Problemas comunes en el corte por láser de tuberías: Una guía completa
Imagínese cortar meticulosamente una tubería sólo para acabar con bordes dentados o secciones incompletas. Este artículo se sumerge en los problemas comunes que se encuentran en el corte por láser de tuberías, destacando cuestiones como la velocidad incorrecta, los ajustes focales y las lentes contaminadas. Si conoce estos problemas y sus soluciones, aprenderá a conseguir cortes precisos y limpios y a mejorar la eficacia del corte. Descubra cómo optimizar su proceso de corte por láser y evitar errores costosos.
Con los rápidos avances de la ciencia moderna, la tecnología y el sector industrial, los componentes tubulares desempeñan un papel cada vez más crucial en diversas industrias, como la maquinaria de construcción, el transporte, la maquinaria agrícola, los utensilios de cocina y el fitness.
Al mismo tiempo, la aparición y el rápido desarrollo de las máquinas de corte de tubos por láser CNC han acentuado las ventajas del corte de tubos por láser.
El corte por láser, con sus atributos únicos de anchura de corte estrecha, efectos térmicos mínimos, velocidades de corte rápidas, cortes nítidos, excelente flexibilidad y sin limitaciones aparentes en cuanto a la forma, el tipo o el grosor del tubo que se va a cortar, destaca en comparación con los métodos tradicionales de procesamiento de tubos.
La tecnología de corte por láser de tubos mejora la calidad del corte, garantiza la eficacia del procesamiento, simplifica el flujo de trabajo y aumenta significativamente los beneficios económicos para un gran número de usuarios de corte por láser de tubos.
Sin embargo, corte por láser La fabricación de tubos es un proceso complejo en el que influyen diversos factores. Es vital analizar los problemas que surgen durante el proceso y desarrollar métodos para resolverlos.
Especialmente cuando se trabaja con tubos especiales o de gran espesor, como perfiles o tubos de forma irregular.
Cuando el cabezal de corte llega a una esquina, donde el grosor aumenta, cortar demasiado rápido puede provocar cortes incompletos o desiguales, como se muestra en la figura 1.
Figura 1: Corte desigual
En estos casos, es habitual reducir la velocidad de corte en las esquinas y aumentar la presión del gas de asistencia.
2. Ajuste incorrecto de la distancia focal del cabezal de corte o alineación incorrecta de la trayectoria del láser.
La distancia focal puede afectar significativamente a la calidad del corte del tubo.
Los ajustes focales estándar del cabezal de corte incluyen enfoque negativo, cero y positivo.
El enfoque positivo es adecuado para el oxicorte de acero al carbono, mientras que el enfoque cero es apto para acero fino. corte de chapas, y el enfoque negativo es ideal para materiales como acero inoxidable, acero al carbono galvanizado, aluminio, cobre, etc., que requieren corte con nitrógeno/aire.
Por tanto, es esencial elegir la posición focal correcta para los distintos tubos. Una trayectoria láser mal alineada también afecta significativamente al corte de tubos.
Por lo tanto, durante los cortes de prueba, es vital ajustar continuamente la posición del haz para lograr un punto perfectamente circular en el material de prueba.
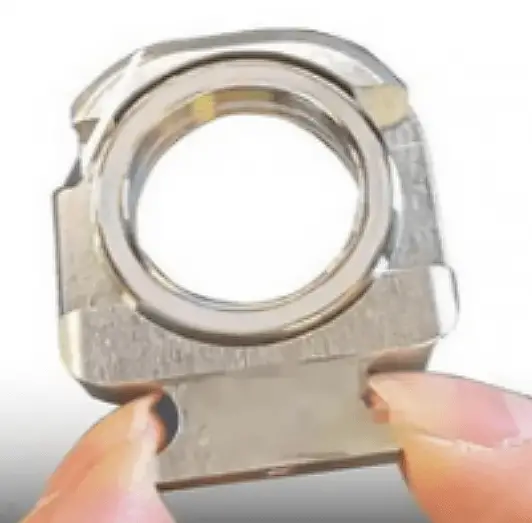
Lentes de protección contaminadas, como se ilustra en la figura 2.
Figura 2: Lente protectora contaminada que debe sustituirse
3. La lente protectora del cabezal de corte y la lente de enfoque están contaminadas, y la fuente de agua del sistema de refrigeración no está limpia.
Mientras que el procedimiento de corte normal enfría y elimina continuamente la escoria con el gas de asistencia, las lentes de protección y de enfoque pueden contaminarse fácilmente debido a las altas temperaturas durante el corte. Si estas lentes se contaminan, podrían producirse cortes incompletos o fallos en el corte de tubos.
Además, el uso de agua impura en el sistema de corte por láser, en el mejor de los casos, puede afectar a su eficacia de refrigeración, provocando la obstrucción de los canales de agua del cabezal de corte y del generador, lo que repercute en la calidad del corte del tubo.
En el peor de los casos, podría dañar el generador y el cabezal de corte, lo que provocaría importantes pérdidas económicas.
De ahí que sea primordial utilizar agua purificada, preferiblemente destilada, para evitar obstrucciones y problemas de refrigeración.
Al cortar con láser tubos simétricos, como tubos redondos o cuadrados, un exceso de potencia puede provocar bordes de fusión.
Estos residuos fundidos pueden acumularse en la cara interior de la cara opuesta, añadiendo grosor. Esta acumulación puede obstruir las siguientes pasadas de corte, dificultando un corte completo y dejando un acabado rugoso.
Por lo tanto, es esencial realizar pruebas preliminares de perforación y corte de prueba para determinar la potencia de salida del láser y la presión de gas de asistencia óptimas.
