Existen principalmente tres métodos para procesar los bordes de los componentes de los buques:
1. Método de cizallamiento mecánico
(1) Principio del cizallamiento mecánico
(2) Tecnología de procesamiento del cizallado mecánico
2. Corte con gas (método de corte químico)
(1) Principio del corte por gas
(2) Proceso de la tecnología de corte por gas
3. Corte por plasma CNC método
A continuación, el principio básico de corte por plasma y su aplicación en la construcción naval.
Método de corte por plasma:
Existe una diferencia esencial entre el proceso de corte por plasma y el principio de corte por gas. Se trata de un proceso de corte físico que utiliza la alta temperatura del arco de plasma para fundir el metal en la costura de corte y, a continuación, lo sopla con una llama de alta velocidad para formar una estrecha brecha que separa el material a medida que se desplaza la boquilla.
El arco de plasma también se conoce como arco comprimido, que tiene una sección transversal conductora relativamente pequeña y, por tanto, concentra la energía de forma más eficaz.
(1) Principio del corte por arco de plasma
1. Generación del arco de plasma
El principio de generación del arco de plasma es básicamente el mismo que el del arco de soldadura. El arco es una forma estable de descarga de gas, que es el fenómeno de la corriente que pasa a través del gas. En circunstancias normales, el gas es un buen aislante. Con la acción de energía externa, algunos átomos del gas emiten electrones y se convierten en iones positivos - ionización.
El principio de la generación de arcos.
La magnitud de la energía externa está representada por el potencial de ionización. Según la forma en que se suministra la energía externa, la ionización del gas puede dividirse en tres formas: fotoionización, ionización por colisión e ionización térmica. La ionización del gas en el arco es principalmente ionización térmica.
El grado de ionización de un gas se expresa mediante el grado de ionización: la relación entre la densidad de iones o electrones y la densidad de partículas neutras antes de la ionización.
Un gas con un grado de ionización inferior a 0,1% se denomina gas débilmente ionizado, cuyas propiedades son similares a las del gas no ionizado.
Propiedades del gas ionizado.
Cuando el grado de ionización alcanza 1%, la conductividad del gas se aproxima a la del gas totalmente ionizado. La temperatura y el grado de ionización del arco de plasma son significativamente superiores a los del arco de soldadura ordinario, pero la conductividad del arco de plasma no cambia significativamente.
El tamaño de la sección transversal de la columna de arco de plasma es relativamente pequeño y su resistencia suele ser grande. El principal factor que determina el grado de ionización del gas es la temperatura.
Definición de plasma
A 30.000K, casi todos los gases se ionizan y se encuentran en un estado de ionización completa. El gas en estado de ionización completa se denomina "plasma".
Este gas está compuesto en su totalidad por partículas cargadas, tiene una fuerte conductividad y presenta importantes propiedades electromagnéticas, pero en su conjunto permanece eléctricamente neutro. Se considera el cuarto estado de la materia.
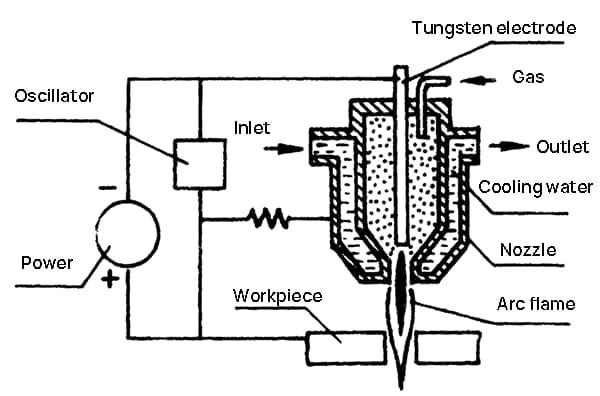
2. Principio del dispositivo generador de arco de plasma.
Efecto de constricción térmica (1)
El arco arde a través del orificio de la tobera entre el electrodo de tungsteno y el metal que se está cortando. La columna del arco se enfría mediante el flujo de aire frío y la pared del orificio de la tobera refrigerada por agua. Este efecto de enfriamiento hace que se produzca una constricción de la columna de arco de plasma, lo que aumenta la densidad de energía y la temperatura del arco en la estrecha región del centro de la columna de arco de plasma. Este fenómeno se conoce como efecto de constricción térmica.
Este efecto hace que disminuya la sección transversal de la columna de arco y aumente la densidad de corriente.
La energía de toda la columna del arco se concentra en la región central.
Efecto de constricción térmica (2).
