Resolución de problemas de descenso de la plegadora: Causas y soluciones
¿Alguna vez se ha preguntado por qué su prensa plegadora no desciende sincronizada? Este artículo profundiza en las causas habituales de la desincronización en las plegadoras hidráulicas, como las fugas internas en el cilindro del pistón y los problemas en el conducto de aceite. También ofrece soluciones prácticas, asegurando que su máquina funcione sin problemas y eficientemente. Aprenda a solucionar estos problemas para mantener la calidad y la productividad de sus procesos metalúrgicos.
La plegadora hidráulica WC67Y-250/4000 está diseñada para plegar chapas metálicas con gran productividad laboral y precisión de plegado. Ofrece estabilidad, fiabilidad y facilidad de manejo, con opciones de desplazamiento por pulgadas o continuo.
Esta prensa plegadora hidráulica mantiene una presión constante a lo largo de toda la carrera de trabajo, lo que garantiza una distribución uniforme de la fuerza. Los usuarios pueden equiparla fácilmente con diferentes moldes para conseguir la plegado de chapa forma.
Sin embargo, es importante tener en cuenta que la velocidad de movimiento de retorno de esta plegadora es varias veces superior a la del proceso de plegado, lo que permite mejorar la eficacia de la producción. Sin embargo, es crucial asegurarse de que el cilindro de la prensa plegadora no caiga demasiado deprisa, provocando su desincronización y afectando potencialmente a la calidad del producto final.
