1. Objetivo
Para estandarizar el funcionamiento seguro de los procesos de estampado y conformado en el proceso de fabricación de productos petroquímicos, garantizar la calidad de los productos procesados y prolongar la vida útil de los equipos, se ha formulado esta instrucción de funcionamiento. Debe ser estrictamente seguido por los operadores de punzones ordinarios de la empresa.
2. Ámbito de aplicación:
Se aplica a la guía operativa para el troquelado, punzonado y conformado de chapas de acero bajo en carbono, acero de baja aleación y acero inoxidable en los procesos de estampado y conformado de la industria de fabricación de productos petroquímicos.
3. Normas/reglamentos/documentos de referencia
Ninguno
4. Responsabilidades
4.1 Los operarios de las punzonadoras ordinarias del taller de producción deben observar estrictamente los procedimientos operativos de seguridad y llevar los artículos de protección laboral requeridos.
4.2 El Departamento de Tecnología debe preparar los planos de producción y las fichas de proceso de acuerdo con el plan de producción. También deben supervisar e inspeccionar la aplicación de las instrucciones de operación de punzonado y las disciplinas de proceso, y publicarlas oportunamente.
4.3 El operario debe llevar a cabo las operaciones, la autoinspección, la garantía de calidad, el mantenimiento del equipo y el llenado de informes de acuerdo con la tarjeta de proceso.
4.4 Los inspectores del Departamento de Control de Calidad son responsables de la confirmación del primer artículo, la inspección de patrullas, la inspección de calidad de los productos en proceso y la supervisión de la aplicación de los parámetros del proceso.
4.5 El taller de producción es responsable de la descomposición del plan de producción y del seguimiento del progreso.
5. 5. Procedimientos operativos
5.1 Proceso de estampación
5.1.1 El proceso de estampación es un método de procesamiento de piezas de trabajo con un tamaño, forma y rendimiento específicos mediante la aplicación de una fuerza externa a la pieza en bruto a través del molde para provocar una deformación o separación plástica.
La tecnología de estampación tiene una amplia gama de aplicaciones y puede utilizarse para procesar chapas, barras y diversos materiales no metálicos.materiales metálicos. Dado que el proceso suele realizarse a temperatura ambiente, también se denomina estampación en frío.
5.1.2 Características del proceso de estampación:
1)Puede producir piezas con formas complejas que son difíciles de obtener con otros métodos de procesamiento. Por ejemplo, las piezas de carcasa fina pueden obtenerse por estampación en frío. La precisión dimensional de las piezas estampadas en frío está garantizada por la matriz, lo que da como resultado unas dimensiones estables y una buena intercambiabilidad.
2)El estampado tiene un alto índice de utilización del material, lo que da lugar a piezas ligeras, rígidas y fuertes con un bajo consumo de energía durante el proceso de estampado. En consecuencia, el coste de la pieza es bajo.
3)Esta operación es sencilla y requiere poca mano de obra. También es fácil de mecanizar y automatizar, lo que se traduce en una elevada productividad.
4)La estructura de la matriz utilizada en el proceso de estampación suele ser compleja, lo que se traduce en un ciclo de producción largo y un coste elevado.
5.1.3 Requisitos básicos de los materiales de estampación
1)Los materiales utilizados para el estampado no sólo deben cumplir los requisitos técnicos del diseño del producto, sino también cumplir los requisitos del proceso de estampado y los requisitos de procesamiento después del estampado, como el corte, la galvanoplastia y la soldadura.
2)Requisitos para propiedades del material de estampación conformación:
a. Para el proceso de conformado, para facilitar la deformación por estampación y mejorar la calidad de las piezas, los materiales deben tener buena plasticidad (alargamiento uniforme δb altura), una pequeña relación de fluencia (σs/ σb), un gran coeficiente de directividad del espesor de la placa, un pequeño coeficiente de directividad del plano de la placa y una pequeña relación entre el límite elástico del material y el módulo elástico (σS/E).
b. Para el proceso de separación, no es necesario que el material tenga una plasticidad excelente, pero debe tener un cierto nivel de plasticidad. Cuanto más difícil sea de separar, mejor debe ser la plasticidad.
