuña inferior se levantan por la precarga del segundo muelle, haciendo desaparecer la compensación de desviación de la matriz superior.
Cuando cambie el troquel, libere primero la presión del tubo de goma. A continuación, el primer resorte expulsará el tornillo de resorte a través de la fuerza de preapriete, haciendo que el saco de goma se aplane y liberando el troquel superior de la dobladora.
Retirar y volver a colocar el troquel superior de la plegadora mediante operación manual o con manipulador, superando la precarga del tercer muelle.
3. Conclusión
La industria de procesamiento y fabricación se está desarrollando rápidamente y la automatización está mejorando rápidamente, por lo que la demanda de un cambio de troquel eficiente en las máquinas plegadoras está creciendo. Como resultado, es crucial desarrollar un dispositivo de sujeción rápida para la matriz superior de las máquinas plegadoras.
La investigación en esta tecnología no sólo hace avanzar la tecnología de cambio de troqueles y aumenta la eficacia, sino que también mejora la precisión del plegado. Si se utiliza correctamente, esta tecnología puede mejorar la competitividad de las empresas en el mercado y generar importantes beneficios económicos.