¿Se ha planteado alguna vez qué hace que el acero sea realmente excepcional? La pureza del acero, determinada por el tipo y la cantidad de inclusiones no metálicas, desempeña un papel crucial. Este artículo profundiza en los métodos utilizados para evaluar la pureza del acero, como el examen microscópico y los cálculos estadísticos. Con su lectura, comprenderá mejor estas técnicas y su repercusión en la calidad del acero, lo que le permitirá tomar decisiones con conocimiento de causa en sus proyectos.
Tras comprobar y evaluar al microscopio el tipo y el grado de las inclusiones no metálicas del acero y realizar cálculos estadísticos, se obtiene un nivel relativamente macro de pureza (o índice) del acero. Este nivel de pureza sirve de base para una evaluación más exhaustiva de la calidad del acero.
El grado de pureza expresado en la norma DIN 50 602 se determina por el método K.
Cálculo 1:
En el anexo C de la norma ISO 4967 figura la fórmula del grado de pureza correspondiente Ci:
Dónde:
fi - factor de ponderación, el factor de ponderación de cada nivel de inclusión es el siguiente:
Grado-i
0.5
1
1.5
2
2.5
3
factor de peso-fi
0.05
0.1
0.2
0.5
1
2
ni- número de campo de visión del nivel i;
S - área total de inspección de la muestra, unidad: mm2
Cálculo 2: método del punto numérico
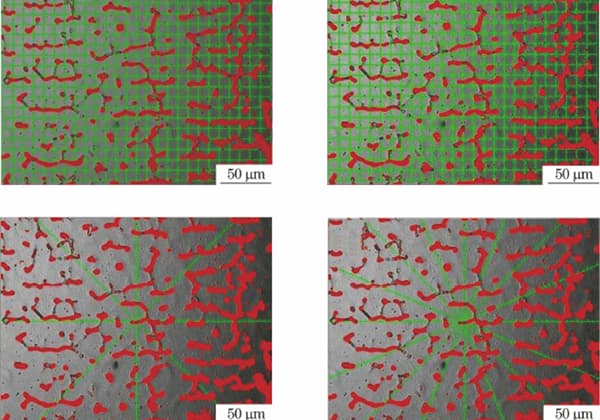
La pureza se calcula dividiendo el número de rejillas ocupadas por el número total de rejillas de un campo de visión.
Este método es relativamente objetivo y adecuado para el tratamiento de imágenes. Se describe en el apéndice 1 de la norma JIS G 0555.
La norma mencionada especifica la pureza (d%) necesaria para detectar tres tipos de inclusiones:
Inclusión de clase A: inclusión con deformación viscosa (sulfuro, silicato, etc.) durante el procesamiento.
Inclusiones de clase B: inclusiones granulares (alúmina, etc.) en las que las inclusiones están agrupadas en la dirección de procesamiento y no están dispuestas de forma continua.
Inclusión de clase C: inclusión con distribución irregular (óxido granular, etc.) sin deformación viscosa.
La muestra suele medir 15 mm de ancho y 20 mm de alto, lo que da como resultado una superficie de pulido de 300 mm².
La inspección de inclusión suele realizarse con un aumento de 400 veces.
Se coloca en el ocular del microscopio una placa de vidrio con 20 líneas de cuadrícula verticales y horizontales.
La superficie inspeccionada se examina en la platina del microscopio y se cuenta el número de cuadrículas ocupadas por diversas inclusiones.
Deberán medirse un total de 60 campos de visión, de los cuales al menos 30 serán obligatorios.
Utilizando el número de rejillas de la placa de vidrio dentro del campo de visión, el número de campos de visión y el número de rejillas ocupadas por inclusiones, calcule el porcentaje de superficie ocupada por inclusiones mediante la fórmula siguiente para determinar la limpieza d (%) del acero.
Donde: p - número total de rejillas en la placa de vidrio en el campo de visión;
f - número de campo de visión;
n - el número de células ocupadas por todas las inclusiones en f campos de visión.
Método de grabación:
Por ejemplo: dB60 × 400 = 0,08%, lo que indica que el contenido de inclusiones de clase B es de 0,08% cuando se detectan 60 campos de visión en los 300 mm.2 superficie de ensayo menos de 400 veces.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Tiene curiosidad por saber el peso de su proyecto de acero? No busque más. En esta entrada del blog, exploraremos el intrigante mundo del cálculo del peso del acero. Como ingeniero mecánico experimentado,...
¿Alguna vez se ha preguntado por el fascinante mundo de las densidades metálicas? En esta entrada del blog, nos sumergiremos en la importancia de comprender las densidades de los metales para los ingenieros mecánicos. Como experto...
¿Alguna vez se ha preguntado cómo calcular con precisión el peso del acero o del metal para sus proyectos? En esta entrada del blog, exploraremos el fascinante mundo del cálculo del peso del acero....
¿Alguna vez le ha costado calcular el peso exacto del acero inoxidable para un proyecto? Es fundamental conocer las diferentes densidades de los distintos tipos de acero inoxidable. Este artículo proporciona una...
¿Se ha preguntado alguna vez cuál es la diferencia entre el grosor estándar y el grosor real del acero inoxidable? En esta entrada del blog, nos sumergiremos en este intrigante tema, explorando los factores clave...
¿Alguna vez se ha preguntado cómo determinar la viga de acero perfecta para su proyecto? Este artículo le guiará a través de los aspectos esenciales del cálculo de la capacidad de carga de las vigas en H y en I. Por...
En este artículo, exploramos innovadores métodos de ensayo no destructivos que revelan el verdadero grado y resistencia de las estructuras de acero. Descubra cómo los científicos utilizan pruebas de dureza y fórmulas empíricas para garantizar...
¿Cómo se garantiza la calidad de las soldaduras en las estructuras de los reactores nucleares? El contenido de δ-ferrita en las soldaduras de acero inoxidable austenítico desempeña un papel crucial. Un contenido demasiado bajo de δ-ferrita puede provocar...
El acero es un material fundamental que da forma a nuestro mundo moderno, desde altísimos rascacielos hasta maquinaria intrincada. Pero, ¿qué hace que el acero sea tan versátil y esencial? Este artículo se sumerge en la ciencia...