El enfriamiento es la etapa más crucial del proceso de tratamiento térmico y determina la calidad interna y el grado de distorsión de los componentes enfriados.
La tecnología del enfriamiento rápido ha experimentado continuos avances con el progreso de la tecnología del tratamiento térmico. Sin embargo, a pesar de estos avances, el proceso de enfriamiento sigue siendo complejo y difícil debido a su naturaleza instantánea y a las limitaciones de la observación y la medición. En consecuencia, el enfriamiento rápido sigue siendo un misterio.
Durante muchos años, la industria de la maquinaria ha sido culpable de "enfatizar el frío y descuidar el calor", poniendo más énfasis en el procesamiento en frío y descuidando la importancia del procesamiento en caliente. Mientras tanto, la industria del tratamiento térmico tiende a "enfatizar el calor y descuidar el frío", poniendo más énfasis en el calentamiento e ignorando el papel crucial del enfriamiento. Se trata de un fenómeno inusual y problemático.
Gracias a mi amplia experiencia en el tratamiento térmico, me gustaría compartir mis conocimientos sobre la comprensión y la selección de los medios de enfriamiento rápido.
1. Propiedades básicas del medio refrigerante de enfriamiento
(1) Velocidad de enfriamiento ideal
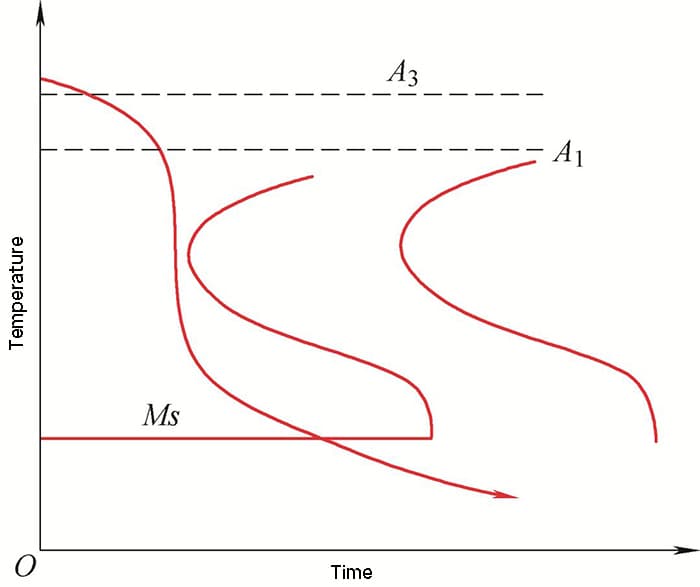
El término "velocidad de enfriamiento ideal" se refiere a la velocidad de enfriamiento prevista en la nariz del Curva C para un material y una pieza específicos que se hayan templado. Esta velocidad debe ser superior a la velocidad crítica de enfriamiento, que es la velocidad mínima necesaria para garantizar que la pieza sufra el martensita transformación con éxito.
En otros rangos de temperatura, especialmente durante la transformación en martensita (Ms → Mf), el enfriamiento debe realizarse más lentamente. Esto suele denominarse el principio de "enfriamiento rápido a altas temperaturas y enfriamiento lento a bajas temperaturas".
Cada tipo de acero y la pieza de trabajo tiene sus propios requisitos para el enfriamiento "rápido" y "lento". El concepto de un "medio de enfriamiento ideal" existe teóricamente, como se ilustra en la Fig. 1.
Cabe señalar que el Curva C para los distintos tipos de acero pueden variar.
Desgraciadamente, no es posible encontrar un único "medio de enfriamiento por temple ideal" que sea adecuado para el temple de todos los tipos de acero y piezas de diferentes tamaños.
En su lugar, debe seleccionarse el medio de enfriamiento de temple adecuado en función de las condiciones específicas para conseguir una pieza templada dura con una distorsión mínima y una buena metalografía.
Fig. 1 Curva ideal del medio refrigerante de enfriamiento
(2) Buena estabilidad
El medio refrigerante de enfriamiento utilizado debe ser estable y no propenso a la descomposición, deterioro o envejecimiento durante su uso.
Los distintos aceites de temple y disolventes orgánicos tienen distintos grados de envejecimiento, por lo que es importante ajustarlos, actualizarlos y mantenerlos periódicamente.
(3) Uniformidad de la refrigeración
Es fundamental enfriar las distintas partes y superficies de la pieza de la forma más uniforme posible para evitar la formación de puntos blandos y bloques durante el proceso de enfriamiento.