3)Requerimientos para la tolerancia del espesor del material:
La tolerancia de espesor del material debe cumplir las normas nacionales. Si la tolerancia de espesor del material es demasiado grande, puede afectar directamente a la calidad de las piezas y también puede causar daños en la matriz y el punzón. Esto se debe a que una determinada holgura del troquel es adecuado para un grosor específico del material.
4)Requisitos de calidad de la superficie del material:
a. La superficie del material debe ser lisa y plana, libre de delaminación, daños de propiedades mecánicas, manchas de óxido, piel de óxido y cualquier otro aditamento.
b. Los materiales con una buena calidad superficial tienen menos probabilidades de agrietarse o rayar el molde durante el estampado. El resultado es una superficie de la pieza de alta calidad.
5.2.1 Proceso de separación de fracturas:
El proceso de separación por fractura se utiliza para separar piezas estampadas de chapa metálica a lo largo de una línea de contorno específica durante el proceso de estampación. Este proceso puede llevarse a cabo mediante diversas técnicas, como el troquelado, el punzonado, el recorte, el corte o el seccionado, entre otras.
1) Blanqueo:
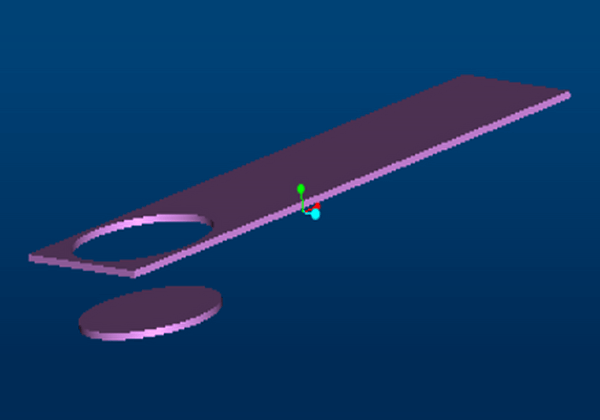
El corte ciego es el proceso de cortar una placa plana a lo largo de un contorno cerrado, y el material restante se considera chatarra. Este método se utiliza habitualmente como paso inicial en el conformado de una pieza, como se muestra en la figura 1.
Fig. 1 Diagrama esquemático del blanking
2) Puñetazos:
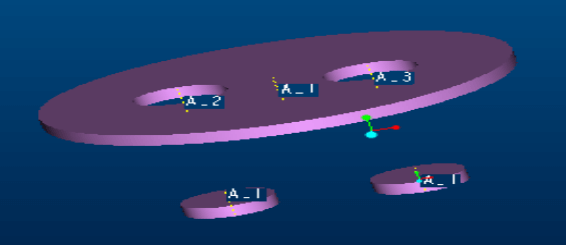
Por "punzonado" se entiende el proceso de crear orificios de diversas formas utilizando piezas ciegas u otras piezas con forma (véase la fig. 2). Este proceso puede incluir punzonado y troquelado.
Fig. 2 Diagrama de perforación
3) Recorte:
El recorte consiste en eliminar el material sobrante del borde de la pieza conformada para conseguir la forma y el tamaño deseados de la pieza (véase la Fig. 3).
Fig. 3 Diagrama esquemático del recorte
4) Muescas:
Como se muestra en la figura 4, el material local se corta y se dobla en un ángulo específico del material sin separarse totalmente del cuerpo principal. Este proceso se conoce comúnmente como formación de muescas o punzones.
Fig. 4 Diagrama esquemático de la muesca
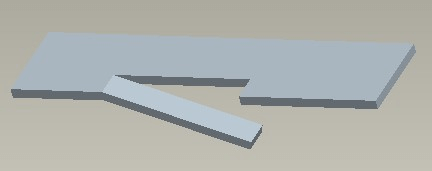
5) Seccionamiento:
El proceso de creación de una forma sólida en la Fig. 5 implica dividir la pieza en dos secciones, lo que se denomina seccionar.
