Prevención del Golpe Magnético en Soldadura: Causas y soluciones
¿Alguna vez ha notado que su arco de soldadura se desvía? Probablemente se deba al soplado magnético, un problema común que afecta a la calidad de la soldadura. Este artículo explora las causas del soplado magnético y ofrece soluciones prácticas para mitigar sus efectos. Desde el ajuste de los ángulos de los electrodos hasta el uso de soldadura CA, descubra cómo mantener un arco de soldadura estable y garantizar soldaduras de calidad superior. Sumérjase en las complejidades de este fenómeno y aprenda a mantener sus soldaduras precisas y limpias.
Este artículo explica las causas del soplo magnético del arco y los factores que afectan al tamaño del soplo magnético, e introduce el impacto del soplo magnético en la calidad de la soldadura.
Desde los aspectos del diseño y la tecnología, se proponen medidas para controlar la influencia del soplo magnético en la calidad de la soldadura.
Introducción
La rectitud del arco se refiere a la propiedad del arco como conductor flexible para resistir interferencias externas y esforzarse por mantener la corriente de soldadura fluyendo a lo largo del eje del electrodo.
Cuando el electrodo se inclina, la dirección del arco también se inclina, y la línea central del arco se extiende en la dirección de la inclinación del electrodo, lo que se denomina soplo magnético.
1. Producción de soplado magnético
1.1 Las razones del soplo magnético son:
(1) Una posición de conexión incorrecta provoca un golpe magnético.
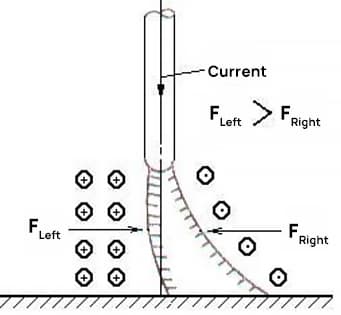
La corriente de soldadura genera un campo magnético en el espacio. Cuando el electrodo está perpendicular a la pieza, la densidad del campo magnético en el lado izquierdo del arco es mayor que en el lado derecho.
La distribución desigual del campo magnético hace que el lado más denso ejerza empuje sobre el arco, haciendo que se desvíe del eje.
(2) Los materiales ferromagnéticos asimétricos provocan un golpe magnético.
Al soldar, colocar un chapa de acero (conductor magnético) en un lado del arco, debido a la conductividad magnética mucho mayor de los materiales ferromagnéticos que el aire, la mayoría de las líneas de campo magnético en el lado del material ferromagnético forman curvas cerradas, reduciendo la densidad de líneas de campo magnético entre el arco y el material ferromagnético, por lo que bajo la acción de la fuerza electromagnética, el arco tiende a soplar hacia el lado con el material ferromagnético.
(3) El movimiento del arco en el extremo de la placa de acero provoca el golpe magnético, como se muestra en la figura siguiente.
Esto se debe a que cuando el arco alcanza el extremo de la placa de acero, el área de flujo magnético cambia, provocando un aumento de la densidad de las líneas de campo magnético espacial cerca del borde de la pieza.
Por lo tanto, bajo la acción de la fuerza electromagnética, se produce un golpe magnético que apunta hacia el interior de la pieza.
Como se muestra en la siguiente imagen:
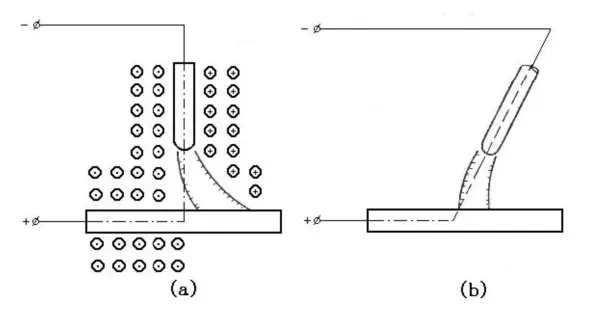
Diagrama esquemático de soplado de desviación magnética de arco
(1) Desviación magnética causada por la posición de conexión de los cables
(2) Desviación magnética causada por material ferromagnético cerca del arco
Desviación magnética soplado causado por objetos ferromagnéticos en un lado del arco
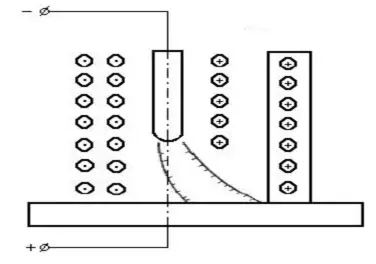
(3) Soplado de desviación magnética generado cuando el arco se encuentra en el extremo de la pieza de trabajo
Desviación magnética soplado generado por el arco en el extremo de la pieza de trabajo
1.2 Peligros del soplado por deflexión magnética:
Durante el proceso de soldaduraDebido a la interferencia del flujo de gas, la excentricidad del revestimiento del electrodo y la fuerza magnética del campo magnético, se produce el fenómeno de desviación del centro del arco respecto al eje del electrodo.