Este efecto de enfriamiento se denomina "efecto de constricción térmica". Con un área de sección transversal reducida, la misma corriente requiere una tensión de alimentación mayor.
En este punto, la intensidad del campo eléctrico de la columna de arco aumenta.
El valor de la intensidad del campo eléctrico refleja en gran medida el grado de compresión al que está sometido el arco.
Efecto de constricción magnética
Cuando la corriente del arco de plasma alcanza un determinado valor, el campo magnético generado por la corriente del arco comprime aún más la sección transversal de la columna del arco. Este efecto se denomina "efecto de constricción magnética".
Los arcos de combustión libre también presentan efectos de constricción magnética. El arco de plasma tiene una mayor densidad de corriente y se basa en la constricción térmica, por lo que el efecto de constricción magnética es más fuerte.
Efecto de constricción mecánica
La abertura del orificio de la boquilla ejerce un efecto de compresión forzada sobre la columna de arco. El flujo de gas comprimido o de agua alrededor del arco también ejerce un efecto de compresión forzada sobre la columna del arco, lo que se conoce como efecto de constricción mecánica.
Esta compresión del arco se denomina "efecto de constricción mecánica".
Aplicación del corte por plasma
La presión de los tres efectos de constricción y la difusión térmica dentro del arco de plasma alcanzan un equilibrio, formando un flujo de plasma de alta velocidad y alta temperatura que se pulveriza fuera del orificio de la boquilla.
Cuando el flujo de plasma encuentra metal a baja temperatura, se recombina en átomos o moléculas y libera energía, haciendo que el metal en la costura de corte se caliente rápidamente y se funda. La fuerte fuerza mecánica del flujo de plasma empuja entonces el metal fundido para lograr el corte.
Dispositivo de generación de plasma para chorro de agua
La figura ilustra un diagrama esquemático de un dispositivo de generación de plasma para corte por chorro de agua, que difiere del corte por arco de plasma convencional principalmente en la estructura de la boquilla.
Estructura del dispositivo de generación de plasma para chorro de agua
Añada un círculo de orificios para chorros de agua a la salida de la columna del arco en la boquilla. Los chorros de agua salen disparados desde todos los lados hacia el arco, aumentando el efecto de contracción térmica. La columna de arco se contrae aún más por el enfriamiento del agua.
La densidad de energía del arco es más concentrada, lo que aumenta aún más la velocidad de corte.
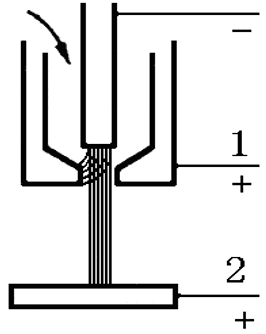
Tipos de arco de plasma:
El dispositivo de generación de arco de plasma está formado a base de electrodo de tungsteno soldadura por arco de argón práctica. Según el modo de conexión de la fuente de alimentación, el arco de plasma puede dividirse en tres tipos: arco transferido, arco no transferido y arco híbrido.
Generación de arco de plasma transferido:
El electrodo está conectado al polo negativo y la pieza al polo positivo. El arco se forma primero entre el electrodo y la boquilla y, a continuación, se aplica una tensión relativamente alta entre el electrodo y la pieza. Como resultado, el arco de plasma se transfiere del electrodo a la pieza de trabajo.
Aplicaciones del arco de plasma transferido:
El punto catódico y el punto anódico del arco de plasma transferido caen sobre el electrodo y la pieza, respectivamente. Esto da lugar a una gran generación de calor que se concentra en el punto de contacto entre el arco y la pieza de trabajo. Este tipo de arco de plasma puede utilizarse tanto para cortar como para aplicaciones de soldadura.
Dado que el arco de plasma transferido se produce entre el electrodo y la pieza, es necesario que ésta sea conductora.
Arco de plasma no transferido:
En el caso del arco de plasma no transferido, sólo la tobera está conectada al polo positivo. El arco de plasma se genera entre el electrodo y la tobera, y la llama de alta temperatura fluye a través de la tobera. El punto anódico se encuentra en la tobera, lo que provoca una mayor pérdida de calor y conduce a una disminución de la temperatura del arco de plasma.
El arco de plasma no transferido es adecuado para cortar y soldar metales finos y no metálico materiales.
Arco de plasma híbrido:
Los arcos de plasma de transferencia y de no transferencia están presentes simultáneamente. Este tipo de arco de plasma se utiliza principalmente en la soldadura por microarco y la pulverización de material en polvo.
