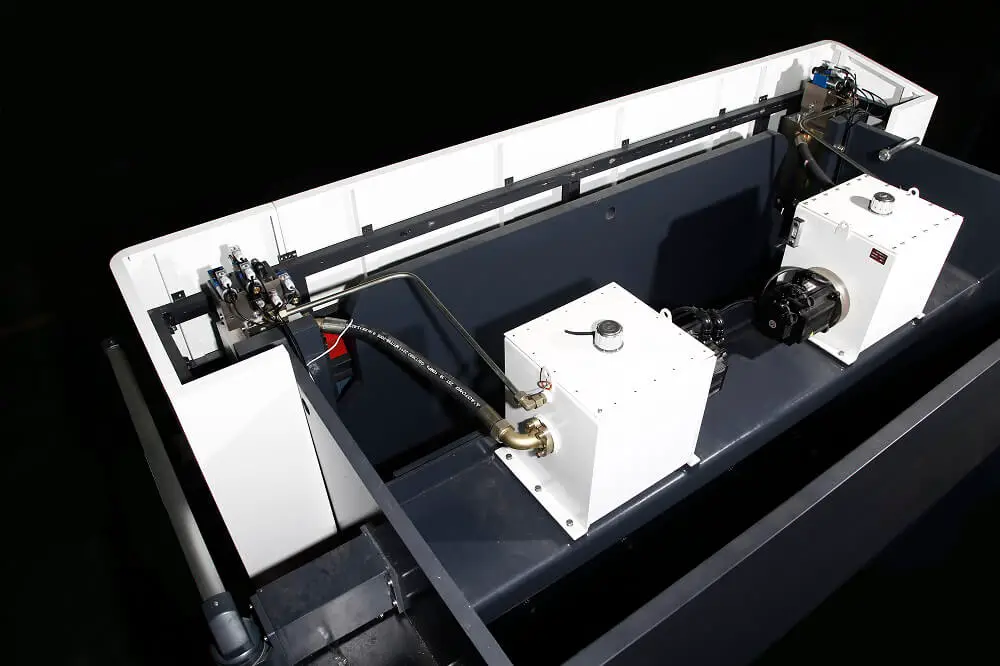
Explicación del sistema hidráulico de la prensa plegadora (diagrama)
¿Se ha preguntado alguna vez cómo funciona el sistema hidráulico de una prensa plegadora? En este artículo nos adentraremos en los entresijos de este componente esencial. Nuestro ingeniero mecánico experto le guiará a través de los elementos clave del sistema, explicando sus funciones e interacciones. Al final, usted tendrá una comprensión completa de cómo el sistema hidráulico acciona estas impresionantes máquinas.
Composición del sistema hidráulico de la prensa plegadora
Planta motriz
Bomba hidráulica: Convierte la energía mecánica del motor primario en energía de presión de fluido, sirviendo como fuente de energía primaria del sistema. Las plegadoras modernas suelen utilizar bombas de caudal variable para mejorar la eficiencia energética y la precisión del control.
Actuador
Cilindros hidráulicos: Transforman la energía de la presión del fluido en movimiento mecánico lineal, aplicando fuerza al prensa plegadora ram. Los cilindros de alta precisión con sensores de posición integrados garantizan ángulos y profundidades de plegado precisos.
Dispositivos de control
Válvulas de control hidráulico: Regulan la dirección, la presión y el caudal del fluido para lograr un control preciso sobre el movimiento del actuador. Los componentes clave son:
Válvulas de control direccional: Manejan la dirección del flujo para la extensión y retracción del ariete.
Válvulas de control de presión: Mantienen la presión del sistema y proporcionan protección contra sobrecargas
Válvulas reguladoras de caudal: Regulan la velocidad y la sincronización de los cilindros
Los sistemas avanzados pueden incorporar válvulas servohidráulicas para mejorar la capacidad de respuesta y la precisión.
Equipos auxiliares
Depósito hidráulico: Almacena y acondiciona el fluido hidráulico
Sistema de filtración: Elimina los contaminantes para proteger los componentes del sistema
Intercambiador de calor: Mantiene la temperatura óptima del fluido para un rendimiento constante
Acumuladores: Almacenan energía para hacer frente a los picos de demanda y amortiguar las fluctuaciones de presión.
Sensores de presión y manómetros: Controlan el rendimiento y la seguridad del sistema
Mangueras, tubos y racores: Distribuyen el fluido hidráulico por todo el sistema
Juntas y rascadores: Evitan las fugas y la contaminación
Medio de trabajo
Aceite hidráulico: Sirve como medio de transmisión de potencia, normalmente un aceite mineral o sintético de alta calidad con propiedades específicas de viscosidad, antidesgaste y antiespumantes. Las fórmulas modernas suelen incluir aditivos para mejorar el rendimiento y la longevidad.
Control e integración
Controlador lógico programable (PLC) o control numérico computerizado (CNC): Coordina los componentes del sistema hidráulico con el funcionamiento general de la prensa plegadora, lo que permite un control preciso, secuencias automatizadas e integración con los sistemas de gestión de la producción.
Depósito de aceite
El depósito de combustible, más exactamente denominado depósito de aceite hidráulico en los sistemas hidráulicos, desempeña múltiples funciones críticas:
Almacenamiento de aceite: Mantiene un suministro adecuado de fluido hidráulico para el funcionamiento del sistema.
Disipación del calor: Actúa como intercambiador de calor, facilitando la refrigeración del fluido hidráulico.
Separación del aire: Permite que el aire arrastrado se separe del aceite, evitando la cavitación y las ineficiencias del sistema.
Sedimentación de contaminantes: Proporciona una zona de reposo para que las partículas se asienten fuera del aceite.
Separación del condensado: Permite que el condensado de agua se separe del aceite, preservando la calidad del fluido.
Entre las principales consideraciones de diseño de los depósitos hidráulicos figuran las siguientes:
Talla:
Para equipos fijos: V = 3-5q
Para equipos móviles: V ≈ 1q Donde V es el volumen del depósito en litros, y q es el caudal de la bomba en litros por minuto.
El volumen efectivo debe ser de 6 a 12 veces el caudal total de la(s) bomba(s) hidráulica(s) del sistema.
Características de diseño:
Incluya un espacio de aire en la parte superior del depósito para adaptarse a los cambios de nivel del fluido y a la posible formación de espuma.
Mantenga la temperatura del aceite entre 30-50°C para una viscosidad y eficacia del sistema óptimas. La temperatura máxima no debe superar los 65°C, y la mínima no debe bajar de 15°C para evitar una viscosidad excesiva.
Incorporan deflectores para separar las zonas de aspiración y retorno, maximizando el tiempo de permanencia del fluido y mejorando la separación del aire y los contaminantes.
Coloque los orificios de entrada y salida para favorecer la circulación y evitar cortocircuitos del fluido.
Consideraciones adicionales:
Selección del material (por ejemplo, acero, acero inoxidable o aluminio) en función de la compatibilidad de los fluidos y los factores medioambientales.
Inclusión de accesorios como mirillas, indicadores de temperatura y sistemas de filtración.
Sellado adecuado para evitar la entrada de contaminación y la fuga de fluidos.
La optimización del diseño del depósito hidráulico garantiza un funcionamiento eficaz del sistema, prolonga la vida útil del fluido y mejora la fiabilidad y el rendimiento generales del sistema hidráulico.
Aceite hidráulico
El aceite hidráulico desempeña un papel fundamental a la hora de garantizar el rendimiento óptimo, la fiabilidad operativa, la longevidad y la rentabilidad de los sistemas hidráulicos. Entre sus polifacéticas funciones se incluyen:
Transmisión de potencia: Transfiere eficazmente la energía de la bomba hidráulica a los actuadores, como motores o cilindros hidráulicos, lo que permite un control preciso y una elevada fuerza de salida.
Lubricación: Proporciona una película protectora entre las piezas móviles, reduciendo la fricción y el desgaste, prolongando así la vida útil de los componentes.
Prevención de la corrosión: Forma una barrera sobre las superficies metálicas sumergidas en aceite, protegiéndolas contra la oxidación y la degradación química.
