Calculadora de tonelaje de prensas plegadoras (en línea y gratuita)
¡Atención a todos los entusiastas de la metalurgia! ¿Está cansado de adivinar el tonelaje adecuado para su prensa plegadora? ¡No busque más! En esta entrada del blog, nos sumergiremos en el mundo del cálculo del tonelaje de la prensa plegadora, guiados por la experiencia de un ingeniero mecánico experimentado. Descubra fórmulas prácticas, tablas útiles y consejos para dominar el arte de doblar chapa metálica con precisión y eficacia. Prepárese para mejorar su técnica de plegado.
El tonelaje de una prensa plegadora es la fuerza necesaria para doblar una chapa metálica con una prensa plegadora. Medida en toneladas, esta fuerza es vital para conseguir plegados precisos en la fabricación de metal. Un cálculo preciso del tonelaje garantiza resultados de alta calidad y prolonga la vida útil del equipo, evitando problemas como daños en las herramientas y plegados imprecisos.
Factores que afectan al tonelaje
Tipo de material y grosor
Los distintos materiales requieren fuerzas diferentes debido a su resistencia a la tracción. Por ejemplo, el acero inoxidable necesita más tonelaje que el aluminio. El grosor del material también influye significativamente en la fuerza requerida, ya que los materiales más gruesos necesitan exponencialmente más fuerza para doblarse.
Longitud de plegado
La longitud del pliegue afecta al tonelaje necesario. Los pliegues más largos requieren más tonelaje debido al aumento de la resistencia a lo largo de la longitud del material.
Apertura de troqueles
El tamaño de la abertura de la matriz influye en la fuerza necesaria. Las aberturas de matriz más pequeñas requieren un mayor tonelaje, ya que el material debe introducirse en un espacio más reducido, mientras que las aberturas de matriz más grandes requieren menos fuerza.
Tipo de herramienta
El tipo de utillaje, como matrices en V o herramientas descentradas, influye en los requisitos de tonelaje. Por ejemplo, las herramientas de cuello de cisne, diseñadas para evitar la interferencia de la pieza de trabajo, requieren una manipulación cuidadosa para evitar un exceso de tonelaje.
Método de plegado
El método de curvado (curvado por aire, curvado por el fondo o acuñado) influye en el tonelaje. El curvado por aire es el que requiere menos tonelaje, el curvado por el fondo requiere más y el acuñado exige el tonelaje más alto.
Calculadora de tonelaje de prensas plegadoras
Puede utilizar la siguiente calculadora de tonelaje de prensas plegadoras para determinar la fuerza de plegado necesaria para su plegado de chapa. La calculadora proporciona unidades métricas e imperiales. Personalmente, recomiendo utilizar la calculadora de tonelaje de la prensa plegadora que aparece a continuación, ya que probablemente sea el método mejor y más cómodo para calcular la fuerza de plegado necesaria.
La anchura de apertura en V recomendada para el troquel inferior
S
0,5-3 mm
3-8 mm
9-10mm
>12mm
V
6*S
8*S
10*S
12*S
Por ejemplo, si el chapa metálica es acero dulce, con un grosor de 4 mm y una longitud de plegado de 3,2 m, la anchura teórica de la abertura inferior de la matriz debe ser 8 veces el grosor, es decir, 32 mm. Introduciendo estas cifras en la calculadora anterior (recuerde que las unidades están en mm), obtenemos un valor de 106,12 Ton.
Esto significa que necesitará una fuerza de plegado mínima de 106 toneladas para satisfacer sus necesidades de plegado. Por supuesto, generalmente multiplicamos el resultado final por un factor de seguridad de 1,1, y el valor resultante es el tonelaje de plegadora que puede elegir.
Nuevo método de cálculo del tonelaje
Si la relación anchura/espesor (V/S) no es igual a 9 y la relación radio/anchura no es igual a 0,16, la calculadora anterior no será válida.
En la magnitud de la fuerza de flexión influyen factores como el tamaño de la pieza, las propiedades mecánicas del material, la distancia entre los fulcros de la matriz, el radio de flexión relativo, la holgura entre las matrices, el coeficiente de fricción entre el material y la matriz, el mínimo ángulo de flexióny el método de flexión.
