Manual de funcionamiento de la plegadora (PDF de formación)
¡Atención a todos los mecánicos y aficionados a la ingeniería! ¿Alguna vez te has preguntado por los entresijos del funcionamiento de una prensa plegadora? En esta entrada del blog, nos sumergiremos en el mundo de las plegadoras, explorando sus funciones, consideraciones de seguridad y consejos de mantenimiento. Basándonos en la experiencia de profesionales experimentados en este campo, le proporcionaremos información valiosa para mejorar su comprensión y destreza en el uso de estas potentes máquinas. Prepárese para mejorar sus habilidades con las plegadoras.
Introducción al manual de instrucciones de la plegadora
Recomendamos encarecidamente a todos los usuarios y operarios que lean detenidamente este manual de funcionamiento de la prensa plegadora antes de utilizar la máquina. Este manual está dirigido a personal especializado y cualificado e incluye diagramas y toda la documentación necesaria para levantar, mover y colocar la máquina, así como instrucciones para un uso y mantenimiento seguros.
Sistemas de control disponibles
Puede desplazarse directamente a la parte inferior de la página para descargar la versión PDF del manual de instrucciones de los siguientes sistemas de control de prensas plegadoras:
Estun: E21, E200P, E200+
CybTouch: 8, 12
Esa: S630
Delem: DA41, DA52S, DA53T, DA58T, DA66T, DA69T
Información importante
Tenga en cuenta que toda la información contenida en este manual es correcta en el momento de su impresión. No obstante, nuestra empresa se reserva el derecho de modificar y mejorar las especificaciones sin previo aviso.
Instalación y mantenimiento
Para garantizar un rendimiento adecuado, es importante instalar el prensa plegadora según las instrucciones y realizar inspecciones y servicios de mantenimiento periódicos. Cualquier uso incorrecto o irresponsable puede provocar daños irreparables en la máquina y comprometer la seguridad del operador.
Exención de responsabilidad
No nos hacemos responsables de servicios, modificaciones o conexiones indebidas realizadas por personal no autorizado.
Siguiendo las directrices y recomendaciones descritas en este manual, puede garantizar el funcionamiento seguro y eficiente de su máquina plegadora.
Funciones de la prensa plegadora y gama de trabajo
1.1 Plegado de alta eficacia y precisión
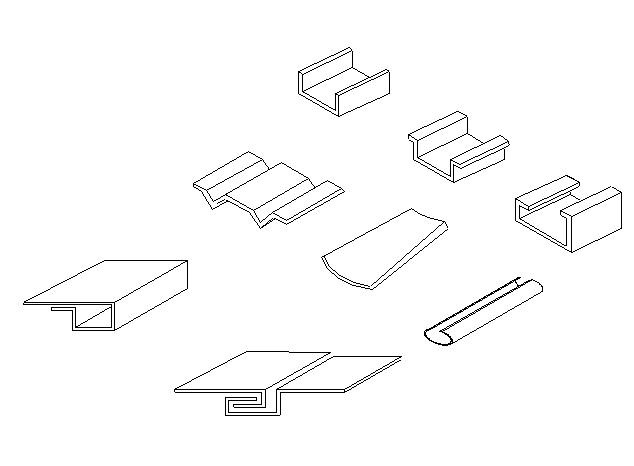
La plegadora está diseñada para ofrecer una gran eficacia y precisión en el plegado de chapas metálicas. El tamaño de la abertura de la ranura en V de las matrices inferiores suele ser 8 veces el grosor de la chapa, y debe ajustarse en consecuencia para chapas de grosor variable. Se pueden utilizar diferentes tipos de matrices superiores e inferiores para curvar una gran variedad de piezas, como se ilustra en la Fig. 1.
Figura 1
1.2 Integridad estructural y características de seguridad
La prensa plegadora está construida a partir de chapa de acero, lo que le proporciona suficiente resistencia y rigidez. El sistema de accionamiento hidráulico de la máquina evita accidentes graves de funcionamiento por sobrecarga que pueden producirse debido a cambios en el grosor de la chapa o a una selección incorrecta de la cavidad inferior de la matriz. Esta máquina también ofrece un rendimiento estable, facilidad de operación y seguridad fiable.
Para garantizar una alta precisión, la conexión a la matriz superior está equipada con un dispositivo de compensación. Este dispositivo compensa la desviación de la mesa de trabajo y la corredera durante el plegado. Además, el bloque mecánico está equipado con un cilindro de aceite para garantizar una fijación precisa cuando el deslizador alcanza el punto muerto inferior, manteniendo la consistencia en la producción a granel.
1.3 Control hidráulico y eléctrico
La prensa plegadora está equipada con sistemas de control hidráulico y eléctrico que permiten ajustar libremente el recorrido de la corredera. Esta característica hace que sea conveniente para la prueba y ajuste con un criterio de funcionamiento pulgadas.
1.4 Avances tecnológicos y rendimiento
Esta prensa plegadora es tecnológicamente avanzada y cuenta con un rendimiento fiable, por lo que es uno de los dispositivos de conformación ideales. Se utiliza ampliamente en industrias como la aviación, la automoción, la construcción naval y la maquinaria debido a su alta eficiencia de producción.