Control de la contaminación: Actúa como un medio para transportar y filtrar contaminantes como polvo, partículas, agua y aire, manteniendo la limpieza del sistema.
Disipación del calor: Sirve como refrigerante, regulando la temperatura del sistema y evitando el sobrecalentamiento de los componentes.
Conceptos clave para una gestión óptima del aceite hidráulico:
Un alto nivel de limpieza está directamente relacionado con una alta fiabilidad. La aplicación de medidas adecuadas de filtración y control de la contaminación es esencial para la longevidad del sistema.
El aceite nuevo no es necesariamente aceite limpio. El fluido hidráulico nuevo suele requerir filtración antes de su uso para cumplir estrictas normas de limpieza.
La vida útil típica del aceite oscila entre 2000 y 4000 horas de funcionamiento, dependiendo de las exigencias del sistema, las condiciones ambientales y las prácticas de mantenimiento.
Para maximizar la eficacia y la vida útil del sistema hidráulico, es fundamental realizar análisis periódicos del aceite, filtrarlo correctamente y cambiarlo a tiempo. Estas prácticas ayudan a mantener la calidad del aceite, evitar fallos en el sistema y optimizar el rendimiento general.
Limpieza
Norma de viscosidad: La viscosidad es un parámetro crítico en los sistemas hidráulicos, siempre referido a una temperatura específica. A medida que aumenta la temperatura, la viscosidad disminuye, mientras que el aumento de la presión se traduce en una mayor viscosidad. La norma ISO para la viscosidad de los aceites hidráulicos se mide a 40 °C y clasifica los aceites en los grados #10, #22, #32, #46, #68 y #100. Esta clasificación permite a los ingenieros seleccionar el aceite adecuado para condiciones de funcionamiento y requisitos del sistema específicos.
Normas de contaminación del aceite: En todo el mundo se utilizan dos normas principales para cuantificar la limpieza del aceite hidráulico: la internacional ISO 4406 y la estadounidense NAS 1638. Estas normas proporcionan un enfoque sistemático para evaluar y mantener la calidad del aceite:
Nivel NAS 9: Con este nivel de limpieza, los sistemas hidráulicos suelen funcionar sin fallos.
Nivel NAS 10-11: Pueden producirse fallos ocasionales del sistema, lo que indica la necesidad de una mayor vigilancia y una posible filtración.
Nivel NAS 12 e inferior: Es probable que se produzcan averías frecuentes en el sistema, lo que requiere una actuación inmediata. En este punto, el aceite hidráulico debe someterse a circulación y filtración para restaurar los niveles óptimos de limpieza.
Mantener una limpieza adecuada del aceite es crucial para la fiabilidad, eficacia y longevidad del sistema. El análisis periódico del aceite, junto con las técnicas de filtración adecuadas, ayuda a prevenir los problemas relacionados con la contaminación y garantiza un rendimiento óptimo del sistema hidráulico.
Válvulas hidráulicas de uso común
Las válvulas hidráulicas son componentes críticos en los sistemas de transmisión de fluidos, ya que controlan la dirección, la presión y el caudal del fluido hidráulico. Pueden clasificarse en función de varios criterios:
Clasificación funcional: a) Válvulas de control direccional: Controlan la trayectoria del flujo de fluido, determinando la dirección del movimiento del actuador. b) Válvulas reguladoras de caudal: Regulan el caudal de fluido, afectando a la velocidad de los actuadores. c) Válvulas de control de presión: Gestionan la presión del sistema, proporcionando seguridad y control operativo.
Método de instalación: a) Válvulas de placa (subplaca): Montadas en un colector, lo que permite un diseño compacto del sistema. b) Válvulas apilables: Diseño modular para facilitar la configuración y ampliación del sistema. c) Válvulas de cartucho de dos vías: Válvulas compactas de gran capacidad de caudal para instalación en línea. d) Válvulas de cartucho roscadas: Ofrecen flexibilidad en los diseños de colectores personalizados.
Método de accionamiento: a) Válvulas de accionamiento neumático: Controladas por aire comprimido, aptas para ambientes explosivos. b) Válvulas de accionamiento hidráulico: Accionadas por presión piloto hidráulica, ideales para aplicaciones de gran fuerza. c) Válvulas motorizadas: Accionadas eléctricamente para un control preciso y un funcionamiento a distancia. d) Electroválvulas: Accionadas electromagnéticamente, proporcionan una respuesta rápida y fiabilidad. e) Válvulas proporcionales: Ofrecen un control variable, permitiendo transiciones suaves de caudal o presión. f) Servoválvulas proporcionales: Combinan el control proporcional con la realimentación para mejorar la precisión. g) Servoválvulas: Proporcionan el máximo nivel de precisión y capacidad de respuesta en el control hidráulico.
Cada tipo de válvula tiene aplicaciones y características específicas, que influyen en el diseño del sistema, el rendimiento y la eficacia en los circuitos hidráulicos.
Válvula direccional
La función principal de una válvula direccional es gestionar las vías de flujo de fluidos dentro de los sistemas hidráulicos. Facilita la conexión y el aislamiento entre diferentes circuitos hidráulicos, y controla la dirección del flujo de fluido a los actuadores (como cilindros o motores) para un arranque, parada y control del movimiento precisos.
Clasificación de las válvulas distribuidoras
Dividido por método de actuación:
Válvula accionada por solenoide: Controlada eléctricamente para un funcionamiento rápido y remoto.
Válvula direccional manual: Accionada manualmente, adecuada para control local y situaciones de emergencia.
Válvula direccional de accionamiento hidráulico: Utiliza presión piloto hidráulica para su funcionamiento, a menudo en sistemas de alta presión.
Válvula direccional motorizada: Utiliza un motor eléctrico para su accionamiento, ofreciendo un control de velocidad variable.
Válvula de accionamiento neumático: Emplea aire comprimido para su funcionamiento, común en sistemas híbridos neumático-hidráulicos.
Divididos por construcción y estilo de montaje:
Válvula de carrete: Presenta un carrete deslizante dentro de una carcasa, lo que permite múltiples vías de flujo.
Válvula de asiento: Utiliza obturadores de resorte para un sellado preciso y resistencia a la contaminación.
Válvula rotativa: Emplea un elemento giratorio para controlar la dirección del flujo.
Válvula en línea: Diseñada para integrarse directamente en las líneas hidráulicas.
Válvula Sandwich/Stack: Diseño modular para la integración de circuitos compactos.
Válvula de cartucho enroscable: Roscada para facilitar la instalación en bloques colectores.
Las válvulas se clasifican a su vez por el número de puertos (p. ej., 2 vías, 3 vías, 4 vías) y posiciones (p. ej., 2 posiciones, 3 posiciones), lo que define su capacidad de control del caudal y su complejidad.
Válvula de alivio
Características
La función principal de una válvula de alivio es regular la presión del sistema, protegiendo diversos componentes y tuberías contra sobrecargas y posibles roturas. Esta función crítica le ha valido nombres alternativos como válvula de presión o válvula de seguridad.
Cuando la presión del sistema alcanza el punto de ajuste predeterminado, la válvula de alivio se activa como limitador de presión. La válvula normalmente cerrada se abre, permitiendo que el exceso de flujo vuelva al depósito a través del puerto de la válvula. En esta configuración, la válvula de alivio se instala normalmente en una disposición de derivación.
Es crucial tener en cuenta que la disipación de energía cuando el caudal Q pasa a través de la válvula de alivio a la presión P se calcula como P×Q/612 (suponiendo unidades coherentes). Esta pérdida de energía se manifiesta en forma de calor en el sistema hidráulico, lo que provoca un aumento de la temperatura del fluido hidráulico. Una gestión térmica adecuada es esencial para mantener la eficiencia del sistema y las propiedades del fluido.
Principio fundamental
La válvula de alivio funciona según el principio de equilibrio de fuerzas. La presión de entrada P actúa sobre el área efectiva A del elemento de la válvula, generando una fuerza hidráulica. Esta fuerza se compara continuamente con la fuerza del muelle opuesto, que es ajustable para fijar la presión de rotura de la válvula.