Por consiguiente, es difícil calcular con precisión la fuerza de flexión en teoría.
En la práctica, se suelen utilizar para el cálculo fórmulas empíricas o fórmulas teóricas simplificadas.
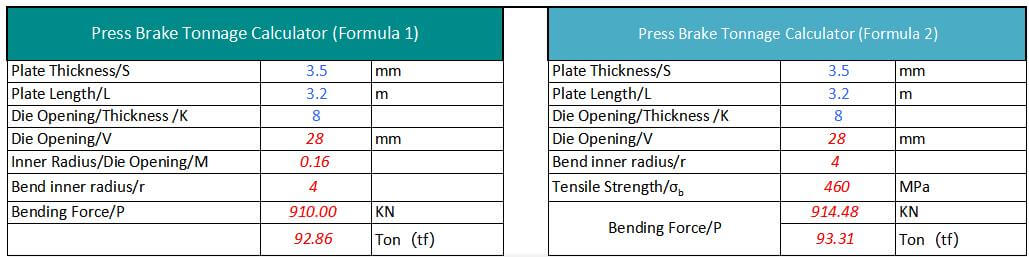
Fórmula de cálculo del tonelaje de la plegadora
En la actualidad, existen dos fórmulas principales para calcular el tonelaje de la prensa plegadora que gozan de gran popularidad.
La primera fórmula se utiliza habitualmente en China y la segunda en otros países.
Sin embargo, independientemente de la fórmula que se utilice, la presión necesaria calculada para la plegadora es básicamente la misma. A continuación presentaré estas dos fórmulas por separado.
Espesor de la placa S=4mm, anchura L=3m, σb=450N/mm².
Generalmente la anchura de la ranura V=S*8
Por lo tanto P=650*4²*3/4*8=975 (KN) = 99,5 (Ton)
El resultado obtenido utilizando la fórmula de la fuerza de flexión es muy similar a los datos de la tabla de fuerza de flexión.
Tenga en cuenta que el método #1 para calcular el tonelaje de la prensa plegadora se basa en el acero dulce. material de acero.
Si el material es acero inoxidable, aluminio o latón, puede ajustar fácilmente los resultados del cálculo multiplicándolos por los coeficientes que figuran en la tabla siguiente.
Material
Coeficientes
Acero dulce
1
Acero inoxidable
1.6
Aluminio
0.65
Latón
0.5
#2 Fórmula de cálculo del tonelaje de plegado
P - Fuerza de flexión (KN)
S - Espesor de la placa (mm)
L - Anchura de la placa (m)
V - Anchura de la ranura inferior (mm)
σb - Resistencia a la tracción (Mpa)
Por ejemplo:
Espesor de la placa S=4mm, anchura L=3m, σb=450N/mm².
Generalmente la anchura de la ranura V=S*8
Por lo tanto, P=1,42*.450*4²*3/48=958,5 (KN) = 96 (Ton)
La clave para chapa plegada metal con diferentes materiales es determinar la resistencia a la tracción de ese material específico y, a continuación, calcular la fuerza de flexión necesaria utilizando la fórmula anterior.
La tabla de resistencia a la tracción que figura a continuación puede servir de referencia:
Material
Blando (N/mm²)
Duro (N/mm²)
Plomo
25 – 40
–
Estaño
40 – 50
–
Aluminio
93
1710
Aleación de aluminio Tipo 4
230
480
Duraluminio
260
480
Zinc
150
250
Cobre
220 – 280
300 – 400
Latón (70:30)
330
530
Latón (60:40)
380
490
Bronce fosforoso / Bronce
400 – 500
500 – 750
Plata níquel
350 – 450
550 – 700
Hierro laminado en frío
320 – 380
–
Acero .1% Carbono
320
400
Acero .2% Carbono
400
500
Acero .3% Carbono
450
600
Acero .4% Carbono
560
720
Acero .6% Carbono
720
900
Acero .8% Carbono
900
1100
Acero 1.0% Carbono
1000
1300
Acero al silicio
550
650
Acero inoxidable
650 – 700
–
Níquel
440 – 500
570 – 630
#3 Nueva fórmula de cálculo de la fuerza de flexión
En el curvado por aire, la anchura de apertura V del troquel inferior suele ser de 8 a 10 veces el espesor de la chapa, S.