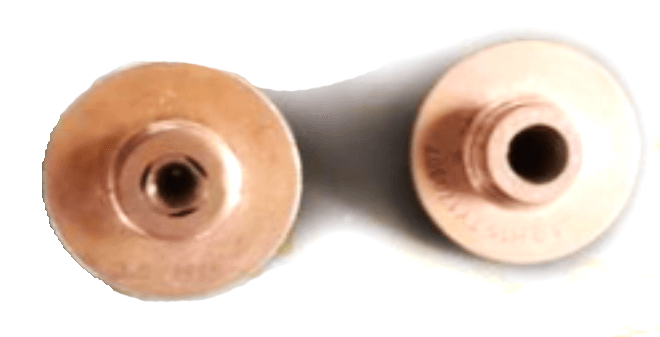
La selección de la boquilla también influye en la calidad del corte.
Figura 3: Boquillas de pulverización simple y doble
Normalmente, las configuraciones de doble boquilla son adecuadas para ranuras de corte precisas en tubos, y se utilizan principalmente para el corte de tubos finos, de alta precisión y rápido, mientras que las configuraciones de boquilla única son adecuadas para tubos más gruesos, de materiales variados y con menores requisitos de precisión.
Los cortes de prueba ayudan a elegir la boquilla adecuada para el tubo, lo que garantiza la calidad y la eficacia del corte en general.
Desalineación de los puntos inicial y final o discrepancias en el patrón de corte
Configuración imprecisa de los parámetros de los ejes de la máquina.
Generalmente, una cortadora de tubo láser comprende ejes de control como el accionamiento de piñón y cremallera del eje X, el accionamiento de husillo del eje Y, el cabezal de corte del eje Z y el mandril de alimentación giratorio del eje W.
Si parámetros como el diámetro del círculo de engranajes, el paso del husillo o las relaciones de transmisión se ajustan incorrectamente, el resultado final del corte se verá afectado. Algunos errores pueden incluso afectar al correcto funcionamiento de la máquina.
Antes de poner en funcionamiento la máquina, es fundamental asegurarse de que los parámetros de los ejes están correctamente configurados.
Desalineación de los ejes X e Y o Z y X.
Si los ejes X e Y no son perpendiculares, los patrones circulares cortados en la superficie del tubo podrían distorsionarse, como se muestra en la Figura 4.
Figura 4: Corte circular imperfecto
Un patrón cuadrado podría convertirse en un paralelogramo. Si los ejes Z y X no están alineados, la trayectoria del cabezal de corte se desvía, provocando discrepancias entre las trayectorias de corte simulada y real, lo que lleva a la desalineación entre los puntos inicial y final, como se ve en la Figura 5.
Figura 5: Desalineación de las líneas de corte inicial y final
Esta desalineación es una de las razones de los cortes incompletos de tubos. Si surgen problemas de este tipo, es necesario calibrar inmediatamente con un micrómetro y comprobar si hay tornillos sueltos o desgaste en las cremalleras, los tornillos de cabeza o los engranajes.
En conclusión
El corte por láser de tubos se ha ganado una posición importante en la industria del corte por láser.
Especialmente a medida que los cortatubos láser han ido evolucionando a través de fases manuales, semiautomáticas y totalmente automáticas, más personas reconocen su potencial en la producción y el procesamiento.
Esta creciente dependencia subraya la necesidad de identificar y resolver los diversos retos que surgen durante el corte por láser de tubos, perfeccionar continuamente los sistemas y técnicas de corte y promover el desarrollo del corte por láser de tubos de alta velocidad, precisión, automatizado, flexible y multifuncional. Esto es fundamental para el rápido avance de toda la industria del corte por láser.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
El corte por láser revolucionó la fabricación, pero incluso las máquinas más avanzadas tienen problemas. En esta entrada del blog, nos sumergimos en los problemas comunes a los que se enfrentan las máquinas de corte por láser de placas y proporcionamos paso a paso...
¿Alguna vez se ha preguntado por qué la chapa cortada con láser a veces no alcanza la perfección? Este artículo aborda problemas comunes del corte por láser, como rebabas en las piezas y cortes incompletos, y ofrece soluciones prácticas. Por...
Imagine las catastróficas consecuencias de descuidar el mantenimiento de las máquinas de corte por láser. No permita que su empresa sea víctima de costosos tiempos de inactividad y reparaciones. En esta entrada de blog, nos sumergiremos en las...
¿Alguna vez se ha preguntado cómo el láser puede cortar acero con una precisión milimétrica? En este artículo desvelamos los secretos del corte por láser. Desde los modos láser hasta los ajustes de la boquilla, descubra...
¿Alguna vez se ha preguntado cómo se consigue la precisión en el corte por láser? Este artículo explora los factores cruciales que influyen en la calidad del corte por láser, como el estado de la boquilla, la posición del foco y la presión del gas auxiliar. Por...
Imagine una máquina capaz de cortar metal con la precisión del bisturí de un cirujano. Las máquinas de corte por láser de metales ofrecen esta capacidad, transformando la forma en que las industrias trabajan con los metales. Este artículo...
¿Alguna vez se ha preguntado cómo un potente rayo láser puede cortar el metal como un cuchillo caliente la mantequilla? En esta fascinante entrada de blog, exploraremos el funcionamiento interno de...
¿Alguna vez se ha preguntado cómo se cortan con tanta precisión intrincados diseños en aluminio? Este artículo explora el fascinante mundo del aluminio cortado por láser, revelando la tecnología que hay detrás. Aprenderá...
¿Alguna vez se ha preguntado por qué su máquina de corte por láser no corta el metal limpiamente? Este artículo explora las causas más comunes de este problema y ofrece soluciones prácticas para...













.jpg)