Cuando la fuerza hidráulica supera la fuerza preestablecida del muelle, el elemento de la válvula comprime el muelle, abriendo el orificio de la válvula. Esta acción crea una vía de flujo entre la entrada y la salida de la válvula, permitiendo que el exceso de fluido eluda el circuito principal y regrese al depósito. La válvula modula su apertura para mantener la presión del sistema en el punto de ajuste o cerca de él, proporcionando una protección continua contra los picos de presión y las sobrecargas.
Válvula de flujo
La válvula de caudal es un componente crítico en los sistemas hidráulicos, ya que regula con precisión la velocidad de los actuadores hidráulicos. Consigue este control ajustando dinámicamente la sección transversal de su estrangulador interno, lo que influye directamente en el caudal volumétrico (Q) de fluido hidráulico que llega al actuador.
Este mecanismo permite ajustar con precisión la velocidad del actuador, algo esencial en aplicaciones que requieren un control preciso del movimiento. Las válvulas de caudal pueden clasificarse en dos tipos principales:
Válvulas de mariposa: Estas válvulas crean una restricción fija o ajustable manualmente en el paso del fluido, provocando una caída de presión y, en consecuencia, controlando el caudal.
Válvulas de control de velocidad: Más sofisticadas que las válvulas de mariposa, incorporan mecanismos de compensación de presión para mantener un caudal constante independientemente de las variaciones de carga, garantizando una velocidad constante del actuador en condiciones cambiantes.
Ambos tipos desempeñan un papel crucial en los sistemas hidráulicos modernos, ya que ofrecen distintos niveles de precisión de control y adaptabilidad para adecuarse a diversas aplicaciones industriales, desde equipos de fabricación hasta maquinaria hidráulica móvil.
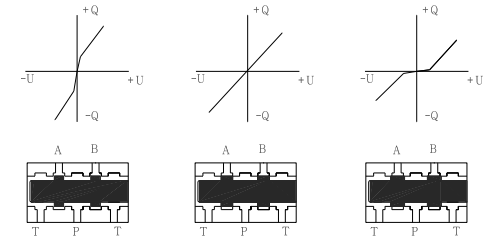
Válvula de retención
La función principal de una válvula antirretorno es permitir el flujo de fluido en una dirección e impedir el reflujo en la dirección opuesta. Este control unidireccional del flujo es crucial en muchos sistemas hidráulicos y neumáticos, así como en diversos procesos industriales.
Las válvulas antirretorno utilizan diversos diseños de elementos de sellado, entre los que se incluyen:
Esférica (tipo bola)
Cónico (tipo obturador)
Placa o disco
Cada diseño ofrece ventajas específicas en cuanto a características de caudal, eficacia de estanquidad y adecuación a diferentes aplicaciones y medios.
Para permitir el flujo en la dirección prevista, el elemento de sellado debe superar una fuerza de muelle relativamente baja. Esta tensión del muelle se calibra cuidadosamente para garantizar que la válvula se abra a la presión mínima deseada, al tiempo que proporciona un cierre fiable cuando el flujo cesa o se invierte.
Los principios fundamentales de funcionamiento de las válvulas antirretorno se representan sucintamente en sus símbolos gráficos normalizados, que representan visualmente la capacidad de flujo unidireccional de la válvula y su estructura interna básica.
En la fabricación moderna, el diseño y la selección de válvulas de retención se han perfeccionado mediante el análisis de dinámica de fluidos computacional (CFD) y materiales avanzados, optimizando el rendimiento para condiciones de funcionamiento específicas y mejorando la eficiencia general del sistema.
Válvula de cartucho de dos vías
La válvula de cartucho de dos vías tiene un diseño compacto y enchufable, optimizado para su integración en circuitos de control hidráulico de alta densidad. Esta estructura modular permite una instalación y un mantenimiento eficientes, al tiempo que minimiza la huella del sistema.
Normalmente, la placa de cubierta tiene una doble función: actúa como elemento de sellado y como sofisticada interfaz entre el cuerpo de la válvula principal y la válvula piloto. Este diseño integrado mejora la fiabilidad del sistema y reduce los posibles puntos de fuga.
Combinando la válvula principal con una válvula piloto adecuada, el conjunto de cartucho puede realizar una amplia gama de funciones hidráulicas. Entre ellas se incluyen el control preciso de la presión, la inversión rápida del caudal y los ajustes finos de estrangulación. Además, estas funciones pueden combinarse para crear complejas estrategias de control adaptadas a los requisitos específicos de cada aplicación.
La versatilidad de las válvulas de cartucho de dos vías les permite ejecutar operaciones hidráulicas críticas como:
Control direccional: Gestión de las vías de flujo para accionar cilindros o motores.
Control de alivio de presión (desbordamiento): Protección del sistema contra la sobrepresurización.
Control de la descompresión: Facilita la reducción suave de la presión para evitar el choque
Control de secuencia: Coordinación de los tiempos de múltiples acciones hidráulicas
Esta adaptabilidad hace que las válvulas de cartucho de dos vías sean componentes esenciales en los sistemas hidráulicos modernos de diversos sectores, desde equipos móviles hasta maquinaria industrial.
Válvula proporcional
Las válvulas proporcionales son dispositivos avanzados de control de fluidos que ofrecen un control preciso y continuo del caudal, la presión o la dirección en sistemas hidráulicos y neumáticos. Se clasifican en dos categorías principales:
Válvulas proporcionales de bucle abierto
Estas válvulas proporcionan una relación proporcional entre la señal de entrada y el caudal o la presión de salida sin realimentación. Los tipos incluyen:
Válvula de alivio proporcional: Controla la presión del sistema en proporción a una señal eléctrica de entrada.
Válvula reductora de presión proporcional: Regula la presión aguas abajo proporcionalmente a la señal de entrada.
Válvula de mariposa proporcional: Modula el caudal en respuesta a la señal de entrada.
Válvula de caudal proporcional: Mantiene un caudal constante independientemente de las variaciones de presión.
Válvula direccional proporcional: Controla la dirección y el caudal proporcionalmente a la señal de entrada.
Válvulas proporcionales de bucle cerrado (servoválvulas proporcionales)
Estas válvulas incorporan mecanismos de realimentación para un control más preciso. Se clasifican además por su configuración de amplificador:
Servoválvulas con amplificador integrado: Disponibles en los tamaños NG6, NG10, NG16, NG25 y NG32.
Servoválvulas con amplificador externo: Se ofrecen en una gama más amplia de tamaños, desde NG6 hasta NG50.
Entre las principales características de rendimiento de las servoválvulas proporcionales de gama alta se incluyen:
Respuesta en frecuencia: Hasta 120 Hz, lo que permite una rápida respuesta del sistema.
Histéresis: Tan baja como 0,1%, garantizando una alta repetibilidad y precisión.
Zona muerta cero: elimina la insensibilidad en torno a la posición neutra, mejorando la precisión del control.
Compensación automática: Elimina la necesidad de una válvula de equilibrado, simplificando el diseño del sistema.
Estas características avanzadas hacen que las válvulas proporcionales sean ideales para aplicaciones que requieren un control preciso del caudal o la presión, como en la automatización industrial, la hidráulica móvil y la maquinaria de alto rendimiento.
Sistema de control de bucle abierto:
Un sistema de control en bucle abierto funciona sin realimentación entre la salida y la entrada. En esta configuración, la salida del sistema no influye en sus parámetros de control. Este tipo de sistema se caracteriza por su flujo unidireccional de señales de control, de la entrada a la salida, sin ningún mecanismo de autocorrección.
Sistema de control en bucle cerrado:
Un sistema de control en bucle cerrado es un sistema de control automático que funciona según el principio de realimentación. Este sistema supervisa continuamente su salida y la compara con el valor de consigna deseado, utilizando la diferencia (error) para ajustar sus acciones de control. El bucle de realimentación permite al sistema autorregularse, manteniendo la salida cerca del valor deseado a pesar de las perturbaciones o variaciones en los parámetros del sistema.
Los componentes clave de un sistema de bucle cerrado son:
Vía de avance: Lleva la señal de control de la entrada a la salida
Ruta de retroalimentación: Devuelve la información de salida a la entrada para su comparación
Comparador: Determina el error entre la salida deseada y la real
Controlador: Genera señales de control basadas en el error
La integración de estos componentes forma un bucle cerrado, de ahí el nombre de "sistema de control de bucle cerrado".
