Optimización de la secuencia de procesos para el plegado de chapa metálica: Factores clave a tener en cuenta
¿Alguna vez ha tenido problemas para conseguir curvados perfectos en chapa metálica? Este artículo se sumerge en consejos y trucos esenciales para dominar el plegado de chapa metálica, desde la secuenciación del proceso hasta el análisis de la capacidad de plegado. Descubrirá estrategias prácticas para mejorar la precisión, reducir el desperdicio de material y agilizar las operaciones. Aprenderá los factores clave que influyen en el éxito del plegado y cómo aplicar estos conocimientos a sus proyectos.
La planificación del proceso de plegado de piezas de chapa metálica hace referencia al orden secuencial de los procesos de plegado durante la fabricación. La secuencia de plegado debe organizarse en función de la forma de la pieza, los requisitos de precisión, la naturaleza de las operaciones y el patrón de deformación del material.
Para piezas curvadas específicas, empiece por considerar su volumen de producción, diseño estructural, precisión dimensional y material, y lleve a cabo una revisión de la viabilidad de su proceso de curvado. A continuación, basándose en las condiciones de producción específicas y en un análisis exhaustivo de los factores que influyen, desarrolle un plan de proceso de plegado técnicamente viable y rentable.
En proceso de plegado El plan incluye principalmente el análisis del proceso de las piezas curvadas y la formulación del esquema del proceso de curvado. Los pasos generales son los siguientes:
1. Analizar los datos de diseño originales relacionados con las piezas dobladas.
Los datos originales incluyen los planos del producto y las condiciones técnicas de las piezas dobladas, las especificaciones de tamaño, rendimiento y estado de suministro de las materias primas, el volumen de producción del producto, las condiciones del equipo de estampación existentes en la fábrica y otros datos técnicos.
Entre ellos, el plano del producto es la base más directa para el diseño del proceso, otros datos técnicos sirven de referencia para la estampación diseño de troqueles, y los datos originales restantes se utilizan para determinar el método de procesamiento de las piezas estampadas, formular el plan del proceso de estampación y elegir el tipo de estructura del molde.
2. Análisis de la curvabilidad del producto
La plegabilidad se refiere a la adaptabilidad de un componente a los procesos de plegado. Esto significa evaluar si la estructura, el tamaño, los requisitos de precisión y los materiales del componente curvado cumplen los requisitos técnicos de la fabricación por curvado.
En general, los componentes con buena capacidad de flexión garantizan un menor consumo de material, menos operaciones, una estructura de herramientas más sencilla, una calidad de producto estable y un bajo coste. También permite una preparación técnica y una organización de la producción económicas y sensatas.
El propósito de analizar la plegabilidad es comprender la facilidad o dificultad de procesar el componente plegado, sentando las bases para el desarrollo de un plan de proceso de plegado.
Antes de analizar la plegabilidad de un producto, es preciso realizar un análisis económico de la producción. La cantidad de producción de componentes curvados es un factor crítico para determinar la razonabilidad del proceso de curvado.
El análisis de la plegabilidad del producto debe basarse en los planos de los componentes. Es esencial realizar un análisis exhaustivo de la forma, el tamaño, los requisitos de precisión y la capacidad de doblado del material utilizado. También implica evaluar el potencial de diversos problemas de calidad.
Debe prestarse especial atención a las dimensiones límite del componente (como el tamaño mínimo del borde doblado, la distancia mínima del borde del orificio, la radio de curvatura), tolerancias dimensionales, referencias de diseño y otros requisitos especiales.
Estos factores influyen significativamente en la naturaleza, el número y la secuencia de las operaciones necesarias, así como en el método de colocación, flexión estructura del moldey precisión de fabricación.
Tras el análisis anterior, si se comprueba que la capacidad de flexión del componente no es razonable, debe consultarse al diseñador del producto.