(4) No corrosivo
Después del temple, debe mantenerse limpio y limpiarse fácilmente, y no debe corroer la pieza.
(5) Respetuoso con el medio ambiente
Durante el proceso de enfriamiento, no se producen cantidades significativas de humo ni gases tóxicos o irritantes, y el líquido residual de las piezas enfriadas no contamina el medio ambiente.
(6) Seguridad
El medio refrigerante utilizado en el proceso de enfriamiento no es inflamable ni explosivo, por lo que su uso es seguro.
(7) Economía
El medio refrigerante utilizado en el temple no sólo debe ser de alta calidad, sino también tener un precio razonable. Sin embargo, si es demasiado caro, puede no ser bien recibido por las empresas de tratamiento térmico.
2. Factores que afectan al rendimiento de refrigeración del medio refrigerante de enfriamiento rápido
Hay varios factores que pueden influir en el rendimiento de refrigeración del medio refrigerante de enfriamiento rápido, que pueden clasificarse a grandes rasgos en nueve tipos.
(1) Temperatura
La capacidad de enfriamiento del medio refrigerante de enfriamiento cambia al variar la temperatura. La capacidad de enfriamiento del agua y de los medios de enfriamiento a base de agua disminuye al aumentar la temperatura, mientras que la de los baños de aceite y sal aumenta.
A medida que aumenta la temperatura, mejora la fluidez del medio, lo que favorece la disipación del calor y aumenta su capacidad de refrigeración. En consecuencia, es esencial conocer los requisitos específicos de temperatura de refrigeración de la pieza.
(2) Tensión superficial
La tensión superficial influye directamente en la velocidad de enfriamiento. Normalmente, los medios de enfriamiento por temple con baja tensión superficial están en estrecho contacto con la superficie de las piezas templadas, lo que permite una rápida disipación del calor y una mayor capacidad de enfriamiento.
(3) Remover
Agitar el medio refrigerante de enfriamiento puede aumentar su coeficiente de transferencia de calor, romper rápidamente la película de vapor, acelerar la velocidad de enfriamiento y garantizar que las piezas enfriadas se enfríen uniformemente.
(4) Conductividad térmica
La conductividad térmica, también denominada conductividad del calor, es una propiedad física que representa la capacidad de una sustancia para conducir el calor. Cuanto mayor sea la conductividad térmica, mayor será la capacidad de refrigeración del material.
(5) Capacidad calorífica específica
Cuanto mayor sea la capacidad calorífica específica del medio refrigerante de enfriamiento, más rápida será la velocidad de enfriamiento.
(6) Viscosidad
La viscosidad representa la fuerza de fricción entre las moléculas de un líquido durante su flujo. Los medios de enfriamiento rápido con alta viscosidad tienen poca fluidez, lo que dificulta la disipación convectiva del calor y reduce la capacidad de enfriamiento. Por el contrario, los medios de enfriamiento rápido con baja viscosidad tienen un mejor efecto refrigerante.
(7) Calor de vaporización
El término "calor de vaporización" se refiere a la cantidad de calor necesaria para convertir una unidad de masa de líquido en gas a temperatura constante.
El agua tiene una gran estabilidad química y una gran capacidad calorífica, 8 veces superior a la del acero a temperatura ambiente.
A pesar de su bajo punto de ebullición, el calor de vaporización del agua disminuye al aumentar la temperatura.
A medida que aumenta la temperatura, la capacidad de refrigeración del agua disminuye considerablemente.
Sin embargo, una vez que la temperatura del agua alcanza los 80℃, su capacidad de enfriamiento permanece relativamente estable y mantiene una intensidad de enfriamiento de aproximadamente 0,72.
(8) Aditivo
La adición de aditivos se utiliza para alterar el rendimiento de refrigeración. Si se añade una pequeña cantidad de sal o álcali al agua, puede aumentar considerablemente su capacidad de refrigeración.
Cuando se añade alcohol polivinílico, se forma una fina película de plástico en la superficie de las piezas templadas, lo que reduce la velocidad de enfriamiento debido a su escasa conductividad térmica.
Al añadir aceite y jabón al agua se crea una suspensión o emulsión que favorece la formación de una película de vapor, aumenta su estabilidad y disminuye la capacidad de refrigeración.
Además, a menudo se añaden oxidantes, abrillantadores, inhibidores de óxido y antisépticos para modificar otras propiedades del medio refrigerante de enfriamiento, cada uno de los cuales tiene efectos variables sobre el rendimiento de enfriamiento.