Comparación de los sistemas de bucle abierto y cerrado:
Los sistemas de bucle abierto ofrecen sencillez de diseño y suelen ser más rentables. Sin embargo, carecen de la capacidad de compensar errores causados por perturbaciones externas o cambios internos del sistema.
Los sistemas de bucle cerrado, aunque son más complejos, ofrecen varias ventajas:
Rechazo de perturbaciones: Contrarresta automáticamente las influencias externas
Menor sensibilidad a las variaciones de los parámetros: Mantiene el rendimiento a pesar de los cambios en los componentes
Respuesta dinámica mejorada: Ajuste de salida más rápido y preciso
Autocorrección: Minimiza continuamente el error entre la salida real y la deseada.
Sin embargo, los sistemas de bucle cerrado requieren un diseño cuidadoso para garantizar la estabilidad. Una selección inadecuada de la ganancia en el bucle de realimentación puede provocar oscilaciones o inestabilidad.
Estrategias de control avanzadas:
Para mejorar aún más la precisión del control, especialmente cuando las perturbaciones son medibles, el control de avance se combina a menudo con el control de realimentación. Este sistema de control compuesto anticipa y compensa las perturbaciones conocidas antes de que afecten a la salida, mientras que el bucle de realimentación se encarga de los errores restantes. Este enfoque combina la naturaleza proactiva del control de avance con la robustez del control de realimentación, lo que da como resultado un rendimiento global superior del sistema.
Válvula proporcional de bucle abierto
Servoválvula de bucle cerrado
Respuesta en frecuencia: 15 Hz
Respuesta en frecuencia: 120 Hz
Histéresis: 5%
Histéresis: 0,1%
Error inverso: 1%
Error inverso: 0.05%
Precisión de repetición: 0,1
Precisión de repetición: 0,01
Zona muerta media
Cubierta cero
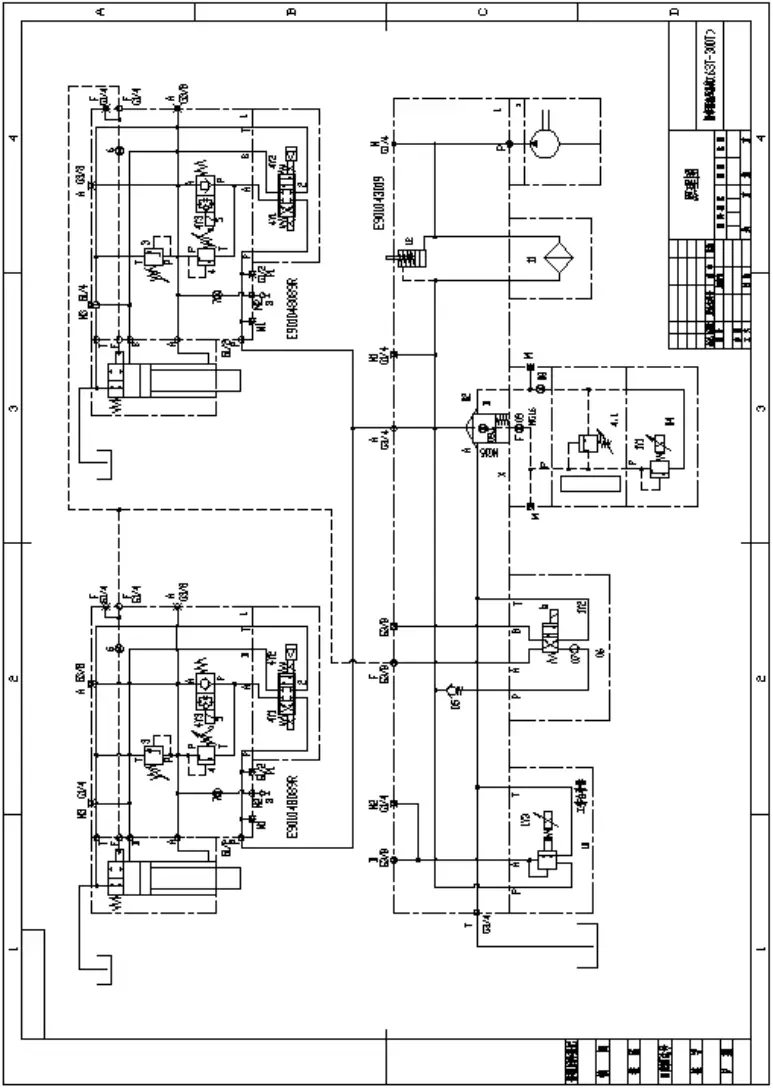
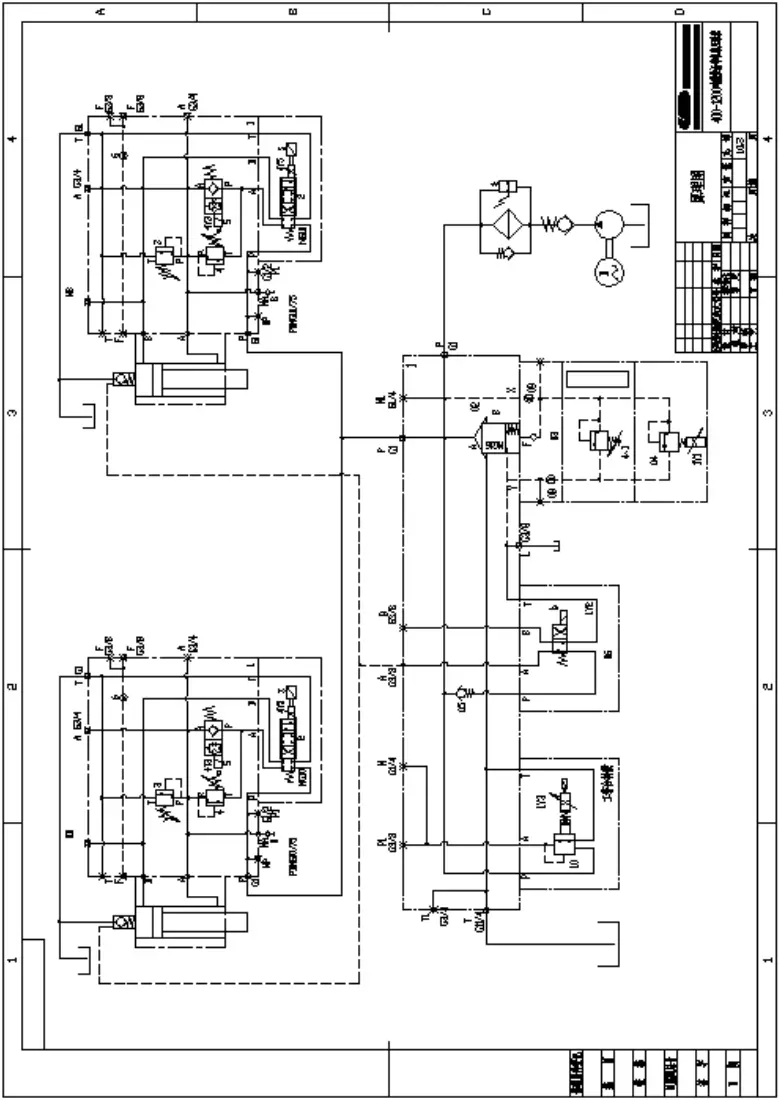
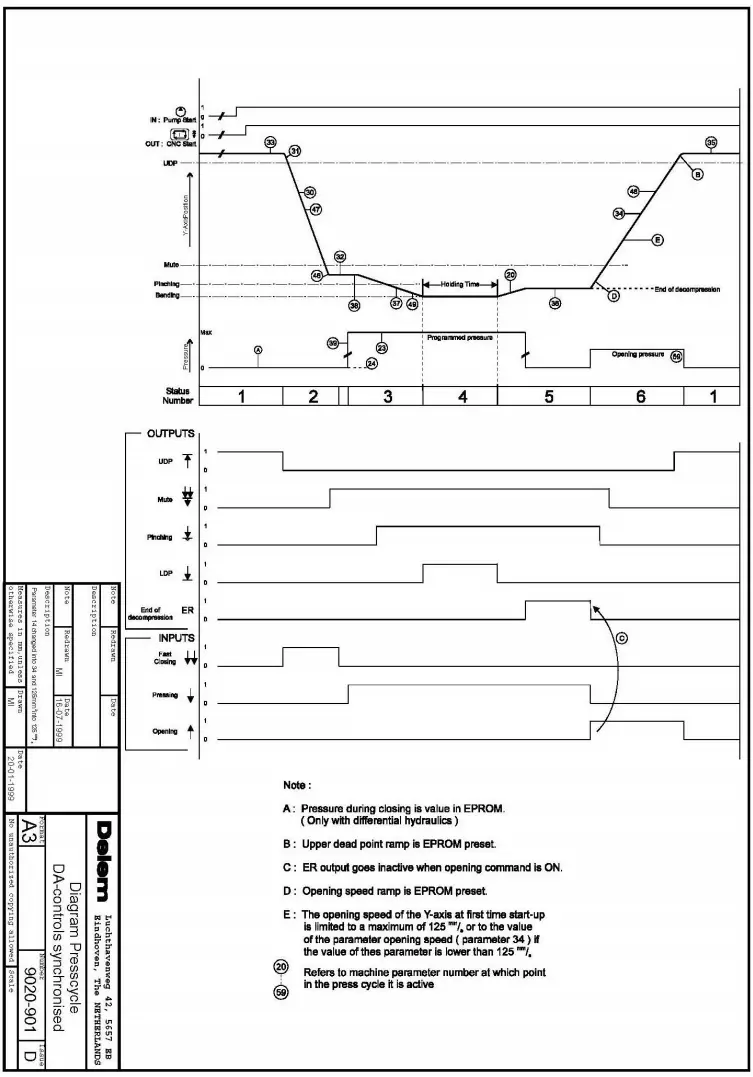
Principio del sistema hidráulico de la servoprensa electrohidráulica
Principio de la plegadora electrohidráulica síncrona (sistema inferior a 300 toneladas)
Control de la presión
El sistema se pone en marcha con el arranque del motor de la bomba de aceite. La válvula de presión proporcional (4) regula la válvula de cartucho de dos vías (2) para ajustar la presión del sistema hidráulico, satisfaciendo la fuerza de flexión requerida. Una válvula de seguridad (4.1) limita la presión máxima del sistema.