Características físicas del arco de plasma
(1) Las características térmicas del arco de plasma.
Las características térmicas son propiedades importantes de una fuente de calor. La temperatura, la potencia térmica y la eficiencia térmica del arco de plasma son:
① La temperatura del arco de plasma.
La temperatura del arco de plasma se refiere principalmente a la temperatura de la columna de arco. La temperatura de la columna de arco suele estar relacionada con la potencia del arco, el gas, los materiales del electrodo y otras condiciones de trabajo.
Efecto del potencial de ionización del gas sobre la temperatura.
La composición de los gases en el espacio tiene un impacto sustancial en la temperatura de la columna de arco. Un mayor potencial de ionización del gas suele conducir a una mayor temperatura de la columna de arco.
Además, el potencial de ionización del vapor de los materiales del electrodo puede afectar significativamente a la temperatura de la columna del arco cuando es más baja.
Cuando se utiliza un arco de electrodo de metal fundido, el vapor metálico resultante tiene un bajo potencial de ionización, y la temperatura oscila entre 5000K-6000K. Tras la generación de plasma, se suelen utilizar electrodos de tungsteno que no se evaporan.
La temperatura del arco de plasma
La temperatura de la columna del arco de plasma puede oscilar entre 15000K-50000K, y existe un gradiente de temperatura extremadamente alto desde el centro hacia el borde. En comparación con los otros dos tipos de arco de plasma, el arco de plasma de transferencia tiene una temperatura más alta.
Bajo las condiciones de I=300A, U=250V, d=2,8mm de apertura de la boquilla, y un caudal de gas de Q=50l/min, utilizando nitrógeno como gas de trabajo, la temperatura máxima cerca de la boquilla alcanza Tmax=30000℃. Con I=1500A y d=2,5mm, Tmax=52000℃, y la concentración de energía alcanza 1,1×109 W/cm2.
② La potencia térmica del arco de plasma.
Una fuente de calor de alta temperatura no equivale necesariamente a una mayor capacidad calorífica. La capacidad calorífica de una fuente de calor depende de su potencia térmica, es decir, de la cantidad de energía térmica que puede transferir por unidad de tiempo.
La potencia térmica de un arco es la cantidad de energía eléctrica convertida en energía térmica en un tiempo determinado, también conocida como consumo de potencia. Representa la cantidad de calor generada por el arco por unidad de tiempo.
Cálculo de la potencia térmica de un arco de plasma.
Debido a su elevada tensión (V) y corriente (I) de funcionamiento, un arco de plasma genera una cantidad significativa de potencia térmica. Por ello, la potencia térmica de un arco de plasma puede ajustarse con precisión mediante diversos parámetros.
Parámetros que influyen en la potencia térmica
La corriente de trabajo de un arco de plasma depende de varios factores, como la geometría y el tamaño de la boquilla, la composición y el caudal del gas de trabajo, y el material del electrodo.
Estos parámetros desempeñan un papel fundamental en la determinación de la corriente de funcionamiento de un arco de plasma. Además, la influencia de la composición del gas puede orientar la selección del gas de trabajo.
Cuando se utiliza como fuente de calor, un arco de plasma genera una cantidad sustancial de calor. El gas desempeña un papel crucial en la transmisión de una parte significativa de este calor a la pieza de trabajo.
El gas de trabajo de un arco de plasma
Durante los procesos de calentamiento, descomposición e ionización que tienen lugar dentro de la columna de arco, el gas absorbe calor y alcanza temperaturas extremadamente altas.
La cantidad de calor absorbida por el gas aumenta a medida que sufre descomposición térmica e ionización o experimenta un aumento de temperatura, lo que en última instancia aumenta su capacidad de transferencia de calor.
Desde el punto de vista de la descomposición térmica, sólo los gases en estado molecular pueden someterse a este proceso. Los gases de trabajo para los arcos de plasma incluyen H2, N2, aire, vapor de agua, argón y otros.
A medida que aumenta la temperatura del gas utilizado en una combustión por arco de plasma, también lo hace su entalpía.
La eficacia térmica de un arco de plasma
La energía eléctrica se transforma en energía térmica en la pistola de plasma, pero no toda se utiliza para calentar la pieza. Una parte se la lleva el agua de refrigeración y la radiación. Con arco transferido, hay menos pérdida de calor, y la pieza puede recibir 60% de la energía térmica.
La cantidad real de energía térmica recibida por la pieza es la potencia térmica efectiva del arco de plasma.