En general, la adición de aditivos suele tener múltiples finalidades.
(9) Medio ambiente
A menudo se pasa por alto el impacto del entorno en la capacidad de refrigeración. El efecto refrigerante de un medio a la misma temperatura puede variar entre el invierno y el verano, y el efecto de enfriamiento puede diferir entre el día y la noche.
3. Principios básicos para la selección del medio de enfriamiento rápido
Numerosas pruebas demuestran que muchos incidentes relacionados con la calidad del tratamiento térmico están relacionados con la elección del medio de enfriamiento rápido. Una selección o un funcionamiento inadecuados del medio pueden provocar el desperdicio de piezas templadas.
Por esta razón, el uso adecuado del medio de enfriamiento rápido es esencial para garantizar la calidad del producto. Independientemente del medio elegido, es crucial conseguir efectos de enfriamiento uniformes:
- Conseguir una dureza superficial elevada y uniforme y una profundidad de endurecimiento adecuada.
- Evite el sobrecalentamiento o el exceso de temple.
- Minimizar la distorsión por enfriamiento.
El medio de enfriamiento de temple adecuado debe seleccionarse en función de los requisitos técnicos del tratamiento térmico, el material, la forma y otras condiciones específicas de las piezas templadas. Deben tenerse en cuenta los cinco principios básicos siguientes:
(1) Importancia de Contenido de carbono en el acero
El carbono es un elemento crucial en todos los tipos de acero. El contenido de carbono influye considerablemente en las propiedades y el efecto de enfriamiento del acero.
Para los aceros con bajo contenido en carbono, inferior a 0,5% (fracción másica), el temple puede realizarse con agua salada, agua alcalina, disolventes orgánicos, etc.
Los aceros estructurales de media y baja aleación suelen templarse dos veces o enfriarse a un ritmo relativamente lento utilizando un medio.
El acero al carbono para herramientas, que requiere un tratamiento térmico elevado y tiene una baja templabilidad, suele templarse con un baño alcalino o un baño de nitrato, y rara vez se utiliza el enfriamiento con aceite.
(2) Templabilidad del acero y medio de enfriamiento rápido
La templabilidad del acero puede determinarse mediante la curva "C". Los aceros con poca templabilidad requieren un enfriamiento más rápido, mientras que los aceros con buena templabilidad requieren un enfriamiento más lento.
Es fundamental elegir un medio de enfriamiento adecuado en función de la templabilidad del acero.
(3) Diámetro efectivo de la pieza de trabajo
Cada tipo de acero tiene un diámetro crítico para el temple. Cuando la superficie de la pieza templada se enfría hasta el Sra. Puntola velocidad de enfriamiento del medio disminuye significativamente y el calor en el interior de la pieza también disminuye. El subenfriamiento austenita dentro de una cierta profundidad en la superficie de la pieza es difícil de enfriar por debajo del punto Ms.
Para piezas más gruesas, debe seleccionarse una velocidad de enfriamiento a baja temperatura más rápida para conseguir una profundidad de capa de enfriamiento suficiente. Por otro lado, para piezas finas, puede utilizarse un medio de enfriamiento por enfriamiento con baja temperatura y baja velocidad de enfriamiento. La curva de distribución de la velocidad de enfriamiento máxima admisible indica que las piezas gruesas pueden enfriarse a una velocidad alta, mientras que las piezas finas deben enfriarse a una velocidad baja.
(4) Complejidad de las piezas templadas
Basándose en el análisis de la curva de distribución de la velocidad de enfriamiento mínima admisible, las piezas con formas complejasEn el caso de las piezas con agujeros interiores o superficies cóncavas profundas, el enfriamiento debe realizarse con un medio de enfriamiento que tenga una fase de película de vapor corta para reducir la distorsión del enfriamiento y la necesidad de endurecer los agujeros interiores.
Para piezas con formas relativamente sencillas, puede utilizarse un medio de enfriamiento por enfriamiento con una fase de película de vapor ligeramente más larga. La curva de distribución de la velocidad de enfriamiento máxima admisible muestra que la velocidad de enfriamiento admisible para piezas con formas complejas es baja, mientras que es alta para piezas con formas sencillas.