Sin comprometer los requisitos de uso del producto, se pueden realizar las modificaciones oportunas en la forma, el tamaño, los requisitos de precisión y los selección de materiales del componente doblado.
3. Formulación del plan del proceso de plegado
A partir del análisis del proceso de curvado, se proponen varios planes de proceso de curvado. A continuación, mediante el análisis exhaustivo y la comparación de varios planes en función del volumen de producción y las condiciones de producción existentes en la empresa, se determina el plan de proceso más óptimo desde el punto de vista tecnológico y económico.
En general, la formulación de un plan de proceso de curvado incluye principalmente los siguientes contenidos:
Determinar la naturaleza, el número, la secuencia y la combinación de las operaciones de plegado, así como el método de posicionamiento mediante análisis y cálculos;
Determinación de la forma y el tamaño del procesamiento de plegado en cada operación;
Organizar otras operaciones auxiliares que no sean de doblado, etc.
En resumen, al tiempo que satisfacemos los requisitos del dibujo de la pieza, nos esforzamos por reducir las operaciones, simplificar la estructura del molde de plegado, prolongar la vida útil y facilitar el funcionamiento.
4. Operación de plegado
4.1 Principios de organización de las operaciones de plegado
En general, la disposición de las operaciones de plegado debe seguir los siguientes principios:
1) Para doblar piezas con formas simples, se adopta un moldeado de doblado de una sola vez; para doblar piezas con formas complejasse adoptan dos o más molduras de flexión.
2) Para doblar piezas con grandes cantidades y tamaños más pequeños, se utilizan preferentemente matrices progresivas o conformado de matrices compuestas.
3) En el caso de piezas curvadas en varios ángulos, doble primero la esquina exterior y luego la interior. El doblado posterior no debe destruir la forma del anterior. pieza de flexión. El plegado previo debe tener en cuenta que el plegado posterior tenga una base de posicionamiento adecuada y pueda realizarse sin problemas.
4) La flexión debe realizarse de menor a mayor.
5) Las formas especiales deben doblarse primero, seguidas de las formas generales.
6) En el caso de piezas de flexión con agujeros, éstos se pueden perforar generalmente antes de la flexión para simplificar la estructura del molde. Cuando el agujero está situado en la zona de deformación de plegado o cerca de la zona de deformación, y el agujero tiene altos requisitos con la superficie de referencia, el plegado debe hacerse antes de perforar el agujero.
4.2 Ejemplos de disposición del proceso de producción para piezas curvadas típicas
1) Piezas de flexión simples de un solo uso, como se muestra en la Figura 1-1.
Figura 1-1 Piezas que se doblan una sola vez
2) Piezas de flexión de dos tiempos, como se muestra en la figura 2-2.
Figura 2-2 Piezas de flexión de dos tiempos
a) Patrón plano
b) Primera curva
c) Segunda curva
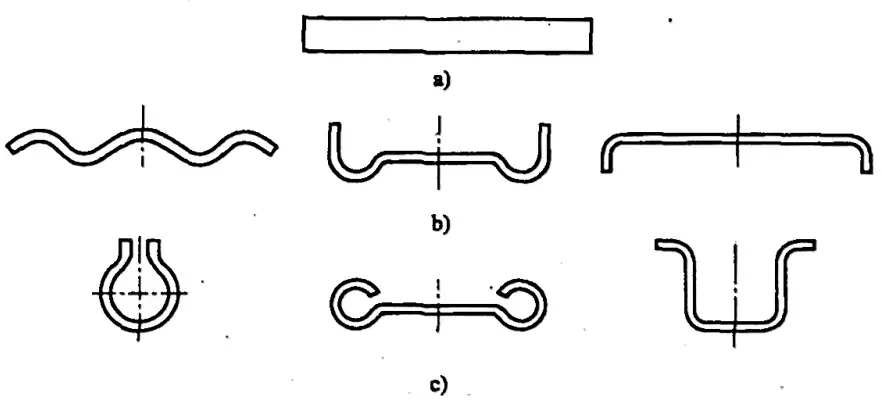
3) Piezas de flexión de tres tiempos, como se muestra en la figura 3-3.