(2) Velocidad de la llama del arco de plasma
La velocidad de la llama de arco de plasma es extremadamente rápida, alcanzando velocidades supersónicas de hasta 300-1000m/s y tiene una fuerte fuerza de soplado. El gas de la pieza se expande rápidamente debido al calentamiento en el canal de la boquilla, lo que da lugar a una velocidad de chorro rápida debido a la aceleración térmica.
En los procesos de corte, los arcos de plasma con velocidades de llama rápidas y fuerzas de impacto elevadas se conocen como arcos rígidos. Las boquillas de pequeña abertura y los gases de trabajo de gran caudal facilitan la obtención de arcos rígidos.
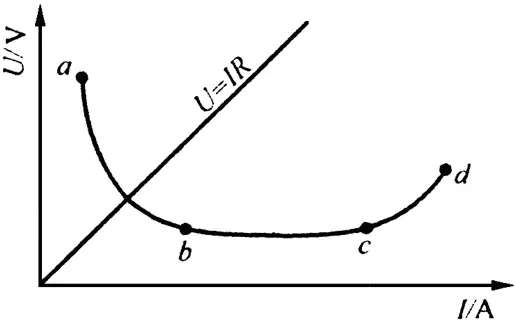
(3) Las características eléctricas del arco de plasma
Las características estáticas voltio-amperio del arco de plasma, también conocidas como característica estática.
Las características estáticas del arco de plasma
La tobera limita el aumento de la sección transversal de la columna del arco de plasma. La diferencia entre las características estáticas del arco de plasma y las de un arco eléctrico ordinario se manifiesta en dos aspectos: una tensión más elevada y una tendencia a presentar una característica plana o ascendente.
Las características estáticas del arco de plasma están relacionadas con el tipo y el caudal del gas de trabajo, el tamaño de la boquilla, la separación de los electrodos y otros factores.
(4) La estabilidad de la combustión del arco de plasma.
Cuando se utiliza un plasma de arco transferido, puede producirse un fenómeno denominado arco dual, que puede alterar la estabilidad de la combustión del arco de plasma.
El doble arco puede interrumpir el avance normal del proceso de corte y causar daños en la boquilla.
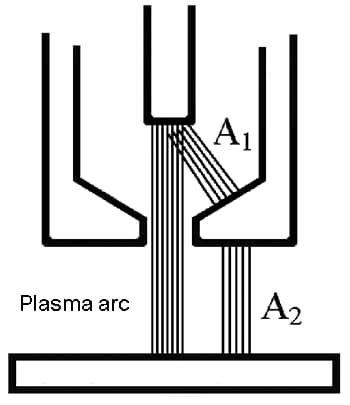
Fenómeno de arco dual
En determinadas condiciones de corriente y externas, la tensión del arco tiende siempre a mantener un valor mínimo. Se trata de una regla importante de la física del arco conocida como principio de la tensión mínima.
Cuando se produce el arco dual, la tensión de A1+A2 es inferior a la del arco de plasma, por lo que la caída de tensión en el canal de la tobera está directamente relacionada con el fenómeno de arco dual.
El doble arco y la tensión del arco de plasma
Para aumentar el grado de compresión del arco, es conveniente reducir la apertura de la tobera y alargar el arco de plasma, aumentando así la tensión y el efecto de contracción magnética.
La tensión es directamente proporcional a la longitud del arco, por lo que los aumentos excesivos de la longitud del arco deben limitarse desde la perspectiva de la prevención del fenómeno de arco dual. También hay otros factores que pueden afectar al fenómeno de arco dual.
(2) Equipo y proceso de corte por arco de plasma
1. Fuente de alimentación de arco de plasma.
La relación entre la corriente de salida y la tensión en los terminales de la fuente de alimentación se conoce como características externas de la fuente de alimentación.
El arco de plasma requiere que la fuente de alimentación tenga una característica externa de caída pronunciada.
La tensión de circuito abierto (U0) de la fuente de alimentación.
Para facilitar el encendido y la combustión estable del arco de plasma, el requisito de U0 para la fuente de alimentación es relativamente alto.
Para soldadura, pulverización térmica y otros procesos, basta con una U0 > 80 V, mientras que el corte y la pulverización requieren una U0 > 180 V. La magnitud de la tensión en circuito abierto depende principalmente del grosor del material que se va a cortar; los materiales más gruesos requieren U0 más elevadas.