(5) Deformación admisible
Las piezas templadas deben tener una distorsión mínima y una banda de velocidad de enfriamiento estrecha. Cuando la distorsión admisible es grande, se acepta una banda de velocidad de enfriamiento ancha. Para la banda de velocidad de enfriamiento admisible puede utilizarse un medio que pueda alcanzar generalmente la dureza de enfriamiento. La banda de velocidad de enfriamiento de la pieza puede acortarse mediante enfriamiento isotérmico o enfriamiento por etapas.
Debido a la variedad de piezas de trabajo y a los distintos requisitos de tratamiento térmico, existen numerosas opciones de medios de enfriamiento rápido y refrigeración. Incluso el mismo tipo de pieza templada con distintos medios puede tener la misma dureza superficial, lo que dificulta la selección del medio de enfriamiento y temple adecuado. Basándose en los principios de economía y racionalidad, se selecciona el medio de enfriamiento por temple más adecuado.
4. Ejemplos de aplicación del medio refrigerante de enfriamiento
(1) Temple de sal neutra para el temple de acero rápido
El llamado quenchant de sal neutra se refiere generalmente a dos formulaciones:
El primer tipo: 50% BaCl2 + 30% KCl + 20% NaCl (fracción de masa), punto de fusión 560 ℃, temperatura de servicio 580 ~ 620 ℃, adecuado para diámetro efectivo ≤ 20 mm, puede garantizar la velocidad de enfriamiento dentro del rango de temperatura de 1000 ~ 800 ℃ de la pieza de trabajo ≥ 7 ℃ / s, y evitar que la precipitación de carburo eutéctico afecte el rendimiento de la herramienta.
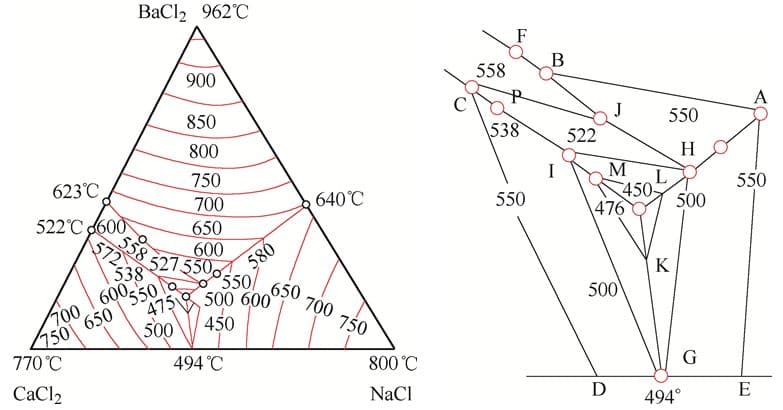
El segundo tipo: 48% CaCl2 + 31% BaCl2 + 21% NaCl, punto de fusión 435 ℃, temperatura de servicio 460 ~ 550 ℃.
El diagrama de fases se muestra en la Fig. 2. Para facilitar la dosificación, la fábrica lo cambió a 50% CaC12 + 30% bac12 + 20% NaC1, con un punto de fusión de 440°C y una temperatura de servicio de 460-550°C.
Aplicable a piezas de acero rápido con un diámetro efectivo inferior a 40 mm.
Las sales neutras de las dos formulaciones se utilizan de forma diferente.
Se recomienda utilizar sales a base de calcio cuando el horno esté abierto de forma continua durante más de cinco días a la semana, ya que estas sales tienen una gran capacidad de absorción de temperatura y son fácilmente delicuescentes en el aire.
Para piezas pequeñas templadas y aperturas de horno poco frecuentes, la sal de bario es una opción adecuada.
Fig. 2 Diagrama de fases ternario de CaCl2BaCl2 y NaCl
(2) Baño de nitrato quenchant
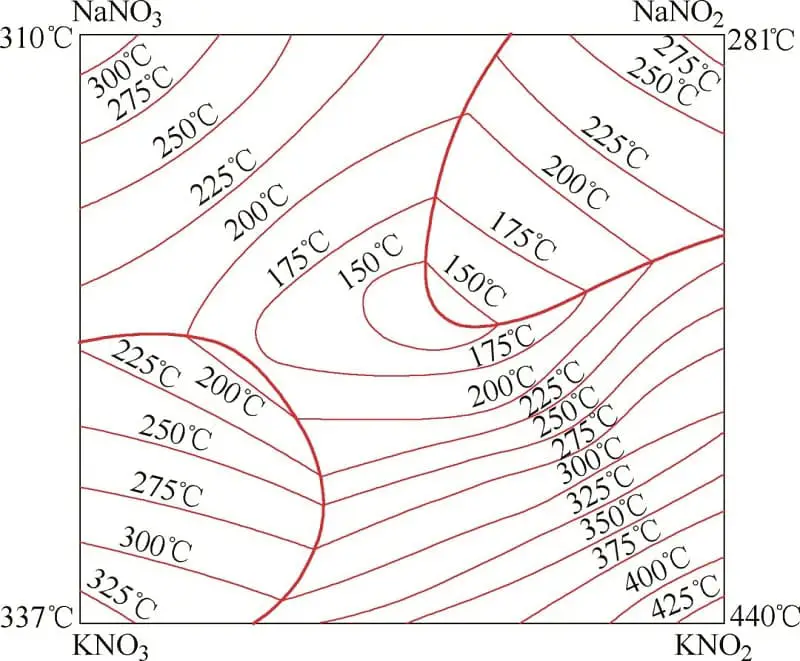
El nitrato se refiere a las cuatro sales de NaNO3KNO3NaNO2 y KNO2.