1.5 Condiciones de funcionamiento
Temperatura: El rango de temperatura de trabajo de la prensa plegadora es de 5~38℃.
Humedad ambiental: La humedad relativa debe estar entre 20~80% HR.
Vibraciones e interferencias: La máquina debe mantenerse alejada de vibraciones fuertes e interferencias electromagnéticas.
Condiciones ambientales: El entorno operativo debe estar libre de gases perniciosos y corrosivos, y de polvo.
Instalación de la prensa plegadora
Elevación
Al levantar la prensa plegadora para su transporte o colocación, es fundamental utilizar una grúa con suficiente capacidad de elevación para evitar el riesgo de caída de la prensa plegadora. Siga estas directrices para garantizar una elevación segura:
Utilice dos eslingas de cuerda de acero y grilletes: Utilice los orificios de elevación adecuados situados en la parte superior de la máquina.
Cuerda de acero adecuada: Asegúrese de que el cable de acero tiene el tamaño adecuado para soportar el peso de la prensa plegadora. La longitud del cable debe ser suficiente, ya que su capacidad para soportar peso disminuye cuando se amplía el ángulo entre los cables (consulte la Fig. 2).
Fig.2
Transporte
Al transportar la prensa plegadora, tenga en cuenta lo siguiente:
Distribución del peso: La mayor parte del peso de la prensa plegadora se concentra en la parte delantera. Asegúrese de que el cilindro superior esté completamente bajado durante el movimiento o el transporte.
Carga en un camión: Coloque la parte trasera de la máquina lo más cerca posible del lateral del vehículo. Asegure la prensa plegadora al camión con cuerdas de acero para evitar cualquier movimiento durante el transporte.
Instalación
Fundación de la prensa plegadora:
Para garantizar el buen funcionamiento y la estabilidad de la prensa plegadora, la superficie sobre la que se colocará debe ser firme y estable. Siga estos pasos:
Cimentación de hormigón: Si es necesario, prepare una cimentación de hormigón adecuada a las condiciones específicas del terreno. Consulte el plano detallado de los cimientos que se proporciona a continuación.
Espacio necesario: Asegúrese de que hay espacio suficiente alrededor de la máquina para los trabajos de mantenimiento y tareas especiales. Debe haber espacio suficiente en el lado izquierdo o derecho de la prensa plegadora, igual a la longitud de la máquina, para facilitar las operaciones de cambio de herramientas.
Eliminación de la protección contra el óxido: Todas las superficies expuestas de la máquina están recubiertas con una capa protectora contra el óxido, que puede eliminarse fácilmente con queroseno o disolvente.
Nivelación
La correcta nivelación de la prensa plegadora es esencial para su correcto funcionamiento. Siga estos pasos para asegurarse de que la máquina está nivelada:
Nivelación horizontal: Coloque un nivel de burbuja sobre la mesa de la máquina para comprobar la nivelación horizontal.
Nivelación vertical: Coloque de nuevo el nivel de burbuja sobre la mesa de la máquina para comprobar la nivelación vertical.
Ajustes: Realice los ajustes necesarios ajustando los pernos de nivelación situados en las patas de la prensa plegadora.
Diagrama eléctrico e instrucciones de uso de la prensa plegadora
Conexión eléctrica y configuración inicial
Compruebe la placa de características y el cableado de la máquina:
Compruebe los datos de la placa de características de la prensa plegadora.
Asegúrese de que todo el cableado está intacto y en buen estado.
Conexión eléctrica:
Conecte la prensa plegadora a la fuente de alimentación de la instalación.
Si la potencia de la instalación no cumple los requisitos de la máquina, póngase en contacto con su proveedor eléctrico.
Medidas de seguridad:
Asegúrese de que la alimentación de entrada tenga fusibles que permitan la desconexión total para las reparaciones.
Conecte la alimentación entrante a las pinzas RST del armario eléctrico.
Planos eléctricos:
Consulte los esquemas eléctricos adjuntos para conocer las configuraciones específicas de los controladores.
Conecte las líneas eléctricas trifásicas a los bornes de entrada del cuadro eléctrico.
Conecte el enchufe del interruptor de pedal situado debajo de la caja.
Cierre el interruptor de alimentación QF y la puerta del cuadro eléctrico.
El encendido de la lámpara HL1 indica que la máquina está encendida.
Comprobación de la dirección del motor:
Arranque el motor de la bomba de aceite con el botón HL2 del panel de mandos.
Observe la dirección del motor; si es incorrecta, cambie la fase de las líneas de entrada (no altere las líneas internas).
Reinicie el motor de la bomba de aceite.
Funcionamiento del modo Jog
Activación del modo Jog:
Tras unos minutos de funcionamiento normal, ponga SA2 en modo jog.
Pise el interruptor de pedal "arriba"; el ariete subirá y se detendrá cuando se suelte el interruptor.
Para elevar más el ariete, siga pisando el interruptor de pedal hasta que llegue al final de carrera SQ1 y se detenga.
Para bajar el ariete, pise "abajo"; el ariete bajará rápidamente, y luego lentamente debido al interruptor de límite SQ2, añadiendo presión.