Fig. 5 Diagrama de seccionamiento
5.2.2 Conformado de plásticos proceso:
Plástico procesos de conformado consisten en remodelar materiales sin que se agrieten, con el fin de crear piezas con formas, tamaños y requisitos de precisión específicos. Algunos ejemplos de procesos de conformado de plásticos son el plegado, la embutición profunda y el abombado, rebordear...cuellos y engarces.
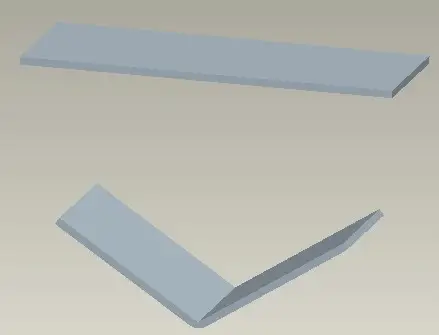
1) Flexión:
El diagrama de la figura 6 ilustra el proceso de flexión una placa en bruto a un ángulo específico o dando más forma a la sección doblada mediante técnicas como el doblado, el rizado, la torsión, etc.
Fig. 6 Diagrama de flexión
2) Estiramientos:
Como se muestra en la figura 7, la pieza en bruto plana se somete a un proceso de laminado para formar una pieza hueca, o la pieza en bruto hueca se somete a una deformación adicional.
Fig. 7 Diagrama de estiramiento
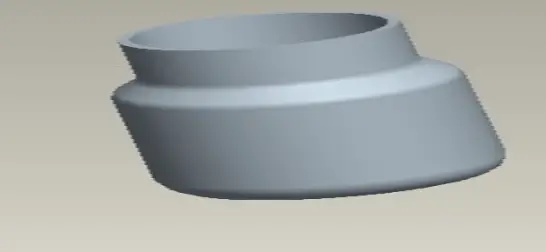
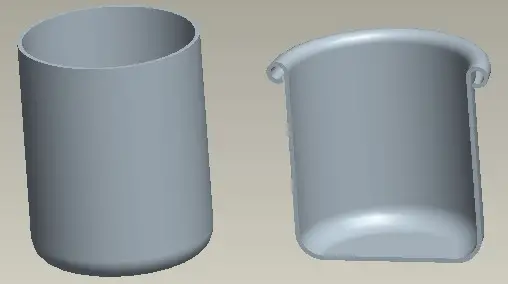
3) Abombamiento:
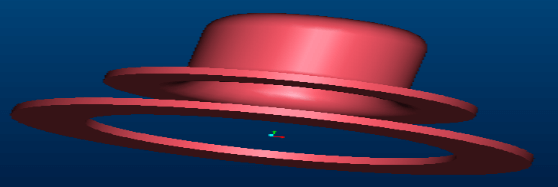
Como se muestra en la figura 8, la pieza hueca se somete a una presión radial desde el interior para aumentar su diámetro local. Esta técnica se emplea habitualmente en la fabricación de teteras, tazas y otros productos similares de acero inoxidable.
Fig. 8 Diagrama de abombamiento
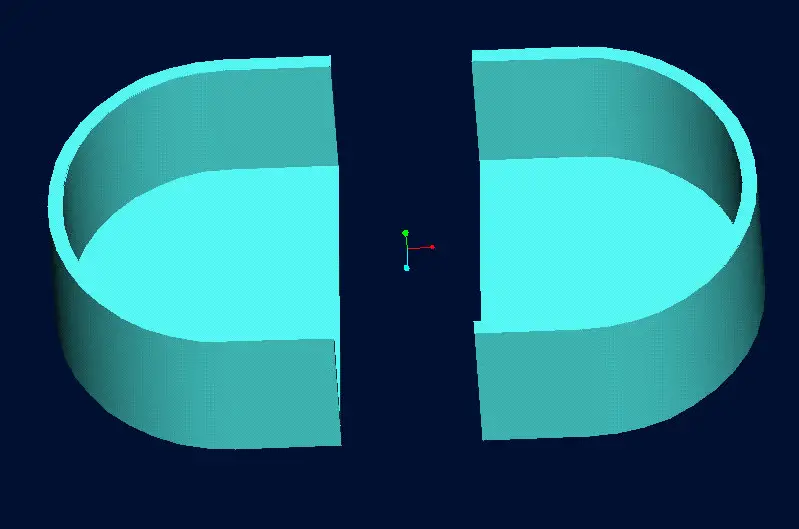
4) Necking:
Como se muestra en la figura 9, para disminuir el diámetro local de objetos huecos como tapas de vasos de acero inoxidable, productos para tanques, etc., aplique presión en el exterior.