Fabricantes de prensas plegadoras suelen enumerar los valores correspondientes de la anchura de la matriz, V, y el diámetro interior, r, de la pieza de trabajo de flexión en su tabla de parámetros de fuerza de flexión.
Como norma general,
r=(0,16~0,17)V
Sin embargo, cuando el radio interior no es igual a (0,16-0,17)V, la fórmula de cálculo anterior ya no es aplicable.
En estos casos, debe remitirse a un nuevo método de cálculo para determinar la fuerza de plegado necesaria o el tonelaje de la prensa plegadora.
La calculadora es la siguiente:
Tabla de tonelaje de prensas plegadoras
La tabla de tonelaje de prensas plegadoras que figura a continuación puede ayudarle a determinar con facilidad la fuerza de plegado necesaria.
Para obtener instrucciones sobre cómo leer el diagrama de tonelaje de una plegadora, consulte esta entrada.
(1) Tabla de tonelaje de prensas plegadoras normales
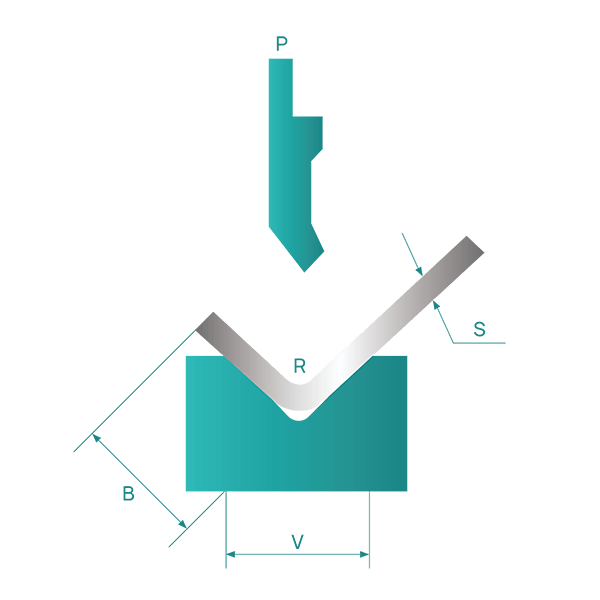
Datos de V, R, B
¿Cómo leer las tablas de tonelaje de prensas plegadoras?
El tonelaje indicado en la tabla de tonelaje de la plegadora se basa en una chapa con una resistencia a la tracción de σb=450N/mm² y una longitud de L=1m.
Ahora que ya tienes la flexión diagrama de fuerzasEl siguiente paso es comprender cómo localizar el tonelaje de la plegadora en el gráfico.
Suponiendo que su chapa metálica tiene un grosor de 4 mm, la regla general es que la apertura en V de la matriz inferior debe ser 8 veces el grosor de la chapa.
Sin embargo, cuando se trata de placas más gruesas, es necesaria una abertura en V mayor.
Las aperturas en V recomendadas que figuran a continuación pueden servir de referencia:
S
0,5-3 mm
3-8 mm
9-10mm
>12mm
V
6*S
8*S
10*S
12*S
Consideremos una chapa metálica de 4 mm de grosor.
Normalmente, la abertura en V de la matriz inferior debe ser 8 veces el grosor de la chapa. Sin embargo, para chapas más gruesas, la abertura en uve debe ser mayor.
Para determinar el tonelaje necesario de la plegadora, debemos consultar la tabla de tonelaje de la plegadora.
En primer lugar, busque la fila con un valor de grosor de "4" y, a continuación, determine el valor de apertura en V correspondiente de 32 (4 * 8).
La intersección de la fila y la columna donde confluyen los valores "4" y "32" indica un tonelaje de 330 KN.