Suelte el pedal para detener el cilindro.
Modo de viaje único
Activación del modo de viaje individual:
Gire SA2 a "tiempo único".
Pise el interruptor de pedal "abajo"; el cilindro descenderá rápidamente, luego lentamente con presión, y finalmente subirá hasta el interruptor de límite superior SQ1.
Ajuste el tiempo de trabajo del relé temporizador KT1 para satisfacer los requisitos de presión de curvado.
Ajuste el tiempo de mantenimiento de la presión del relé temporizador KT2.
Modo Continuidad
Activación del modo de continuidad:
Gire SA2 a "continuidad".
Pise el interruptor de pedal para repetir el modo de desplazamiento individual.
Ajuste el tiempo de espera de circulación mediante el relé temporizador KT1.
Nota de seguridad
Los pasos anteriores deben ser realizados por personal especializado.
Por motivos de seguridad, las máquinas plegadoras con certificación CE no disponen de modo de continuidad.
El sistema hidráulico de una plegadora
Limpiar el aceite hidráulico
Mantener la limpieza del aceite hidráulico es esencial para garantizar el rendimiento óptimo y la longevidad del sistema hidráulico de una prensa plegadora. Aquí tienes una guía detallada sobre cómo limpiar el aceite hidráulico y el depósito de aceite:
Preparación:
Antes de arrancar, asegúrese de que la prensa plegadora está apagada y el sistema hidráulico despresurizado.
Reúna los materiales de limpieza necesarios: toallas limpias (evite utilizar algodón, ya que puede dejar fibras), gasolina de limpieza y herramientas como un palo o bambú envuelto con una toalla para las zonas de difícil acceso.
Extracción del aceite:
Retire con cuidado la tapa del depósito de aceite.
Afloje el tapón de fugas o la válvula de freno para vaciar completamente el aceite sucio del sistema.
Limpieza del depósito:
Limpie el fondo y los laterales del depósito con una toalla limpia.
Utilice gasolina de limpieza para lavar a fondo el depósito.
Para las esquinas y zonas de difícil acceso, envuelve un palo o bambú con una toalla y limpia meticulosamente estas zonas.
Si hay suciedad acumulada en los cordones de soldadura u otros puntos difíciles, utilice una herramienta como un rodillo para limpiar estas zonas.
Secado del depósito:
Asegúrese de que el depósito esté completamente seco limpiándolo con una toalla limpia.
Vuelva a colocar la tapa del depósito una vez que esté limpio y seco.
Elegir el aceite hidráulico
La selección del aceite hidráulico adecuado es crucial para el funcionamiento eficaz de la prensa plegadora. Tenga en cuenta las siguientes directrices:
Viscosidad:
El valor de la marca del aceite hidráulico indica su viscosidad media a 40°C.
Para presiones y temperaturas de trabajo más elevadas y velocidades de trabajo más lentas, elija un aceite hidráulico de grado superior.
Aceite recomendado:
ISO VG46: Este aceite hidráulico antidesgaste tiene una viscosidad media de 46 mm²/s a 40°C y es adecuado para la mayoría de las condiciones de funcionamiento.
ISO VG32: Utilice este aceite si la máquina funciona a temperaturas inferiores a 5°C durante periodos prolongados.
Consideraciones sobre la temperatura:
Evite utilizar la máquina a temperaturas muy bajas (inferiores a -5°C). Si es necesario, deje la máquina al ralentí para calentar el aceite.
Se puede añadir un calentador de aceite al circuito para temperaturas extremadamente bajas.
En condiciones normales, la temperatura del aceite no debe superar los 70°C. Instale un enfriador de aceite si es necesario para condiciones especiales.
Llenar el aceite
Llenar correctamente el aceite hidráulico es esencial para mantener el rendimiento del sistema:
Limpieza:
Asegúrese de que el aceite utilizado está limpio.
Apriete la tuerca del filtro de aire y llene el aceite a través del filtro.
Si utiliza un equipo de llenado con filtro, puede abrir la tapa del depósito de aceite y llenarlo directamente.
Nivel de aceite:
Observe el indicador de aceite. Cuando el cilindro se detiene en el punto muerto superior, el aceite hidráulico debe llenar aproximadamente 80% a 90% del espacio interior del depósito.
Eliminar las burbujas de aire:
Haga funcionar la máquina primero al ralentí y luego a la carrera máxima para eliminar las posibles burbujas de aire en el circuito hidráulico.
Diagrama hidráulico
Para una comprensión completa del sistema hidráulico, consulte el diagrama hidráulico suministrado. Este diagrama le ayudará en el análisis externo del sistema y en la localización de averías.
Equipo de control estándar
5.1
Botón de inicio
Para poner en marcha el motor principal y el circuito de control.
5.2
Botón Stop
Para detener el motor principal en marcha y el circuito de control.
5.3
Interruptor selector de modo automático/manual
Seleccionar el modo de trabajo
En el modo Auto
-El ariete subirá automáticamente cuando se alcance la presión preestablecida y haya transcurrido el tiempo de permanencia.
En el modo Manual
-La bajada y subida del ariete se realiza pisando el pedal.