Fig. 9 Diagrama esquemático del descuelgue
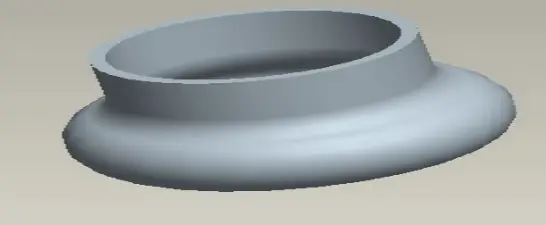
5) Rodando:
Como se ilustra en la figura 10, utilice un troquel de laminación para curvar el borde del objeto hueco hacia fuera en forma de arco. Este método se emplea habitualmente para los productos en lata.
Fig. 10 Diagrama esquemático del círculo rodante
5.3 Proceso de funcionamiento (véase la Fig. 11):
(1) Prepárese para la operación comprobando el equipo, los moldes y los accesorios.
(2) Seleccionar materiales, herramientas y herramientas de medición según la orden de fabricación (MO).
(3) Calibrar herramientas y equipos de medición y realizar autoinspecciones de materiales.
(4) Poner en servicio el equipo.
(5) Iniciar las operaciones de tratamiento y realizar la primera inspección.
(6) Someter a inspección.
(7) Al final de la operación, rearme la maneta de accionamiento y apague el sistema.
5.4 Especificaciones de funcionamiento
5.4.1 Preparación de la operación:
1)Limpie los alrededores de la prensa para asegurarse de que está ordenada para un funcionamiento normal.
2)Compruebe la lubricación de todas las piezas y asegúrese de que todos los puntos de lubricación están completamente lubricados.
3)Verifique la instalación correcta y fiable del molde, y asegúrese de que no haya residuos en su interior para evitar daños en el producto y en el molde.
4)Asegúrese de que el interruptor de alimentación del alimentador está encendido para evitar dislocaciones por falta de alimentación.
5)Desenganchar el volante del embrague para arrancar el motor.
6)Al arrancar el motor, asegúrese de que el sentido de giro del volante coincida con el signo de rotación. Si no es así, corte inmediatamente la alimentación para inspeccionar y ajuste la secuencia de alimentación.
7)Mueva la prensa varias veces, compruebe el funcionamiento del freno, embrague y operador de caballo, y comience el funcionamiento normal después de verificar que el punzón funciona correctamente.
5.4.2 Método de funcionamiento
1)Siga el método de puesta en marcha descrito en el Manual de funcionamiento de la punzonadora para iniciar el proceso de punzonado. Encienda el interruptor del tubo de soplado para evitar que el producto salga despedido, lo que podría provocar apilamientos y daños.
2)Pruebe manualmente el punzonado de varias piezas de trabajo con fines de autoinspección. Los inspectores a tiempo completo deben confirmar el funcionamiento normal antes de continuar.
3)Durante el estampado continuo normal, sujete el botón rojo de freno con una mano, siéntese erguido y concéntrese en el molde y la salida. Evite hablar o bromear con otras personas para evitar daños en el molde o descalificación por mala colocación o caída de los punzones. Compruebe el aspecto del producto punzonado, el tamaño, el prensado, los agujeros pequeños, la deformación, las rebabas, las manchas de aceite y la conformidad de las dimensiones principales cada 5-10 minutos.