La fuente de alimentación para el corte por arco de plasma
La fuente de alimentación comúnmente utilizada para el corte por arco de plasma es principalmente una CC fuente de alimentación para soldadura al arco con características externas de caída pronunciada, y existen modelos específicos. A veces, las fuentes de alimentación de CA se utilizan para determinados procesos o materiales, lo que es habitual en soldadura por arco de plasma.
En algunos casos, las soldadura por arco pueden utilizarse en su lugar conectando en serie varias máquinas de soldar con el mismo tipo de corriente y características externas.
El voltaje de circuito abierto de las máquinas de corte por arco de plasma de producción nacional es generalmente de 120V-300V, con una corriente de trabajo de 320A-500A, y un voltaje de trabajo de 60V-150V.
2. Material del electrodo de arco de plasma
Los materiales del electrodo trasero son los mismos que los de Soldadura TIGelectrodos de wolframio, electrodos de wolframio toriado y electrodos de wolframio ceriado.
El tungsteno puro con un punto de fusión de 3400℃ y un punto de ebullición de 5000℃ puede cumplir generalmente los requisitos, pero debe estar bien refrigerado para reducir la combustión. Añadiendo óxido de torio 1-2% al tungsteno puro se obtienen electrodos de tungsteno toriado, que tienen mayor capacidad de emisión de electrones que los electrodos de tungsteno puro.
En las mismas condiciones de diámetro de electrodo, los electrodos de tungsteno toriado pueden utilizarse a corrientes más elevadas con índices de quemado más lentos.
Electrodos de wolframio ceritado y electrodos de circonio.
Los electrodos de tungsteno toriado son radiactivos y pueden ser perjudiciales para la salud. Los electrodos de tungsteno ceriado se fabrican añadiendo cerio 2% al tungsteno puro, lo que permite reducir la contaminación radiactiva y mejorar la capacidad de emisión de electrones y el rendimiento del proceso.
Se trata de una opción más idónea para el material del electrodo posterior, ya que reduce las tasas de quemado del electrodo. Los electrodos de circonio pueden utilizar aire como gas de trabajo y tienen una vida útil cercana a la de los electrodos de tungsteno toriado cuando trabajan con una mezcla de gases N2+H2.
3. Arco de plasma Gas de trabajo.
Los gases de trabajo más utilizados para el corte por arco de plasma son el nitrógeno (N2), el argón (Ar), el hidrógeno (H2) o sus mezclas. El N2 tiene una entalpía relativamente alta, propiedades químicas estables, baja peligrosidad y bajo coste, lo que lo convierte en un gas de trabajo ampliamente utilizado.
El nitrógeno puede disolverse en el acero y formar nitruro de hierro, que aumenta la resistencia pero disminuye la ductilidad. La pureza del nitrógeno no debe ser inferior a 99,5%. Si hay demasiado O2 o agua en el gas, puede provocar una quemadura grave del electrodo de wolframio.
Gas de trabajo - Argón
El argón tiene una entalpía más baja y, en consecuencia, la tensión del arco de plasma también es baja. Como gas monatómico, el argón no se descompone ni tiene un efecto de absorción de calor a altas temperaturas.
Tanto su capacidad calorífica específica como su conductividad térmica son reducidas, por lo que la pérdida de energía al quemar el arco en gas argón es mínima.
Sin embargo, debido al alto potencial de ionización del argón, tanto el arco como la combustión requieren una mayor energía. Deben adoptarse medidas especiales de cebado para resolver el problema de la combustión difícil.
El argón es un gas inerte que no reacciona con diversos metales ni se disuelve en ellos. Para cortar metales químicamente activos, el gas argón de gran pureza es un buen medio de protección.
El gas argón es más pesado que el aire y se encuentra de forma natural en la atmósfera en una concentración aproximada de 1%, pero extraerlo puede resultar costoso. Generalmente, el argón es un subproducto de la producción de oxígeno, y el argón de calidad industrial producido en el país ya ha alcanzado una pureza de 99,99%.
El hidrógeno (H2) es el gas con mayor entalpía y conductividad térmica, y tiene la mayor capacidad para transferir energía térmica.
La mezcla de hidrógeno en el gas de trabajo puede aumentar significativamente la potencia térmica del arco de plasma, lo que lo convierte en una opción habitual para la pulverización sobre materiales difíciles de fundir o el corte de piezas gruesas.
Para la mayoría de los materiales metálicos, el hidrógeno es un gas reductor que puede evitar eficazmente la oxidación del material.
Gas de trabajo - Hidrógeno, Aire
El hidrógeno es un gas combustible que puede inflamarse y explotar fácilmente al mezclarse con el aire.