Si necesitamos doblar una chapa de 4 mm de 3 metros de largo, el tonelaje necesario sería de 330 * 3 = 990 KN, o aproximadamente 101 toneladas. En este caso, recomendamos elegir una plegadora con un tonelaje de al menos 100 toneladas.
Sin embargo, es mejor optar por un tonelaje mayor, como 120 toneladas, ya que la vida útil de la máquina será mayor si funciona a plena carga durante periodos prolongados.
(2) Tabla de tonelaje de la plegadora Amada
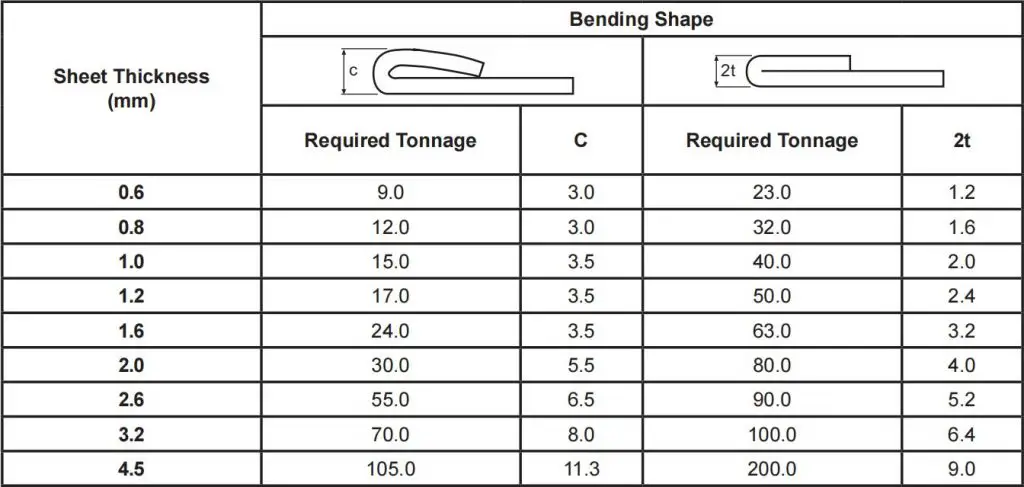
(3) Tabla de tonelaje de dobladillado y cierre para acero dulce y acero inoxidable
Hemming es un tipo de flexión que requiere una mayor cantidad de tonelaje en comparación con el plegado neumático estándar.
Las tablas siguientes ilustran el tonelaje necesario para las operaciones de dobladillado y cierre.
(1) Tabla de tonelaje de dobladillos y cierres para acero dulce
Nota: El tonelaje requerido se indica por 1 metro de longitud.
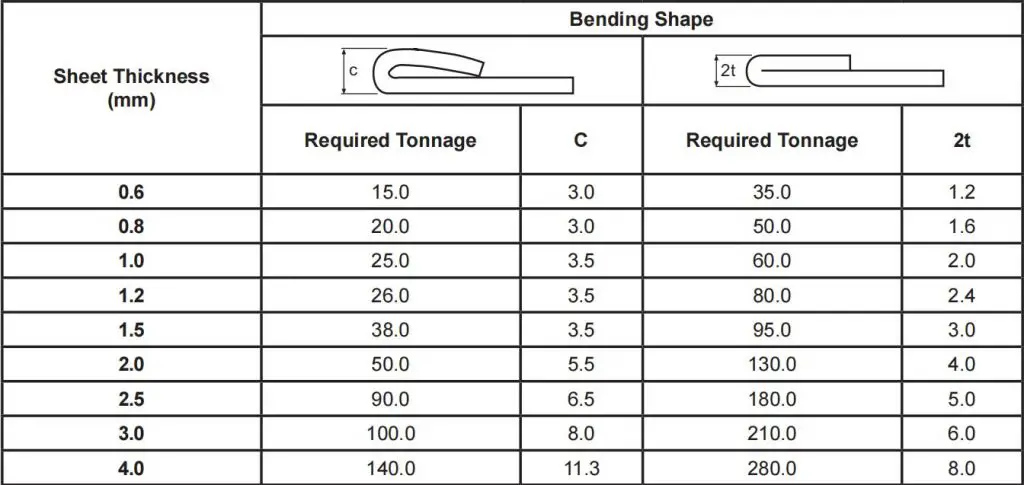
(2) Tabla de tonelaje de dobladillado y cierre para acero inoxidable
Nota: El tonelaje requerido se indica por 1 metro de longitud.