4)Registrar información detallada en el Informe Diario de Producción Personal durante el estampado normal, incluyendo la cantidad de producción de cada rollo u hora. El personal de estampación debe rellenar los campos requeridos con precisión.
5)Si se detecta alguna anomalía en los productos de la máquina herramienta durante el estampado normal, es esencial parar la máquina inmediatamente e informar al superior para que los trate a tiempo. Además, también hay que ayudar al inspector de calidad a distinguir y aislar los productos defectuosos.
6)Después del punzonado, debe ordenarse el entorno del área de trabajo, incluidas las cajas vacías, las cajas terminadas y los taburetes. El punzón y el tubo de soplado deben cerrarse en el orden correcto, y todos los interruptores de alimentación y los interruptores de los conductos de aceite deben apagarse antes de abandonar el puesto de trabajo.
7)Si los moldes, punzones y alimentadores necesitan ajustes o reparaciones durante la operación, el primer producto producido después de la corrección debe ser presentado al inspector a tiempo completo para su confirmación. Además, se debe emitir la Lista de la Primera Pieza antes de continuar con la producción.
8)Si se produce un apagado anormal durante el funcionamiento normal. producción de estampados debido a un corte de corriente, presión de aire insuficiente, etc., las piezas producidas durante ese tiempo deben desecharse. Si es necesario volver a producirlas, deben ser inspeccionadas por el Departamento de Calidad antes de continuar la producción.
9)Añadir regularmente aceite lubricante a cada punto de engrase y engrasar los pilares guía interior y exterior del molde cada cuatro horas.
5.5 Dictamen, tratamiento y medidas preventivas de los defectos más comunes de las piezas estampadas:
5.5.1 El panel exterior debe ser de alta calidad y no debe presentar defectos visibles.
5.5.2 La placa interior debe estar libre de grietas, incluidas las ocultas.
Al inspeccionar piezas de embutición profunda, comience por comprobar la claridad de los puntos de presión. A continuación, busque grietas ocultas. Por último, toque y empuje las piezas con una piedra de aceite.
1) Baches
a. Método de evaluación: Usar las manos para tocar, empujar con una piedra de aceite e inspeccionar visualmente.
Se recomienda utilizar el método de empuje con piedra de aceite. Las protuberancias deben resaltarse, mientras que las depresiones deben aparecer como manchas oscuras.
b. Causa: Si hay desniveles, compruebe si hay arena u otras materias extrañas en el molde.
c. Tratamiento: Si hay arena, limpie el moho con papel de limpieza de moho.
2) Fisuración (fisuración oculta)
a. Método de juicio: Utilice los ojos para comprobar las esquinas de las piezas de dibujo y otros lugares con gran deformación del material, y dé la vuelta al reverso para comprobarlo.
b. Causa: Puede ser que el troquel esté tenso y la fuerza de sujeción de la pieza en bruto sea demasiado grande.
c. Método de tratamiento: comprobar si la pieza de trabajo está seriamente tensa y reducir adecuadamente la fuerza lateral.
3) Arruga
a. Método de juicio: mirar con los ojos;
b. Causa: poca fuerza del portapiezas;
c. Tratamiento: aumentar adecuadamente la fuerza de sujeción de la pieza en bruto.
4) Rebabas
a. Método de juicio: Mirar con los ojos.
b. Causa: La holgura entre los troqueles macho y hembra es grande.
c. Método de tratamiento: reparación del moho.
5) Desviación del orificio
a. Método de juicio: comprobar con la herramienta de inspección superior y comparar con la muestra.
b. Causa: La pieza de trabajo no está colocada correctamente y el dispositivo de posicionamiento del molde es defectuoso.
c. Método de tratamiento: Si el agujero sigue desviado después de enderezar la pieza, informar al jefe de turno y notificar la reparación del molde.