El hidrógeno puede disolverse en muchos metales de fusión a altas temperaturas, lo que a veces puede afectar al rendimiento del proceso, y el hidrógeno que penetra en el acero puede provocar fácilmente fragilización por hidrógeno.
El aire tiene una gran capacidad para transferir energía térmica como gas de trabajo y es relativamente barato y cómodo de utilizar comprimiéndolo.
Gas de trabajo - Gases mezclados
Además de utilizar aire para los electrodos de circonio, los electrodos de wolframio también pueden utilizar aire como gas de trabajo.
Cuando se utiliza aire con un electrodo de tungsteno, se debe utilizar una pistola de plasma de doble capa de flujo de aire, y la capa interior debe utilizar gases como argón o nitrógeno para proteger el electrodo de tungsteno de la oxidación por el aire.
Los gases mixtos más utilizados son el nitrógeno-hidrógeno y el argón-hidrógeno, que combinan las ventajas de ambos gases.
Consideraciones para gases mixtos
Proporción de mezcla:
La proporción de gases mezclados utilizada puede afectar significativamente a la velocidad de corte, la calidad del corte y la vida útil de la boquilla.
Para la mezcla hidrógeno-argón, la proporción recomendada es de (20-40)% H2 por (80-60)% Ar, mientras que para la mezcla hidrógeno-nitrógeno, la proporción recomendada es de (10-25)% H2 por (90-75)% N2.
Problema de arranque del arco:
Arrancar arcos en mezclas que contienen una gran cantidad de gas diatómico puede resultar difícil. Sin embargo, por lo general es posible iniciar un arco en argón puro o nitrógeno puro.
4. Proceso de corte por arco de plasma.
Los parámetros del proceso de corte por arco de plasma incluyen:
- Tensión en vacío (U0)
- Corriente de corte (I)
- Tensión de funcionamiento (U)
- Caudal de gas (Q)
- Velocidad de corte (v)
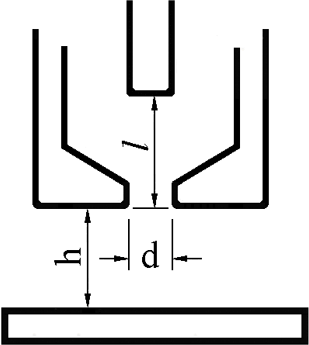
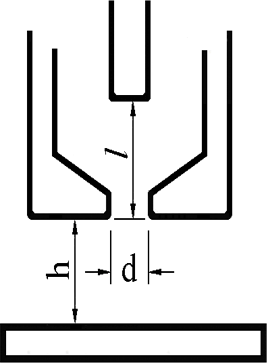
- Distancia entre la boquilla y la pieza (h)
- Distancia entre el electrodo de wolframio y la punta de la boquilla (l)
- Diámetro del orificio de la tobera (d)
(1) Tensión en vacío (U0)
Para encender y mantener un arco de plasma estable, se recomienda una tensión mínima en vacío de 150V. Al cortar materiales más gruesos (más de 200 mm), es necesaria una tensión en vacío superior a 200 V.
Para cortar materiales muy gruesos, la tensión en vacío puede llegar a 300-400V. Una tensión en vacío elevada puede aumentar el riesgo de descarga eléctrica, por lo que es importante tomar las medidas de seguridad adecuadas al trabajar con equipos de corte por plasma.
(2) Corriente de corte (I) y tensión de funcionamiento (U)
La corriente de corte y la tensión de funcionamiento determinan la potencia del arco de plasma. Aumentar la corriente de corte y la tensión de funcionamiento puede aumentar la potencia térmica del arco de plasma, lo que permite mayores velocidades de corte y una mayor eficiencia al cortar materiales más gruesos.
Al aumentar la corriente de corte, la velocidad de corte también puede aumentar significativamente. Sin embargo, el efecto del aumento de la corriente de corte sobre la velocidad de corte se vuelve menos significativo a medida que aumenta el grosor del material que se corta.
Formas eficaces de aumentar la potencia:
Aumentar la corriente hará que la columna del arco sea más gruesa, lo que dará como resultado un corte más ancho y un quemado más fácil de la boquilla del electrodo de tungsteno. Aumentar el voltaje es una forma eficaz de aumentar la potencia del arco de plasma, especialmente cuando se cortan materiales gruesos. La tensión de trabajo U está relacionada con la composición del gas y el caudal. La U para el N2 es mayor que la del Ar. El H2 requiere mayor U debido a su gran capacidad de disipación del calor.