5.4
Pedal
Pulse y mantenga pulsado para ordenar el descenso del cilindro hasta alcanzar el punto de flexión, suelte cuando el cilindro se esté moviendo hacia arriba en modo AUTO.
Pulse para ordenar la bajada del cilindro y pulse para ordenar la subida del cilindro en modo Manual.
Puesta en marcha de la prensa plegadora
Comprobaciones previas al arranque
Antes de poner en marcha la máquina plegadora, es fundamental realizar varias comprobaciones para garantizar un funcionamiento seguro y eficaz:
Limpiar y engrasar las guías: Asegúrese de que las guías estén libres de residuos y correctamente lubricadas para facilitar un movimiento suave.
Inspeccionar el sistema hidráulico: Compruebe si hay fugas en el sistema hidráulico. Las fugas pueden provocar ineficiencias y peligros potenciales.
Comprobar el nivel de aceite: Verifique el nivel de aceite en el indicador de nivel situado en el lateral del depósito. Esto debe hacerse con el cilindro superior en posición totalmente elevada. Si es necesario, rellene el aceite hasta el nivel requerido.
Sentido de giro del motor: Observe la dirección del ventilador de refrigeración para asegurarse de que el motor gira correctamente. El ventilador debe girar en el sentido de las agujas del reloj, o en la dirección indicada por la flecha. Si la rotación es incorrecta, cambie dos cables en la línea de alimentación. Asegúrese de que el motor funciona por inercia mientras realiza este ajuste.
Encendido de la máquina
Interruptor principal: Encienda el interruptor principal para alimentar la máquina.
Interruptor selector: Ponga el selector en el modo "Auto".
Motor principal: Pulse el botón verde para arrancar el motor principal.
Apagar la máquina
Cuando la prensa plegadora no se utilice durante unas horas, debe apagarse para ahorrar energía y mantener la seguridad:
Seleccionar modo manual: Ponga la máquina en modo manual.
Descenso del Carnero: Presione el pedal hacia abajo para bajar el cilindro, acercando la herramienta superior al troquel en V tanto como sea posible.
Botón Stop: Pulse el botón de parada para detener la máquina.
Interruptor principal: Apague el interruptor principal para apagar completamente la máquina.
La correcta alineación de las herramientas superior e inferior es esencial para realizar operaciones de plegado precisas:
Dibujos de utillaje: Consulte los planos de los utillajes de la prensa plegadora.
Superficies limpias: Asegúrese de que la base del troquel en V y las superficies de la mesa estén limpias para evitar cualquier desalineación o daño.
Bajar la presión del sistema: Gire el botón regulador de presión en el sentido contrario a las agujas del reloj para reducir la presión del sistema.
Tope de profundidad mecánico: Ajuste el tope de profundidad mecánico a la posición más baja, manual o eléctricamente.
Modo manual: Seleccione el modo manual y pise el pedal hacia abajo para bajar el cilindro hasta que la herramienta superior esté lo más cerca posible del troquel en V.
Herramientas de alineación: Ajuste los pernos de apriete del troquel en V para alinear con precisión las herramientas superior e inferior.
Apriete los pernos: Una vez que la alineación sea correcta, apriete firmemente todos los tornillos de apriete del troquel en V.
Levantar el carnero: Pise el pedal ARRIBA para elevar el ariete.
Recomendaciones adicionales
Comprobaciones periódicas de los pernos: Compruebe periódicamente que los pernos de fijación de la pinza portaherramientas están bien apretados.
Almacenamiento de herramientas: Guarde las herramientas en un estante cerca de la prensa plegadora para evitar daños en la herramienta superior.
Capacidad de la herramienta: Tenga en cuenta la fuerza máxima de cada herramienta para evitar sobrecargas y posibles daños.
Procedimiento de cambio de herramientas para prensas plegadoras
Procedimiento de cambio de la herramienta superior
Cambiar a modo manual: Gire el selector de modo a manual.
Bajar el carnero: Baje el cilindro lo más cerca posible del troquel en V.
Apagado: Apague la máquina.
Afloje la abrazadera de la herramienta: Afloje todos los tornillos de fijación de la pinza portaherramientas.
Retirar la herramienta: Retire la herramienta superior del lateral de la máquina.
Montar nueva herramienta: Deslice la nueva herramienta superior desde el mismo lado.
Apriete la abrazadera de la herramienta: Apriete todos los tornillos de fijación de la pinza portaherramientas.
Encendido: Encienda la máquina y asegúrese de que el selector de modo está en manual.
Asentar la herramienta superior: Baje el cilindro para asentar la herramienta superior en el troquel en V mientras reduce la presión del sistema girando el botón regulador de presión en sentido antihorario para evitar dañar la herramienta.
Procedimiento de cambio de la herramienta inferior
Desatornillar pernos de apriete: Desenrosque todos los tornillos de apriete para liberar el troquel en V.
Cambiar a modo manual: Cambie el selector de modo a manual.
Encendido: Encienda la máquina.
Bajar el carnero: Baje el cilindro lo más cerca posible del troquel en V.