Ciclo de trabajo
Descenso rápido
La válvula de presión proporcional (4) recibe tensión 20-30% (1Y1), mientras que la electroválvula (6) 1Y2 está desenergizada. La activación de la electroválvula (5) 4Y3 aplica tensión positiva a la servoválvula proporcional.
Cuando la corredera desciende rápidamente, el aceite entra en la cavidad superior del cilindro a través de la válvula de flujo. Simultáneamente, el aceite descargado por la bomba entra en esta cavidad a través de la servoválvula proporcional (2).
El aceite de la cámara inferior del cilindro vuelve al depósito a través de la electroválvula 5 (A-P) y la servoválvula proporcional (2) (B → T).
La velocidad de descenso rápido de la corredera se controla ajustando la tensión de control de la servoválvula proporcional (4Y5), alterando su grado de apertura.
Progreso de los trabajos
La válvula proporcional de presión (4) 1Y1 y la válvula electromagnética de inversión (6) 1Y2 se excitan, cerrando la válvula de llenado. La electroválvula (5) 4Y3 se desenergiza. El aceite a presión de la bomba entra en la cavidad superior del cilindro (lado sin vástago) a través de la servoválvula proporcional (2).
Durante el prensado descendente, el aceite de la cámara inferior del cilindro vuelve al depósito a través de la válvula de contrapresión (4) y la servoválvula proporcional (2).
La velocidad de trabajo se regula ajustando la tensión de mando de la servoválvula proporcional (4Y5), que modifica su grado de apertura.
Una válvula de seguridad (3) impide una presión excesiva en la cavidad inferior de la botella, ajustada 10% por encima de la presión del sistema. La válvula de contrapresión (4) suele ajustarse a la presión de equilibrio más 30-50 bar.
Mantenimiento de la presión
Cuando el cilindro alcanza el punto muerto inferior, la servoválvula proporcional 2 (4Y5) recibe 0V, aislando las cámaras superior e inferior del cilindro, manteniendo la posición del deslizador.
Descarga
Tras el mantenimiento de la presión, la válvula proporcional de presión mantiene la presión mientras el sistema aplica una ligera tensión negativa a la servoválvula proporcional 2 (4Y5), provocando una apertura mínima (sentido de retorno).
El cilindro asciende ligeramente, con la distancia determinada por el parámetro de distancia de descarga. La duración del proceso viene determinada por el parámetro velocidad de descompresión.
La presión en la cavidad superior del cilindro se libera a través de la servoválvula proporcional (2).
Devolución
La electroválvula (6) 1Y2 se desexcita, la válvula de presión proporcional (4) recibe una tensión específica, la electroválvula (5) 4Y3 se desexcita y la servoválvula proporcional (4Y5) recibe una tensión negativa.
El aceite a presión fluye desde el bloque de la bomba a través de dos bloques de sincronización.
El aceite hidráulico pasa de la servoválvula proporcional superior (2) y la válvula electromagnética de inversión (5) (P-A) a la cámara inferior del cilindro (lado del vástago). La cámara superior (lado sin vástago) drena al depósito a través de la válvula de llenado.
El carnero regresa rápidamente.
La velocidad de retorno se controla ajustando la tensión de control de la servoválvula proporcional 4Y5, modificando su grado de apertura.
Compensación de la mesa de trabajo
La compensación de la mesa de trabajo se consigue controlando la válvula reductora de presión proporcional (10) 1Y3.
El aceite a presión entra en el cilindro de compensación a través de esta válvula. El ajuste de la tensión de la válvula altera su presión, creando una forma de mesa convexa para compensar la deformación inducida por la flexión.
Resolución de problemas del sistema hidráulico de la servoprensa electrohidráulica
Sistema sin presión
1. Inspeccione la válvula de presión proporcional (04):
Compruebe si hay conexiones de enchufe sueltas
Verificar la presencia de la señal eléctrica correspondiente en 1YI
Asegúrese de que la válvula de seguridad (4.1) está bien apretada.
2. Examine la válvula de cartucho de dos vías (02):
Comprobar si se atasca el carrete
Inspeccione la resistencia de fluido (09) en el carrete para ver si hay obstrucciones
3. Compruebe que la válvula de presión proporcional (04) no se atasca.
4. Evalúe el estado de la bomba de aceite:
Abrir la tapa del depósito de combustible
Observar el retorno de aceite en el orificio de retorno
Si no hay retorno o el caudal es insuficiente, sustituir la bomba de aceite averiada.
Problemas con el carnero
1. Comprobar la disminución de presión en las válvulas de contrapresión y de seguridad.
2. Diagnóstico de fugas:
Detener el ariete en el punto de partida superior
Retire la servoválvula proporcional del bloque de sincronización
Observar el orificio A para el desbordamiento de aceite - Si hay desbordamiento: fuga del bloque de sincronización - Si no hay rebose: fuga en el cilindro
Alternativamente, invierta los bloques de sincronización izquierdo y derecho - Si el deslizamiento no sigue los bloques: fuga en el cilindro
3. Pasos de mantenimiento:
Limpiar el carrete de la válvula de contrapresión
Si el problema persiste, limpie la válvula de asiento y la válvula de seguridad.