Tensión de trabajo del arco de plasma
Cuando U > 0,65U0, el arco de plasma mostrará un fenómeno inestable conocido como doble arco. Al aumentar la tensión de trabajo del arco de plasma, es necesario aumentar también la tensión en vacío de la fuente de alimentación. U también está relacionado con la forma geométrica de la tobera, especialmente con la apertura d de la tobera.
Caudal de gas Q
Cuando las demás condiciones son las mismas, un aumento de Q potenciará el efecto de contracción térmica de la columna de arco, lo que se traducirá en una mayor concentración de energía. Al aumentar Q, aumenta U, lo que provoca un aumento de la potencia del arco de plasma, de la temperatura de la columna de arco y de la velocidad v.
Al mismo tiempo, aumenta la velocidad del chorro de arco, se incrementa la fuerza de corte y también se mejora la calidad del corte.
Sin embargo, si Q es demasiado grande, parte de la energía se la llevará el aire frío, lo que provocará una disminución de la cantidad de calor disponible para fundir el metal, lo que puede afectar a la estabilidad de la combustión del arco y al corte normal.
(4) Velocidad de corte v
Una velocidad de corte adecuada v puede mejorar la calidad superficial del corte.
Cuando la potencia es constante, el aumento de v disminuirá el área calentada de la pieza y el tamaño de la zona afectada por el calor.
Si v es demasiado alta, es posible que el material cortado no se funda. Si v es demasiado lento, la productividad disminuirá, la superficie del corte será rugosa, aumentarán las rebabas en la parte inferior y la pieza se deformará de forma más significativa.
Mientras se garantice la calidad del corte, la velocidad de corte v debe aumentarse todo lo posible.
(5) Distancia boquilla-pieza h
Para aprovechar al máximo el calor generado por el arco de plasma y facilitar su manejo, la distancia h entre la boquilla y la superficie de la pieza debe controlarse dentro de los 10 mm. Normalmente, esta distancia se establece entre 4 y 7 mm.
El impacto de h en el arco de plasma
Aumentar h equivale a aumentar la longitud del arco, lo que conlleva un aumento de U.
Sin embargo, a medida que aumenta la longitud del arco, disminuye la eficacia y aumenta la energía de radiación térmica, lo que puede provocar una disminución de v. Si h es demasiado alta, disminuirán la fuerza de soplado y la capacidad de corte, lo que provocará un aumento de las rebabas del fondo y la posibilidad de que se produzca un doble arco. Si h es demasiado pequeño, aumenta el riesgo de cortocircuito.
(6) Parámetros de la tobera - l, d
l se refiere a la distancia entre el extremo del electrodo de wolframio y el extremo de la boquilla, que está relacionada con la posibilidad de comprimir adecuadamente el arco.
Si l es demasiado grande, destruirá la estabilidad del arco. Si l es demasiado pequeño, puede provocar un cortocircuito entre el electrodo de tungsteno y la boquilla que puede quemar la boquilla.
El diámetro d de la boquilla afecta al diámetro de la columna de arco y a la temperatura. Un aumento de d provocará una disminución de la compresión, la densidad de energía, la fuerza de corte y la velocidad de corte v. Esto también puede causar una disminución de la capacidad de corte.
En general, una d menor se asocia a una U mayor, mientras que una d mayor se asocia a una U menor.
5. Características de corte de piezas gruesas.
A medida que aumenta el espesor t, aumenta también la cantidad de material fundido, lo que requiere un aumento de la potencia.
Para reducir el quemado, se recomienda aumentar U manteniendo constante la potencia. A medida que aumenta t, también aumenta el rango de saltos del punto anódico y, por lo tanto, U debe ser superior a 220 V para garantizar la estabilidad del arco. Se necesita suficiente calor para cortar el fondo, lo que da lugar a un arco fino y alargado con un pequeño gradiente axial de temperatura.
Se recomienda un gas de trabajo con alta entalpía y conductividad térmica, como N2+H2.