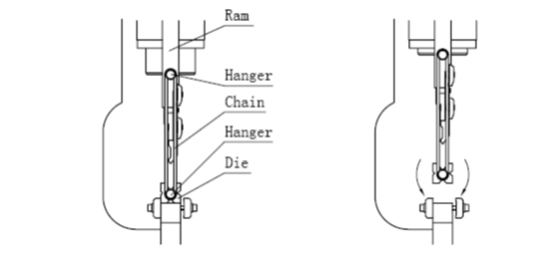
Enganchar el troquel en V: Enganche el troquel en V al ariete por ambos extremos utilizando las cadenas adecuadas.
Levantar el carnero: Eleve el cilindro pisando el pedal ARRIBA hasta una altura en la que el troquel en V pueda girar.
Gire el troquel en V: Gire el troquel en V deseado hacia arriba.
Bajar el carnero: Baje el cilindro pisando el pedal ABAJO para que el troquel descanse sobre la mesa de la máquina y se puedan desenganchar las cadenas.
Centrar el troquel en V: Centrar el troquel en V con respecto a la herramienta superior.
Bloquear el troquel en V: Bloquee el troquel en V en su sitio apretando los pernos.
Ajuste del brazo de soporte delantero
La plegadora viene de serie con dos brazos de soporte delanteros. Estos brazos de soporte se utilizan para mantener la placa en su lugar durante el proceso de plegado. Se pueden ajustar verticalmente y a lo largo de la plegadora. Por lo general, los brazos de soporte deben ajustarse cuando se utiliza una herramienta inferior de tamaño diferente o se dobla una placa de mayor o menor tamaño.
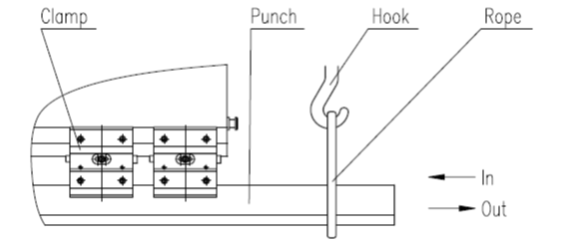
Precauciones de seguridad
¡PELIGROSO!
Si el punzón y la matriz no están colocados correctamente, no ponga en marcha la máquina en ningún momento.
No introduzca las manos ni ninguna parte del cuerpo en el espacio entre el punzón y la matriz, ya que es extremadamente peligroso.
Ajuste mecánico del tope de profundidad
Cuando se trabaja con una plegadora, es crucial manejar el ajuste del tope de profundidad mecánico con cuidado para evitar cualquier daño potencial a la máquina. He aquí algunos puntos clave a tener en cuenta:
Evitar los ajustes con Ram Down: No intente nunca ajustar el tope de profundidad mecánico cuando el cilindro esté en posición baja. Hacerlo puede causar daños innecesarios a la máquina debido a la presión y posicionamiento de los componentes.
Determina el ángulo de flexión: El ajuste de profundidad es esencial, ya que determina el ángulo de plegado de la chapa. Un ajuste preciso de la profundidad garantiza curvados precisos y productos acabados de alta calidad.
Ajustes manuales o eléctricos: El tope de profundidad mecánico puede ajustarse manual o eléctricamente, dependiendo del diseño y las capacidades de la plegadora. Los ajustes manuales suelen implicar la manipulación física del tope, mientras que los ajustes eléctricos pueden controlarse mediante una interfaz de usuario o un panel de control.
Ajuste de la presión
El ajuste de la presión en una plegadora es vital para conseguir el plegado deseado sin dañar el material ni la máquina. Estos son los factores y consideraciones para ajustar la presión de plegado:
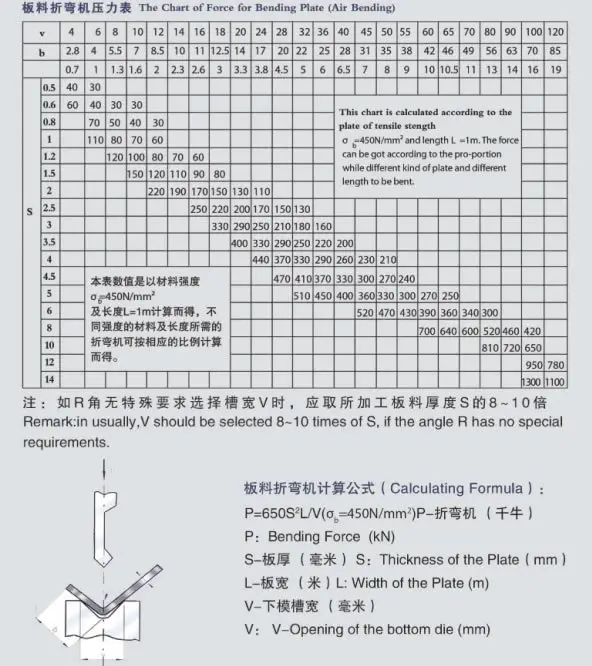
Gráfico de flexión: Normalmente, en el lateral de la máquina hay una tabla de plegado, y a menudo se adjunta una copia a la documentación de la máquina. Esta tabla proporciona información esencial para ajustar la fuerza de plegado correcta.