Figura 3-3 Piezas de flexión de tres tiempos
a) Patrón plano
b) Primera curva
c) Segunda curva
d) Tercera curva
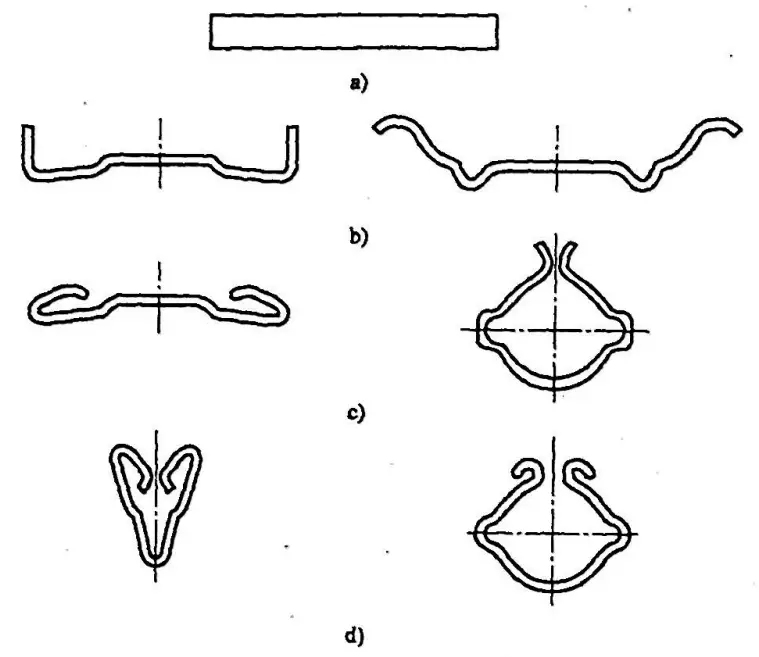
4) Piezas de flexión cuádruple, como se muestra en la Figura 4-4.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se dobla la chapa metálica para darle formas complejas? En este artículo se analizan seis tipos de procesos de plegado en prensas plegadoras: plegado, raspado, plegado por aire, rebajado, acuñado y plegado en tres puntos. Se...
Una pieza de trabajo estrecha y larga se caracteriza por su gran relación longitud-anchura y se coloca utilizando su borde corto durante el plegado. El problema habitual de las piezas de trabajo fuera de tolerancia...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...
¿Alguna vez se ha preguntado por el arte y la ciencia que hay detrás de dar forma compleja a las chapas metálicas? En esta cautivadora entrada del blog, nos adentramos en el fascinante mundo de la chapa...
¿Se desgastan demasiado rápido sus herramientas de plegado? Este artículo se sumerge en las técnicas de reparación esenciales para prolongar la vida útil de sus herramientas, garantizando un rendimiento óptimo en su...
Imagine conseguir plegados de chapa perfectos, sin marcas ni imperfecciones. Este artículo se sumerge en técnicas avanzadas que garantizan una calidad de superficie prístina en los procesos de plegado de metal. Aprenderá sobre innovadoras...
En el vasto mundo de la fabricación, hay una máquina que destaca: la prensa plegadora. Con su capacidad para doblar y dar forma al metal con precisión y potencia, se ha convertido en un...
¿Alguna vez ha tenido problemas con el springback en el estampado y plegado de metales? Este artículo profundiza en técnicas prácticas para minimizar estos problemas comunes, mejorando la precisión en sus proyectos de metalistería. Conozca las...
¿Alguna vez se ha preguntado cómo consigue una prensa plegadora plegados tan precisos? Este artículo explora el fascinante mundo de los ejes de las prensas plegadoras y desvela los secretos que se esconden tras sus papeles y funciones. Aprenda cómo...