Radio de plegado
Durante el doblado de chapa metálica, se requiere un radio de curvatura en el punto de doblado, que no debe ser ni demasiado grande ni demasiado pequeño, sino que debe seleccionarse adecuadamente. Si el radio de curvatura es demasiado pequeño, es fácil que se produzcan grietas en el punto de curvatura, mientras que si el radio de curvatura es demasiado grande, la curvatura puede rebotar.
(1) Tabla de radios de curvatura
El radio de curvatura óptimo (radio de curvatura interior) para varios materiales de diferentes espesores se muestra en la tabla siguiente.
Posición correspondiente entre la dirección de la curva de flexión y la dirección de la fibra
vertical
en paralelo
vertical
en paralelo
08, 10
0.1t
0.4t
0.4t
0.8t
15, 20
0.1t
0.5t
0.5t
1.0t
25, 30
0.2t
0.6t
0.6t
1.2t
4550
0.5t
1.0t
1.0t
1.7t
65Mn
1.0t
2.0t
2.0t
3.0t
Aluminio
0.1t
0.35t
0.5t
1.0t
Cobre
0.1t
0.35t
1.0t
2.0t
Latón blando
0.1t
0.35t
0.35t
0.8t
Latón semiduro
0.1t
0.35t
0.5t
1.2t
Bronce fosforado
/
/
1.0t
3.0t
Los datos de la tabla anterior son óptimos y sólo sirven de referencia. De hecho, el redondeo de la hoja dobladora del fabricante suele ser de 0,3, y unas pocas hojas dobladoras tienen un redondeo de 0,5.
Para chapas ordinarias de acero con bajo contenido en carbono, inoxidable placas de aluminioPara placas de latón, cobre, etc., suele bastar con un redondeo interior de 0,2. Sin embargo, para algunas acero con alto contenido en carbono, aluminio duro y aluminio superduro, este tipo de redondeo por flexión puede provocar fracturas por flexión o agrietamiento del redondeo exterior.
(2) Fórmula de cálculo del radio de curvatura
Las piezas curvadas de chapa metálica requieren un radio de curvatura r en la curva. Normalmente, los planos de las piezas de chapa metálica tienen marcas claras para el radio de curvatura. El tamaño final después del doblado viene determinado por el radio de punzonado r0 y la cantidad de springback △r, es decir,
r = r0 + △r.
En la producción real, el radio de punzonado r0 utilizado está predominantemente entre 0,3 y 0,5 mm, lo que puede considerarse una constante y tiene un impacto menor en el radio de curvatura, por lo que a menudo puede despreciarse. Esto significa que el radio de curvatura r está estrechamente relacionado con el springback △r.
Sin embargo, la magnitud del springback está relacionada con la presión de doblado, que a su vez viene determinada por la anchura de la ranura de la matriz B y el espesor de la chapa t. Un aumento de la anchura de la ranura de la matriz B reduce la presión de doblado y aumenta el springback, mientras que una disminución de B aumenta la presión de doblado y reduce el springback.
Por lo tanto, en determinadas condiciones de la máquina curvadora, los factores que más influyen en el radio de curvatura son el radio r del punzón, la anchura B de la ranura de la matriz y el espesor t de la chapa.
Para calcular la prensa plegadora puede utilizarse la siguiente fórmula radio de curvatura:
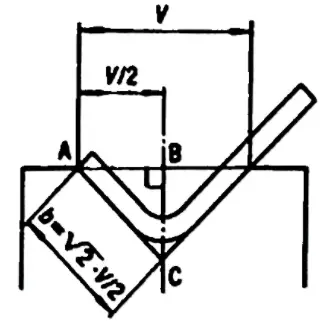
Tamaño mínimo del borde interno
La arista interior mínima es el lado más corto que se puede doblar sin que la chapa se deslice dentro de la uve durante el doblado.