Nota: El deslizamiento seccional indica una mala estanqueidad del cilindro en zonas específicas
Movimiento descendente rápido lento o no sincronizado
1. Compruebe la válvula de asiento en el bloque de sincronización:
Verificar el apriete del tapón
Confirmar la señal eléctrica correspondiente
2. Evalúe la servoválvula proporcional:
Verificar la coherencia de la señal de encendido y la retroalimentación
Limpiar el carrete atascado si es incoherente
3. Inspeccione los componentes del bloque de sincronización:
Comprobar si hay obstrucciones en la resistencia del fluido 6 en el puerto X
Verificar que la válvula de llenado no esté atascada
4. Examine el riel del ariete y el cilindro para ver si están excesivamente apretados
Descenso rápido sin avance del trabajo
1. En estado de diagnóstico, proporcionar señales eléctricas a:
Servoválvula proporcional (2)
Válvula de presión proporcional (04)
Válvula direccional electromagnética (06)
2. Cierre la válvula de llenado y ajuste la apertura de la servoválvula proporcional
3. Si ambos cilindros no se accionan:
Comprobar la válvula electromagnética de inversión (06) en el bloque de bomba - Verificar el apriete del tapón 1Y2 - Confirmar señal eléctrica - Inspeccionar si el núcleo de la válvula está pegado
4. Si falla un solo cilindro:
Inspeccione la resistencia de fluido (6) en el bloque de sincronización para ver si hay obstrucciones
Comprobar si la válvula de llenado está atascada
Ram rápido abajo con pausa media
Compruebe el nivel de líquido del depósito de combustible (un nivel bajo puede provocar la entrada de aire)
Inspeccionar la válvula de llenado:
Verificar la integridad de la junta de entrada de aceite
Comprobar si el muelle está roto
Problemas de retorno del carnero
1. Verificar la presión del sistema en estado de diagnóstico
2. Proporcionar señales eléctricas a las válvulas y ajustarlas como en la localización rápida de averías.
3. Para cuestiones generales de devolución:
Compruebe la señal y el núcleo de la válvula direccional electromagnética
4. Para problemas de retorno de un solo cilindro:
Inspeccionar la resistencia del fluido y la válvula de llenado en el bloque de sincronización
5. Verificar la coherencia de la señal y la realimentación de la servoválvula proporcional.
Sobrecalentamiento y alta presión durante el funcionamiento en seco
1. Comprobar si hay obstrucciones en la resistencia del fluido (8) en el puerto Y de la tapa del presostato.
2. Inspeccionar y sustituir el elemento filtrante del aceite si se produce un aumento rápido de la temperatura sin presión.
3. Evaluar el ciclo de trabajo:
Compruebe si la distancia de trabajo o el tiempo de retención son excesivos
4. Revisar la configuración de las tuberías del sistema hidráulico para su optimización
Mediante la aplicación de estos pasos estructurados de solución de problemas, los técnicos pueden diagnosticar y resolver eficazmente los problemas en el sistema servoprensador electrohidráulico, garantizando un rendimiento óptimo y minimizando el tiempo de inactividad.
Depuración del sistema hidráulico controlado por bomba de la servoprensa electrohidráulica
Puesta en marcha inicial
Purga del sistema
Abra completamente la válvula de seguridad (014) en el conjunto de la válvula superior del cilindro. Acceda a la interfaz de diagnóstico del sistema DELEM y desplace la válvula aproximadamente 40%. La velocidad del motor correspondiente debe ser de unas 700 RPM, con un par de ajuste de unos 80DA. Haga funcionar el sistema durante 5-10 minutos y, a continuación, cierre la válvula de seguridad.
Medidas de precaución
Al cerrar la válvula de seguridad, utilice un manómetro para ajustar la presión de la cámara inferior a 20 MPa. Si no dispone de manómetro, apriete completamente la válvula de seguridad y, a continuación, aflójela una vuelta. Tras la purga, las operaciones iniciales pueden producir ruido y es posible que no se produzca la carrera de retorno. Los problemas de sincronización y el retorno lento suelen deberse a la presencia de aire residual en los conductos y cilindros hidráulicos.
Generalmente, el funcionamiento normal se consigue después de 5-8 ciclos. Si el movimiento de retorno sigue sin ser posible después de la purga, libere la válvula de seguridad de la cámara inferior y repita el proceso de purga como se ha descrito anteriormente. Evite las búsquedas automáticas repetidas de parámetros o los movimientos de retorno forzados para evitar daños en la bomba.
Durante la puesta en marcha inicial, limite la velocidad de la carrera de retorno rápido a 100 mm/s para proteger la bomba de daños debidos a la eliminación incompleta de aire y al funcionamiento a alta velocidad.
Ajuste de la presión
Válvula de seguridad de la cavidad inferior: Ajustada en fábrica a 20 MPa, el ajuste suele ser innecesario a menos que sea necesario.
Ajuste de la válvula de contrapresión: En primer lugar, observe la contrapresión estática del sistema, que suele rondar los 4-5 MPa. Añada 3-4 MPa a este valor para determinar el ajuste de la contrapresión dinámica.
Ajuste la válvula de contrapresión en función de las condiciones reales de funcionamiento de la máquina.
Bajar el ariete a la posición inferior
Entre en la interfaz de diagnóstico DELEM, desplace ambas válvulas en 20%, ajuste el valor DA de la válvula de presión (par) a aproximadamente 80DA, luego abra la válvula de liberación rápida. El pistón descenderá lentamente hasta que entre en contacto con el troquel inferior.
Precauciones:
Asegúrese de que los ajustes de las válvulas de contrapresión de ambos lados coinciden. Las discrepancias significativas pueden provocar un funcionamiento asíncrono.
Al bajar el cilindro, aplique siempre un par de apriete para evitar un descenso rápido que podría dañar la matriz o el fondo del cilindro, lo que podría provocar graves riesgos para la seguridad.
Ventajas de las servoprensas electrohidráulicas
Eficiencia energética: Consigue una reducción del consumo de energía de hasta 70% gracias al control optimizado del servomotor y a la eliminación de las pérdidas por estrangulamiento.
Control de precisión: El control de la bomba sustituye al control convencional de la válvula, lo que permite el ajuste dinámico de la velocidad del servomotor para una distribución precisa del aceite.
Consumo reducido de energía en vacío: El motor se apaga cuando no se requiere caudal o presión.
Impacto medioambiental: Menor consumo de energía y emisiones de CO2.
Diseño compacto: Los servomotores pueden sobrecargarse significativamente durante breves periodos de tiempo, lo que permite reducir 50% la potencia instalada.
Optimización del sistema hidráulico: Reducción 50% del volumen del depósito de aceite y del uso total de aceite hidráulico.
Gestión térmica: La menor temperatura de equilibrio elimina la necesidad de dispositivos de refrigeración, lo que prolonga la vida útil de los componentes hidráulicos.
Reducción del ruido: Funcionamiento significativamente más silencioso durante las fases de ralentí, descenso rápido, mantenimiento de la presión y retorno, lo que mejora el entorno de trabajo.
Mayor seguridad: Frenado más rápido de los servomotores en comparación con los motores convencionales, lo que permite cortar rápidamente la presión y el caudal en situaciones de emergencia.
Mayor tolerancia a la contaminación: Reducción de la sensibilidad a las partículas de aceite de NS7 (servoválvula proporcional) a NS9 (bomba de émbolo). Rango de temperatura de funcionamiento más amplio: servomotor 10°C - 80°C, bomba de émbolo 20°C - 90°C, en comparación con la servoválvula proporcional 20°C - 50°C.
Control de velocidad superior:
Rápidas velocidades de bajada y retorno de hasta 200 mm/s en condiciones óptimas.
Ajustes de velocidad infinitamente variables dentro de un rango de 0-20 mm/s.
Excepcional control de la posición:
Precisión de posicionamiento de repetición de ±0,005 mm, lo que permite un plegado de alta precisión.
Excelente seguimiento de la trayectoria: precisión de sincronización de ±0,020 mm durante el avance industrial.
Escalabilidad: El mismo grupo de válvulas puede equiparse con bombas de 6, 8 y 10 cc/rev, cubriendo prensas plegadoras de 30 a 300 toneladas de capacidad.
Protección contra sobrecargas: El control del par máximo específico del sistema evita sobrecargas debidas a errores humanos o a un funcionamiento incorrecto.