Método de corte por láser
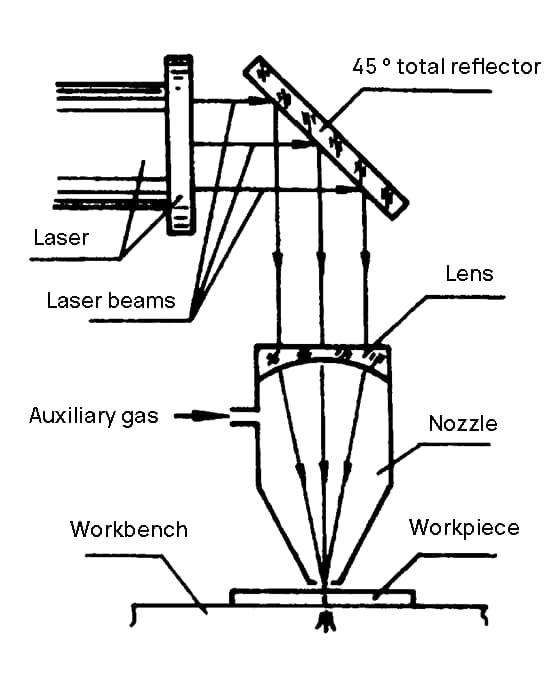
(1) Introducción al principio del corte por láser
El rayo láser horizontal emitido por la cortadora láser.
Tras reflejarse en un espejo de 45 grados, el haz láser se redirige verticalmente hacia abajo.
A continuación, el haz láser se enfoca mediante una lente, creando un punto extremadamente pequeño en el punto focal.
Corte por láser
La densidad de potencia del punto alcanza el 106-109 W/cm2. Cuando la pieza es irradiada por el punto láser, éste genera una alta temperatura localizada (superior a 10.000℃), haciendo que la pieza se funda o vaporice instantáneamente. A medida que el boquilla de corte se mueve, se forma un corte en la pieza.
Mientras tanto, se utiliza un gas de asistencia con una cierta presión para soplar la escoria fundida en el corte, cortando así la pieza.
Potencia del láser
El haz láser es un haz paralelo ideal (con un ángulo de divergencia θ < 0,001 radianes). Tras el enfoque, el diámetro del punto puede representarse por do = fθ (donde θ ≠ 0), siendo f la distancia focal de la lente. Si la potencia del láser es W, entonces la densidad de potencia del punto es:
Características de corte por láser
En comparación con el corte por gas y el corte por arco de plasma, el corte por láser presenta las siguientes ventajas:
Aplicaciones de corte por láser
El corte por láser presenta ventajas excepcionales en el corte de chapas finas, la mejora de la eficacia del corte y la reducción de la deformación térmica.
Puede cortar diversos materiales de alto punto de fusión, aleaciones resistentes al calor y materiales superduros, así como semiconductores, materiales no metálicos y materiales compuestos.
Cuando se cortan metales gruesos, se insufla gas comprimido para ayudar al corte, reduciendo la anchura de la sangría y la zona afectada por el calor.
(2) Aplicaciones prácticas del corte por láser
La aplicación de la tecnología de corte por láser se remonta a la década de 1970. En la actualidad, la Marina estadounidense es líder en el uso de la tecnología láser para la investigación en construcción naval. En los últimos años,
Japón ha producido y vendido máquinas de corte por láser CNC con potencia inferior a 5kW que pueden cortar acero bajo en carbono de hasta 32mm de espesor con alta calidad. Al cortar una placa de 12 mm, la velocidad de corte es de unos 2,5 m/min, comparable a la de las máquinas de corte por arco de plasma existentes.
El corte por láser tiene muchas aplicaciones en los astilleros:
El astillero Tamano de Mitsui Zosen Corporation construye principalmente buques de guerra y también graneleros de 40.000 toneladas. La mayoría de los espesores de chapa para los componentes de los buques se sitúan en torno a los 10 mm, y una proporción significativa de las chapas finas se utiliza para la construcción de buques de guerra. chapa de acero es necesario el procesamiento. Las estructuras de los buques requieren una baja deformación térmica y una alta precisión de corte debido a la estructura relativamente delgada de las chapas de acero utilizadas. El uso de máquinas de corte por láser en la producción de planchas de acero para carrocerías de buques ha logrado resultados significativos.
Máquina de corte por láser del astillero Yunao
Fabricado en Japón Máquina de corte por láser de CO2 para aviones, con un gálibo de 7,5 m, tiene una potencia máxima de 3,5 kW (potencia nominal de 3 kW). Tiene una anchura de corte efectiva de 5,4 m, una longitud de corte efectiva de 29,1 m y puede cortar hasta un grosor máximo de 19 mm. La velocidad de corte para placas con un grosor de 8-10mm es de entre 900-1000mm/min. La anchura de la incisión es inferior a 0,5 mm y la deformación de corte es mínima. No hay colapso del borde superior ni escoria del borde inferior, y la precisión de corte es muy superior a la del corte por arco de plasma.