Como quenchant, se utilizan pocos componentes únicos, y se suelen emplear dos o tres sales mezcladas.
La fórmula y el punto de fusión se muestran en la Fig. 3.
La fórmula más utilizada es: 55% KNO3 + 45NaNO2, punto de fusión 137 ℃, temperatura de uso 160-550 ℃;
50% KNO3 + 50% NaNO2, punto de fusión 140 ℃, temperatura de servicio 160-550 ℃.
Esta solución se utiliza para enfriar acero aleado y para el enfriamiento isotérmico de piezas de acero rápido y acero de alta aleación.
Algunas empresas emplean el baño de sales de nitrato como fluido de temple tras el carburizado de engranajes grandes, resolviendo así el reto del tratamiento térmico de engranajes grandes.
Fig. 3 Curva de fusión del sistema de nitrato
(3) Quenchant de solución acuosa de nitrato
Existen principalmente dos aguas con nitrato y tres aguas con nitrato.
① El agua con dos nitratos es 25% NaNO3 + 25% NaNO2 + 50% agua, y la temperatura de servicio es inferior a 60 ℃.
El uso de un baño de sales de nitrato para el enfriamiento isotérmico de pequeños machos, matrices y piezas de trabajo de acero 45 resuelve no sólo el problema de las grietas de enfriamiento, sino que también garantiza una dureza de enfriamiento relativamente uniforme.
En la producción industrial, es frecuente encontrar moldes de acero al carbono para herramientas con esquinas afiladas, ranuras y tamaños de sección transversal variables.
El nivel de dureza deseado es de 59-63HRC, pero enfriamiento en agua puede provocar grietas y el temple en aceite no es lo suficientemente duro, por lo que es difícil conseguir la calidad deseada utilizando cualquiera de los dos métodos por sí solo.
El temple isotérmico en baño de sales de nitrato resuelve este problema. Durante este proceso, la superficie de la pieza mostrará burbujas blancas de nitrato, estimadas en 1s/5mm en el agua de nitrato, a una temperatura de unos 200°C.
A continuación, la pieza se introduce inmediatamente en un baño de nitrato a 180 °C para su temple isotérmico durante 30-60 minutos, lo que da como resultado una pieza sin grietas, con una deformación mínima y que cumple el nivel de dureza requerido.
(4) Enfriamiento con agua hirviendo
Algunas personas han utilizado el temple en agua hirviendo para el acero 45 como alternativa a temple y revenido, logrando resultados positivos.
Para el acero 45 con un diámetro de 40 mm a 80 mm, calentando el acero a 840°C y enfriándolo en agua hirviendo se obtiene una dureza de aproximadamente 250HBW, que es muy uniforme.
El temple en agua hirviendo puede sustituir al tratamiento de normalización del acero 45 como última etapa del tratamiento térmico.
El acero rápido también puede templarse en agua hirviendo a 850-870°C en lugar del tratamiento tradicional de temple y revenido.
Acero para rodamientos se somete a un doble tratamiento de refinado con enfriamiento en agua hirviendo.
Como la velocidad de enfriamiento del agua hirviendo es más lenta que la del aceite, no hay que preocuparse por el agrietamiento causado por el enfriamiento con agua hirviendo.
El proceso consiste en enfriar el acero para rodamientos en agua hirviendo inmediatamente después de la forja final, enfriar la pieza a 500-400°C y enfriar el agua con aire. A continuación, recocido la pieza a 730-740°C durante 3 a 4 horas y el enfriamiento por aire tras la descarga del horno da lugar a granos ultrafinos y carburos finos.