6) Agujero de alfiler
a. Método de juicio: comparar con la muestra.
b. Causa: El punzón está roto.
c. Tratamiento: detener inmediatamente la producción, informar inmediatamente al jefe de turno y notificar la reparación del molde.
7) Deformación del orificio
a. Método de juicio: Mirar con los ojos.
b. Causa: El punzón está desgastado.
c. Método de tratamiento: informar al jefe de turno y notificar la reparación del molde si el engrase leve y el engrase grave siguen presentando deformaciones.
8) El dibujo no está en su sitio.
a. Método de juicio: comprobar si el punto de presión es claro.
b. Causa: La presión principal es demasiado baja.
c. Tratamiento: aumentar adecuadamente la presión principal.
9) Mal plegado
a. Método de juicio: comparación con la muestra
b. Causa: Las piezas no están bien colocadas y el dispositivo de posicionamiento es defectuoso.
c. Método de manipulación: colocar la pieza correctamente. Si sigue defectuosa, informar al jefe de turno y avisar al personal de reparación de moldes para que reparen el molde.
10) Pie de imprenta
a. Método de juicio: Mirar con los ojos.
b. Causa: Hay impurezas granulares en la superficie de trabajo del molde superior.
c. Tratamiento: Limpiar el molde superior.
11) Tensión
a. Método de juicio: Mirar con los ojos.
b. Causa: La cara de trabajo de la matriz está desgastada y la dureza de la matriz no es suficiente.
c. Método de tratamiento: reparación del moho.
12) Grano de arena
a. Método de juicio: empujar con una piedra de aceite.
b. Causa: La superficie del material o del molde no está limpia.
c. Tratamiento: compruebe los materiales o limpie la superficie del molde.
13) Golpes y arañazos
a. Método de juicio: Mirar con los ojos.
b. Causa: Los materiales entrantes o salientes tocan objetos duros como moldes.
c. Tratamiento: Tenga cuidado al alimentar y descargar los materiales, manipule los productos con cuidado y aumente la altura de cierre del molde si es necesario.
6. Precauciones de funcionamiento
6.1 Consideraciones medioambientales
6.1.1 Cuando tarde más de 10 minutos en salir de la máquina, asegúrese de apagarla para ahorrar electricidad.
6.1.2 Los trapos o hilos de algodón aceitosos durante el funcionamiento y el mantenimiento de la máquina deben depositarse en el lugar de reciclaje designado.
6.1.3 Los residuos producidos durante el funcionamiento deben depositarse en la zona de residuos designada, quedando terminantemente prohibido arrojarlos en cualquier lugar.
6.1.4 El aceite utilizado para el funcionamiento y el mantenimiento de las máquinas debe colocarse por separado y reciclarse uniformemente.
6.2 Precauciones de seguridad
6.2.1 Los no electricistas no pueden abrir la caja de distribución y tocar el circuito sin permiso para evitar descargas eléctricas.
6.2.2 Está prohibido fumar alrededor de los tanques de almacenamiento de petróleo y gas para evitar incendios o explosiones.
6.2.3 Durante el funcionamiento de la máquina, la correa del motor debe estar provista de una cubierta protectora. El dispositivo de protección de seguridad no puede retirarse arbitrariamente.
6.2.4 Pulse el botón de arranque con ambas manos para evitar accidentes laborales.
6.2.5 La operación de estampación deberá estar muy concentrada para garantizar la normalidad de los productos y los moldes.
6.2.6 Durante el funcionamiento del punzón, está prohibido introducir la mano en el molde o junto a él para garantizar su salud y seguridad.
6.2.7 Durante el estampado normal, está terminantemente prohibido trabajar con dos o tres personas en la misma máquina.
Preste especial atención a la acción de autoinspección al tomar los productos y a la acción de recoger los productos en la rampa de recepción para garantizar la seguridad personal.
6.2.8 El equipo se detendrá inmediatamente si se detecta alguna anomalía.
6.2.9 Desconecte el volante del embrague y apague la máquina después del trabajo.
6.2.10 Limpie la prensa y aplique aceite en la superficie mecanizada sin pintar.