Es decir, si alguna razón destruye la uniformidad de la distribución del campo magnético y la carga en el arco está sometida a una tensión desigual, hará que el arco se desvíe hacia un lado.
En otras palabras, el soplado de desviación magnética del arco de soldadura causado por la fuerza electromagnética generada por el circuito de soldadura durante DC soldadura por arco se denomina soplado de desviación magnética del arco de soldadura.
El soplado con desviación magnética no sólo hace que el arco arda de forma inestable, aumente las salpicaduras y se pierda protección cuando caen las gotas fundidas, sino que también afecta gravemente a la formación de la soldadura.
2. Soluciones
Según las causas del soplado por desviación magnética, se pueden utilizar los siguientes métodos en la producción e instalación para superar y eliminar la influencia del soplado por desviación magnética en el arco de soldadura:
(1) Cambie correctamente la posición del cable de tierra en la soldadura para que las líneas de campo magnético alrededor del arco se distribuyan lo más uniformemente posible;
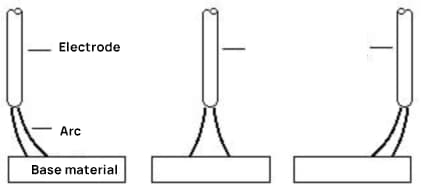
(2) Ajustar adecuadamente el ángulo de inclinación del electrodo durante el funcionamiento, e inclinar el electrodo hacia la dirección de soplado de desviación;
(3) El uso de soldadura trasera segmentada y corta soldadura por arco también puede superar eficazmente el soplado de desviación magnética;
(4) Utilizar soldadura de CA en lugar de soldadura de CC. Cuando se utiliza la soldadura AC, el campo magnético cambiante produce corriente inducida en el conductor, y el campo magnético producido por la corriente inducida debilita el campo magnético causado por la corriente de soldadura, controlando así el soplado de desviación magnética;
(5) Coloque materiales ferromagnéticos que generen campos magnéticos simétricos e intente distribuir los materiales ferromagnéticos alrededor del arco de manera uniforme;
(6) Reducir el magnetismo residual en la soldadura.
El magnetismo residual en la soldadura se debe principalmente a la disposición ordenada de los dominios magnéticos atómicos.
Para perturbar la disposición de los dominios magnéticos en la soldadura y reducir o impedir el soplado de desviación magnética, debe aplicarse un calentamiento local a las partes con magnetismo residual en la soldadura a una temperatura de 250-300℃.
Este método tiene un buen efecto de desmagnetización en la producción y el uso.
Además, se puede añadir un imán para equilibrar el campo magnético en la parte de magnetismo residual de la soldadura.
(7) Utilizar el método de desmagnetización. Es decir, dejar que la soldadura produzca un campo magnético opuesto al magnetismo residual en la soldadura para superar y eliminar la influencia del soplado de desviación magnética en el arco de soldadura.
Tomando como ejemplo la soldadura de tuberías, se presenta la aplicación de la prevención del soplado por desviación magnética.
En la soldadura de tuberías a presión, el soplado por deflexión magnética es propenso a producirse en el proceso de soldadura a tope de tuberías de pared gruesa, lo que imposibilita la realización manual de la soldadura por tungsteno. soldadura por arco de argón en el pase raíz.