De hecho, la chapa debe apoyarse a ambos lados de la uve mientras alcanza el ángulo requerido, de lo contrario se deslizará dentro de la uve con los consiguientes resultados insatisfactorios.
El borde interno mínimo puede calcularse con la siguiente fórmula:
Si el ángulo requerido es de 90°, borde interno mínimo = V x 0,67
Esta fórmula deriva de un cálculo geométrico, ya que la arista interior mínima es la diagonal de un cuadrado de lado=V/2. Entonces, teniendo en cuenta el radio, el resultado se aproxima a V x 0,67.
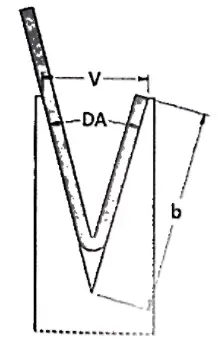
Cuando el ángulo requerido es distinto de 90°, la arista interior mínima también será diferente, ya que el lado más corto que puede situarse en la uve depende del ángulo.
De hecho, si un perfil tiene un ángulo agudo, la chapa será empujada más hacia el interior de la matriz y, por lo tanto, el lado tiene que ser más largo.
En cambio, si un perfil tiene un ángulo obtuso, necesita un lado más corto para apoyarse en una matriz. Por esta razón, deben utilizarse factores de corrección para calcular el borde interno mínimo adecuado.
Ángulo
Factores de corrección
30°
B = (V x 0,67) x 1,6
60°
B = (V x 0,67) x 1,1
90°
B = (V x0,67) x 1,0
120°
B = (V x 0,67) x 0,9
150°
B = (Vx 0,67) x 0,7
(1) Fórmula de cálculo del borde mínimo de flexión
La fórmula de cálculo del borde de flexión mínimo es diferente para los distintos ángulos de flexión, que se pueden consultar en la tabla siguiente.
165°
135°
120°
90°
60°
45°
30°
0.51×V
0.55×V
0.58×V
0.71×V
1×V
1.31×V
1.94×V
(2) Tabla de referencia de la altura mínima de flexión
Doblado en L
Tabla de referencia para el radio de curvatura interior R y la altura mínima de curvatura de las chapas finas laminadas en frío chapa de acero materiales:
Número de serie
Grosor del material
Anchura de la ranura cóncava
Puñetazo R
Altura mínima de flexión
1
0.5
4
0.2
3
2
0.6
4
0.2
3.2
3
0.8
5
0.8/0.2
3.7
4
1.0
6
1/0.2
4.4
5
1.2
8 (o 6)
1/0.2
5.5/4.5
6
1.5
10 (u 8)
1/0.2
6.8/5.8
7
2.0
12
1.5/0.5
8.3
8
2.5
16(14)
1.5/0.5
10.7/9.7
9
3.0
18
2/0.5
12.1
10
3.5
20
2
13.5
11
4.0
25
3
16.5
Doblado en Z
La cota mínima de flexión L para el plegado en Z de chapas metálicas de diferentes espesores se indica en la tabla siguiente:
Altura mínima de la curva en Z:
Número de serie
Grosor del material
Anchura de la ranura cóncava
Puñetazo R
Altura de la curva en Z L
1
0.5
4
0.2
8.5
2
0.6
4
0.2
8.8
3
0.8
5
0.8/0.2
9.5
4
1.0
6
1/0.2
10.4
5
1.2
8(6)
1/0.2
11.7(10.7)
6
1.5
10(8)
1/0.2
13.3(12.3)
7
2.0
12
1.5/0.5
14.3
8
2.5
16(14)
1.5/0.5
18.2(17.2)
9
3.0
18
2/0.5
20.1
10
3.5
20
2
22
11
4.0
25
3
25.5
Rebote de flexión
Diagrama esquemático del rebote de flexión
Ángulo de rebote de flexión:
Δα = b - a
donde: b - Ángulo real de la pieza después del rebote a - Ángulo de la matriz
Tamaño del ángulo de rebote:
Los ángulos de rebote para la flexión por aire en ángulo simple de 90° se muestran en la tabla siguiente.