Existen muchas otras aplicaciones del enfriamiento con agua hirviendo, demasiadas para enumerarlas individualmente. Si se utiliza correctamente, puede ahorrar energía y mejorar la eficiencia.
(5) Azulante
Se trata de un tipo de medio refrigerante de temple que se prepara en fábrica y que da como resultado una pieza visualmente atractiva y resistente a la corrosión después del temple.
Hay dos formulaciones con colores distintos:
① 70% NaNO3 + 20% KNO3 + 10% NaNO2El resultado es una pieza negra después del enfriamiento.
② 70% NaNO2 + 20% KNO3 + 10% NaNO3El resultado es una pieza azul después del enfriamiento.
Los tres nitratos se mezclan uniformemente en las proporciones especificadas y, a continuación, se añade una cantidad adecuada de agua para crear una solución sobresaturada. A continuación, la solución se calienta a 40-60°C para su uso.
(6) Polímero quenchant soluble en agua - polialquilenglicol (PAG)
El PAG tiene una característica única de solubilidad inversa, lo que significa que su solubilidad en agua disminuye a medida que aumenta la temperatura.
La velocidad de enfriamiento puede controlarse ajustando la concentración, la temperatura y la agitación de la solución.
Los refrigerantes de la serie PAG tienen una capacidad de enfriamiento que se sitúa entre el agua y el aceite, lo que los hace versátiles para su uso en una amplia gama de aplicaciones.
Desde su introducción en Estados Unidos en la década de 1960, el PAG se ha convertido en una solución muy utilizada en la industria del tratamiento térmico, y ha sustituido con éxito al agua alcalina y al aceite para el temple y enfriamiento del acero al carbono y el acero de baja aleación.
(7) Aceite de temple
Los aceites de temple se han clasificado en varios tipos, incluidos los ordinarios aceite de templeaceite de temple brillante, aceite de temple rápido, aceite de temple rápido brillante, aceite de temple ultrarrápido, aceite de temple al vacío, aceite de temple graduado y aceite de temple isotérmico.
Aunque el aceite de enfriamiento rápido tiene muchas ventajas como medio de enfriamiento rápido, sus inconvenientes también son importantes. Por ejemplo, produce humo de aceite que contamina el medio ambiente y supone un riesgo para la salud humana, es propenso a envejecer e incendiarse, y la eliminación de los residuos de aceite es todo un reto.
En la industria de herramientas y troqueles, se sugiere eliminar gradualmente el uso de aceite de temple y desarrollar y adoptar nuevos medios de refrigeración por temple que ahorren energía y sean respetuosos con el medio ambiente.
(8) Enfriamiento por gas
Los aceros de alta templabilidad y pequeñas dimensiones pueden templarse con gas.
La capacidad de refrigeración del gas depende del tipo, la presión y el caudal del gas.
Las cuchillas mecánicas de acero rápido con un grosor inferior a 20 mm pueden enfriarse directamente con aire tras el calentamiento por inducción, lo que da como resultado una dureza superior a 63HRC.
El acero de alta aleación tipo Cr12 también puede templarse en aire y, para mejorar la velocidad de enfriamiento, puede enfriarse con un método de soplado.
Las plantillas con un tamaño efectivo superior a 50 mm pueden incluso refrigerarse en una placa de cobre refrigerada por agua.
En los últimos años, se ha producido un rápido crecimiento en el desarrollo del enfriamiento por gas de alta presión al vacío. Los gases refrigerantes más utilizados son el N2He, H2y Ar.
El H2 tiene la mejor conductividad térmica, pero es muy inflamable y puede provocar explosiones al mezclarse con el aire, lo que lo convierte en una opción poco segura. También provoca descarburación del acero por encima de 1000°C, lo que limita su aplicación.
N2 tiene escasa capacidad de enfriamiento, pero es asequible y seguro, por lo que se utiliza ampliamente en el enfriamiento gaseoso.
5. Conclusión
La elección y el uso de un medio de enfriamiento rápido para el tratamiento térmico tienen un impacto significativo no sólo en la calidad del producto y los beneficios económicos, sino también en la supervivencia y el crecimiento de la empresa.
Es importante seleccionar el mejor medio de enfriamiento rápido en función del material y los requisitos de rendimiento de las piezas de trabajo de enfriamiento rápido de la empresa, para garantizar el éxito del endurecimiento, minimizar la deformación y lograr el rendimiento deseado.