Según la incidencia del soplado por deflexión magnética, éste se produce principalmente en la unión de tuberías de pared gruesa, y se produce en varias soldaduras cuando la tubería está a punto de cerrarse.
Las tuberías de pared gruesa con materiales ferromagnéticos presentan magnetismo residual durante la fabricación y el procesamiento.
Cuanto más larga es la tubería, más magnetismo residual se acumula, que se manifiesta en la junta de cierre final, provocando el soplado de la deflexión magnética.
Medidas específicas: Utilice el cable de soldadura para enrollar alrededor de ambos lados de la junta.
Cuando se ceba el arco, la corriente de soldadura genera un campo magnético inducido a través del devanado del cable para contrarrestar el magnetismo residual y superar el soplado de desviación magnética.
El efecto de la soldadura puede ajustarse mediante los dos métodos siguientes:
1) Cuando la corriente de soldadura es constante, la intensidad del campo magnético inducido generado en la soldadura puede ajustarse ajustando el número de devanados del cable para que sea igual en magnitud y opuesto en dirección a la intensidad del campo magnético residual;
2) Cuando el número de devanados del cable es constante, la corriente de soldadura puede cambiarse dentro del rango permitido para ajustar la intensidad del campo magnético inducido generado en la pieza soldada para que sea igual en magnitud y opuesto en dirección a la intensidad del campo magnético residual, eliminando así el magnetismo residual en la unión y superando la influencia de la desviación magnética que sopla sobre el arco de soldadura.
3. Conclusión
En los entornos de soldadura reales, las causas del soplado de la desviación magnética no son las mismas debido a los diferentes entornos de soldadura.
Por lo tanto, es necesario combinar con la situación real en el sitio para averiguar las causas de soplado de deflexión magnética y tratar con ellos sobre la base de la experiencia resumen anterior para asegurar la calidad de soldadura en la soldadura sobre el terreno.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Por qué la soldadura por arco de argón produce a veces poros, y cómo podemos solucionarlo? La porosidad de la soldadura, a menudo causada por impurezas, un flujo de gas inadecuado o una técnica incorrecta, puede debilitar las soldaduras y...
¿Ha pensado alguna vez en los peligros ocultos que acechan detrás de cada chispa de soldadura? La soldadura, aunque esencial, plantea numerosos riesgos, como accidentes eléctricos, incendios, humos tóxicos y lesiones físicas. Este artículo...
¿Se ha preguntado alguna vez por qué a veces fallan las estructuras soldadas a pesar de su aspecto robusto? Este artículo se sumerge en los desafíos ocultos de la soldadura, explorando cómo el calentamiento y el enfriamiento desiguales pueden conducir...
¿Se ha preguntado alguna vez por los peligros ocultos tras las brillantes chispas de la soldadura? En este artículo, exploramos los efectos nocivos de la soldadura por arco de argón en el cuerpo humano....
¿Alguna vez se ha preguntado cómo una maquinaria compleja se mantiene unida a la perfección? Este artículo se adentra en el fascinante mundo de la soldadura a tope, un método muy eficaz para unir metales. Aprenderá sobre su...
Imagine intentar soldar un material tan fuerte que resista el desgaste, pero tan delicado que una técnica inadecuada podría provocar un fallo catastrófico. Este es el reto al que se enfrenta...
¿Se ha preguntado alguna vez qué hace que el acero inoxidable para soldar sea tan resistente? En este artículo, exploraremos el fascinante mundo de las varillas de soldadura de acero inoxidable, revelando cómo sus composiciones y propiedades únicas hacen...
¿Alguna vez se ha preguntado qué significa "soldadura en X" o "soldadura por puntos"? Nuestro último artículo desglosa 292 términos de soldadura cruciales, ofreciendo definiciones claras y ejemplos prácticos. Tanto si es un soldador experimentado como si acaba de empezar,...
¿Alguna vez se ha preguntado por qué algunos metales se sueldan a la perfección mientras que otros se agrietan y se rompen? Este artículo explora el fascinante mundo de la soldabilidad, centrándose en el acero al carbono y sus diversas formas.....