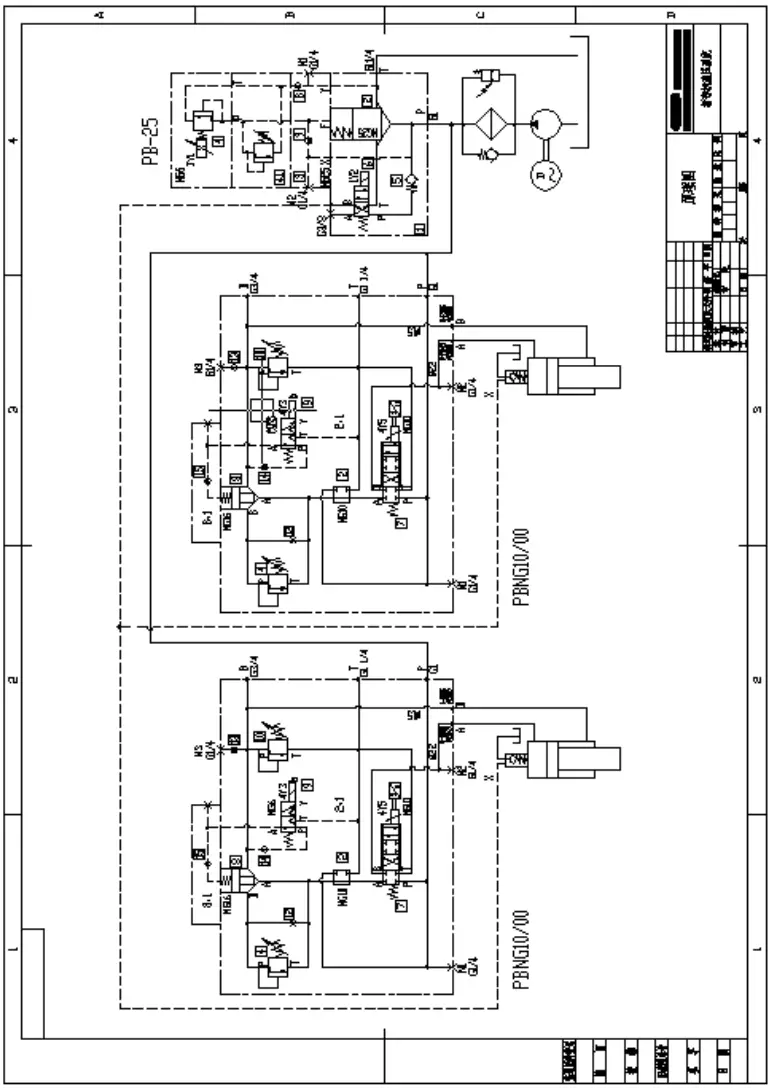
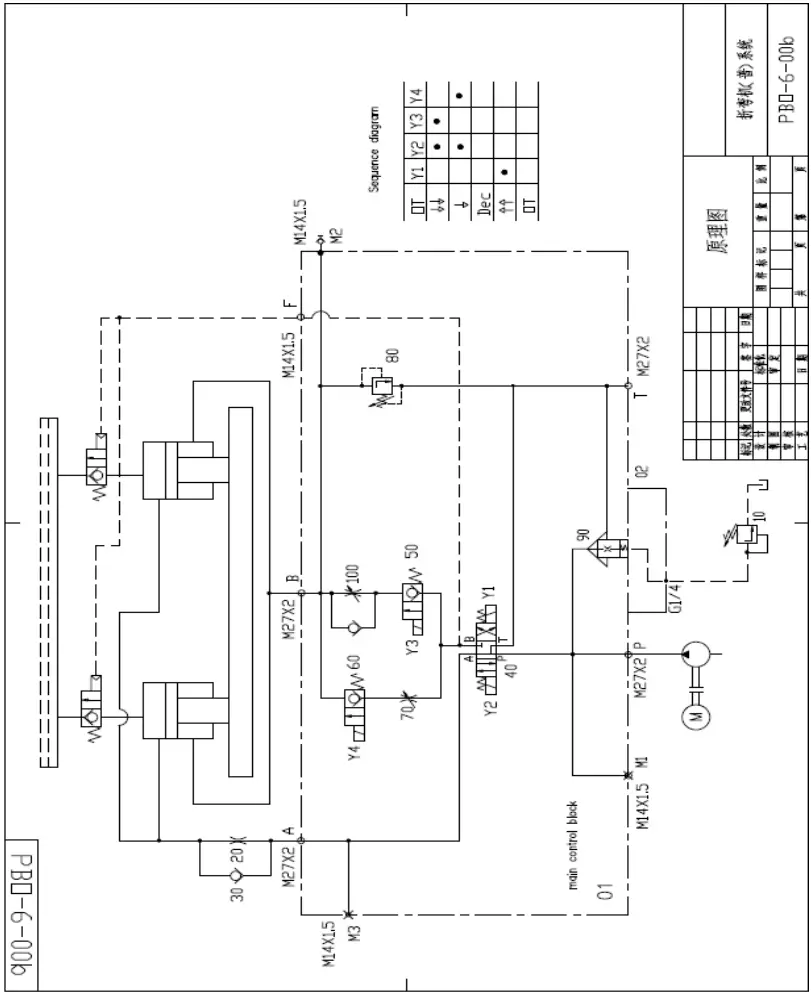
Sistema hidráulico de la plegadora de barra de torsión sincronizada
Análisis de principios
Control de la presión
Inicie el sistema hidráulico arrancando el motor de la bomba de aceite.
Regule la presión del sistema para satisfacer la fuerza de flexión requerida utilizando: a) Válvula de control remoto (10) b) Válvula de presión proporcional
Estas válvulas controlan la válvula de cartucho de dos vías (90) para ajustar la presión general del sistema hidráulico.
Descenso rápido
Activar los solenoides Y2 e Y3; desactivar Y1.
El carnero desciende rápidamente debido a la gravedad, mientras que: a) La válvula de llenado introduce aceite en la cámara superior del cilindro. b) La válvula direccional electromagnética (40) en posición P-A y la válvula de retención (30) canalizan el aceite hacia la cámara superior.
El aceite de la cámara inferior fluye a través de ella: a) Válvula de mariposa unidireccional (100) b) Válvula de asiento (50) c) Válvula direccional electromagnética (40) en posición B-T, de retorno al depósito
Ajuste la válvula de mariposa unidireccional (100) para controlar la velocidad de descenso rápido del ariete.
Carrera de trabajo
Activar los solenoides Y2 e Y4; desactivar Y1 e Y3.
La válvula de llenado normalmente cerrada (válvula de retención hidráulica) sella el puerto de aceite.
El aceite a presión de la bomba fluye a la cámara superior del cilindro a través de: a) Válvula electromagnética (40) en posición P-A b) Válvula de retención (30)
El aceite de la cámara inferior vuelve al depósito a través: a) Válvula de asiento (60) b) Válvula de mariposa (70) c) Válvula electromagnética (40) en posición B-T
Ajustar la velocidad de trabajo mediante la válvula de mariposa (70).
Monitorizar la presión de la cámara inferior a través del puerto M2.
Retirada de cargas
Después de la presurización, desenergice todos los solenoides (Y1, Y2, Y3, Y4).
El aceite a presión de la cámara superior sale a través de ella: a) Orificio (20) b) Válvula direccional electromagnética (40) en posición A-T
Control de la duración de la eliminación de la carga mediante un relé temporizado.
Carrera de retorno
Energizar Y1; desenergizar Y2 e Y3.
El aceite a presión de la bomba fluye a la cámara inferior del cilindro a través de: a) Válvula electromagnética (40) en posición P-B b) Válvula de asiento (50) c) Válvula de mariposa unidireccional (100)
Esta presión abre simultáneamente la válvula de llenado (válvula de retención hidráulica).
El aceite de la cámara superior vuelve rápidamente al depósito a través de la válvula de llenado.
Solución de problemas comunes
Problemas con el carnero
En primer lugar, compruebe si la presión de la válvula de seguridad de la cavidad inferior (nº 80) ha disminuido.
Limpie las válvulas de asiento n.º 60 y n.º 50, así como la válvula de seguridad de cavidad inferior n.º 80.
Detenga el cilindro en el punto muerto superior. Cierre completamente la válvula de mariposa n.º 70 y la válvula de mariposa unidireccional n.º 100. Esto ayudará a determinar si las válvulas de mariposa n.º 50 y n.º 60 están dañadas. Esto ayudará a determinar si las válvulas de asiento No. 50 y No. 60 están dañadas.
No se puede acelerar ni ralentizar
Compruebe que el tapón de la válvula de asiento nº 50 no esté flojo.