2. Análisis de las causas de la desincronía
1) Análisis a partir del cilindro del pistón:
La razón principal del problema es una fuga interna en el cilindro del pistón. La separación entre el pistón y el cilindro de aceite es demasiado grande, lo que provoca fugas. Sin embargo, la fuga en los cilindros izquierdo y derecho no es uniforme, lo que da lugar a diferentes velocidades de movimiento de los dos cilindros.
2) Análisis de la tubería de entrada de aceite:
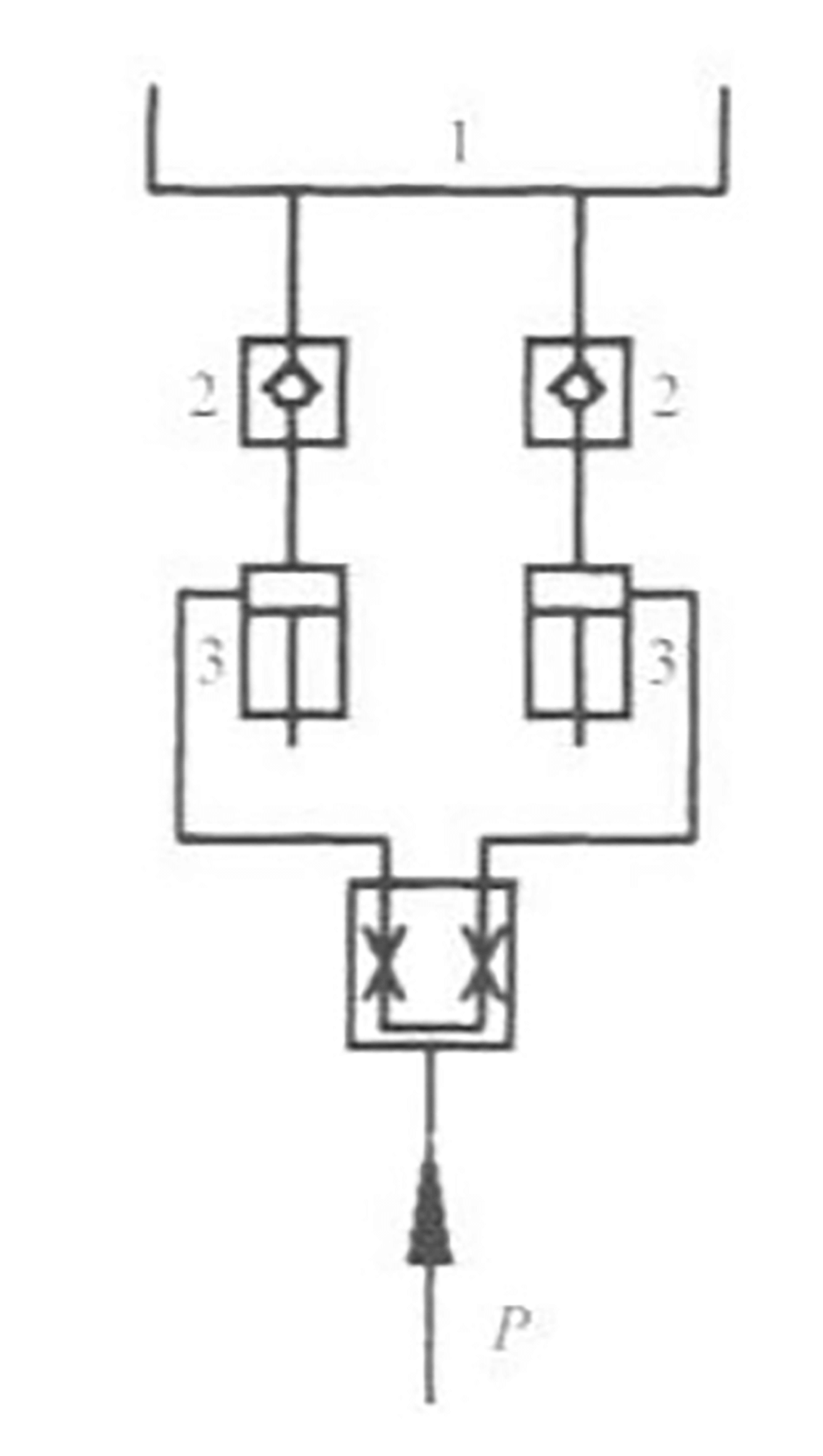
La figura 1 ilustra el proceso de prensa plegadora descendiendo rápidamente. La bomba de aceite suministra aceite al cilindro de aceite a través de la válvula síncrona, mientras que el depósito de aceite superior 1 suministra aceite al cilindro de aceite a través de la válvula unidireccional 2 mediante la diferencia de altura natural. Estos dos tipos de aceite suministran aceite a la cámara superior del cilindro de aceite, lo que hace que el cilindro de aceite descienda rápidamente.
Debido al flujo aproximado en el circuito de válvulas después de la válvula de sincronización, sólo se tiene en cuenta el flujo desde el depósito a través de la válvula de retención 2 hacia el cilindro de aceite 3.
1- Depósito de aceite; 2 - Válvula de retención; 3 - Cilindro de aceite.
Fig. 1 Análisis del suministro de aceite del cilindro de aceite
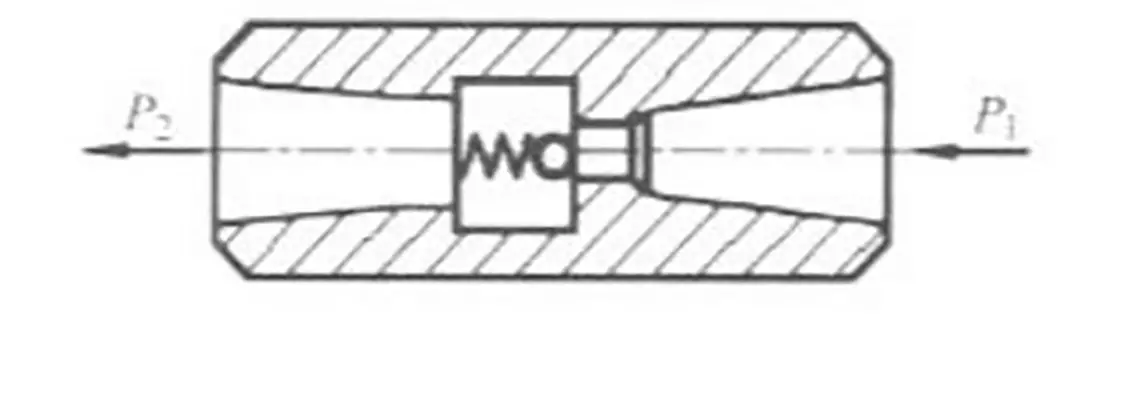
La figura 2 muestra la estructura de la válvula de retención 2.