Factores que afectan a la fuerza de flexión:
Espesor de la placa: El espesor de la placa influye directamente en la fuerza de flexión necesaria.
Anchura de la abertura del troquel: La anchura de la abertura de la matriz, a menudo calculada como 8 veces el grosor de la chapa, también afecta a la fuerza de flexión.
Cálculo de la fuerza de flexión: La fuerza de flexión necesaria puede calcularse mediante una fórmula que figura en la tabla 1. Esta fórmula y los valores de la tabla se basan en placas de acero al carbono con una resistencia a la tracción de Qb=450KN.
Para placas de acero inoxidablemultiplique por 2 el valor P de la tabla.
Para placas de aluminiomultiplique el valor P de la tabla por 0,7.
Calculadora de tonelaje: Para realizar cálculos más precisos, puede utilizar una calculadora de tonelaje especialmente diseñada para prensas plegadoras. Esta herramienta ayuda a determinar la fuerza exacta necesaria en función del material y los parámetros de plegado.
Control y ajuste del paralelismo del cilindro de la plegadora
Garantizar el paralelismo del cilindro en una prensa plegadora es crucial para conseguir plegados precisos y uniformes en la chapa metálica. El paralelismo suele controlarse mediante una barra antitorsión sólida unida a ambos cilindros de aceite laterales. Aquí encontrará una guía detallada sobre cómo controlar y ajustar el paralelismo del cilindro:
Calibración de fábrica
El cilindro superior de la prensa plegadora viene calibrado de fábrica en paralelo al troquel en V. Sin embargo, con el tiempo y el uso, puede ser necesario recalibrarlo para mantener la precisión. Sin embargo, con el tiempo y el uso, puede ser necesario recalibrarlo para mantener la precisión.
Pasos para la recalibración
Localizar el varillaje de la barra de torsión:
Localice el enganche de la barra de torsión conectado al cilindro superior en la parte trasera (lado izquierdo) de la máquina.
Afloje el tornillo:
Identifique el tornillo (M8/M10) en la barra de torsión.
Afloje este tornillo para permitir el ajuste.
Ajuste de la barra de torsión:
Utilice las llaves adecuadas para girar la pieza plana exterior entre 15° y 30°.
Se puede girar en sentido horario o antihorario, lo que hará girar el pasador excéntrico interior.
Apriete el tornillo:
Una vez realizado el ajuste, apriete bien el tornillo (M8/M10).
Comprobar el paralelismo:
Realice un pliegue de prueba para comprobar el paralelismo del cilindro superior.
Si el cilindro sigue sin estar paralelo, repita el proceso de ajuste.
Repetir si es necesario:
Continúe el procedimiento hasta alcanzar la precisión deseada.
Consejos para un ajuste preciso
Utilice herramientas de precisión: Asegúrese de utilizar herramientas calibradas para la medición y el ajuste a fin de mantener una alta precisión.
Realizar múltiples curvas de prueba: Pueden ser necesarias varias curvas de prueba para conseguir un paralelismo perfecto. Tenga paciencia y realice pequeños ajustes.
Ajustes de documentos: Mantenga un registro de los ajustes realizados para futuras referencias y mantenimiento.
Solución de problemas de prensas plegadoras
La prensa plegadora no puede arrancar
Compruebe la fuente de alimentación entrante: Asegúrese de que la máquina recibe la tensión y la corriente correctas especificadas por el fabricante. Compruebe que todas las conexiones son seguras y que no hay problemas de alimentación.
Compruebe que la parada de emergencia está liberada: Compruebe que el botón de parada de emergencia no está activado. Si lo está, suéltelo y reinicie la máquina.
Compruebe si hay fusibles rotos: Compruebe la continuidad de todos los fusibles del cuadro eléctrico. Sustituya los fusibles fundidos por otros de la capacidad correcta.
Comprobar la salida del transformador: Compruebe que el transformador emite la tensión correcta. Si la salida es incorrecta, puede ser necesario sustituir el transformador.
No se pudo bajar el ariete
Compruebe si el cable del pedal está roto: Inspeccione el cable del pedal en busca de daños o cables rotos. Sustituya el cable si encuentra algún problema.
Comprobar el final de carrera: Asegúrese de que el final de carrera funciona correctamente. Pruebe el interruptor con un multímetro para verificar su funcionamiento. Sustitúyalo si está defectuoso.
Comprobar la rotación del motor: Confirme que el motor gira en la dirección correcta. Una rotación incorrecta del motor puede impedir el descenso del cilindro. Ajuste el cableado si es necesario.
Compruebe el microinterruptor dentro del pedal: Compruebe que el microinterruptor del pedal funciona. Pruébelo con un multímetro y sustitúyalo si no funciona correctamente.
Ángulo de curvatura no uniforme en toda la longitud de la curva
Herramienta superior o inferior desgastada: Inspeccione las herramientas superior e inferior en busca de desgaste. Sustituya las herramientas desgastadas para garantizar ángulos de plegado uniformes.
La superficie de la mesa de la máquina y la parte inferior del troquel en V están sucias: Limpie la superficie de la mesa de la máquina y la parte inferior del troquel en V. La suciedad y los residuos pueden afectar a la precisión del plegado.