Material
r/t
Espesor t(mm)
<0.8
0.8~2
>2
Acero bajo en carbono
<1
4°
2°
0°
Latón, σb=350MPa
1~5
5°
3°
1°
Aluminio, zinc
>5
6°
4°
2°
Acero al carbono medio, σb=400-500MPa
<1
5°
2°
0°
Latón duro, σb=350-400MPa
1~5
6°
3°
1°
Cobre duro, σb=350-400MPa
>5
8°
5°
3°
Acero de alto carbono, σb>550Mpa
<1
7°
4°
2°
1~5
9°
5°
3°
>5
12°
7°
6°
Factores que afectan al rebote y medidas para reducirlo.
Resistencia del material: El ángulo de rebote es proporcional al límite elástico del material e inversamente proporcional a su módulo elástico E. Para piezas de chapa con elevados requisitos de precisión, debe seleccionarse en la medida de lo posible acero con bajo contenido en carbono para reducir el rebote, y evitarse el acero con alto contenido en carbono, el acero inoxidable, etc.
Radio de flexión relativo r/t: Cuanto mayor sea el radio de flexión relativo r/t, menor será la deformación y mayor el ángulo de rebote Δα. Se trata de un concepto muy importante. La dirección radio de curvatura de la chapa debe ser lo más pequeño posible, teniendo en cuenta el rendimiento del material, lo que favorece la mejora de la precisión. Hay que tener en cuenta que hay que evitar diseñar arcos grandes, como el ejemplo que se muestra a continuación, que pueden causar dificultades en la producción y el control de calidad.
El arco de chapa es demasiado grande
Factores clave que influyen en el cálculo del tonelaje
Tipo de material y propiedades
El tipo de material que se va a curvar es crucial para determinar el tonelaje necesario. Los distintos materiales presentan diferentes resistencias a la tracción, lo que repercute directamente en la fuerza necesaria para el doblado. Por ejemplo, el acero dulce tiene una resistencia a la tracción de aproximadamente 400 MPa, mientras que el acero inoxidable puede alcanzar unos 600 MPa o más. Esta diferencia significa que se necesita más fuerza para doblar el acero inoxidable que el acero dulce. Además, el grosor del material desempeña un papel importante; los materiales más gruesos exigen exponencialmente más fuerza para lograr la curvatura deseada. Una chapa de acero inoxidable de 10 mm de grosor requerirá un tonelaje significativamente mayor que una de 2 mm de grosor.
Material Grosor
El grosor del material es directamente proporcional al tonelaje necesario. Los materiales más gruesos requieren más fuerza para doblarse. Esta relación no es lineal, sino exponencial: al duplicar el grosor del material, se duplica con creces el tonelaje necesario. Por ejemplo, si una chapa de 5 mm de grosor requiere 50 toneladas de fuerza, una chapa de 10 mm de grosor podría requerir más de 100 toneladas. Por tanto, medir y contabilizar con precisión el grosor del material es esencial para calcular el tonelaje.
Tamaño de la abertura del troquel
El tamaño de la abertura de la matriz, o la matriz en V, es un factor crítico en los requisitos de tonelaje. Las aberturas de troquel más pequeñas requieren un tonelaje mayor, ya que el material debe presionarse en un espacio más estrecho, lo que aumenta la resistencia. Por ejemplo, una apertura de matriz de 30 grados puede requerir menos fuerza que una apertura de matriz de 10 grados para el mismo material y grosor. A la inversa, las aberturas de matriz más grandes requieren menos fuerza, lo que facilita el proceso de plegado.
Método de plegado
Los distintos métodos de plegado requieren distintos niveles de fuerza. El plegado por aire, el plegado inferior y el acuñado son los tres métodos principales utilizados en las operaciones de plegado. El plegado por aire implica presionar el material en un troquel en V, pero no completamente, lo que requiere la menor cantidad de tonelaje. Este método permite cierta recuperación elástica, que debe tenerse en cuenta en el ángulo final. El doblado inferior, que presiona el material hasta el fondo de la matriz, requiere más fuerza debido a la mayor resistencia del material. La acuñación, el método que requiere más fuerza, consiste en presionar el material completamente dentro de la matriz, lo que permite realizar dobleces precisos con un retroceso elástico mínimo. El impacto único de cada método sobre el material determina el tonelaje necesario.