P1 denota la presión de entrada, mientras que P2 representa la presión de salida.
Considerando la presión de entrada para ambas válvulas de retención, P1 puede considerarse como la presión atmosférica, haciéndolas iguales.
Dado que P1 es constante, el caudal Q a través de la válvula de retención aumenta con un incremento de la diferencia de presión (P-P2).
Fig. 2 Estructura de la válvula de retención
De lo anterior se desprende que los dos cilindros hidráulicos no estarán completamente sincronizados al arrancar. Como resultado, la presión en la cámara superior de los dos cilindros, denotada como P, no será la misma. Esta diferencia de presión entre la parte delantera y trasera de las dos válvulas de retención tampoco será la misma.
En consecuencia, el flujo desde el cilindro de aceite a través de la válvula unidireccional hacia los dos cilindros no será igual. Este desequilibrio en el flujo provocará que el movimiento de los dos cilindros no esté sincronizado.
3) Análisis del oleoducto de retorno:
Cuando la prensa plegadora desciende rápidamente, la amortiguación del movimiento en el circuito de aceite de retorno puede no ser igual, provocando una diferencia de contrapresión en la cámara inferior del pistón. En consecuencia, el caudal de retorno de los dos cilindros puede no ser el mismo, lo que provoca que la velocidad de descenso rápido de los dos cilindros sea desigual y, por tanto, esté desincronizada.
3. Solución
(1) Con el fin de garantizar la igualdad de fugas en ambos cilindros hidráulicos, es importante mantener la coherencia en la precisión de selección de pistones izquierdos y derechos, cilindros y otras piezas (incluida la precisión dimensional y la precisión de posición, como la coaxialidad, redondezetc.). Además, los circuitos hidráulicos de los dos cilindros hidráulicos deben diseñarse de la forma más similar posible.
(2) Para garantizar un flujo igual a través de las dos válvulas de retención de la tubería de entrada de aceite, es necesario procurar que el centro de gravedad del bastidor móvil esté situado en el centro geométrico de los dos cilindros. Además, la amortiguación mecánica entre el pistón y el vástago, y entre el vástago y la tapa del extremo debe ser lo más próxima posible para garantizar una amortiguación mecánica similar de los dos cilindros de pistón cuando descienden rápidamente.
(3) Para la tubería de retorno de aceite, es necesario garantizar que el caudal de retorno de los dos cilindros sea igual haciendo que la resistencia del aceite de retorno de la tubería de retorno de aceite sea similar. Esto implica garantizar que el diámetro de la tubería, la longitud de la tubería, curvado de tubos y el ángulo de curvatura del tubo son básicamente los mismos.