Herramientas superior e inferior mal alineadas: Compruebe la alineación de las herramientas superior e inferior. Una mala alineación puede provocar ángulos de flexión desiguales. Ajuste las herramientas para asegurarse de que están correctamente alineadas.
Fallo
Razones
Eliminación de problemas
El sistema no funciona sin presión
1. Rotación negativa del motor
Cambiar el sentido de giro del motor
2. Válvula de rebose principal bloqueada
Limpiar la válvula de rebose principal
3. La válvula electromagnética no funciona
Comprobar las bobinas eléctricas y electromagnéticas
Ram Slider no puede subir
Válvulas atascadas
Válvulas electromagnéticas limpias
El control deslizante disminuye automáticamente
Válvulas atascadas
Válvulas electromagnéticas limpias
Subida y bajada normal pero no hay fuerza en la flexión
Válvulas atascadas
Válvula electromagnética limpia
Fugas en componentes, accesorios de tuberías y cilindros de aceite
Las piezas de sellado están envejeciendo.
Cambiar juntas
Mantenimiento de prensas plegadoras
Directrices generales
Lea el manual: Asegúrese de que todas las personas que utilicen o realicen el mantenimiento de la plegadora lean detenidamente y comprendan el manual. El cumplimiento estricto de las instrucciones es esencial para lograr resultados óptimos.
Operador designado: Asigne una persona designada a la máquina. Los operadores deben tener un conocimiento práctico del funcionamiento de la máquina y de los protocolos de seguridad.
Fuerza de flexión y distribución de la carga
Fuerza nominal: La fuerza de flexión aplicada a la pieza no debe superar la fuerza nominal de la prensa plegadora.
Vida útil del moho: Para prolongar la vida útil de los moldes, evite dañarlos por una anchura de plegado inadecuada, especialmente al plegar chapas estrechas. Reduzca adecuadamente la presión de trabajo en tales casos.
Carga de flexión: Por cada 630mm de longitud, la carga de flexión no debe superar los 400KN.
Centrado de la carga: Asegúrese de que las chapas que se están doblando están centradas en la máquina para mantener la precisión. Una carga irregular puede comprometer tanto las piezas como la máquina.
Flexión lateral: Si una pieza debe doblarse por un solo lado, la carga no debe superar la cuarta parte de la fuerza nominal. Realice el doblado por ambos lados para equilibrar la carga.
Mantenimiento del sistema hidráulico
Calendario de cambio de aceite:
Cambie el aceite hidráulico después del primer mes de uso.
Posteriormente, cambie el aceite cada 2000 horas de trabajo.
Temperatura del aceite: Mantenga la temperatura del aceite entre 15-60°C. Si la temperatura supera este intervalo, instale un refrigerador.
Tipo de aceite: Utilice aceite hidráulico antidesgaste ISO VG46# (viscosidad media de 46mm²/s a 40°C). Para operaciones por debajo de 5°C, utilice ISO VG32#.
Nivel y calidad del aceite:
Compruebe periódicamente el nivel de aceite del depósito.
Utilice aceite que cumpla las características especificadas.
El valor de marca del aceite hidráulico corresponde a la viscosidad media a 40°C.
Filtro de aceite:
Limpie regularmente el filtro de aceite enjuagándolo y cepillándolo con un disolvente.
Sustituya el filtro de aceite cuando no sea posible limpiarlo o si está dañado.
Utilice el mismo grado de filtro de aceite cuando sea necesario sustituirlo.
Lubricación
Puntos de lubricación:
Compruebe periódicamente los puntos de lubricación.
Lubrique semanalmente con grasa de alta calidad.
Para las piezas expuestas al desgaste sin puntos de lubricación, lubrique dos veces por semana.
Diagrama de lubricación: Consulte el diagrama de lubricación para obtener detalles específicos sobre los puntos de lubricación.
Mantenimiento eléctrico
Terminales eléctricos:
Inspeccione periódicamente todas las conexiones del cuadro principal y los interruptores eléctricos.
Apriete los tornillos según sea necesario.
Sustituya los fusibles y las luces de señalización defectuosos.
Inspección de piezas mecánicas
Cheques mensuales:
Asegúrese de que el cojinete de la barra de torsión está bien sujeto.
Compruebe que las guías no estén desgastadas.
Verificar que los vástagos de los cilindros estén bien sujetos.
Asegúrese de que el ariete superior esté bien sujeto.
Accesorios de mantenimiento
Disponibilidad: Tenga siempre a mano los accesorios de mantenimiento.
Precisión tras la reparación: Después de cualquier reparación importante, asegúrese de que la precisión de la máquina cumple las normas de fábrica.
Condiciones especiales
Funcionamiento a baja temperatura: Evite utilizar la máquina a temperaturas muy bajas (inferiores a -5°C). Si es necesario, deje que la máquina funcione al ralentí durante un tiempo. En caso necesario, puede instalarse un calentador de aceite.
Funcionamiento a alta temperatura: En condiciones normales, la temperatura del aceite no debe superar los 70°C. En condiciones especiales puede ser necesario un enfriador de aceite.