Tipo y estado de las herramientas
El tipo y el estado del utillaje utilizado en las operaciones de plegado también afectan al cálculo del tonelaje. Los distintos tipos de matrices y punzones tienen requisitos de fuerza diferentes. Por ejemplo, las herramientas de cuello de cisne, diseñadas para evitar interferencias con la pieza de trabajo, necesitan un manejo cuidadoso para evitar un exceso de tonelaje, que puede provocar daños en el equipo. Un utillaje en buen estado garantiza un plegado más preciso y eficaz, mientras que los utillajes desgastados o dañados pueden aumentar la fuerza necesaria y comprometer la calidad del plegado.
Capacidad de plegado
Es fundamental tener en cuenta la capacidad de la propia prensa plegadora. El tonelaje calculado no debe superar la capacidad nominal de la máquina, ya que la sobrecarga puede provocar daños en el equipo, como la deformación de la bancada o el cilindro. Asegurarse de que la plegadora funciona dentro de su capacidad no sólo evita daños, sino que prolonga la vida útil de la máquina. Por ejemplo, si una prensa plegadora tiene una capacidad nominal de 100 toneladas, es esencial calcular cuidadosamente el tonelaje necesario para cada trabajo a fin de evitar sobrepasar este límite.
Factores medioambientales
Las condiciones ambientales, como la temperatura y la humedad, pueden afectar a las propiedades de los materiales y, en consecuencia, al tonelaje necesario. Por ejemplo, los materiales pueden volverse más quebradizos a temperaturas más frías, lo que requiere una manipulación y unos ajustes de fuerza diferentes. Además, la humedad puede afectar a ciertos materiales, como el aluminio, que puede absorber humedad y cambiar sus características. Tener en cuenta estos factores garantiza unas operaciones de plegado más precisas y fiables.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Los operarios de prensas plegadoras desempeñan un papel crucial en la configuración del mundo que nos rodea, pero su trabajo no está exento de riesgos. En este artículo, analizaremos consejos de seguridad esenciales...
¿Se desgastan demasiado rápido sus herramientas de plegado? Este artículo se sumerge en las técnicas de reparación esenciales para prolongar la vida útil de sus herramientas, garantizando un rendimiento óptimo en su...
¿Se ha preguntado alguna vez cuál es el origen del término "prensa plegadora"? En esta cautivadora entrada de blog, nos embarcaremos en un fascinante viaje a través de la historia para descubrir las razones...
¿Alguna vez se ha preguntado cómo se dobla la chapa metálica para darle formas complejas? En este artículo se analizan seis tipos de procesos de plegado en prensas plegadoras: plegado, raspado, plegado por aire, rebajado, acuñado y plegado en tres puntos. Se...
En el vasto mundo de la fabricación, hay una máquina que destaca: la prensa plegadora. Con su capacidad para doblar y dar forma al metal con precisión y potencia, se ha convertido en un...
¿Alguna vez se ha preguntado qué hace que una plegadora CNC funcione sin problemas? La respuesta está en el aceite hidráulico. Este fluido esencial garantiza un rendimiento óptimo y la longevidad de la máquina. Nuestro artículo...
Reparar correctamente el cilindro hidráulico de una prensa plegadora es crucial para mantener el rendimiento y la seguridad de la máquina. El cilindro hidráulico suele constar de un pistón, un manguito, un vástago y un tornillo.....
¿Alguna vez se ha preguntado cómo consigue una prensa plegadora plegados tan precisos? Este artículo explora el fascinante mundo de los ejes de las prensas plegadoras y desvela los secretos que se esconden tras sus papeles y funciones. Aprenda cómo...
¿Alguna vez ha tenido problemas para ajustar la longitud correcta de la carrera de la plegadora? Muchos operarios lo hacen, a menudo recurriendo al método de ensayo y error. Este artículo desmitifica el proceso, proporcionando una fórmula clara para calcular...