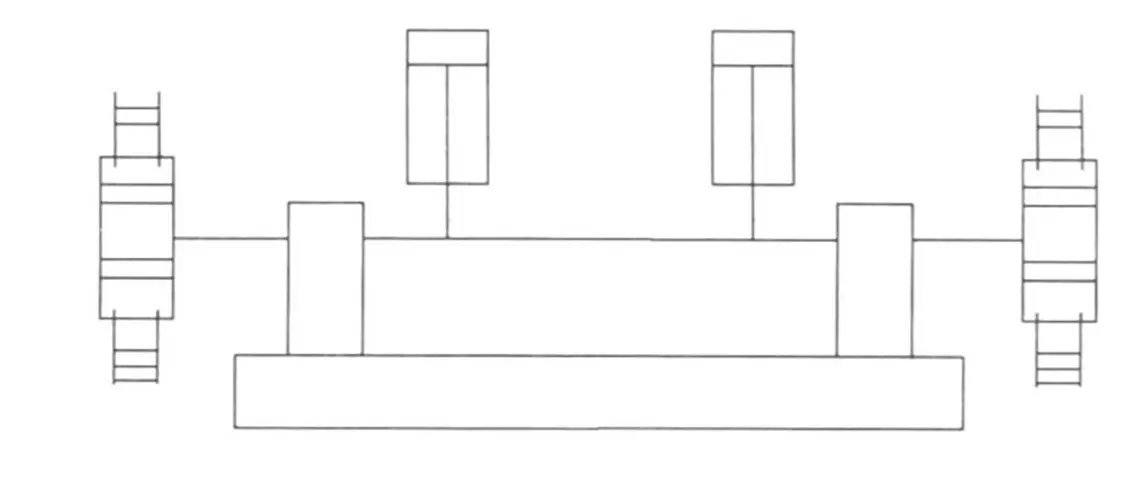
(4) La prensa plegadora utiliza un accionamiento mecánico de piñón y cremallera para la sincronización de fuerzas. El dispositivo se muestra en la figura 3, con la cremallera instalada a ambos lados del bastidor de conexión y engranada con el engranaje de la cremallera. La cremallera sirve de dispositivo de guiado y la corrección de errores se realiza mediante el engrane del engranaje. Siempre que se garantice la precisión de fabricación de la cremallera y el engranaje, los dos cilindros de trabajo de la prensa plegadora pueden alcanzar un nivel muy alto de precisión sincrónica.
Fig. 3 Esquema del engranaje de cremallera con sincronización forzada
4. Efecto
Gracias a la colaboración de usuarios, diseñadores y fabricantes, se ha mejorado notablemente todo el proceso de fabricación, montaje y puesta en marcha. Como se observa en el uso actual, la estructura es simple y compacta, y el funcionamiento es estable con un ruido mínimo. Como resultado, la calidad de las placas de acero dobladas está garantizada, y la eficiencia de doblado cumple con los estándares requeridos.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez ha tenido problemas de plegado con su plegadora? Como ingeniero mecánico con experiencia, he visto bastantes problemas que pueden surgir durante el proceso de plegado. En...
Los operarios de prensas plegadoras desempeñan un papel crucial en la configuración del mundo que nos rodea, pero su trabajo no está exento de riesgos. En este artículo, analizaremos consejos de seguridad esenciales...
¿Alguna vez se ha preguntado cómo consigue una prensa plegadora plegados tan precisos? Este artículo explora el fascinante mundo de los ejes de las prensas plegadoras y desvela los secretos que se esconden tras sus papeles y funciones. Aprenda cómo...
¿Se ha preguntado alguna vez cómo se transforma una chapa plana en una forma compleja? Las prensas plegadoras son los héroes anónimos del mundo de la fabricación...
¿Se ha preguntado alguna vez cómo funciona el sistema hidráulico de una prensa plegadora? En este artículo nos adentraremos en los entresijos de este componente esencial. Nuestro experto ingeniero mecánico le guiará...
¡Atención a todos los mecánicos y aficionados a la ingeniería! ¿Alguna vez te has preguntado por los entresijos del funcionamiento de una máquina plegadora? En esta entrada del blog, nos sumergiremos en el mundo...
Elegir entre una plegadora eléctrica y una hidráulica puede tener un impacto significativo en la eficiencia y los costes de su empresa. Las prensas plegadoras eléctricas ofrecen un mayor ahorro energético, ventajas medioambientales y...
¿Su prensa plegadora hidráulica le causa más quebraderos de cabeza de los que debería? Garantizar el buen funcionamiento de estas complejas máquinas es vital para evitar costosos tiempos de inactividad y reparaciones. Este artículo trata del mantenimiento esencial...
¿Cómo consigue una máquina alta precisión y eficacia en el plegado de metales? Descubra los secretos de la servoprensa electrohidráulica. Este artículo profundiza en los intrincados mecanismos, procedimientos de...