Aceites hidráulicos recomendados
FIAT-HTF 46
ENERGOL HLP 46
ESSO NUTO H46
CONCHA-TELLUS S46
TOTAL-AZOLLA 46
Garantía de seguridad y construcción principal de prensas plegadoras
Introducción
Esta sección proporciona directrices para garantizar la seguridad del personal y del equipo cuando se utiliza una máquina plegadora. Aunque está adaptada a requisitos específicos, también puede servir de referencia para otras máquinas.
Equipamiento de seguridad
Para garantizar la seguridad del personal y del equipo, se han integrado diversos mecanismos de seguridad en la máquina plegadora. Los operarios no deben alterar, retirar ni desactivar ningún equipo de seguridad.
Haz de luz/Haz láser
La máquina puede equiparse con un haz luminoso o un haz láser, en función de las necesidades del cliente. Estos haces forman una cortina de luz que, al ser interferida, activa el módulo de seguridad. Esto impide que el cilindro se desplace hacia abajo, protegiendo así al operario de posibles lesiones.
Rejilla de seguridad
Se instala una rejilla de seguridad en los laterales y la parte trasera de la máquina para mantener a los operarios alejados de las zonas peligrosas. Esta rejilla está conectada al sistema eléctrico mediante un interruptor de seguridad. Cuando se abre la rejilla de seguridad, el sistema eléctrico se activa, dejando la máquina inoperativa.
Parada de emergencia
Los botones de parada de emergencia están situados estratégicamente en el puesto de mando de la empuñadura y en el puesto de mando colgante. En caso de que se produzca un error de funcionamiento o cualquier otro accidente, al pulsar el botón de parada de emergencia se detendrán inmediatamente todas las acciones de la máquina.
Sistema hidráulico
El sistema hidráulico es un componente crítico de la máquina plegadora. La caída del ariete supone un peligro importante, que se mitiga con la inclusión de una válvula de elevación de seguridad. Los núcleos de válvula tanto de la válvula de intercambio como de la válvula elevadora de seguridad están monitorizados. Si se detecta alguna anomalía en los núcleos de las válvulas, la señal de monitorización detendrá el sistema eléctrico para evitar lesiones por la caída del ariete. Si los núcleos de la válvula no pueden restablecerse, la válvula debe inspeccionarse inmediatamente.
Solución de problemas
El funcionamiento normal de la máquina plegadora es seguro si se siguen todos los protocolos de seguridad. Sin embargo, en caso de accidentes inusuales o durante el mantenimiento y la reparación, se deben tomar las siguientes medidas:
Bloquea la rejilla de seguridad.
Pulse el botón de parada de emergencia situado en el interior de los montantes.
Busque ayuda profesional.
Si alguna parte del cuerpo queda aprisionada por el punzón o la chapa, siga estos pasos:
Pulse el botón de parada de emergencia.
Inspeccione la situación detenidamente.
Reinicie la máquina sólo después de asegurarse de que es seguro hacerlo.
Cambie el modo de funcionamiento a la posición "pulgadas".
Pulse el botón de retorno de la empuñadura para retraer el cilindro y liberar las piezas sujetas.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¡Atención a todos los entusiastas de la metalurgia! ¿Está cansado de adivinar el tonelaje adecuado para su prensa plegadora? No busques más. En esta entrada del blog, nos sumergiremos en el mundo de la...
Los operarios de prensas plegadoras desempeñan un papel crucial en la configuración del mundo que nos rodea, pero su trabajo no está exento de riesgos. En este artículo, analizaremos consejos de seguridad esenciales...
¿Se desgastan demasiado rápido sus herramientas de plegado? Este artículo se sumerge en las técnicas de reparación esenciales para prolongar la vida útil de sus herramientas, garantizando un rendimiento óptimo en su...
¿Se ha preguntado alguna vez cuál es el origen del término "prensa plegadora"? En esta cautivadora entrada de blog, nos embarcaremos en un fascinante viaje a través de la historia para descubrir las razones...
¿Alguna vez se ha preguntado cómo se dobla la chapa metálica para darle formas complejas? En este artículo se analizan seis tipos de procesos de plegado en prensas plegadoras: plegado, raspado, plegado por aire, rebajado, acuñado y plegado en tres puntos. Se...
En el vasto mundo de la fabricación, hay una máquina que destaca: la prensa plegadora. Con su capacidad para doblar y dar forma al metal con precisión y potencia, se ha convertido en un...
¿Alguna vez se ha preguntado qué hace que una plegadora CNC funcione sin problemas? La respuesta está en el aceite hidráulico. Este fluido esencial garantiza un rendimiento óptimo y la longevidad de la máquina. Nuestro artículo...
Reparar correctamente el cilindro hidráulico de una prensa plegadora es crucial para mantener el rendimiento y la seguridad de la máquina. El cilindro hidráulico suele constar de un pistón, un manguito, un vástago y un tornillo.....
¿Alguna vez se ha preguntado cómo consigue una prensa plegadora plegados tan precisos? Este artículo explora el fascinante mundo de los ejes de las prensas plegadoras y desvela los secretos que se esconden tras sus papeles y funciones. Aprenda cómo...