Verifique el funcionamiento normal de la señal eléctrica de la válvula direccional No. 40 y compruebe si la válvula está atascada. Si está atascada, limpie a fondo la válvula.
Asegúrese de que la válvula de mariposa unidireccional nº 100 está completamente liberada.
Afloje la válvula de seguridad de la cavidad inferior nº 80 para determinar si hay un apriete excesivo entre el cilindro de aceite y el raíl guía.
Examine la válvula de llenado para ver si está atascada.
No hay progreso de trabajo en el punto de cambio de velocidad
Verifique el ajuste correcto del interruptor de desplazamiento.
Compruebe que las válvulas de asiento n.º 50 y n.º 60 no estén pegadas.
Inspeccione la válvula de llenado para ver si está pegada. Durante la etapa de co-alimentación, toque el tubo de retorno de aceite de llenado para detectar cualquier desbordamiento de aceite.
Observe si hay una presencia significativa de aire al volver el depósito de combustible.
Confirme que tanto la presión del sistema como la presión en la cámara inferior M2 están dentro de los rangos normales.
Retorno imposible o lento
Verifique que el sistema hidráulico esté presurizado y haya alcanzado el nivel de presión requerido.
Compruebe el funcionamiento normal de la señal eléctrica de la válvula direccional nº 40 e inspeccione si hay atascos en la válvula.
Examine el puerto F del puerto de control de la válvula de llenado en busca de obstrucciones. Compruebe también si la válvula de llenado está atascada.
Tenga en cuenta que una válvula No. 50 atascada puede causar viajes de retorno lentos.
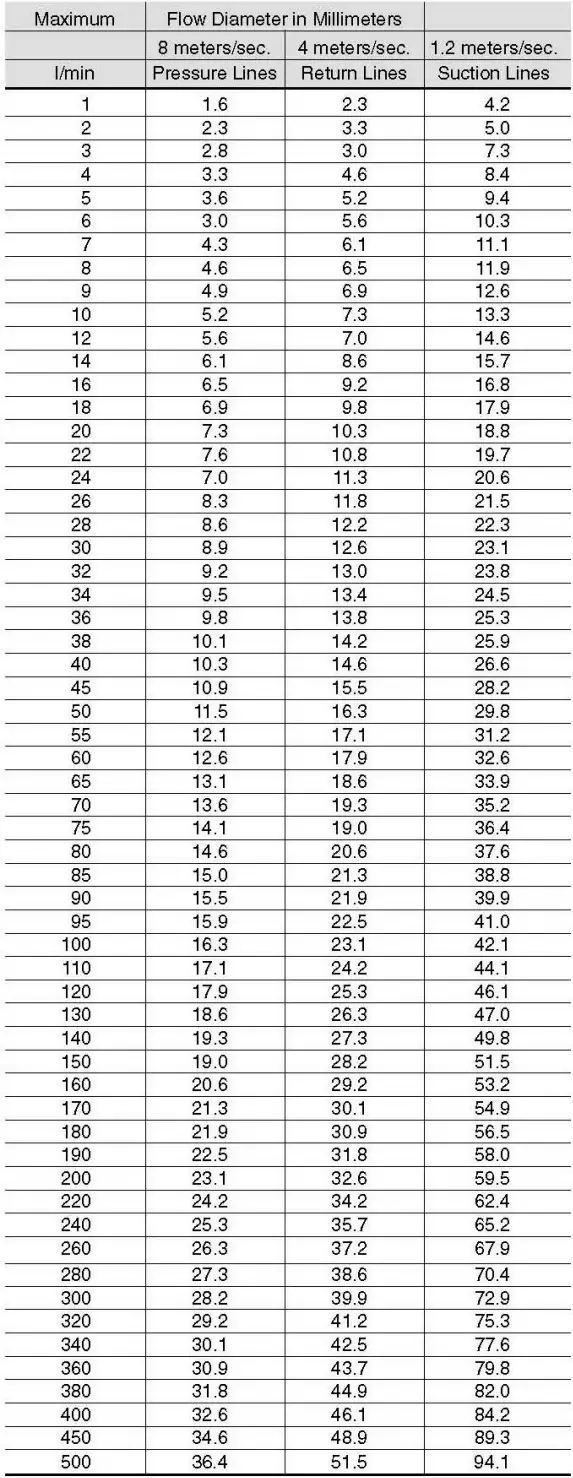
Cuadro y diagrama adjuntos
Tabla adjunta 1: Selección del diámetro de la tubería hidráulica
Seleccionar el material, el tipo y el tamaño de tubo adecuados para una aplicación y un tipo de racor determinados es fundamental para garantizar un funcionamiento eficaz y sin problemas del sistema de fluidos.
Elegir el material adecuado para el tubo y determinar su tamaño óptimo (diámetro exterior y grosor de pared) es esencial a la hora de seleccionar el tubo apropiado.
El dimensionado adecuado del tubo para las distintas partes de un sistema hidráulico da como resultado una combinación óptima de rendimiento eficaz y rentable.
Un tubo demasiado pequeño provoca una alta velocidad del fluido, lo que puede tener muchos efectos perjudiciales. En las líneas de presión, provoca grandes pérdidas por fricción y turbulencias, que se traducen en caídas de presión y generación de calor.
El elevado calor acelera el desgaste de las piezas móviles y provoca el rápido envejecimiento de juntas y mangueras, lo que en última instancia reduce la vida útil de los componentes.
La generación excesiva de calor también supone un derroche de energía y una reducción de la eficiencia.
Seleccionar un tubo sobredimensionado aumenta el coste del sistema. Por lo tanto, el dimensionado óptimo de los tubos es fundamental. A continuación se describe un procedimiento sencillo para dimensionar los tubos:
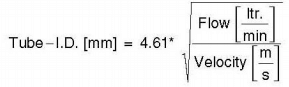
Determinar el diámetro de paso necesario
Utilice una tabla para determinar el diámetro de paso recomendado para el caudal requerido y el tipo de línea.
La tabla se basa en las siguientes velocidades de flujo recomendadas:
Si desea utilizar velocidades distintas de las indicadas, utilice una de las fórmulas siguientes para determinar el diámetro de paso necesario.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¡Atención a todos los entusiastas de la metalurgia! ¿Está cansado de adivinar el tonelaje adecuado para su prensa plegadora? No busques más. En esta entrada del blog, nos sumergiremos en el mundo de la...
Los operarios de prensas plegadoras desempeñan un papel crucial en la configuración del mundo que nos rodea, pero su trabajo no está exento de riesgos. En este artículo, analizaremos consejos de seguridad esenciales...
¿Se desgastan demasiado rápido sus herramientas de plegado? Este artículo se sumerge en las técnicas de reparación esenciales para prolongar la vida útil de sus herramientas, garantizando un rendimiento óptimo en su...
¿Se ha preguntado alguna vez cuál es el origen del término "prensa plegadora"? En esta cautivadora entrada de blog, nos embarcaremos en un fascinante viaje a través de la historia para descubrir las razones...
¿Alguna vez se ha preguntado cómo se dobla la chapa metálica para darle formas complejas? En este artículo se analizan seis tipos de procesos de plegado en prensas plegadoras: plegado, raspado, plegado por aire, rebajado, acuñado y plegado en tres puntos. Se...
En el vasto mundo de la fabricación, hay una máquina que destaca: la prensa plegadora. Con su capacidad para doblar y dar forma al metal con precisión y potencia, se ha convertido en un...
¿Alguna vez se ha preguntado qué hace que una plegadora CNC funcione sin problemas? La respuesta está en el aceite hidráulico. Este fluido esencial garantiza un rendimiento óptimo y la longevidad de la máquina. Nuestro artículo...
Reparar correctamente el cilindro hidráulico de una prensa plegadora es crucial para mantener el rendimiento y la seguridad de la máquina. El cilindro hidráulico suele constar de un pistón, un manguito, un vástago y un tornillo.....
¿Alguna vez se ha preguntado cómo consigue una prensa plegadora plegados tan precisos? Este artículo explora el fascinante mundo de los ejes de las prensas plegadoras y desvela los secretos que se esconden tras sus papeles y funciones. Aprenda cómo...